九州大学学術情報リポジトリ
Kyushu University Institutional Repository
イットリウム系線材を用いた三相同軸超伝導ケーブ ルシステムに関する研究
足立, 和久
https://doi.org/10.15017/1931938
出版情報:九州大学, 2017, 博士(工学), 課程博士 バージョン:
権利関係:
イットリウム系線材を用いた
三相同軸超伝導ケーブルシステムに関する研究
2018年
3
月足立和久
目次
第1章 序論
... 1
1-1
はじめに... 1
1-2
電力ケーブルの現状... 2
A) OF
ケーブル... 2
B) CV
ケーブル... 3
1-3
超伝導ケーブルの開発動向... 5
1-4 超伝導素線の作製方法 ... 11
1-5
本論文の目的、内容... 14
第2章 三相同軸超伝導ケーブルの電気絶縁設計
... 17
2-1
必要耐電圧と部分要素モデル... 19
2-2
電気絶縁試験... 23
2-3
三相同軸ケーブルの電気絶縁設計... 28
2-4
耐電圧試験用モデルケーブル製作と評価... 32
2-5
まとめ... 34
第3章 超伝導ケーブルの過大事故電流に対する保護対策
... 35
3-1
超伝導素線の通電・加工特性... 36
3-1-1
超伝導線材の均一性... 36
3-1-2
臨界電流 Ic の磁場依存性... 36
3-1-3
臨界電流の温度依存性... 37
3-1-4
臨界電流(Ic)の磁場印加角度依存性... 38
3-1-5 機械特性 ... 39
3-1-6
曲げ歪特性... 41
3-2
三相同軸ケーブルの臨界電流、端子接続抵抗測定... 43
3-3
過大事故電流に対する応答特性解析... 47
3-3-1
磁束フローから高速常電導転移現象へ... 47
3-3-2
回路方程式... 47
3-3-3
熱方程式... 50
3-3-4
数値解析... 55
3-3-5
数値解析結果... 55
3-4
突発短絡試験... 58
3-5
まとめ... 67
第4章 超伝導ケーブルシステムの設計と試作・評価
... 68
4-1
終端接続部の電界解析による構造検討... 68
4-2
終端接続モデルの耐電圧試験と考察... 72
4-3
三相同軸超伝導ケーブルシステムの設計と試作・評価... 81
4-4
まとめ... 85
第5章 総括
... 86
参考文献
... 88
謝辞
... 90
1
第1
章 序論1-1 はじめに
現在、日本の電力使用量は、2014年統計によると、中国、アメリカ、インドに次ぐ世界 第
4
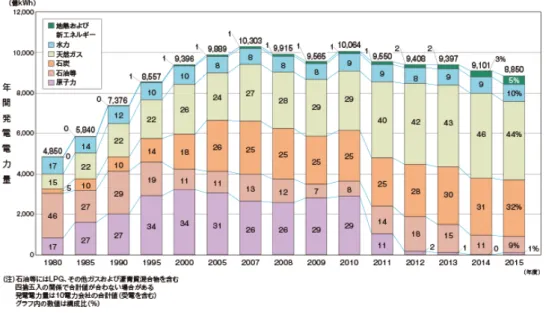
位となっている1)。東日本大震災後の省エネルギー活動や人口減少によりわずかに使用 量減少の傾向も見られるものの、今後、情報通信量の増大等の要因もあり、まだ電力需要 は伸びるものと推測される。一方、東日本大震災以降、現在でも原子力発電所の操業停止 が継続しており、この発電量低下を火力発電により補っている。LNG火力の拡大や、高効 率発電システムへの転換等が進んでいるが、まだ石炭火力への依存度が高い 2)こと、CO2削減量が先進各国と比較して小さいことなどが、国際間で指摘されており、更なる省エネ ルギーや電力供給の安定化に寄与する革新的技術の研究開発とその実用化が求められてい る。
超伝導ケーブルは、電気抵抗ゼロにより無損失に電力を輸送できるとして古くより注目 されてきたが、液体窒素温度で超伝導を発現する酸化物超伝導体の発見以降、地球環境保 全を目指す省エネルギーに貢献しうる電力ケーブルとしての実現の期待が高まっている。
しかし、超伝導ケーブルは、全長に渡り継続的かつ一様な冷却が必要なこと、電気絶縁と 熱絶縁を両立させることが必要なこと、事故時の挙動が解明されていないこと等により、
未だ実用化には至っていない。これら諸課題の解決と実用化に向けての研究開発は、高効 率送電の実現には不可欠なものである。
図
1-1-1 主要国・国別電力消費量【2008
年-2014年】1)電力消費量
(
億kwh)
2
図
1-1-2 電源別発電電力量の実績
2)1-2. 電力ケーブルの現状
現在使用されている電力ケーブルは、OF ケーブル(Oil-Filled cable)と
CV
ケーブル(Cross-linked polyethylene insulated cable)が主流である。本項では、それぞれの特徴を 説明する。
A) OF
ケーブルOF
ケーブルは、1917年イタリアで発明されたケーブルで、1923年アメリカ・クリー ブランドに単心66kV
ケーブルが敷設され、翌年ミラノ、ニューヨーク、シカゴに132kV
ケーブルが敷設された。日本では1930
年(昭和5
年)頃に66kV
級単心ケーブルとして 導入され、1995
年に本州―四国間には500kV
ケーブルが敷設されている等、現在でも超 高電圧用として広く使用されている3)。構造は、図
1-2-1-1
に示すとおり、ケーブル中央部に油通路を設け、銅撚り線導体を撚 り合わせ後、内部半導電紙、絶縁油を含浸した絶縁紙、外部半導電紙、押えテープで構 成したケーブルコアの外側に鉛被あるいはアルミ被とビニル防食層を施した構造である。絶縁紙にはクラフト紙またはポリプロピレンラミネート紙(PPLP)を使用している。図
1-2-1-1
に示す単心型と他に三芯型もある。ケーブルに接続されるセルと呼ばれる給油槽の伸縮により、ケーブルの温度変化によ る油量変化を補償し、ケーブル内部圧力を一定範囲に保っている。絶縁紙中の気泡(ボ イド)は圧力によりつぶれるため、放電が発生せず、高電圧での使用に適している。OF
3
ケーブルでは、絶縁油等の長期劣化により放電が発生した場合は絶縁油にアセチレンガ スが混ざるため、定期メンテナンスにて油を分析し、混在するアセチレンの量を測定す ることで劣化診断ができる。しかし、近年は老朽化による火災等重大事故も発生してお り、引替の要求が高まっている。
図
1-2-1-1 OF
ケーブルの構造4)B) CV
ケーブルCV
ケーブルは、OFケーブル敷設の後に開発されたケーブルで、全固体絶縁のケーブ ルである。1965年(昭和40
年)ごろ3kV
で使用され、現在では500kV
の超高圧まで幅 広い電圧階級で使用されている。電力ケーブルとして現在、最も使用されている種類で ある。CV
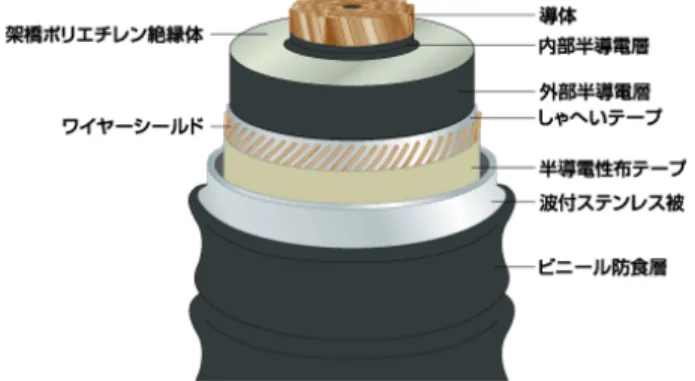
ケーブルの構造を図1-2-1-2
に示している。中央部の銅またはアルミニウム導体の 周囲に、架橋ポリエチレンの内部半導電層、絶縁層、外部半導電層を配置し、さらにそ の外側に銅テープまたは銅ワイヤーシールドで遮蔽層を設け、最外周にPVC
等のシース を設けた構造である。誘電率、誘電損失共に小さいという特長を持ち、固体絶縁のため メンテナンスフリーであり、OF
ケーブルに対して維持コスト面におけるメリットが大き い。近年使用されるケーブルの殆どがこのタイプである。一方で、超高電圧では劣化診 断が難しいという短所もある。開発当初は湿式架橋法を採用していたため、絶縁体の含有量や架橋剤の残渣成分が引 き起こす現象により、繰り返しインパルス特性と透水性に問題があったが、架橋方法が 乾式になったことにより大きく改善された。特別高圧用では、シースの下に金属箔の層 を設け、その上に地絡電流路として
1.2mm
2程度の銅線を全周に添巻きする構造を取って いる。超高圧用では地絡電流対策と遮水性を徹底することを兼ねて、アルミ被(一部は ステンレス被)が施される。絶縁油 絶縁紙
油通路 導体
内部半導電紙 外部半導電紙 波付アルミ被
ビニル防食層
4
図
1-2-1-2 CV
ケーブルの構造5)5 1-3 超伝導ケーブルの開発動向
地球環境保全が叫ばれる中、酸化物超伝導線材を使用した超伝導ケーブルは、電気抵抗 ゼロに起因する低損失性と、安価に調達できる液体窒素冷却で使用可能なことから、電力 系統の大幅な省エネルギー化に貢献する技術として注目を集めている。
国内でも、その期待は高く、国立研究開発法人 新エネルギー・産業技術総合開発機構
(NEDO)においても「超電導応用基盤技術開発(第
II
期)」(平成15
年度~19年度)6)、「超電導ネットワーク制御技術開発」(平成
16
年度~19年度)7)、「イットリウム系超電導 電力機器技術開発」(平成20
年度~24 年度)8)などのプロジェクトを通して、開発支援が 行われてきた。これらのプロジェクトは、大学、国立研究機関、公益財団法人、電力会社、重電機器メーカー、電線メーカー、冷凍機器メーカーなどを含めた
All Japan
体制で進めら れてきたものであり、超伝導ケーブルをはじめとした電力機器の超伝導化の基礎技術を確 立し、応用への道を示した意義深いものであった。当初、数センチ長しか作り得なかった イットリム系(YBCO)超伝導線材をkm
が見通せるまで線材製造技術が進展した6)他、変 圧器、超伝導ケーブルの基礎的な要素開発から実証試験までが実施され7),8)、その成果は実 用化に多大な貢献をするに至った。また、このプロジェクトで開発されたブレイトンサイ クル冷凍機はすでに商品化され、国内外で超伝導応用機器の冷却システムとして稼働して いる7)。超伝導ケーブルは、海外でも高効率送電システムとして大いに注目されている。平成
25
年にNEDO
より刊行された報告書「高温超電導電力機器の適用拡大と標準化に資するケー ススタディー」9)には海外での超伝導ケーブルの9
つの実証試験例(計画も含む)が記載さ れ、日本以上に開発が盛んである状況が報告されている。また、この他にも韓国、中国で も実証試験が進んでいる。超伝導ケーブル導入の主なメリットは以下のようにまとめられる。
・ 通電損失が小さく、省エネ効果が大きい
・ 高電流密度のためにケーブル断面積を小さくすることができる
・ 大容量ケーブルでも管路敷設ができることで工事コストを下げることが可能
・ 大容量を低電圧で送電できるため、変電所の設置数を減らすことが可能 また、デメリットは以下のとおりである。
・ ケーブルを液体窒素温度に保つための冷却システムが必要
・ 初期導入コストがかかる
超伝導ケーブルには単相型、三相一括型、三相同軸型がある。
最初に、基本的な構造である単相型について説明する。構造を図
1-2-2-1
に示す。単相型 超伝導ケーブルは、OF ケーブルと同様に中央から補償用導体(フォーマー)、内部超伝導 層(主導体)、絶縁層、シールド用外部超伝導層、外部補償用導体の順でケーブルコアを構 成し、その外側に金属(ステンレスまたはアルミニウム)製の真空断熱管(二重コルゲー6
ト管)と防食層(シース)を施した構造となっている。二重コルゲート管の内部は液体窒 素で満たされ、液体窒素が絶縁層、超伝導層を冷却し、ケーブルコア全体が液体窒素温度 になることで超伝導ケーブルとして機能する。絶縁体としては、
OF
ケーブルと同様にPPLP
が用いられることがほとんどである。外部超伝導層は、内部超伝導層(主導体)が発生す る磁場漏洩を防ぐためのシールド機能を持つ。二重コルゲートの間には、外部からの熱侵 入を遮断するためのスーパーインシュレーション層が複数設けられており、二重管の空間 部分を真空とすることによって断熱機能を発揮する。図
1-3-2-1 超伝導ケーブルの構造
開発初期の
1995
年には、住友電工が67kV 1kA
三相一括型7m
長の超伝導ケーブルを電 力中央研究所横須賀で試験している。ケーブルの中心部には銅導体、その外にビスマス系 導超伝導線を配置し、絶縁としてPPLP
を使用し、その外にシールド用超伝導線材を巻い たケーブルコア3
相を撚って三相一括にして、真空断熱2
重コルゲート管に入れた構造で ある。これを、図1-2-2-1
に記載の単相型に対して、三相一括型と呼んでいる。これに対して、アメリカとドイツでは、三相を同軸上に配置する三相同軸構造の超伝導 ケーブルの開発が進められてきた。このケーブルは中央部に液体窒素冷却管、その上に
1
相目(U相)、絶縁層、2相目(V相)、絶縁層、3相目(W相)、絶縁層、接地線の順に巻 いた1
本のケーブルコアを真空断熱2
重管に入れた構造である。この構造のケーブルは最 もコンパクトな構造であること、1
本のケーブルで冷却配管が往復しているので復路の冷却 配管が不要であること等多数のメリットがある。上記各ケーブルの構造と、そのメリット・デメリットを表
1-3-3-1
にまとめて示している。また、各国における超伝導ケーブルの開発状況を表
1-3-3-2
に、国内の開発状況を表1-3-3-3
にまとめた。この表は、NEDO
平成24
年成果報告書「高温超電導電力機器の適用拡大と標 準化に資するケーススタディー」9)から抜粋したものである。7
表
1-3-3-1 超伝導ケーブルの構造とその特徴
種類 単心ケーブル 三相一括ケーブル 三相同軸ケーブル 構
造
銅 安 定 化 導 体
有り 有り 無し
配 置
(中心から)銅安定 化導体-超電導層-
絶縁層-外部超電導 層-押えテープ(こ こまでケーブルコ ア)-真空
2
重断熱 管単心ケーブルのケーブルコア を
3
相撚り合わせ、真空2
重断 熱管に入れた構造(中心から)液体窒素冷却管
-U相超伝導層-絶縁層-V 相超伝導層-絶縁層-W相超 伝導層-絶縁層-接地層-押 えテープ(ここまでケーブル コア)-真空
2
重断熱管メ リ ッ ト
構造が簡単
超高電圧対応が容易
熱侵入が少ない
単心ケーブルの技術を応用で きる
熱侵入が少なく コンパクト化できる
遮蔽の超伝導線がないため、
コスト安 デ
メ リ ッ ト
三相に三条必要なた め、熱侵入が大きく とコスト高
三相同軸と比べて大型 高電圧には不向き
交流損失等の不明点がある。
開 発 社
主に日本国内ケーブルメーカー 海外および
昭和電線ケーブルシステム
(NEDO助成金事業)
8
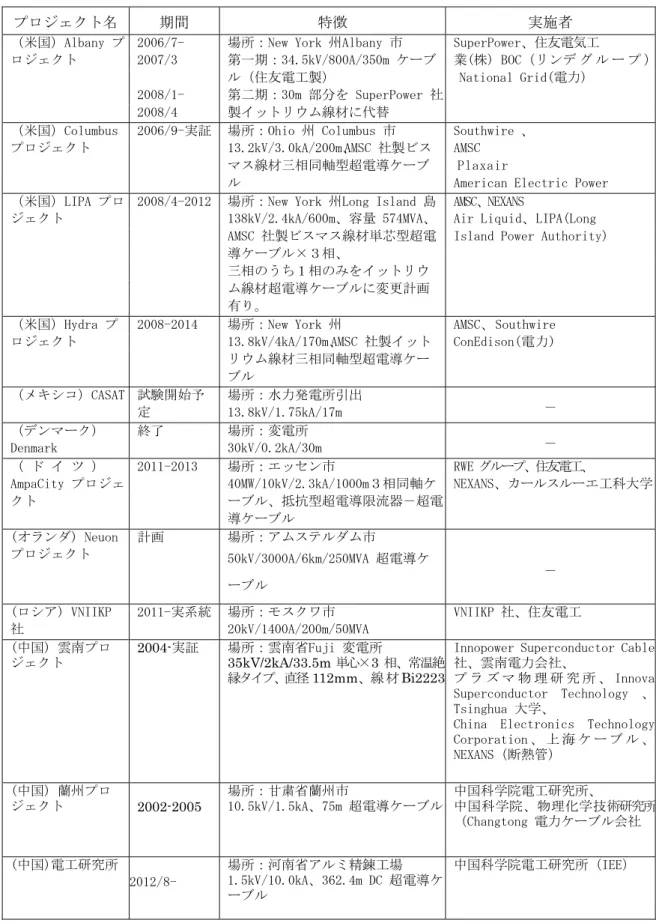
表 1-3-3-2 海外の高温超電導ケーブル開発状況9)
プロジェクト名 期間 特徴 実施者
(米国)Albany プ 2006/7- 場所:New York 州Albany 市 SuperPower、住友電気工
ロジェクト 2007/3 第一期:34.5kV/800A/350m ケーブ 業(株) BOC(リンデ グ ル ー プ ) ル(住友電工製) National Grid(電力)
2008/1- 第二期:30m 部分を SuperPower 社 2008/4 製イットリウム線材に代替
(米国)Columbus 2006/9-実証 場所:Ohio 州 Columbus 市 Southwire 、 プロジェクト 13.2kV/3.0kA/200m、AMSC 社製ビス AMSC
マス線材三相同軸型超電導ケーブ Plaxair
ル American Electric Power
(米国)LIPA プロ 2008/4-2012 場所:New York 州Long Island 島 AMSC、NEXANS
ジェクト 138kV/2.4kA/600m、容量 574MVA、 Air Liquid、LIPA(Long AMSC 社製ビスマス線材単芯型超電 Island Power Authority) 導ケーブル×3相、
三相のうち1相のみをイットリウ ム線材超電導ケーブルに変更計画 有り。
(米国)Hydra プ 2008-2014 場所:New York 州 AMSC、Southwire ロジェクト 13.8kV/4kA/170m、AMSC 社製イット ConEdison(電力)
リウム線材三相同軸型超電導ケー ブル
(メキシコ)CASAT 試験開始予 定
場所:水力発電所引出
13.8kV/1.75kA/17m -
(デンマーク)
Denmark
終了 場所:変電所
30kV/0.2kA/30m -
( ド イ ツ ) 2011-2013 場所:エッセン市 RWE グループ、住友電工、
AmpaCity プロジェ 40MW/10kV/2.3kA/1000m3相同軸ケ NEXANS、カールスルーエ工科大学
クト ーブル、抵抗型超電導限流器-超電
導ケーブル (オランダ) Neuon
プロジェクト
計画 場所:アムステルダム市
50kV/3000A/6km/250MVA 超電導ケ ーブル
- (ロシア) VNIIKP
社
2011-実系統 場所:モスクワ市 20kV/1400A/200m/50MVA
VNIIKP 社、住友電工 (中国) 雲南プロ
ジェクト
2004-実証 場所:雲南省Fuji 変電所
35kV/2kA/33.5m 単心×3 相、常温絶 縁タイプ、直径 112mm、線 材Bi2223
Innopower Superconductor Cable 社、雲南電力会社、
プ ラ ズ マ 物 理 研 究 所 、 Innova Superconductor Technology 、 Tsinghua 大学、
China Electronics Technology Corporation 、 上 海 ケ ー ブ ル 、 NEXANS(断熱管)
(中国) 蘭州プロ
ジェクト 2002-2005
場所:甘粛省蘭州市
10.5kV/1.5kA、75m 超電導ケーブル
中国科学院電工研究所、
中国科学院、物理化学技術研究所
(Changtong 電力ケーブル会社 (中国)電工研究所
2012/8-
場所:河南省アルミ精錬工場 1.5kV/10.0kA、362.4m DC 超電導ケ ーブル
中国科学院電工研究所(IEE)
9
表 1-3-3-2(続き) 海外の高温超電導ケーブル開発状況9)
プロジェクト名 期間 特徴 実施者
(中国)国家電網
計画中
場所:北京
110kV/2-3kA、1000m 3 相超電導ケーブ ル、イットリウム系線材
-
(韓国)DAPAS プロ ジェクト
2001-2011.6 場所:韓国電力コチャン試験所 22.9kV/1260A、30m 単心ケーブル
KERI(KoreanElectrotechnology Research Institute) 、LS C&S、KIMM
(Korea Institute of Machinery and Materials)
(韓国)GENI 2008-2011 場所:韓国電力変電所
22.9kV/1260A/410m 三心一括型超電 導ケーブル
LS 、KEPCO(韓国電力)等
(韓国)JEJU 2009-2016 場所:韓国電力変電所 DC±80kV/3125A/500m AC154kV/1250A/1000m
KEPCO, LS C&S, KERI
10
表 1-3-3-3 国内の高温超電導ケーブル開発状況9)
プロジェクト名 期間 特徴 実施者
100m 超電導ケーブル 試験
FY1999- FY 2002
場所:㈶電力中央研究所
電圧 66kVrms、電流:1.0kArms、送電容 量 114MVA、長さ 100m、直径 150mm 管路収 納可能、3心一括型、Bi2223 超電導線材
東京電力㈱、住友電工、㈶電 力中央研究所
NEDO「交流超電導電 力機器基盤技術研究 開発」Super-ACE
FY 2000- FY 2005
場所:㈶電力中央研究所
電圧 77kV、電流 1.0kA、長さ 500m、外径 133mm、単心、Bi2223 超電導線材
㈶電力中央研究所、中部電力
㈱、古河電工
NEDO「高温超電導ケ ーブル実証プロジェ クト」
FY2007- FY 2013
場所:東京電力㈱神奈川支店 旭変電所 電圧 66kVrms、電流 1.75kArms、長さ 230m、3心一括、Bi2223 線材
住友電工、東京電力㈱、㈱前 川製作所
NEDO「超電導ケーブ ル技術開発 大電流
・低交流損失ケーブ ル化技術開発」
FY2008- FY 2012
電 圧 66kV、電流:5.0kA、送電容量570MVA、
長さ 15m、直径 150mm 管路収納可能、3 心 一括、イットリウム系超電導線材
㈶国際超電導産業技術研究 センター、住友電気工業㈱、
㈶JFCC、㈱前川製作所
NEDO「超電導ケーブ ル技術開発 高電圧・
低誘電損失ケーブル 化技術開発」
FY2008- FY 2012
電圧 275kV 、電流 3.0kA 、送電容量 1420MVA、長さ 30m、直径 150mm、単心、イ ットリウム系超電導線材
㈶国際超電導産業技術研究 センター、古河電気工業㈱、
㈱フジクラ、昭和電線ケーブル システム㈱、㈶JFCC、㈱前川製 作所
文部科学省「直流超 伝導送電システムの 研究開発」
FY 2005- FY 2009
場所:中部大学
20 m 級直流超伝導ケーブル試験装置
(CASER-1)
中部大学、JFE エンジニアリ ング、前川製作所、超電導ケー ブルは住友電工製、ペルチェ電流 リードは昭和電線製
文部科学省「低炭素 化社会のための超伝 導直流送配電システ ムの研究開発」
FY 2011- FY 2015
場所:中部大学
(CASER-2):電圧 20kV、電流 2.0kA、長さ 200m、Bi2223 線材
中部大学、JFE エンジニアリ ング、前川製作所、超電導ケー ブルは住友電工製、ペルチェ電流 リードは昭和電線製
JST「次世代鉄道シス テムを創る超伝導技 術イノベーション」
FY2009
-
長さ 30m/電流 3kA 以上/電圧 1500V、長 さ 300-400m/電流 1kA 以上/電圧 1500V、長さ 100m/電流 180A /電圧 250V、Bi 系超電導ケー ブル
(公財)鉄道総合技術研究所、
(独)物質・材料研究機構、住 友電工
11 1-4 超伝導素線の作製方法
10)超伝導ケーブルは、高温超電導体の中でも液体窒素温度以上の臨界温度
Tc
を有するY
系(YBa2
Cu
3O
7-δ:YBCO
系)超伝導線材とBi
系(Bi2Sr
2Ca
2Cu
3O
x, Bi
2Sr
2Ca
2CuO
x:Bi
系) 超伝導線材を用いて開発が進められてきた。Y
系やBi
系に代表される銅酸化物超伝導体は超伝導特性の異方性が大きいペロブスカイ ト構造を有する。結晶構造中のCu-O
の結晶面を電流が流れるため、線材として構成するに は、結晶配向度を一軸方向に揃える必要がある。Bi
系線材は、銀パイプにBi
系超伝導体の粉末を詰めて伸線・圧延することで配向を揃え るパウダーインチューブ法(Powder In Tube:PIT法)で製造される。銀は貴金属でありコス トは高いが高温で酸化せず、かつ、酸素含有の雰囲気中、高温で加熱して成長させること が必要なBi
系超伝導体と反応することなく形状を保持する。一方で、銀は耐酸化性は良い が機械性能が弱いため、Bi 系の超伝導線は単体では機械強度が弱い。このため、銀にMg
やSb
など微量の元素を添加し、析出強化させるなどの方法が取られている。また、ケーブ ルやマグネット作製などの機械加工の際には、ステンレスや真鍮等の補強材をハンダ等で 線材面に接着する等、更なる補強が図られている。Y
系超伝導体は、Bi 系超伝導体のように強加工で配向する性質は持っていないため、銀 シース法では高特性の線材を製作できない。よって、線材化にあたっては、溶融体からの 引き上げや基板への蒸着によって配向させるという手法が採られる。開発当初は、単結晶 に溶融体を付着させて引き上げる方法が取られたり、レーザー蒸着やガス蒸着による気相 法によって単結晶上に成膜したりすることで、高特性を得ることができ、薄膜応用として の期待が持たれた。しかし、この特性は長尺の線材を作製するにあたって、困難な技術で あり、単結晶のような配向を持ち、さらに可撓性を持つ基板の開発を待たなければならな かった。一般的に、銀、銅、ニッケルなどの立方晶金属は圧延加工と熱処理を施すことに よって配向することが知られている。しかし、Y
系超伝導体に高い超伝導特性をもたらすよ うな二軸配向を有し、かつ表面に酸化膜等を作らず、さらに工業的製造に見合う機械的強 度を持つ金属は見当たらない。この問題を解決するため、多結晶で配向が揃っていない金 属基板上に二軸配向の中間層を作製する技術が開発された。これが、イオンビームアシス ト蒸着法(Ion Beam Assisted Deposition :IBAD法)であり、現在では高特性を有するY
系超伝導線材用金属基板の製造方法として広く使用されている。IBAD
法は金属基盤にYSZ、
GZO、 MgO
等の中間層をスパッタリングする際にAr+ガスイオンビームを中間層素材に適
した角度で照射することで、ある配向の中間層だけをスパッタリングする手法である。通 常、IBAD
中間層上には、更に配向性を上げ、超伝導体との反応を防ぐための保護層として、パルレーザー蒸着法(Pulse Laser Deposition :PLD 法)またはスパッタリング法により
CeO
2層が成膜されている。超伝導層の成膜法としては気相法と液相法があり、気相法にはパルスレーザー蒸着法
12
(PLD法)、化学気相蒸着法(Chemical Vapor Deposition :CVD法)等があり、液相法に は有機酸塗布熱分解法(Metal Organic Deposition :MOD法)がある。PLD法は、製膜し たい元素を含んだ酸化物あるいは金属のターゲットに、高強度レーザーを当てることで蒸 発させ、これを基板に付着させる方法である。この方法は、基板上に高配向の薄膜を積層 させることができ、良好なエピタキシャル成長が得られる。しかし、PLD 法は、高真空の 容器内で行わなければいけないこと、レーザーなどの設備が高価であること、メンテナン スコストが大きくかかることなどから、高コストであるという短所を持つ。また、CVD法 は、溶液状の原料を気化させ、基板上に堆積させながら結晶成長させる手法である。これ は、PLD 法ほど高真空は必要としないものの、原料溶液が高価であること、蒸着ガスの収 率が悪いという欠点を持つ。このように、いずれの手法にも長所と短所はあるが、現在で はそれぞれの手法で超伝導線材が量産されている。
他方、MOD法は、昭和電線、米国
AMSC
社、及びドイツBASF
社に採用され、Y系超 伝 導 線 材 の 量 産 化 が 行 わ れ て い る 。 本 研 究 は 、 三 フ ッ 化 酢 酸 塩 塗 布 熱 分 解 法(Trifuluoroacetete Metal Organic Deposition :TFA-MOD
法)を用いて昭和電線で製造したY
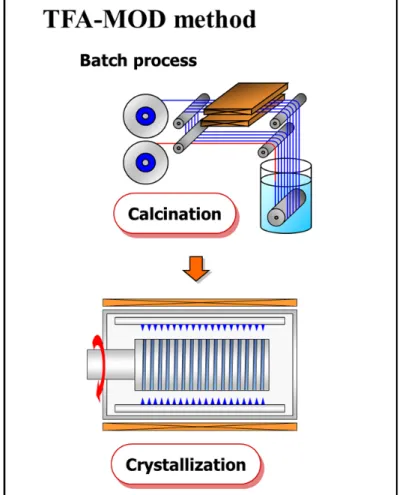
系線材を使用して実施したものである。TFA-MOD法について下記に概説する。MOD
法はナフテン酸塩等の金属塩を有機溶媒に溶解した溶液を金属基板に塗布した後、乾燥・仮焼工程にてアモルファス前駆体膜を作製し、その前駆体膜を本焼にて更に高温で 熱処理することによって超伝導体粒子へと結晶化させる方法である。
MOD
法は、非真空プ ロセスであること、塗布のため材料の収率が高いことから低コスト化を期待できる製法で ある。原料溶液を金属基板に塗布する方法としては、ディップコート法を用いている。こ れは、原料溶液に金属基板を浸漬して、一定速度で引き上げ、乾燥させることで原料溶液 を金属基板に塗布する方法である。仮焼工程は酸素雰囲気下で熱処理を施すことにより有 機成分を分解し、BaF2を含むアモルファス前駆体膜を生成する。この工程をReal to Real
で連続に行うことで連続的に長尺線材を作製することができる。次に、窒素ガスと低分圧酸素、及び水蒸気の混合ガスを用い、750℃付近の結晶化温度で の熱処理を行うことで、BaF2の分解を誘発して液相を生成させ、超伝導層と
CeO
2層の界 面からエピキャシタル成長させることで超伝導層を作製する。昭和電線では、この工程を、大型バッチ炉を用いて実施している。本研究で用いた超伝導線材の構造を図
1-4-1
に、製造 方法の概略を図1-4-2
に示す。13
図
1-4-1
イットリウム系超伝導線材構造図
1-4-2 TFA-MOD
法の工程概略図14 1-5 本論文の目的、内容
前述のように、超伝導ケーブルは高効率送電にとって重要な技術であるが、実用化には 幾つもの課題が残されている。その一つが超伝導線材の価格の問題である。NEDO プロジ ェクトを通して
Y
系線材の開発と長尺化がなされたが、量産技術と低コスト化は、民間電 線メーカーやベンチャー企業の自発的研究開発において実現されるべき課題として残され ている。線材の大幅な市場拡大が見通せない現在の状況においては、大きな価格低下は実 現されていない。しかし、特性や歩留まりの向上、長尺化の試みなどによって、その価格 は着実に低下している。また、超伝導ケーブルは、高電流密度がゆえに断面積では従来の ケーブルと比較して圧倒的にコンパクトであり、敷設コストの観点では有利である。本研 究では、これまで国内で開発されてきた66kV
級三相一括ケーブル、275kV 単心ケーブル と比較してもさらに低コスト化が可能である三相同軸ケーブルの開発を行った。三相同軸 ケーブル開発上の最大の課題は、相間絶縁である。三相同軸超伝導ケーブルでは、各相の 導体が同軸上に積層して配置される。一方で、冷却媒体となる液体窒素はケーブル中心と 最外周しか流れず、耐電圧特性を維持しながら各相の超伝導導体を効果的に冷却する必要 がある。本研究では、雷インパルス・交流過電圧に対する耐電圧特性を満足しつつ、液体窒 素で冷却して各相の健全な通電特性を維持するケーブル構成・製作技術を開発した。もう一つの課題は、冷却に要するコストである。冷凍機が、未だ汎用機器とはなってお らず高価である上、ケーブル全長、全システムを断熱容器で構成せざるを得ないため、コ スト高になり、使用者側の初期投入価格を上昇させる。この初期投入費用が運用中の省エ ネ効果によって回収することが求められる場合、超伝導ケーブルの適用ケースは限定され る。この適用ケースにマッチする使用環境は、低電圧、大電流で条長が短く、省エネ効果 が大きいケースである。この視点に基づき、本論文で研究する超伝導ケーブルは、発電所 等で使用される大型の相分離母線代替を想定した。電力は、発電所で化石燃料の化学エネ ルギー、水力等の機械エネルギーから電気エネルギーに変換されたものであり、昇圧変圧 器で昇圧された後に需要地に送電される。送電には架空線や電力ケーブルが使用される。
現在使用している
CV
やOF
は導体に銅(一部でアルミニウム導体)を使用しており、電流 を流すと導体抵抗によりジュール発熱が発生し、大きなエネルギー損失が生じている。こ の損失を大きく減少させることができる超伝導ケーブルは、前述の「高温超電導電力機器 の適用拡大と標準化に資するケーススタディー」の中でも、適用することで経済効果が大 きいアイテムの一つとして挙げられている。本研究では、発電所等で使用される大型の相 分離母線の代替としての三相同軸超伝導ケーブルの開発を進めた。図1-5-1
に相分離母線の 適用例を示す。さらに、電力ケーブルでは、短絡事故時の過大電流に対する耐性も求められる。これま で国内で開発された三相一括および単心超伝導ケーブルでは、臨界電流以上の電流が流れ て超伝導線材がクエンチし焼損することを防ぐためにケーブル中心に銅製補助導体が配置
15
されており、これが過大電流のほぼ大部分を担っている。ケーブル中央部に補助導体の銅 導体を配置している。しかし、銅製補助導体を中心に配置する場合、超伝導層の健全性を 確保することに成功はしても、超伝導ケーブルが長尺になった場合、発生した熱はケーブ ル内を長手方向に冷媒の流れとともに積算され、確実に常電導状態に転移する。一方、海 外で開発されている三相同軸超伝導ケーブルについては、事故時の過大電流に対する応答 特性は報告されていない。また、三相同軸ケーブルは中央部に冷媒通路となるコルゲート 管を持つため、中央部に銅製補助導体を配置できない。本研究では、短絡発電機を用いて、
三相同軸超伝導ケーブルに
25kA
の過大電流を印加し、その応答特性を調べるとともに、細 いCV
ケーブルを室温部で並列に接続することにより、超伝導状態を維持することにも成功 した。本論文は、この相分離母線代替の超伝導ケーブルの更なる低コスト化を目指し、YBCO 高温超伝導線材を使用した三相同軸型超伝導ケーブルの研究開発を行い、通電特性、絶縁 特性、冷却特性、さらには事故時の短絡過大電流に対する応答特性などの基礎特性を明ら かにするとともに、その設計・製造指針をまとめたものである。
本論文の構成は、以下のとおりである。
第
1
章は序論であり、電力ケーブル、超伝導線材・ケーブル開発の現況について述べると ともに、課題を抽出し、本研究の目的と内容を記述している。第
2
章では、三相同軸超伝導ケーブルの絶縁設計検討について述べる。三相同軸超伝導 ケーブルは、同軸上に導体層と絶縁層を積層した構造であり、相間絶縁は液体窒素が浸透 した絶縁紙によって保たれる。本研究では、まず部分要素モデルを試作し、絶縁厚に対す る耐電圧特性を実測した。測定結果に基づき三相同軸モデルケーブルを設計・試作し、耐電 圧試験を実施して、その妥当性を検証した。第
3
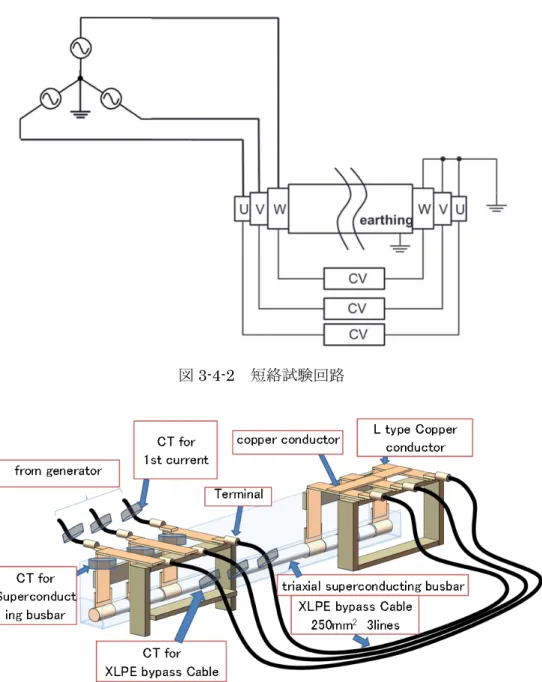
章では超伝導ケーブルの短絡過大電流に対する応答特性 (温度変化による非線形波 形の定量化)と、超伝導状態保持のための対策について述べる。まず、三相同軸超伝導 ケーブルを使用した短絡試験の結果とシミュレーションによる計算結果を報告する。超伝導ケーブルの短絡過大電流に対する応答特性を予測するために、磁束フロー状態ま で考慮した回路方程式、熱方程式を提示するとともに、これを用いた数値解析により、突 発短絡時のケーブルの挙動を調べた。さらに、短絡過大電流対策として、室温部に
CV
ケー ブルを並列に接続することにより、過大電流印加時にYBCO
線材を使った超伝導ケーブル では限流機能が発揮され、電流がCV
ケーブルに転流するとともに、臨界電流(Ic)以上の 電流を流すと抵抗が発生し、発熱する。一方、温度を臨界温度(Tc)以下の温度で保持で きれば、発生した抵抗により電流が制限される限流機能が見られる。これまで日本で開発 されてきた単相及び三相一括ケーブルは、臨界電流以上の電流が流れて超伝導線材がクウ ェンチすることによって焼損することを防ぐためにケーブル中央部に補助導体の銅導体を 配置している。一方、三相同軸ケーブルは中央部に冷媒通路となるコルゲート管を配置す るため、中央部の銅製補助導体を持たない。このため、本論文では今までにない短絡電流16
対策として、転流用の
CV
ケーブルを配置する構造とした。この回路構成で短絡過大電流が 流れると超電導ケーブルの限流機能が働き、CV
ケーブルにスイッチングされることを解析 により確認した。この現象を確認するために実際に回路を組み立てて短絡過大電流通電試 験を行ったところ、臨界電流以上の電流はCV
ケーブルにスイッチングし、超伝導ケーブル の超伝導状態が維持されることを予測した。これを超伝導ケーブルの過大電流に対する保 護策として採用し、実際に短絡発電機を用いて突発短絡試験を実施し、予測通りに超伝導 ケーブルの限流機能と超伝導状態の維持を確認したケーブル側では臨界電流以下の電流の 通電を続けていた。超伝導ケーブルに大電流通電直後も通電をつづけた現象が今までに観 測された例はない。第
4
章では、三相同軸超伝導ケーブルの室温との接続部、すなわち電極、電流リードを 含む終端接続部の設計、特に絶縁と断熱に関すると設計検討と、試作による検証結果につ いて述べる。また、冷却システムを含めた超伝導ケーブルシステムの試作と実証について 報告する。終端接続部は熱絶縁と電気絶縁の両方が必要となる。高速表面電荷法(HSSSM)により電 界解析を行い、各部の電界に裕度を持たせた設計とし、モデルサンプルを作製した。研究 当初、真空断熱により熱と電気絶縁を得ようとしたが、モデルサンプルに電圧を印加する と真空断熱層の真空度が下がり、グロー放電により閃絡する現象が見られた。断熱層を大 気圧と固体断熱構造に変更することで絶縁性能が向上した。
三相同軸ケーブルと終端接続部、冷却システムを組み合わせて、CIGRE推奨の耐電圧試 験を合格した。
第
5
章では、本論文全体の総括を行う。図
1-5-1 相分離母線の適用例
主変圧器
計器用変圧器 主母線
(屋外) 発電機
主母
(
屋内)
避雷器
中性点接地回路
17
第2章 三相同軸超伝導ケーブルの絶縁設計11),12)単相超伝導ケーブルの構造は、図
2-1
に示すように、中心部から補償用導体、クッション 層、内部超伝導層、内部半導電層、絶縁層、外部半導電層、外部超伝導層、外部補償用導 体、抑えテープ、真空断熱2
重管、防食層となっている。一方、三相同軸超伝導ケーブルの構造は中央部から冷却管、クッション層、U 相超伝導 層、内部半導電層、U-V 間絶縁紙、外部半導電層、V相超伝導層、内部半導電層、V-W間 絶縁層、外部半導電層、W 相超伝導層、内部半導電層、W-遮蔽間絶縁層、外部半導電層、
遮蔽層、抑えテープ、内部コルゲート管、真空断熱層、外部コルゲート管、防食層となっ ている。
冷却管は液体窒素を通して内部から超伝導ケーブルを冷却する管でステンレスまたはア ルミコルゲート管やスパイラル間で構成される。液体窒素の流量および圧力損失および製 造方法でサイズを決める。
補償用導体は短絡時に超伝導線材に代わる導体で、主に銅で構成される。短絡許容電流 を元にサイズを決める。
内部超伝導層は主回路通電部であり、今回は昭和電線製の
YBCO
線材を使用した。ケー ブルの定格電流と超伝導線材1
本あたりの臨界電流(Ic)を元に各相を構成する線材の本数を 決め、磁場分布を元に線間ギャップや撚りピッチを決める。絶縁層は各相間の絶縁部であり、ポリプロピレンラミネート紙(PPLP)の絶縁性の紙で 構成され、ここに液体窒素を含浸させることによって電気絶縁性を持たせる。電界と要求 される耐電圧特性で絶縁厚(枚数)を決める。
半導電層は各相間の絶縁部界面の電界を均一化し、局部的な電界集中を抑える機能を持 ち、カーボン紙にて構成される。
外部超伝導層は内部超伝導層の磁場による電磁誘導電流や絶縁紙の容量成分電流を流し ている。通電による発熱を抑えるために超伝導線を使用している。
なお、三相同軸構造では三相でバランスをとり、外部への漏れ磁界がないため、遮蔽層 には銅線を用いている。
真空断熱層はアルミまたはステンレスコルゲートの
2
重管構造を用いており、その間を スーパーインシュレーションと呼ばれるアルミと不織布を重ねたシートを巻くことで輻射 熱を断熱している。コルゲート管は耐圧力、熱侵入量および冷媒の流量、圧力損失、ケー ブル延線時の機械的力を検討して、材質、厚さ、ピッチ等を決める。防食層(シース)はアルミコルゲートと接地間の絶縁およびケーブルの保護のためであ り、ポリ塩化ビニル(PVC)やポリエチレン(PE)等で形成される。延焼防止、耐薬品性、耐寒 性、動物対策等を考慮して材質を決め、シース耐電圧性能を考慮して絶縁厚を決める。
本章では、必要な絶縁厚は超伝導体の径等、その他の因子に関係せずに決定できるとの 想定の下、絶縁体の設計に必要な絶縁材料とその厚さについて検討した。
18
本研究では、電気絶縁材料は、従来の電気機器にも適用され、絶縁特性、耐久性等の信 頼性に富む
PPLP
(ポリプロピレンラミネート紙)と液体窒素の複合絶縁により構成するも のとした。図
2-1 単相超伝導ケーブルの構造
図
2-2 三相同軸超伝導ケーブルの構造
2-1
節では、必要耐電圧を規定し、ケーブルの絶縁寸法を決めるのに必要な電気絶縁試験 用部分要素モデルについて述べる。2-2
節では、部分要素モデルの商用周波、雷インパルス、直流電圧に対する各種絶縁破壊 電圧試験について述べる。2-3
節では、2-2節で得られた電気絶縁破壊電圧の測定結果のワイブル関数を用いてフィ ッティングし、絶縁破壊確率がゼロの数値(EL値)を計算して三相同軸ケーブルの適正な 絶縁厚の決定を行った。2-4
節では、2-3節で仕様を決めた耐電圧試験用モデルケーブルを製作し、商用周波およ び雷インパルス耐電圧試験を実施した結果について述べる。19 2-1 必要耐電圧と部分要素モデル
今回三相同軸研究した超伝導ケーブルは、母線として使用するに当たり、
22kV-3kA
の 電気容量を持つ電力機器である。22kV の要求耐電圧性能を表2-1-1
に示す。母線には、電力機器に適用する
JEC
規格と超伝導ケーブル用国際規格として検討されているCIGRE
推奨案の2
種類の耐電圧試験案を適用することが可能である。発電所用電力機器としては、発電機及び変圧器の電圧協調の観点から
JEC
規格の適用が求められるが、本 研究の内容は超伝導ケーブルシステムに適用することを考慮し、両者の要求性能を比較 したうえで、より高い試験電圧であるCIGRE
推奨案を満たすように検討を進めた。表
2-1-1 22kV
級母線/ケーブル仕様適用規格
JEC-0102 CIGRE TB538
項目 要求性能 要求性能
定格電圧
22kV 22kV
定格電流
3kA 3kA
商用周波耐電圧 50kV
1
分 52kV30
分 雷インパルス耐電圧 ±125kV 各3
回 ±125kV 各10
回部分放電試験 -
36kV
にて発生せず(ノイズレベル 5pC
以下)単相ケーブルの絶縁体の電界は、同心円筒状の導体間の電界を 電界計算式で(2-1-1)式 を用いて計算し、これに対し絶縁紙の絶縁耐力が十分な裕度を持つように決定した。
E (2-1-1)
ここで、変数は下記のように定義した。
E
r:半径 r
の位置の電界(mm)V :印加電圧(kV)
D :ケーブル絶縁外径(mm)
d :ケーブル絶縁内径(内部半導電外径)(mm)
2-1-1
式より、ケーブル絶縁体の電界はr=d(内部半導電直上)にて最大となる。
(2-1-2)
ここで、Ed
:ケーブル絶縁内径位置(内部半導電直上)電界(kV/mm)とした。
20
図
2-1-1
単相ケーブルの絶縁部構造三相同軸超伝導ケーブルのケーブル絶縁部の電界も単心ケーブルと同様に同心円筒状の 電界計算式で計算できる。
U,V,W
各相の最大電界式は(2-1-3
から2-1-5
式)
に表すことが できる。U
相絶縁体最内層電界(2-1-3)
V
相絶縁体最内層電界(2-1-4)
W
相絶縁体最内層電界(2-1-5)
ここで変数は下記のように定義した。
:U相絶縁体最内層電界(kV/mm) :U相絶縁体内径(mm)
:U相絶縁体外径(mm)
:V相絶縁体最内層電界(kV/mm) :V相絶縁体内径(mm)
:V相絶縁体外径(mm)
:W相絶縁体最内層電界(kV/mm) :W相絶縁体内径(mm)
:W相絶縁体外径(mm)
ケーブル絶縁設計では上記の式で計算した電界が絶縁紙の破壊電界に対して裕度を有 するようにケーブル絶縁厚さを決める。
21
図
2-1-2
三相同軸ケーブルの絶縁部構造次に、絶縁紙の強度データを取得するため、
600mm
のモデルケーブルを作製し、絶縁紙 の破壊試験を行った。ケーブルの電気絶縁設計は、同心円筒状の電界計算(2-1-2)式で計算した電界が、絶縁紙 の絶縁耐力と比較して十分裕度を持たせるように決めることが必要である。
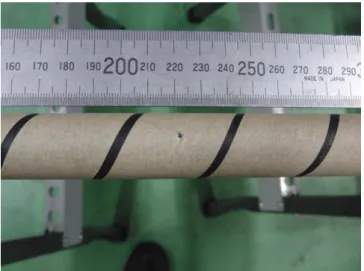
モデルケーブルは銅パイプの上に半導電紙を巻き、その上に絶縁紙の耐電圧データを取 得するため、図
2-1-1、図 2-1-2
に示す600mm
の部分要素モデルを作製し、絶縁紙の絶縁 破壊試験を行った。まず、外径19mm
の銅パイプ上に半導電紙を巻き、絶縁層としてポリ プロピレンラミネート紙(PPLP)を巻き、外部に半導電紙と編組線のシールド層を作成し た。絶縁厚は1mm
とした。図2-1-1
はモデルの構造図、図2-1-2
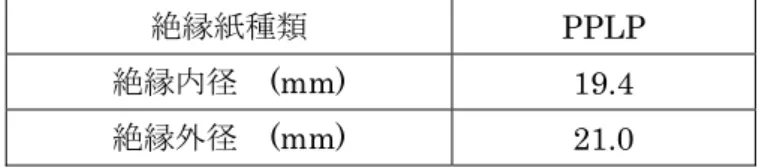
は外観写真である。表2-1-2
に各絶縁紙による絶縁内外径を示している。図
2-1-1 耐電圧試験用部分要素モデル構造
表
2-1-2 耐電圧試験用部分要素のモデル写真
22
表
2-1-2
耐電圧試験用部分要素モデルの絶縁層寸法 絶縁紙種類PPLP
絶縁内径
(mm) 19.4
絶縁外径(mm) 21.0
23
2-2 電気絶縁試験(商用周波、雷インパルス、直流破壊試験)
絶縁破壊試験はオープンバスの液体窒素中で行った。絶縁破壊試験は、商用周波、雷イ ンパルス、直流の各波形電圧について、試料数(n)
=10
で実施した。商用周波と直流は5kV
ずつ5
分間保持しながらステップで昇圧し、破壊する電圧と破壊に至った時間を測定した。なお直流は正負の極性で大差がないため、今回は負極性で試験を行った。雷インパルスは 負極性で
20kV☓3
回のステップで昇圧し、破壊電圧と回数を測定した。図2-2-1、図 2-2-2
に試験風景を示している。絶縁破壊試験の測定結果を表
2-2-1
に示す。試験に供した全てのケーブルは、絶縁紙で貫 通破壊した。表中の破壊時の最大電界は(2-1-2)式で計算した。
図
2-2-1 商用周波破壊試験風景 図 2-2-2 雷インパルス破壊試験風景
24
表
2-2-1 PPLP
紙を使用したモデルケーブルの破壊試験結果と絶縁内外径、最大電界 PPLP 紙 試料番号 試験結果 破壊電圧(kV)
最大電界 (kV/mm)
商用周波 破壊試験 7 枚巻き
P1# 30kV 昇圧中 29.7 38.9 P2# 30kV 昇圧後 280 秒 29.7 38.9 P3# 30kV 昇圧後 146 秒 29.7 38.9 P4# 30kV 昇圧後 150 秒 30.1 38.9 P5# 32kV 昇圧後 40 秒 32.1 39.1 P6# 32kV 昇圧後 6 秒 31.9 39.4 P7# 34kV 昇圧後 30 秒 33.8 39.4 P8# 30kV 昇圧後 25 秒 29.7 41.7 P9# 30kV 昇圧後 210 秒 29.9 42.0 P10# 30kV 昇圧後 75 秒 30.1 44.2
雷インパルス 破壊試験
7 枚巻き
P11# 80kV/1 回目 79.1 92.8 P12# 80kV/1 回目 78.9 93.1 P13# 80kV/1 回目 79.4 103.2 P14# 80kV/1 回目 79.5 103.6 P15# 70kV/2 回目 80.0 103.7 P16# 80kV/1 回目 79.3 103.8 P17# 70kV/1 回目 70.9 104.0 P18# 80kV/1 回目 80.5 104.2 P19# 80kV/2 回目 79.6 104.7 P20# 80kV/1 回目 71.2 105.4
直流破壊試験 7 枚巻き
P21# 80kV 昇圧中 74.7 95.5 P22# 80kV 昇圧中 78.0 97.8 P23# 80kV 昇圧中 77.0 100.6 P24# 90kV 昇圧中 87.0 100.8 P25# 80kV 昇圧中 77.0 100.8 P26# 80kV 昇圧中 78.2 102.1 P27# 接地線脱落 76.9 102.3 P28# 80kV 昇圧中 80.5 104.2 P29# 80kV 昇圧後 25 秒 79.6 105.4 P30# 80kV 昇圧後 20 秒 73.0 113.9 P32# 80kV 昇圧後 20 秒 74.7 113.9
25
試験後試料を解体し、破壊孔を確認した。一例として、商用周波における破壊孔写真を
図
2-2-3~10
に示す。破壊は最大電界である導体側から外側に向かい、絶縁体を貫通破壊している。最大電界である内部導体が起点となっているので検討した破壊モデルと一致し ている。
図
2-2-3 破壊後の試料全景
図
2-2-4 破壊孔拡大
26
図
2-2-5
ストレスコーン解体後図
2-2-6
ストレスコーン側破壊孔図
2-2-7
ケーブル側破壊孔27
図
2-2-8
内部半導電付近近傍図
2-2-9
内部半導電図