研 究 姶 文一
mmm lmllr
l t ml
川Mr
:llIJHだl爆 発 圧 接 ラ イ ニ ン グ について
西尾 安弘 ・疎谷 保博 ・益盃 実事
t . ま え が き
爆発圧按は爆薬の燦光エネルギー を利用 して二つの 金属 を接 合させ るものであるが接合扱桝が通常の辞蝕 好機 と典なる一種の冷聞圧接であるため,従来溶蝕浮 接では接 合不可 とされた金属間の接合が行ない うる特 徴 を有 している。このため化学工兵に於 ける各税扱答 の耐食材料のライニングに於いて従来の製作法にかわ って僻発圧接 ライニンg' が脚光 を浴びている。本文は この爆発圧技法について,その圧接の綴構,圧接部の 滞性質,ライニング牧草の製作 と非鼓填捜査等につい て述べ る。
2. 爆発圧接法の牧草
二つの金城板が衝突 した際,接合 をお こす現無が認 め られ.以後火難 を使って金属板 を接合させ る研究が 行なわれ る様になった。そ して,その後諸実験が繰返 さ
れ PcArSOnl ) : )
,Davenport
S) I
),Duvall● )らによっ てその結果が報告 された。又圧接の槻満についても荊 速 で祈突する二金属板の挙動 を流体力学的考察 を加え て,Cowanl
),HoltzmanS ) 6
),AbrahamsonT )らがい ろいろ解析 している。現在では米国 (デ ュポ ン社).日 本 ( 旭化成)苛で適切なる爆薬 の開発が行なわれ,共 用皮掛 こ入った訳である。この爆発圧技法は通常の溶 挺溶接 と異なる一概の冷問圧接であ り従来溶蘇溶接で は不L p I位 と思われる組合せの金属問の接合を行ない う る特赦 をもつ。圧接の施行にあたっては 2 つの金城板 を全机 或は線状,点状の部分的にも接合することが 可能でそれぞれの対条織器に従って
使い分 けていけば 良い といえる。国内では既に多数の槻器に爆発圧接 ラ イニング法が採用 され稼動に入っている。材料的には ステンレス鋼,チタニ ウム,南 といったものが虫たる ものであるが,今技数多 くの化学機掛 こ本法が採用 さ れ る共に化学工業以外の諸工業にも広 く使われてい く
ことは刷
避いない と考えてよかろう。
3 . 圧接の地柵
爆発正接の圧接槻解 に つ い ては未知の ところが多 く.国内の研究 も圧接扱構そのものに放れたものは少
昭
1山2 咋1 0 J J
25tl受理●三召丘 工 菜挽先金吐 技持本多 広島訳文抗 広島市柾守新町 4T
f16古2 2号
YoI .2 ? .No.I .1 9 ▲ 8
い。ここでは
Cowan,HoltZma n
,Abrahamsonらの・
報告 をもとにごく簡岬に考察する。爆発圧接の施行法‑
としては図 1 の如 く何棟塀かあるが大別するな らばニ̲
巨,;̲.:.::Liilt
こ う
鷲EIB卓7
t E コ 全 貫
托 属領e)盟花川
Wt*岩
℡図 1 熔接法 と浸接の過粗
甘金拭板 を平行に対向 させ るもの とある角度 をもって
?・ r ・ 向 させ るもの とに分 けられる。図
1の右は
(I)
の場合 の熔接過投を示 したものであるが合材 と母
材が衝突に よ り
,衝突点に於いて金属ジェットを生成
し接合が促 進 されるというものである。この金属 ジ
ェットの放念 は二金城蚊の両面に爆薬 をセ ・ Jトし,同時
に煙発 させ た時 を考えれば容易に理解出来 る。即 ち図
2の
学 く街
・. :一 隻 ・ 3
図 2 非粘性 ・非旺拓流件
の二つの流れの対称掛'
・
Aにおけるジ
三・ Jト生
成の起 る流れ形態 突する金塊坂が流体の流れ として
較辞 うと仮定 し,併 角
Vrで祈突点に近づ く非圧縮,非
粘性流体の二つの
放れの対称衝突 を考えると,圧接材即 ち流体は
L o
)声 痴 流体生成の
qTR 忠泣沈のジュ・・/トないmi 宋 1 9 3 ジェット生成の
ない衝突 とジェ・ /ト生 成衝突における
荒れ形怨 潜 にもっていってやる必要がある訳である
。次に,ジ ネットが発生すると何故接合が可能になるか
を考えて みる。図
3(b)に示す枝にC点のまわ りの閉
じた曲線 は圧力が最大にな り C で停符圧 力 Ps となる
一
C点では極めて大きな圧力が発生する。その値は,逮 等圧線で 度 が 4, 0 0 0 m/ s e c の時 ,Al に対 しては 2 4 9 Kb a
r ,オ ー ステナイ トステンレス鋼 では 7 2 7Kb a r , W で
I , 83 5 Kb a r とい う大きな依 となる。又二つ は
の額の B ,
F の流線はまず最初に金属の内側で C 点で接触 し,級 に B' B
〝,FJ F 〟 の如 く位匿する様にな
り.金属板 は非常に強 くセン断を受ける。これ らによ
って酸化物 や敦収 されたガスが存在する盤面屈は坊間
から除去さ れ金属結合に好適な碑浄な金属面 を蕗出せ
しめ鯉薬の 衝牽正により社歌が進行 し接合されると考
えられる。
ここでは冒額に記 した如 く全 く概略的に圧
接現象を鋭 胡 するということであるから一定の燥速に対
するジ三
・
/ト発生の盛界角や一定の衝突角に対する
蕗界適度の 存在又この現象に基づ く平行法 と有効法の
圧接条件の 盛典或はジェット発生 と適正な畑苑の爆兜
速度との閑 迎 といったことは触れないことにするが,
いずれにし ても金属の材質により投薬の爆適.術突角等を適宜考 慮することにより爆薬による金属の接 合が可能
になる 訳である。
A. 良 免 圧接ライニング法
倭技法には,
̲ 8 2
(I)
金属板を全面的に按合させる全面爆 技法
(2)線状に按合させる緑燥横法
(3) 点状に
接合させる点熔接法 があげられるが,全面爆接法はク
ラッド幻の製作に使 われ,後二者はライニング用に使
われる。ライニング にあたっては,辞接組立され構造
化された母材本体内 にライニング材をそう入 し,燥嬢
によってライニング する方法 と平板状の母材に内破材
を線爆接して魚類接 合板を製作 し, しかる後その合衣
を曲ゲ加工,プレス 加工,スピニング加工等を行なう
ことによって製品を 得る方法 とがある。線煩按合板を製
作し加工 してい く 方法は,合板弓 削f : 掛 まクラッド
餌の加工に 準 ず れ ば 良 く,工作上ならびにコス ト的にみ
て,今後実用度が 拡大 していくと思われる。ク形線燦
接合額はT T‑ル曲 げ加工により容群の親板や塔額な
どを製作でき,円形 線爆按合板はプレス加工,スピニ
ング等により容器の 鏡額 を製作できる,燥接は原理
的にはライニング材の 概掛 こ無関係に圧接することが
可能であ る が, 板 塀 2 mm 以上になると茶盆が香 しく
多 くなるため,現在 ではライニング材の板野が 2 mm
以下のものについて の爆薬 ( 線爆薬,点爆薬)しか
市放 されていない。た だ銀 爆 按 において適当な手段 を
蔚ずることにより, 2mm 用の線燥苑で抜 群 3 mm ま
で圧接することは可 位である。母材はあまり帝いと爆
発時に変形を起 こす 恐れがあるが.圧接上母材板塀
には制限はない。僚発 可縫な板の大きさにも制限 は な い。 爆横 ピッチ Z Omm t : は,
' ッチまで圧捷可健である。
5.
特発圧捷辞の性甘
5.1捷 含 牡 サ
圧接材の接合放すに影響を及ぼす因子 としては , (I ) 圧接材の材質,板塀
(2
)
燦邦
(3) 炭紫朗母材の衣面状況
(4)圧接材と
炭素鋼母材の間げき などがあげられるが,これ らの緒
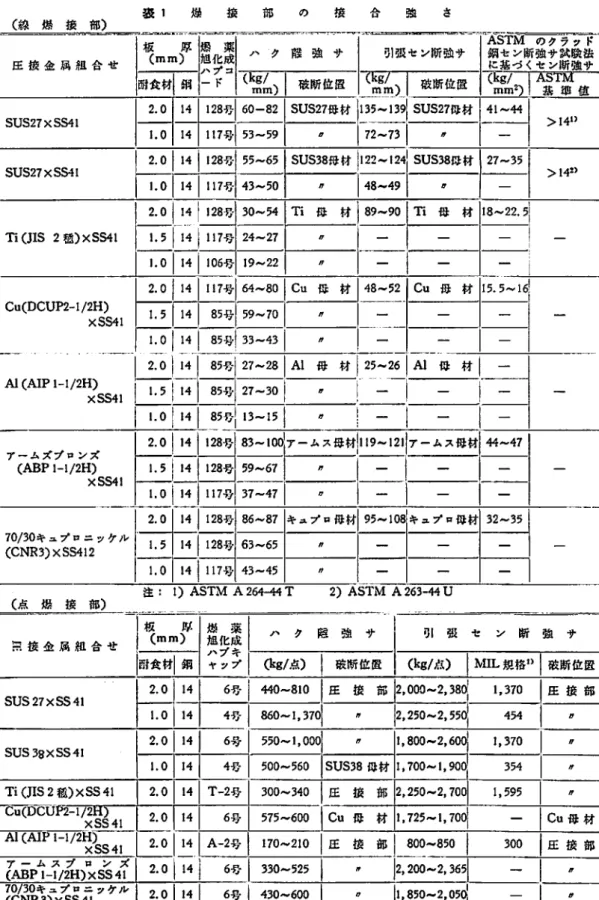
条件を適正なものに した際の圧接部の按合致サを虫 )に
示す。農燥法敵 ま 全討食材 ともすべてノ 、ク斑紋験お
いて討食材母材部破 断 となる良好な壌合致サを示 し,
またステンレス鍬 こ おいては ASTM のクラッド鋼に
要求される接着強サ をはるかに遵ナ,ナぐれた接合致す
を有ナることがわ かる 。 SUS2 7 と SS41 の偵接触を
例 に と る と.
ASTM A2 6 4 ‑ 4 4T に基 づ くセン断強サ妖艶では, SUS27 圧延クラッド餌が 3 0 . a ,3 2 . 5 ,3 0 . 9 k g/ mm のセン新盤サを示 した の に対 し ,4) . 0.42 . 5 ,
24 4. 0 kg/ mm 'の良い餌を示す。点熔接部は
. ' lク擬強すがセ
ン新改サに比べて位が低いが,参考のために併記 した
抵抗溶矧 こ対する
表 1
煉 凄 茄 の 摸 合 致 さ1 41 6
号 注 :I )MT I ′Wli 8 5 8 8
yo
l .2 7 .No.I . t 9 一 〇
(68)4
\J
観 聾 1「 l ll t
轟 弼基
開SUS2 7XSS41 SUS3 8×SS41 Ct J ( DC UP2 ‑1 / 2 H)×SS 41 AI ( At Pl ‑1 / 3 H)XSS4t
' ■ ' ∴ ■ ' ・.・ : ‑,I . 1L . : :::. ::
アームスブロンズ 7 0 ‑ 3 0 キュブt zニッケル Ti ( J I S2梯)xSS41 ( ABPI ll / 2 H)xSS41 ( CNP3)x
SS41
写真 1
各 所 食材 とbigI飼熔 接 虹の ミク 。組泣 く×1 0 0 )
l
le t h = ‑
K2
‑)I l∫
l l ∫
e = 2ー
lI l z F○L e y e ]
z e t o b v e l l l ■一日 I
l
II S US 2 7tS S 41 40 90 80 70 6 50 30 20
o o柑
00 0
Iも
I
∫∫ l
CKl<
∫
「
l
由 z e
,0 1 ′ I lA,批
l l ll l l
l l II
lA RISS 41 囲 J SUS2 7xSS4l ,Al xSS41 ,倍按証の
X線1イタt ,アナライ
ザによる放散状況
5.2接
合部の組稔
各討食材 と成瀬飼圧接拓のミクロ敏枝 を写
其1に示 す。圧接面には熔接餌特有のさざ波状の変形が見
られ る。 圧接布には判然 とした合金層や添憩屑は見 ら SUS3 8 と SS4 れず,
1 僻按部 を磁子顔微鏡にて 1万倍まで 倍率をあげ親和 した ところ,再結晶温妊近 くま
で昇温 した形跡が見 られたが,明 りような溶絶倒の生
成は検 出されなかった。また各耐食材によ1 )波間控
除,波高 が異なるが. SUS2 7 圧接部では,波間
鮫皮約 1 0 9p, 波高約 3 0. " 程度でチタニウム圧
接部では 波 間 距 擬 約 45 0〝 ,波高約 5 O p 程度であ
る。 図 4 は SUS2 7 および Alと SS41 の爆接部の
X
線マイク。アナラ
イザーによる解析結果である 。 SUS2 7
表 2廼嬢的我 の耐食材及び炭素鈎母材 (SS41)の租税的性常 (酎食材 の稔横 的性 賓)
討 食 材 唖
別
引 破 釈 放l〉 引
醍 軌
サ( k g / m
mt) (%) 位 世 66.2(28.4), 65.a(32.4), 65.5(24.0)母 材 63.5(58.7), 64.0(57.6), 63.3(5700)
‑
爆弗加工後 圧延 のまま 爆発加工食
圧延 のまま 4847..75((223l..0)5),, 4478..7(5(2a0)..00)),, 4747..36((230.4.56))
爆発加工後
T!(J巧 2唖) 45.2(22.0), 45.2(21.5), 45.2 (21.0) 圧延 のまま l 42.0(粥.0). 4日(35.2), 42.2
(31.2) CuP CUR2‑1/2H) 緑井加工後 28.1(13.2), 28.2(l7.2), 28.2()
3.0) 母 材 圧延 のまま 27.0(26.5), 29.0(29.6), 2
9.0(26.2) ‑ Al(AⅠPトト2H) 2.0 緑井加工後 13.3(2.3), 12.I(2.
3). 14.4(2.3) 加工拓 JZ:旭 のまま 12.4(18.0), 12.4(17.8), 12.5(l7.3) ‑ ア ー ムス ブ t
(ABPl‑I/2H)7ンズ 爆 発加工後 64.9(16.0),
65.2(Ⅰ
9.4). 64.8(19.6) 圧延 の まま 65.0(30.6), 65.9(3L.0). 65.
3(29.
I )
70nO*
87't,= ・J
ケル (C
NP3 )
爆発加工後圧延 のまま 4456..22(1(38.5.82)),. 4543..8(14(36.0.06)),. 46.47.23()(37.8)4.3) 注 l)JISZ2201
5号錬敬片
(庚薬餌母材 (SS41)の槻稜的性質 (SUS27
XSS41樺按)
種
別
鉢映片 引㌍ 荒
馬 埼) 拝引島 急
襲 解 散1〉謂 均) 引取OP(長)(平均)引或観 )(平均) 圧 壊称近傍 の炭索鋼 枠材 1 49055 4.5 4350.3 刀.0 55.0
637 37 32 0 7 3 51.2 37I
299
I
5l0 圧壊称か ら依れた炭素鋼 母材 45 4590.1.549.8 33575333.8) 375 577380く36.0) 65949(60.5) 6 49.8 304 375
0
注 1
)JISZ3日15骨 幹故 片喪 3 椿
披 鞍 の 腐 食 供洪 敢敬 結(虜 食果
丑 m
m/ y 飽
r償換算)酎 食 材 蔀
鍵液浸
せき 沸聴液
浸せ き 弗汝液
改せ き 藩政蔽浸
せ き Ti(JⅠS2堆) 索 材 36.52‑
0.411
‑
頒 嫉妬 33.15
‑
0.357‑
Cy(DCUP2‑I/2H) 素 材
‑
0.310‑
0.415 椿也舶‑
0.3455.5
接合部の耐食性 燥発加工 を受けた耐食材の耐食 性 を嗣漉 した結果 を
衷 3にに示す。
各耐食材 とも架材部に比べ耐食性 が劣下 した点は見 られず良好な
値を示 している。
5.6
結合部の疲労
墳接鰍 こ繰返 し′ 、ク裸荷歪を負 荷 し,その耐ハク挺性 を調査 した 結果 を図 6 に示す。試
験はS US2 7
XSS : 41 媒接部について行ない, SUS2 7 圧延クラ・ /ド銅 と比校 試 験 した。繰返 し荷虚が約 40 0 kg 以 下になると両者 とも SUS2 7 の母 材部よ り破断 している。この様に SUS2 7XSS4 Ⅰ燥按部はす ぐれた 疲労致 さを有 してお り,圧延クラ ッド鋼 と変わ 1 )ないことがわかる
。4. 熔接ライニング地券の製作 ライニング法 としては前述 した 如 く2 方法があげられるが,本文 では線燥按合板加工法による機器 の剖作状況 を示す。線爆接法,点 億按法 ともに旭化成( 樵)から市既
耐 食劫 0
5同宿ss4I 20 l l . 0 4ー ′ 1 3 1
l 2ー E .
∈2 2 { . 0 t ) t t らt G) 71 2 80
I A t 3I 1
I l l
2 6 0
lMt 2 ー ( 3t S US
27● I
I
I40 2 2 0 2
l00
∝)ヽ∧
I l
Iい) ' t 2) 13r Tl HJ I S2
ヽt 2l q
I i r ヽ
.ヽ [ ]
I Ix ‑ I I
ヽ
L
I)
I〟 \ ー 2
1一○
〟 ‑ ‑
一日'Ij< l4 lⅨ
′ l 4 ̀
I .ゝー
持ごー 40
f201
lEH一孤 曝抜合板 の ロール dilげ加工
線根城
合
板iT)ス ピニ ング加 工 鏡嗣板 (甥 (SSUS272mmXSS4114mmt) US282mmtxSS1441mmt)写 真 2 菰 熔 接 合 板 の 加 工 と 製 作 さ れ た 闘 技 ・
兎 域 : 7 . 熔接ライニング機器の品質検査 封作された
ライニング授器の非放浪検査法の縫立は 盃繋な周遊である。従来
は金属ハ ンマーによる打者や . 超音波検査な どで圧接部
のノ 、ク鞍の有無 を調べていた が
,TI f L 者は人間
の能力にたよるもので極めて不i E柚で . あ り ,後者
は曲率 をもった容器内で測起困難 という欠 . 点がある。こ
こで述べる検査法は電気抵抗の変化によ り圧綾部の剥離
を検知するもので図
7はその僻理屈で
̲ ある。使用する計器・
は電気抵抗式金属厚み測定串 と呼 . ばれるもので測定
しようとする金属棒に4 本 ( Xは6
‑ 本)の抜放・ ‑ T .
をあて,左右
2本の接触子に一定の政流 電流 を流すと
,その間に生ずる磁位差が金城仲の内厚 に比5. 1して変
化 し,この電位差 を測定することにより 金属棒の内輝 を一方の封
から電圧計で測定できるもの である。熔接部が完全に
接合 していると
, Pl‑P2聞には肉仰 t
l‑t
2に対1 , i ; する相克抵抗が あらわれ, 揺 合が不完全
であれば完全な場合に比べて抵抗仇が大 き くな り, 完全
に剥離 している時は肉厚
tlに対する大 きな 塩 L zL
抵 抗があ らわれる。この抵抗変化を冠位差 l く pV)
で検出するものである。 按 政 子は上下に偶蝉
yoI .2 1 .No.I .1 9 1 8 に移動できる
し,可籍式の小寸法のものであるか ら, 曲率 をもった と
ころでも決あいな場所 でも容易に検査 を実施することが出来る,写粗は製作完
了 した機器内 で検査 しているところである。
a
. む す び以上爆発比按に つ い て F F . 按の概要.
圧接部の諸性 餐,非破壊検査などについて述べたが,
概略を絵描す る
と次の如 くである。
(り
熔接によl ),各柾耐食
材料 と銅の接合が可能 である。 ことに通常, 袴勝 春按
が 不可能な チタニウ ム,アル ミニウム,銅 といった材料
と鋼の接合が容易 に行ないうる。
(2)頒按部
は接合強サ,耐食性 , 耐疲労性 を始め としてす ぐれ
た性常を有 してお り,溶融溶接のように ミ 容按熱影響
を伴なわないため,材質の劣化現象 も見 ら れず,淳附
ヒなどの熱処F J i を必安 としない。
(3) 熔接により,耐允材 を鋼に線
グすることも可他であ り.El他 用途に応 じて点状, 点状に庄填することができる。
(の 畑接 ライニング槻群の晶貨換並は屯気抵抗式 の非攻城政義故によ り極 めて伯頻度の高い検査 を行な うことが出来 る。
文 献
1 )I . Pc Ar S
On
.Ex p l o s i y ewe l d i z l g.ASm C托a ‑ d▼ eMA nu hc t ur in gSe m in a r sS p
60‑159(1
960
‑引)
2 )I .
Pc nr s o r HL n dG. A.Ha r e s ,R
csarc hi n
h‑pl o s i v e ' we l d i n g,ASTMECr e a dy eh hn uhc t ur ‑ i n gSe mi n A r CS P6 3 ‑9 7(1 9 6 2‑6 3 )
) )D. E. Da y c n p o r t .E叩t OS i v ewe l d i n g,A
STME Cr 也dy eMa r t u hc l u r i n g Se ni r L a r S S P 6 2 ‑7 7 ( 1 9 6l ‑6 2 )
4)
D・E・Do y e n p o r ta nd
G.E.Du y a
lI.E叩l o s i v e We l d i n g
.ASTME Cr 蝕t i v e Ma nu f a c t u r i n g Se m in a r s叩 6 0‑1 61() 9 6l ‑6) )
5 )G. R . Co wA J la J I dA. H. Ho l t ma n,Fl owCo n 丘‑
gu
mdo T I Si nc o l l i di n gp ht e s
,Ex p l o s i y eBo n d‑
iB
i ng,J o u r n a lOEAp pl i e dp hy s i c s(1 9 6 3 ‑4 )
6 )A.H.Ho l t z mA n.C.
G.Ru d c r s h A n g
Cn
,氏.h q . ̲ CA mna ng h.Re c e n tA d v a n c e si nme t a lwo r k
in
g:w
it h e x p l o s i v e s , Du po n tTe c l mi c A lPa p e r ・ (1 9 6 2 ‑4 )
7 ) G . R. Abr A ha ms o n,Pe r ma n e n tp e r i o d i cS u r E
ACe・Je E or
na t i o
ns,du et oAt r Z L V e l i A g
jet ,J o u r z dl o fAp p l i e dMo c hni c s( 1 9 61 ‑1 2 )
8 )
西尾,疎谷,益乱 畑売圧掛 こよる耐食材料 のヲ・イニングに問す る研究,三
安正工
技な く 1 9 6 7 ‑ 1 )・
9)深谷.
差
瓜 爆発圧
接l
軌 圧壊のeE辞及びその・応用,社内報告
( 1 9 6 6 )
tO)深谷,益瓜 爆発圧接 2軌庄按の椴輪,社内級三
% ( ) 9 6 6 )
ll)鎌谷,董瓜 爆発圧政)軌 不演鋼 と銅の爆発圧'. 8,社内報
普 く1 9 6 6 )
1 2 )
深谷,生血僻見圧壊 4軌 耐食非鉄材 と何の煙, 弗圧壊,牡内包普 く 1 9 6 6 )
1 3 )
羅谷,生血,爆発圧壊5
軌 原発正掛 こよる不虜;飼 ライ壬ン〆岨符の封作.牡内縁普
く 1 9 6 6 )
14)深谷,益乱 畑発正接 6臥 位嬢 ライニング損軌の非鼓税政盃,社内報
普 く 1 9 6 7 )
別t L dyomLi nhg ofCo
rT舶i onRe 8 i 与 t Ant肋 t e r i 81 8 t l yE叩 l o s i ▼eBo t t di t t g
byY.Ni s hi o,Y.Fuka yaa t l d M.Ma s us hi ge
St a inl e s ss t e
el ,ni c ke l ,mone l ,ha
st e l l o y,c opp
er
,8 r nSbr on
Le,C uPr Oni c k
el,du‑
m
iJ I um, t i t Ani um 8 nd Z i r c oni t n c m be s at i s f ac t or i l y bonde d t os
teelbye xpl os i ve ・
bendi ng. Expl os i yebond i ngi sda s s i Ge di E L t O Sh e e tbondi ng,l i J l e Arbondi ngmds pot . bend i ng. Weha veS t l J di e dRne 打 bz l di J l gZ L nd
sptbondhg.
hthi sp8Pe rt hepr
o‑perde
s oEbonde d 2 0ne and f abr ic a t i o n oEhni ng v
essls by e xpl os i ve bondi ng
ue:described.
(