製図講習
図面はなぜ必要か?
•
工作を依頼する際に、寸法を口頭で伝えたり、簡単な絵で済
ませたり・・・
・打合せ時間のロス
・伝達ミスにより、意図と異なる部品を製作
・内容授受の証拠が残らない
・以前に作った部品の改良が必要となった場合、採寸から始め
使用すべき図法
•
日本工業規格(
JIS
)が定めた製図法
※依頼工作に添付する図面は、簡易的なもの
JIS
製図法を使用する必要性
•
図面の記述方法(製図法)が独自のものだっ
た場合・・・
機械工作を主たる業務としている者は例外なく、
JIS
が定
める製図法を基準として図面を読む。
・独自図法で描かれた図面は理解が困難。
・図面製作者の意図とは異なる理解をする。
製図に関して
•
この講習においては、
JIS
に定められている製図に関
する内容全てを網羅しているわけではない
疑問がある場合は、工作室に質問するか、日本工業規
製図に関して
•
JIS
に定められているものでも、数種類の手法から選択可能
なものがある
例 端末記号
製図に関して
•
講習会は
3DCAD
の
SolidWorks
で描いた図面
講習会に関して
•
1日の講習で図面を描けるようにはなれない。
•
この講習会は、自ら図面を描く際に、わからないこと
を調べる参考資料を提供し、それらの資料の見かた
を習得することも目的とする。
•
部品や装置の設計を行う際は、可能な限り
JIS
製図
法に則った図を描く事。
製図講習
JIS
製図法
Part 1
1.
サンプル図面
2.
製図用紙のサイズ及び図面の様式
3.
製図に用いる投影法
4.
6.
断面図
7.
拡大図
8.
寸法記入法
9.
内容:製図用紙のサイズ及び図面の様式
(Z8311)
製図用紙のサイズ及び図面の様式
輪郭
サイズ A0-A4
表題欄
• 正投影図 A:正面図(立面図) B:平面図 C:左側面図 D:右側面図 E:下面図 F:背面図 第三角法の記号
製図に用いる投影法
F D D C C B B A A F E E 第三角法• 主投影図(正面図) の選び方1
製図における図形の表し方
• 主投影図(正面図) の選び方2
製図における図形の表し方
計画図、実施設計図、組立図など、 主として機能を表す図面では、
• 主投影図 (正面図) の選び方3
部品の製作図など、加工のための図面では、加工にあたって最も多く 利用する工程で、対象物を置く状態を主投影図とする。
• 他の投影図
主投影図
製図における図形の表し方
製図に用いる線
• 線の基本形(よく使われるもののみ抜粋) • 線の太さ 実線 破線 一点鎖線 二点鎖線 種類 太さの比 細線 1用途による名 称 線の種類 線の用途 外形線 太い実線 対象物の見える部分の形状を表すのに用いる。 寸法線 細い実線 寸法記入に用いる。 寸法補助線 寸法を記入するために図形から引き出すのに用 いる。 引出線 記述・記号などを示すために引き出すのに用いる。 かくれ線 細い破線又 は 太い破線 対象物の見えない部分の形状を表すのに用いる。 中心線 細い一点鎖 線 図形の中心を表すのに用いる。 • 線の種類及び用途
製図に用いる線
太い実線 細い破線 細い一点鎖線 細い波線 細い実線
製図に用いる線
• 製図に用いる推奨尺度
製図に用いる尺度
類別 推奨尺度 倍尺 50:1 20:1 10:1 5:1 2:1 現尺 1:1 縮尺 1:2 1:5 1:10 1:20 1:50 1:100 1:200 1:500 1:1000 1:2000 1:5000 1:10000寸法は省略しています。 K-K J-J 全断面図 切断面 切断面
寸法は省略しています。 交差する二つの平面による断面、 一方は投影面の方に回転して図示する。 L 平面 1 平面 2
寸法は省略しています。 半断面図
対称形の対象物は、外形図の半分と断面図の半分を 組み合わせて表すことができる。
寸法は省略しています。 一連の断面図の配置
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー) C 45°の面取り(呼び方:しー)
寸法記入方法
いくつかの寸法は 省略しています。
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー) C 45°の面取り(呼び方:しー)
寸法記入方法
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー)
寸法記入方法
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー)
寸法記入方法
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー)
寸法記入方法
• 寸法補助記号 φ 直径(呼び方:まる又はふぁい) R 半径(呼び方:あーる) □ 正方形(呼び方:かく) Sφ 球の直径(呼び方:えすまる又はえすふぁい) SR 球の半径(呼び方:えすあーる) t 板の厚さ(呼び方:てぃー)
寸法記入方法
寸法記入要素
④ ③ ② ① ⑦ ⑤ ⑥ ①寸法数値 ②寸法線 ③末端記号 ④寸法補助線 ⑦起点記号 ⑥参照線 ⑤引出線
寸法記入の原則
斜めの寸法線状の数値の記入法
全て右側または下側から 読めるようにする。
累進寸法記入法 起点記号
外形線 寸法線
中心線
製図講習
JIS
製図法
part 2
1.
ねじ製図
2.
寸法公差及びはめあいの方式
3.
普通公差
4.
内容:ねじの表し方
谷
山
ねじの表し方
谷
ねじの表し方
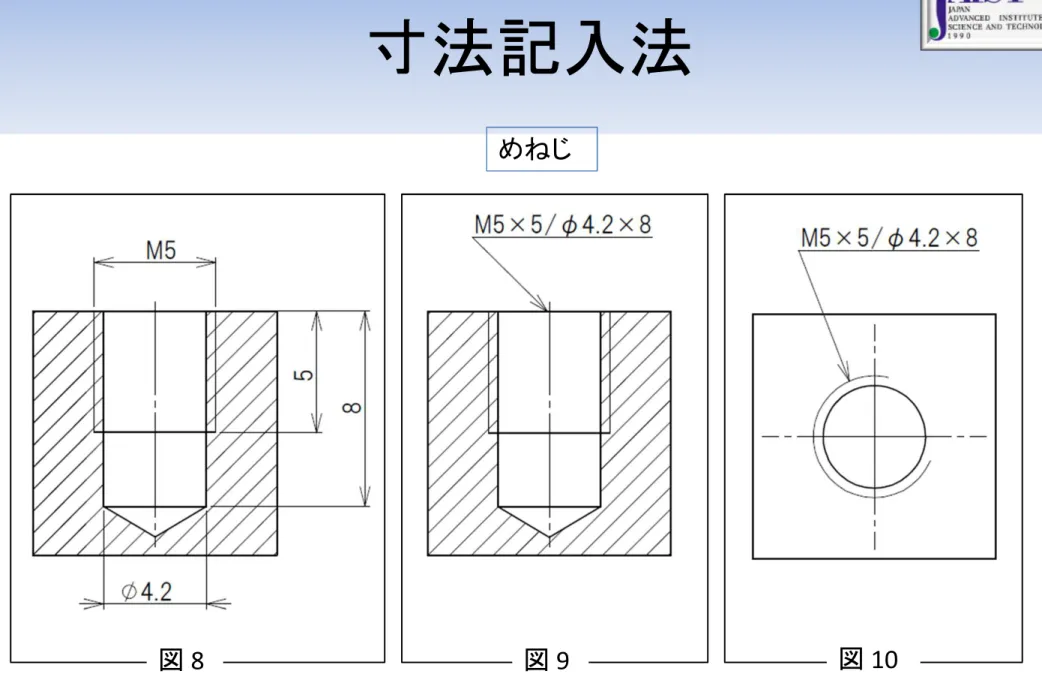
寸法記入法
寸法記入法
めねじ
寸法公差及びはめあいの方式
×
寸法公差及びはめあいの方式
○
寸法公差及びはめあいの方式
穴の公差の表し方
• 公差域クラスΦ
25 G 6
基準寸法 公差域の位置 公差域クラスφ25
+0.020
+0.007
=
(Φ25.007 ~ φ25.020)穴の公差域の位置
基準寸法(mm) 基礎となる寸法許容差の数値 上の寸法許容差 すべての公差等級 を超え 以下 A B C CD D E EF F FG G H JS - 3 +270 +140 +60 +34 +20 +14 +10 +6 +4 +2 0 = I t n / 2 。 こ こ で 、 n は I T の番号。 3 6 +270 +140 +70 +46 +30 +20 +14 +10 +6 +4 0 6 10 +280 +150 +80 +56 +40 +25 +18 +13 +8 +5 0 10 14 +290 +150 +95 +50 +32 +16 +6 0 14 18 18 24 +300 +160 +110 +65 +40 +20 +7 0 24 30 30 40 +310 +170 +120 +80 +50 +25 +9 0 40 50 +320 +180 +130 50 65 +340 +190 +140 +100 +60 +30 +10 0 65 80 +360 +200 +150 80 100 +380 +220 +170 +120 +72 +36 +12 0 100 120 +410 +240 +180 120 140 +460 +260 +200Φ
25 G 6
寸法公差 公差域 公差域の位置 公差域の位置 基準寸法 (24~30) (μm)穴の寸法公差
基準寸法 (18 30)
基準寸法(mm)
公差等級 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 を超え 以下 公差 μm - 3 0.8 1.2 2 3 4 6 10 14 25 40 60 3 6 1 1.5 2.5 4 5 8 12 18 30 48 75 6 10 1 1.5 2.5 4 6 9 15 22 36 58 90 10 18 1.2 2 3 5 8 11 18 27 43 70 110 18 30 1.5 2.5 4 6 9 13 21 33 52 84 130 30 50 1.5 2.5 4 7 11 16 25 39 62 100 160 50 80 2 3 5 8 13 19 30 46 74 120 190 80 120 2.5 4 6 10 15 22 35 54 87 140 220 公差域 公差等級 0 . 0 1 3
Φ
25 G 6
軸の公差の表し方
• 公差域クラスΦ
25 h 6
基準寸法 公差域の位置 公差域クラス 公差等級φ25
+0
-0.013
=
(φ24.987 ~ φ25.000)基準寸法 (mm) 基礎となる寸法許容差の数値 上の寸法許容差 すべての公差等級 over to a b c cd d e ef f fg g h js - 3 +270 +140 +60 +34 +20 +14 +10 +6 +4 +2 0 n d a r d t o l e r a n c e / 2 3 6 +270 +140 +70 +46 +30 +20 +14 +10 +6 +4 0 6 10 +280 +150 +80 +56 +40 +25 +18 +13 +8 +5 0 10 14 +290 +150 +95 +50 +32 +16 +6 0 14 18 18 24 +300 +160 +110 +65 +40 +20 +7 0 24 30 30 40 +310 +170 +120 +80 +50 +25 +9 0 40 50 +320 +180 +130 50 65 +340 +190 +140 +100 +60 +30 +10 0 65 80 +360 +200 +150
Φ
25 h 6
公差域の位置 公差域の位置 基準寸法 (24~30) (μm) S iz e to le ra n ce軸の公差域の位置
寸法公差 公差域基準寸法(mm)
公差等級 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 を超え 以下 公差 μm - 3 0.8 1.2 2 3 4 6 10 14 25 40 60 3 6 1 1.5 2.5 4 5 8 12 18 30 48 75 6 10 1 1.5 2.5 4 6 9 15 22 36 58 90 10 18 1.2 2 3 5 8 11 18 27 43 70 110 18 30 1.5 2.5 4 6 9 13 21 33 52 84 130 30 50 1.5 2.5 4 7 11 16 25 39 62 100 160 50 80 2 3 5 8 13 19 30 46 74 120 190 80 120 2.5 4 6 10 15 22 35 54 87 140 220 基準寸法 (18~30) 公差等級 公差
Φ
25 h 6
軸の寸法公差
公差域φ25G6
φ25h6
寸法公差及びはめあいの方式
多く用いられるはめあいの表
表 1: 多く用いられる穴基準はめあいの表 基準穴 軸の公差域クラス すきまばめ H6 g5 h5 f6 g6 h6 H7 f6 g6 h6 e7 f7 h7 H8 f7 h7 e8 f8 h8 d9 e9 H9 d8 e8 h8 c9 d9 e9 h9 H10 b9 c9 d9 基準軸 穴の公差域クラス すきまばめ h5 H6 h6 F6 G6 H6 F7 G7 H7 h7 E7 F7 H7 F8 H8 h8 D8 E8 F8 H8 D9 E9 H9 D8 E8 H8 基準線 公差域 基準寸法はめあいの組合せの目安
基準穴 分類 H6 H7 H8 H9 c9 大きいすきまが必要な部分 (膨張、位置誤差、はめあう長さ) d9 d9 e8 一般の回転部分、摺動部分 分解することが多いはめ合わせ部分 f6 f7 f7 f8 g5 g6 精密な運動を要求する部分 h5 h7普通公差
-
第
1
部
:
個々に公差の指示がない長さ寸法
及び角度寸法に対する公差
普通公差
表 4: 面取り部分を除く長さ寸法に対する許容差 公差等級 基準寸法の区分 記号 説明 0.5以上 3を超え 6を超え 30を超え 120を超え 400を超え 1000を超え 2000を超え 3以下 6以下 30以下 120以下 400以下 1000以下 2000以下 4000以下 許容差 f 精級 ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 -m 中級 ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±0.5 c 粗級 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±0.5 v 極粗級 - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±0.5 公差等級 基準寸法の区分 記号 説明 0.5以上 3を超え 6を超え 3以下 6以下 るもの 許容差 f 精級 ±0.2 ±0.5 ±1普通公差
表6: 角度寸法の許容差 公差等級 対象とする角度の短い方の辺の長さの区分 記号 説明 10以下 10を超え 50を超え 120を超え 400を超え 50以下 120以下 400以下 るもの 許容差 f 精級 ±1° ±30′ ±20′ ±10′ ±5′ m 中級 c 粗級 ±1°30′ ±1° ±30′ ±15′ ±10′ v 極粗級 ±3° ±2° ±1° ±30′ ±20′普通公差の図示方法
製品の幾何特性仕様
(GPS)
-
表面性状の図示方法
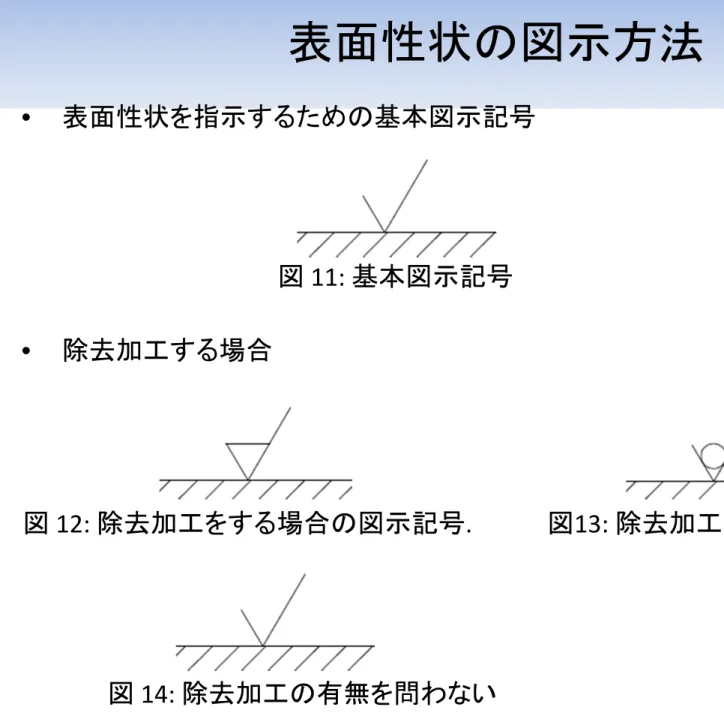
表面性状の図示方法
• 表面性状を指示するための基本図示記号
• 除去加工する場合
図 11: 基本図示記号
表面性状の図示方法
• “部品一周の全周面”の表面性状の図示記号
表面性状の図示方法
f(x):粗さ曲線 l: 基準長さf(x)
y
dx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さf(x)
x
y
0表面性状の図示方法
f(x):粗さ曲線 l: 基準長さdx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さf(x)
y
表面性状の図示方法
f(x):粗さ曲線 l: 基準長さdx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さf(x)
x
y
dx
x
f
l
Ra
l
∫
=
0
)
(
1
0 f(x):粗さ曲線 l: 基準長さ Ra: 算術平均粗さ表面性状の図示方法
f(x)
y
表面性状の図示方法
f(x):粗さ曲線 l: 基準長さdx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さf(x)
x
y
0表面性状の図示方法
f(x):粗さ曲線 l: 基準長さdx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さf(x)
y
R
a表面性状の図示方法
f(x):粗さ曲線 l: 基準長さdx
x
f
l
Ra
l
∫
=
0
)
(
1
Ra: 算術平均粗さ0.008 0.010 0.012 0.012 0.012 0.012 0.125 1.25 12.5 12.5 12.5 12.5 125 0.016 0.160 1.60 1.60 1.60 1.60 16.0 160 0.020 0.20 0.20 0.20 0.20 2.0 20 200 200 200 200 0.025 0.025 0.025 0.025 0.25 2.5 25 25 25 25 250 0.032 0.32 3.2 3.2 3.2 3.2 32 320 0.040 0.40 0.40 0.40 0.40 4.0 40 400 400 400 400 0.050 0.050 0.050 0.050 0.50 5.0 50 50 50 50 0.063 0.63 6.3 6.3 6.3 6.3 63 0.080 0.80 0.80 0.80 0.80 8.0 80 0.100 0.100 0.100 0.100 1.00 10.0 100 100 100 100 μm 表7: Raの標準数列
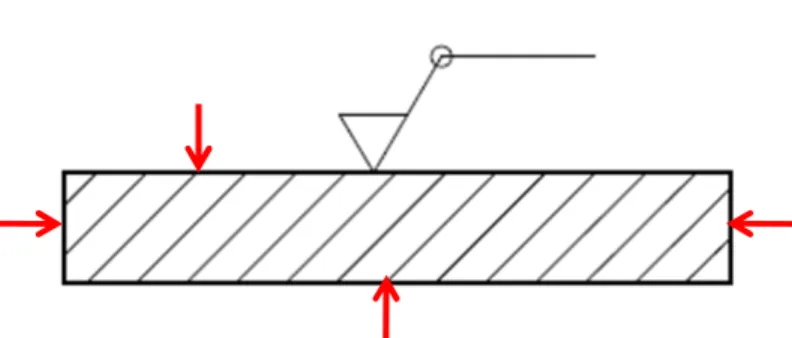
表面性状の図示方法
図 16: 表面性状の要求事項の向き 図 17: 引出線の使い方
=
表面性状の図示方法
Ra(μm) 機能 加工方法 0.05 鏡面 ラップ仕上げ 0.1 ペーパー仕上げ 0.2 0.4 運動用Oリング溝の摺動面 精密な機械加 工 0.8 フランジ用Oリング溝 放電加工機 1.6 3.2~6.3 10 はめあい 普通の機械加工 12.5~25製図講習
依頼工作ルール
依頼工作とは 工作を技術職員に依頼して、製作を代行する制度。 ここで、依頼可能な工作は主に以下の通り。 ・ 金属、樹脂、セラミック等の材料の加工 ・ 既存の部品の追加工、改造、修理 ・ 金属の溶接、その他の材料の接着 ・ 装置、部品の設計と、それに伴う製作、組み立て ・ 外注する装置、部品の設計、図面化 ・ 電気・電子工作依頼工作ルール
工作依頼書を工作室webサイトからダウンロードする。 ↓ 必要事項を記入する。 (教官以外の方は、担当教官のサインと押印が必要。) ↓ 依頼内容を可能な限り詳しく依頼書内に記す。 または、仕様書を作る。 (図面は原則としてJISに準じた製図法による。) ↓ 依頼書と仕様書を工作室に提出し、打合せを行う。 ↓ 受付完了。 工作を依頼するまでの流れ依頼工作ルール
依頼者資格 工作を依頼することができる資格を持つのは、本学に所属する 教職員のみ。 学生やその他の者が依頼する場合、工作依頼書に上記有資 格者のサインと押印が必要。 この場合、 本学に所属する教職員・・・・依頼者 学生その他・・・・連絡担当 という位置づけになる。依頼工作ルール
依頼者(教職員)氏名・・・公開 依頼タイトル、完成写真・・・・ 依頼の際に秘匿の申し出がない限り公開。 依頼内容や図面・・・・ 秘匿とする。 ただし、工作室活動状況の発表や報告書への記載は、相談の上 公開する場合あり。 依頼内容の公開について依頼工作ルール
材料代・・・・依頼者負担 作業工賃・・・・無料 特別な工具の購入・・・・ 相談の上、工作室で保有する場合は工作室負担、それ以外は 依頼者負担。 依頼工作にかかる費用依頼工作ルール
依頼の際に必要なもの ・工作依頼書(本学教職員のサインと押印付) ・材料 必ずしも依頼時に用意する必要はない。 (ただし、見積りから納品までに数日~場合により数カ月要する。) 小さい部品の製作の場合、工作室の端材があれば無料で使用可。 ・仕様書 必要に応じて依頼書に添付する。 機械工作依頼の場合は、可能な限り正確な図面を添付する。依頼工作ルール
納期 原則的に標準納期を材料納品後2週間とするが、以下のような例外がある。 ・ 正当な理由がある場合は、工作室と相談の上で納期を短縮することができる。 その際、依頼者は納期を短縮した理由を依頼書に記載する。依頼は原則申請順 に処理されるが、この場合他の依頼の順番に割り込むことになるため、割り込ま れた依頼者への説明に用いられる。 ・ 依頼内容や、他の業務状況により、指定納期を超える場合や、標準納期の2週 間を超える場合がある。その場合、工作室から依頼者へ連絡を行う。 納品の際は必ず製品を検品して受領すること。 受領の際は依頼書に確認のための署名を行う。 納品依頼工作ルール
保障について 工作室では、常に細心の注意を払い作業を行っているが、失敗する 可能性をゼロにすることはできない。 また、納期の遅れを避けられない場合もある。 それに伴い生じた損失については原則、依頼者負担とする。依頼工作ルール
その他 支給品に人体や環境に有害な物質が含まれる可能性のある場合は、 必ず申し出て内容を説明する。 製作の際に出た廃棄物で特別な処理が必要となるもの、または、保 管に特別な注意が必要なものは、依頼者引き取りとする。製図講習
コーナー
R (
サンプルホルダーの場合
)
2. 3. 4.
1. 2. 3. 4. サンプル サンプル
Screw thread
メートルねじとインチネジ
呼称 種類1 種類2 メートル並目ねじ メートルねじ 並目 メートル細目ねじ 細目 ユニファイ波目ねじ インチねじ 並目 ユニファイ細目ねじ 細目 メートルネジ: 直径及びピッチをミリメートルで表したねじ山の角度が60°の三角ねじ。 フランス、ドイツなどで一般用ねじとして発達したもので、現在ではISOが 国際規格として採用した三角ネジ。 インチねじ: ねじのピッチを25.4mmについての山数で表した三角ねじ。 :メートルねじの呼び径及びピッチの選択
呼び径 D,d ピッチP 1欄 2欄 3欄 並目 細目 第1 選択 第2 選択 第3 選択 3 2 1.5 1.25 1 0.75 0.5 0.35 0.25 0.2 1 - - 0.25 0.2 - 1.1 - 0.25 0.2 1.2 - - 0.25 0.2 - 1.4 - 0.3 0.2 1.6 - - 0.35 0.2 - 1.8 - 0.35 0.2 2 - - 0.4 0.25 - 2.2 - 0.45 0.25 2.5 - - 0.45 0.35 3 - - 0.5 0.35 - 3.5 - 0.6 0.35 4 - - 0.7 0.5 - 4.5 - 0.75 0.5 5 - - 0.8 0.5 - - 5.5 0.5 6 - - 1 0.75 - 7 - 1 0.75メートルねじの呼び径及びピッチの選択
呼び径 D, d ピッチP 1欄 2欄 3欄 並目 細目 第1 選択 第2 選択 第3 選択 3 2 1.5 1.25 1 0.75 0.5 0.35 0.25 0.2 10 - - 1.5 1.25 1 0.75 - - 11 1.5 1 0.75 12 - - 1.75 1.5 1.25 1 - 14 - 2 1.5 1.25 1 - - 15 1.5 1 16 - - 2 1.5 1 - - 17 1.5 1 - 18 - 2.5 2 1.5 1 20 - - 2.5 2 1.5 1 - 22 - 2.5 2 1.5 1 24 - - 3 2 1.5 1 - - 25 2 1.5 1 - - 26 1.5 - 27 - 3 2 1.5 1 - - 28 2 1.5 1 30 - - 3.5 (3) 2 1.5 1ユニファイ並目ねじの基準寸法
ねじの呼び ねじ山数 (25.4mm につき) ピッチ P 谷の径(めねじ) 1 2 外径(おねじ) No. 1 - 64 UNC 64 0.3969 1.854 No. 2 - 56 UNC 56 0.4536 2.184 No. 3 - 48 UNC 48 0.5292 2.515 No. 4 - 40 UNC 40 0.6350 2.845 No. 5 - 40 UNC 40 0.6350 3.175 No. 6 - 32 UNC 32 0.7938 3.505 No. 8 - 32 UNC 32 0.7938 4.166 No. 10 - 24 UNC 24 1.0583 4.826 No. 12 - 24 UNC 24 1.0583 5.486 1/4 - 20 UNC 20 1.2700 6.350 5/16- 18 UNC 18 1.4111 7.938 3/8 - 16 UNC 16 1.5875 9.525 7/16- 14 UNC 14 1.8143 11.112 1/2 - 13 UNC 13 1.9538 12.700 9/16- 12 UNC 12 2.1167 14.288 5/8 - 11 UNC 11 2.3091 15.875 3/4 - 10 UNC 10 2.5400 19.050ユニファイ並目ねじの基準寸法
ねじの呼び ねじ山数 (25.4mm につき) ピッチ P 谷の径(めねじ) 1 2 外径(おねじ) 1 - 8 UNC 8 3.1750 25.400 1 1/8 - 7 UNC 7 3.6286 28.575 1 1/4 - 7 UNC 7 3.6286 31.750 1 3/8 - 6 UNC 6 4.2333 34.925 1 1/2 - 6 UNC 5 4.2333 38.100 1 3/4 - 5 UNC 4 1/2 5.0800 44.450 2 - 4 1/2 UNC 4 1/2 5.6444 50.800 2 1/4 - 41/2 UNC 4 5.6444 57.150 2 1/2 - 4 UNC 4 6.3500 63.500 2 3/4 - 4 UNC 4 6.3500 69.850 3 - 4 UNC 4 6.3500 76.200 3 1/4 - 4 UNC 4 6.3500 82.550 3 1/2 - 4 UNC 4 6.3500 88.900ユニファイ細目ねじの基準寸法
ねじの呼び ねじ山数 (25.4mm につき) ピッチ P 谷の径(めねじ) 1 2 外径(おねじ) No. 0 - 80 UNF 80 0.3175 1.524 No. 1 - 72 UNF 72 0.3528 1.854 No. 2 - 64 UNF 64 0.3969 2.184 No. 3 - 56 UNF 56 0.4536 2.515 No. 4 - 48 UNF 48 0.5292 2.845 No. 5 - 44 UNF 44 0.5773 3.175 No. 6 - 40 UNF 40 0.6350 3.505 No. 8 - 36 UNF 36 0.7056 4.166 No. 10 - 32 UNF 32 0.7938 4.826 No. 12 - 28 UNF 28 0.9071 5.486 1/4 - 28 UNF 28 0.9071 6.350 5/16 - 24 UNF 24 1.0583 7.938ユニファイ細目ねじの基準寸法
ねじの呼び ねじ山数 (25.4mm につき) ピッチ P 谷の径(めねじ) 1 2 外径(おねじ) No. 0 - 80 UNF 80 0.3175 1.524 No. 1 - 72 UNF 72 0.3528 1.854 No. 2 - 64 UNF 64 0.3969 2.184 No. 3 - 56 UNF 56 0.4536 2.515 No. 4 - 48 UNF 48 0.5292 2.845 No. 5 - 44 UNF 44 0.5773 3.175 No. 6 - 40 UNF 40 0.6350 3.505 No. 8 - 36 UNF 36 0.7056 4.166 No. 10 - 32 UNF 32 0.7938 4.826 No. 12 - 28 UNF 28 0.9071 5.486 1/4 - 28 UNF 28 0.9071 6.350コンフラット
(CF)
フランジ
コンフラットフランジはVarian社の商標です。 超高真空領域(10-6Pa~)にも使用可能。 “ICF” + フランジの外径が呼びとなっている。 (例)ICF70、ICF114、ICF152
コンフラット
(CF)
フランジの標準寸法
直径 D 厚さ T ボルト穴 適用パイプ 数 直径 ピッチ円 直径 外径 内径 34 7.5 6 4.5 27 19.1 16.7 70 12.7 6 6.7 58.7 41 38 114 17.5 8 8.4 92.2 63.5 60.2 (mm)JIS
フランジ
( VF/VG )
特徴 Oリングを使用してシールする。 Oリング溝のあるフランジ (VG)と、ないフランジ( VF)を1対で使用する。 Oリングからのガス放出があるため、超高真空には向かない。 Oリング(バイトン製の場合)の耐熱性が200℃程度なため、 高温のベーキングができない。 呼びは種類、形式の記号および呼び径による。 例:VG70 VF80 などJIS
フランジの基準寸法
呼び径 適用す る鋼管 の外径 d フラン ジの径 D フランジの厚さ T ボルト穴 ガスケットのみぞ 鋳造フ ランジ その他 のフラ ンジ 中心円 の径 C 数 径 h ボルト の 呼び 内径 G1 外径 G2 深さ S 10 17.3 70 10 8 50 4 10 M8 24 34 3 20 27.2 80 10 8 60 4 10 M8 34 44 3 25 34 90 10 8 70 4 10 M8 40 50 3 40 48.6 105 12 10 85 4 10 M8 55 65 3 50 60.5 120 12 10 100 4 10 M8 73 80 3 65 76.3 145 12 10 120 4 12 M10 85 95 3 80 89.1 160 14 12 135 4 12 M10 100 110 3部品表及び表題欄
・部品表 記入項目の例: 照合番号, 品名, 材質, 数量, 備考 etc. 部品表 ・表題欄 記入項目の例: 図面番号, 図名, 団体名, 依頼者名, 日付, 尺度, 投影方法, 普通公差 etc.部品図と組立図
1. 部品図のみ
組立図
照合番号
部品表
溶接記号
部品図
ご静聴ありがとうございました。
参考: