MOLDFLOW 電磁誘導シミュレーション説明資料
タブレット部品電磁誘導加熱成形金型
ロックツールジャパン 代表 神谷 毅 2015/05/18
急速加熱と冷却が成形品質の改善に有益なのはご承知の通りです。例えばプラスチックのガラス転 移温度またはそれ以上に型を加熱することで高い表面品質とウェルドラインの改善、表面転写の向 上、射出圧力の低下などを達成することが可能です。繊維が含まれている部品の表面品質は格段に 向上されるのは成形表層に繊維が出現しないことによるものです。しかし一方でこれらの努力は型の 加熱や冷却により長くなるサイクルタイムにより効果が薄れてしまうこともあります。 今日広く利用されている急速な加熱と冷却技術は加圧熱水、スチーム、また電気ヒーターによるもの で流体の経路が加熱部位を限定的にしてしまいます。そして熱が型全体に拡散してしまうため加熱に 時間がかかり、冷却も型から熱を取る際に大きな冷却エネルギーを必要としてしまい、サイクルが大 変長くなってしまいがちです。 マイナス点はこれだけではありません。反りを減らすため、時に型の両面を異なる温度で制御するこ とが望ましい場合があります。コアやキャビティの型温度を変えることは従来のヒート&クールの手法 でも達成することはできるかもしれません。しかしそれぞれの型の成形表面を均一の温度で小さな温 度差異でコントロールするのはそう容易いことではありません。特に同じ成形面に光沢部とマットな表 面を同時に成形しようとする場合には困難が伴います。スチームと熱水では経済的に加熱できる温 度に上限があります。このためポリカーボネートやポリアミド6(ナイロン)のような高い温度を必要とす る樹脂にはあまり適切な加熱方法ではありません。 誘導加熱による効果 誘導加熱の手法の基本的な考えは「型の成形表面部分の狭い部分だけを局所的に急速に加熱する」 ことです。これは前述の型の全体を加熱してしまう数々の問題を解決する手法です。これは高周波交 流電流(通常 10~100KHz)を金型の内部に誘導コイル(インダクターケーブル)を通して流すことによ り、磁束が生成され、鋼材の表層部にエディ電流が誘導され、ジュール熱が磁性を持つ型鋼材の非 常に浅い表層部に(通常 1 ミリ以下)発生させることです。(図1)
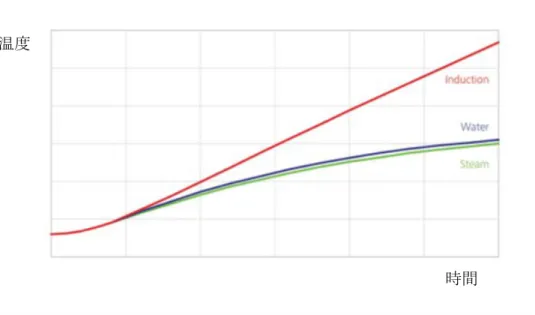
図 1 交流電流がインダクタ(誘導コイル)に流れると磁場が発生し金型内にインダクタに流れる電流と逆向きの 誘導電流が金型内に流れます。磁場の強さ(誘導電流の密度)は電流の出力、周波数 電気容量、誘導コイ ルの巻き数や形状、金型の材料特性、サイズ、誘導コイルの配置などにより変わります。金型内に流れる電流 は主に金型表面に集中して誘導され金型内の電流が鋼材の抵抗現象により熱が発生し金型の表層部分を急 激にかつ正確に加熱します。そして金型表面から遠くなるにつれ誘導電流の密度は著しく減少し加熱効果は 低下します。 誘導加熱でどの部分を加熱させるか、また加熱温度を自由自在にコントロールすることも可能です。 電磁効果をある局所に集中させて高い加熱効果を成形表面にもたらすができるのです。これは非常 に高い光沢性を必要とする部分に対しては非常に効果的です。(図2) 図 2 誘導加熱は成形部品の各部分への最適な成形、例えば高光沢性や高転写性などを同一面で実現します。 もう一つの誘導加熱の特徴として型の加熱が早いということは電気を必要としている時間が大変短く なるということです。加圧熱水やスチームなどに比べ加熱時間を少なくするだけでなく誘導加熱には 加熱温度の上限がありません。(図3) これは高温、低温のプラスチックどちらにもサイクルタイムや エネルギーの合理性の点から非常に最適な加熱技術だと言えます。
図 3 熱水やスチームはある温度で上昇が止まりますが誘導加熱は加熱温度に上限はありません。 当社では 400℃とカタログに記載しておりますが 400℃以上(例えば 800℃以上の加熱も可能です。) 以下の図は誘導コイル(インダクターケーブル)を通すための穴形状の違いによる加熱性能の違いを 表しています。穴形状は誘導加熱が 360 度周囲に発生しますが溝形状にすることで不要な部位への 誘導加熱を無くし必要な加熱表層部へエネルギーを集中させることで高い加熱効果を発揮できます。 (図4) 図 4 誘導コイル(インダクターケーブル)を通す穴の形状を溝にすることにより加熱パワーを必要な方向へ集中させ ることが可能です。 成形面のすべての領域にこのような加工を施すことにより 2 倍の加熱効果を得ることが可能です。言 い換えればより少ないパワー(電流)で同じ加熱効果を得ることも可能ということです。 誘導加熱システムを構築することはひとつのチャレンジとも言えます。誘導コイル(インダクターケーブ ル)のレイアウトは部品の形状に沿って成形面から一定の適正な場所に設計しなければなりません。 時間 温度
型にはホットランナー、ノズル、リフター、スライダー、冷管などいろいろな部品が内蔵されています。 誘導加熱技術を利用するにあたって、望んだ通り最適に加熱システムが働くようにするためには次の パラメータの適正化が必要な条件となります。 部品の形状、誘導コイルネットワークの適正化、金型 の鋼材の適正な選択、周波数、電力、また水冷却ネットワークの適正化、またその水の容量や温度 制御でもあります。 解析プロセス 電磁誘導解析は開発工程の初期段階で各々のアプリケーションでの適切な効果を評価し、シミュレー ションで実際に型を利用して実験する前段階で可能にすることで開発コストを抑え有効な加熱冷却を 実現するために必要です。 フロー解析と誘導加熱シミュレーションが統合されたことで型の温度設定や誘導コイルの効果を知る ことだけでなく最終プラスチック製品の品質への効果も知ることができます。この解析ソフトにより誘導 コイルのデザイン、冷却ネットワーク、他の型部品設計を行い最終製品の品質やサイクルタイムの最 適化を図ることができます。 そのためには解析の結果を受け次の 2 点についてその効果を確認す ることが重要です。 1. 加熱効果が型の必要な表面部分に見られるか 2. 必要な温度が型の必要な表面部分に充分得られているか 以下の温度分布は成形工程中の型全体の温度を表しています。(図5) 最高の表面品質を得るには 型表面上の重要な箇所の温度を確認することです。温度が型内への樹脂充填時にガラス転移温度 を上回る温度になっているか確認することは大変重要です。 また部品の反りを起こさせないため、 安全な脱型温度に到達するまで型表面の加熱時間や冷却時間を確認することも重要です。 図 5 解析により加熱冷却サイクル中の温度分布を確認することができます。
高周波交流電流により生成される磁束を通した誘導加熱は事前に予想することは困難です。電磁加 熱プロセスには他に性能を左右する数々の要因も起こり得ます。 いろいろなシミュレーションを行い その結果を積み上げていくことで求める品質を得るために電磁誘導加熱の重要なパラメータは何か 理解していくことが重要です。 電磁誘導分布(図6)は金型内部の誘導効果の強弱を表しています。 成形面の表面に誘導効果が集中して起きているか確認することができます。また型内部のどこの部 分がジュール熱により加熱しているかも確認することができます。そして必要な部分に均一な温度分 布が形成されているか確認します。これらの作業を通して誘導コイルの適正な位置の設計や誘導加 熱による成形を最適にする適正な設定が行えます。 図 6 電磁誘導の強弱の分布は型内の誘導コイルのネットワークのどの箇所でも確認することができます。 電磁誘導加熱技術の利用は射出成形における急速加熱と冷却に非常に効果的で代表的なアプロー チとなり得ます。ユーザーのみなさんにはデザインを最適化するために是非誘導解析をご利用いた だき最高の品質を実現されまた当社がご用意している電磁誘導金型加熱システムが皆様のお役に 立つことを希望します。
For More Information: ロックツールジャパン 代表 神谷 毅 03-6821-0310
[email protected] RocTooL Japan
参考資料: Moldmaking Technology May 2015
José Feigenblum is chief technology officer for RocTool and Hanno van Raalte is product manager for Autodesk Moldflow.