< 修 士 論 文 >
連続晶析における粒度分布遷移過程の
状態空間モデルによる分析
滋 賀 大 学 大 学 院
デ ー タ サ イ エ ン ス 研 究 科
デ ー タ サ イ エ ン ス 専 攻
修了年度:2020年度
学籍番号:6019101
氏 名:秋山 浩希
指導教員:河本 薫
提出年月日:2021年
1 月20日
目次
第1章 はじめに 3 1.1 背景と目的 . . . 3 1.2 本論文の構成 . . . 4 第2章 晶析と実験装置 5 2.1 晶析 . . . 5 2.2 実験装置 . . . 9 2.3 運転プログラム . . . 14 2.4 粒径の計測方法 . . . 15 第3章 実験条件と実験結果 17 3.1 実験条件 . . . 17 3.2 実験結果 . . . 18 第4章 状態空間モデルによる分析 21 4.1 探索的データ解析 . . . 21 4.2 状態空間モデルの構築 . . . 26 4.3 ベイズ法によるパラメータ推定 . . . 30第5章 分析結果と考察 34 5.1 MCMC法による計算結果の収束診断 . . . 34 5.2 推定されたパラメータによるモデルと実験データの比較 . . . 36 5.3 考察 . . . 39 第6章 今後の課題と結論 40 6.1 今後の課題 . . . 40 6.2 結論 . . . 43 謝辞 44 参考文献 45
第
1
章
はじめに
1.1
背景と目的
本研究は、滋賀大学と住友金属鉱山株式会社(以下「住友金属鉱山」)の共同研究であ る。住友金属鉱山では、晶析と呼ばれる技術を用いて様々な結晶を製造し、顧客へと納品 している。納品する結晶は、その品質を担保しなければならない。すなわち、要求される 品質の結晶を製造できなければそれは不良品となり、損失を被ることになる。 製造された結晶の品質は、結晶の粒度などによって管理されている。結晶の粒度とは、 結晶の大きさやそのばらつき具合のことで、粒度分布を用いて表現される。製造現場では、 この粒度分布について、品質面で許容できるかどうかを判断するために、粒度分布の統計 量を管理指標としている。統計量と言うと、平均値や標準偏差などが代表的であるが、晶 析においては、D50という独特の統計量を用いることが多い。D50の定義については、2 章にて詳しく述べる。 一方、晶析をおこなうための晶析装置の運転条件が粒度に及ぼす影響については解明さ れていないことが多い。実際、製造現場においては、D50を目標レンジに近づけるために 運転条件をどのように変えればいいかは暗中模索的であり、目標レンジを超過してしまっ たり、目標レンジに近づきつつあることに気付かずに運転条件を更に変更してしまうなど、 製造準備に長時間を要してしまい、生産性を下げている。 このような現場課題に対して、本研究では、D50という統計量ではなく粒度分布を分析 対象とする方針をとる。なぜなら、粒度分布を管理する方法がわかればD50の管理もで きるようになると考えられるためである。したがって本研究の目的は、晶析装置の運転条件が粒度分布にどのような影響を与えるかを分析することによって、結晶品質の安定化方 法、すなわち粒度の安定化方法を探ることとした。 なお、本研究に用いる晶析装置は、住友金属鉱山より提供いただいた晶析の実験装置を 使用する。
1.2
本論文の構成
第2章では、はじめに晶析とは何かについて説明し、つぎに本研究において使用する晶 析の実験装置について説明する。第3章では、本研究で用いた実験データを取得する際の 実験条件と、その実験結果について説明する。第4章では、実験により得られたデータか ら探索的データ解析による仮説の構築をおこない、その仮説を状態空間モデルによって表 現する。モデルのパラメータはベイズ法を用い、MCMC法によって推定する。第5章で は、MCMC法の計算結果の収束診断をおこない、つづいて推定されたパラメータを用い たモデルによる再現データと実験データの比較をおこなう。第6章では、今後の課題とし て、本研究において未検証となってしまったことや、新たに発見された課題などについて 述べる。第
2
章
晶析と実験装置
本章では、晶析とはなにかについて、および本研究において使用する実験装置について 説明する。なお本章で説明する内容は、書籍「晶析工学」[1]やオンライン上の解説記事 [2] [3] [4]、および住友金属鉱山の佐藤健司氏よりご教授いただいた知識などにもとづい ている。2.1
晶析
晶析とは、我々が望む品質や特性を持つ結晶を、経済的かつ大量に生産するための技術 である。結晶とは、「化学物質の最小単位である原子や分子が、規則正しく積み重なってで きた固体」[4]である。たとえば、食塩や砂糖などの一粒一粒が結晶である。このような 結晶の特性は、個々の結晶の大きさや、集合体の大きさのばらつきなどの性質によって決 まる。たとえば砂糖の結晶であれば、中双糖(ザラメ)のように粗い粒は口内で溶けにく くコクのある味わいとなり、上白糖のように細かい粒は口内で溶けやすく強い甘みを感じ る味わいとなる。中双糖と上白糖を混合したような砂糖は別の味わいになるだろうし、混 合の割合が異なれば味も異なる。すなわち、同一物質の結晶でも、結晶の大きさやそのば らつきなどが異なる場合、異なる特性を持ちえる。このような理由から、結晶の大きさや そのばらつきを結晶の粒度(粒の度合い)とすれば、結晶の粒度を管理することが、結晶 の品質管理では重要になるのである。 本節では、まず、結晶の粒度を見るための粒度分布について説明する。つぎに、製造現 場で用いられる晶析方法ついて説明する。2.1.1
結晶の粒度分布
粒度分布とは、「測定対象となるサンプル粒子群の中に、『どのような大きさ(粒子径) の粒子が、どのような割合(全体を100%とする相対粒子量)で含まれているか』を示す 指標(表現手段)」[3]である。 粒度分布は、一義的なものではない。まず、結晶は立体的な粒であるため、その大きさ (すなわち粒度)を計測する尺度は、長さや表面積、体積など多義的である。また、割合を 計算する場合も、該当する結晶群の個数が全結晶の個数に占める割合(以下、個数割合と 呼ぶ)を計算するやり方だけでなく、該当する結晶群の体積が全結晶の体積に占める割合 (以下、体積割合と呼ぶ)を計算するやり方もある。その中でも、製造現場における品質管 理でよく用いられる粒度分布を図2.1に示す。 図2.1: 粒度分布の例 以下では図2.1の横軸と縦軸について説明する。図2.1右図のD50については、次項で説 明する。 はじめに、図2.1の横軸である粒径について説明する。粒径とは、結晶の形状が(真)球 であると仮定したときの、球の直径である。ほとんどの粒子の形状は、球や立方体といっ た単純かつ定量的に表現できるものではなく、複雑かつ不規則であり、直接的に粒子径を 定義することはできない。そこで、「球相当径」という間接的な定義を用いる[3]。なおここでは横軸に球相当径の直径である粒径を用いているが、結晶がもつ特性によっては球相 当径の表面積や体積を用いる場合もある。 つぎに図2.1の縦軸について説明する。粒径の頻度分布(左図)の縦軸は、すべての結晶 のうち、一定の粒径区分(ビンの幅)に属する結晶の割合を示している。体積の累積分布 (右図)の縦軸は、「すべての結晶の体積の総和」に対する「ある粒径以下の結晶の体積の 総和」の累積相対割合である。この累積分布においては球相当径の体積が用いられること が多い。なお先ほどと同様に、結晶がもつ特性によっては個数や表面積の累積分布で表現 する場合もある。
2.1.2
粒度管理指標「
D50
」の定義
D50とは、体積累積分布の中央値の粒径である(図2.1右図)。すなわち、「粒径がD50 以下の結晶の体積の総和」が「すべての結晶の体積の総和の50%」になるということであ る。D10やD90といった統計値についても、D50と同様に、その粒径以下の結晶の体積 の総和がすべての結晶の体積の総和の10%や90%となる粒径として定義される。本論文 では、粒度の管理指標として、D50だけを取り上げる。2.1.3
晶析の方法
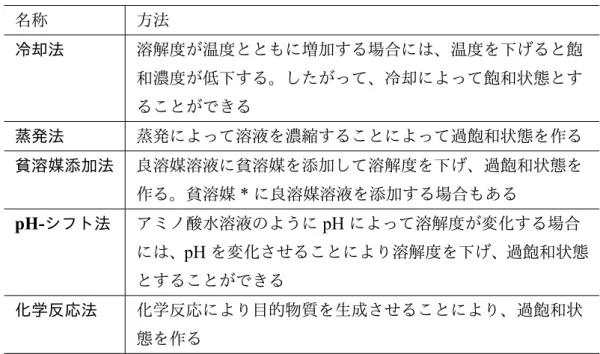
何の結晶を生成するか、あるいはどのような特性をもつ結晶を生成するかなどによって、 晶析の方法は異なる。ここでは晶析の方法の違いについて、(1)過飽和生成法の違いと (2)装置形式の違い、これら2つのレベルで分類して説明する。 (1)過飽和生成法 過飽和生成法の違いとは、晶析媒体となる溶液(融液や気相の場合もある)を、どのよ うな方法を用いて過飽和状態にするかという違いである。過飽和状態とは何かについて説 明するために、まずは溶解度および飽和状態とは何かについて説明する。溶解度とは、一 定の条件下において溶媒100gあたりに溶ける溶質の量である。飽和状態とは、一定の条 件下において限界まで溶質を溶液に溶かし、溶質と溶液が平衡状態になっている状態であ る。また、飽和状態の溶液の濃度を、飽和濃度という。過飽和状態とは、溶解度以上に溶質 を溶液に溶かした不安定な状態であり、何らかの衝撃が加わると結晶の析出などが起こる 状態である。すなわち、晶析によって結晶を析出させるためには溶液を過飽和状態にしな表2.1: 過飽和生成法の表 名称 方法 冷却法 溶解度が温度とともに増加する場合には、温度を下げると飽 和濃度が低下する。したがって、冷却によって飽和状態とす ることができる 蒸発法 蒸発によって溶液を濃縮することによって過飽和状態を作る 貧溶媒添加法 良溶媒溶液に貧溶媒を添加して溶解度を下げ、過飽和状態を 作る。貧溶媒*に良溶媒溶液を添加する場合もある pH-シフト法 アミノ酸水溶液のようにpHによって溶解度が変化する場合 には、pHを変化させることにより溶解度を下げ、過飽和状態 とすることができる 化学反応法 化学反応により目的物質を生成させることにより、過飽和状 態を作る *溶質を溶かしにくい溶媒を貧溶媒という (「晶析工学」, p.25) ければならず、過飽和状態を作りだすための反応方法の違いを過飽和生成法の違いと呼ん でいる。過飽和状態を作りだすための反応方法には様々な方法があるが、ここでは表2.1に 主な5つの方法とその名称をまとめた。なお本研究においては、化学反応法という過飽和 生成法を用いて晶析をおこなっている。化学反応法とは、化学反応により目的物質を生成 させることで過飽和状態を作る過飽和生成法である。本研究において扱う化学物質に関し ては、次節にて後述する。 (2)装置形式 装置形式の違いとは、晶析をおこなう晶析装置(操作)形式の違いのことであり、主に 連続式と回分式の2つの形式がある[5]。連続式と回分式の両面を取り入れた半回分式と いう形式もあるが、特殊な場合や実用されない場合が多いためここでは触れない[6]。 連続式は、溶液を連続的に晶析装置に供給し、製品結晶も連続的に取りだす形式である。 連続式は大規模な生産に適しているが、結晶の粒度分布を安定させるには結晶の発生や成 長速度などを一定に保たなければない。晶析現象は非常に複雑であるため、結晶の発生や 成長速度を一定に保つことは難しい。また結晶の発生や成長速度が粒度分布に与える影響 は単純ではなく、均一な粒度の結晶を生成するのは困難である。
一方で回分式は、最初に用意した溶液を装置に供給したら、それ以降は溶液を供給せず、 蒸発法や冷却法などによって製品結晶を取り出す形式である。回分式においても、結晶の 発生や成長速度が粒度分布に与える影響は単純ではない。しかし、「種晶」と呼ばれる小さ な結晶を適切なタイミングで溶液に添加することによって、結晶の発生時期を揃え、均一 な粒度の結晶を生成するための方法などの研究が進んでいる(「晶析工学」, pp. 124-131)。 製造現場での実務においては、結晶の品質向上、すなわち粒度管理の正確性が求められ ている。どちらかといえば、連続式よりも回分式で晶析するほうが粒度の管理がしやすい。 しかし、生産規模や経済的な事情などから、連続式の晶析でなければならない場合がある。 本研究では連続式の晶析装置を対象とする。次節において、本研究で使用している実験 装置の仕組みを説明する。
2.2
実験装置
本節では、本研究で使用している実験装置について説明する。はじめに実験装置の構成 について説明し、つづいて装置の構成部品について簡単に説明する。装置の構成部品は3 つで、扱う化学物質と溶液、反応槽、およびチューブポンプである。実験装置の構成を説 明した後は、この実験装置を動かすための運転プログラムについて説明し、つづいて実際 に装置を動かした際に取れる結晶データと、結晶の粒径計測方法について説明する。なお、 この実験装置は住友金属鉱山によって作成されたものであり、現在は滋賀大学に設置され ている。2.2.1
実験装置の構成
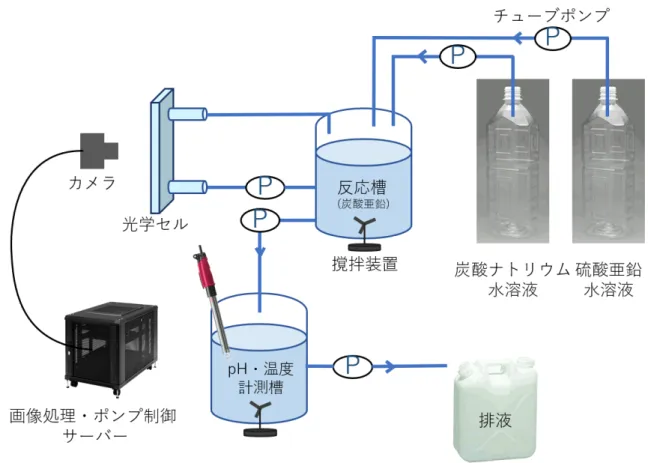
今回使用する実験装置の構成の全体像は図2.2のようになっている。図2.2: 実験装置の構成の全体像 まず、装置の一連の動作について説明する。なお、本装置は連続で溶液を供給し続ける 連続晶析をおこなう装置である。本実験装置において使用する溶液は、炭酸ナトリウム水 溶液と、硫酸亜鉛水溶液の2つである。これら2つの溶液を、純水で洗浄したペットボ トルに用意し、チューブポンプを使用して反応槽へと供給する。装置の作動中に溶液濃度 を変化させる際は、ペットボトルに刺しているチューブを別濃度の溶液が入ったペットボ トルに手動で差し替える。反応槽では炭酸ナトリウム水溶液と硫酸亜鉛水溶液が反応し、 炭酸亜鉛の結晶が析出する。また反応槽の底部には撹拌装置があり、溶液をかき混ぜて晶 析反応を促している。溶液は反応槽へと連続で供給され続けるため、反応槽の溶液が一定 の量となるようにpH・温度計測槽へと適宜排液される。pH・温度計測槽ではpHおよび 温度を計測しているのみで、粒径の測定に直接の影響はない。上部の反応槽と同様にして pH・温度計測槽でも、溶液が一定の量となるように適宜排液がおこなわれる。pH・温度 計測槽より排液された液体には炭酸亜鉛の結晶が存在するが、これは取り出さない。なぜ ならば、本実験装置は晶析槽で析出する結晶の粒径を計測するためのものであり、製品を
製造するためのものではないからである。さいごに、反応槽にて析出する結晶のサンプリ ングと粒径観測方法について説明する。反応槽で析出した炭酸亜鉛の結晶は、チューブポ ンプによって溶液とともに汲み上げられ、光学セルを通り再び反応槽へと流れる。光学セ ル内を流れる炭酸亜鉛の結晶をカメラで撮像し、撮像された画像を画像処理サーバーで処 理する。 以上が本装置の一連の動作となる。つづいて、扱う化学物質と溶液、反応槽、およびチ ューブポンプ、これら3つの構成部品について説明する。なお、反応槽内の撹拌装置とチ ューブポンプにはパルスモーターが取り付けられており、これについてはチューブポンプ と共に説明する。
2.2.2
扱う化学物質と溶液の準備方法
扱う化学物質は全部で4つあり、硫酸亜鉛(ZnSO4)、炭酸ナトリウム(Na2CO3)、炭酸 亜鉛(ZnCO3)、および硫酸ナトリウム(Na2SO4)である。硫酸亜鉛と炭酸ナトリウムは それぞれ純水に溶かして硫酸亜鉛水溶液と炭酸ナトリウム水溶液とし、純水で洗浄した2 リットル容器のペットボトルに用意する。炭酸亜鉛と硫酸ナトリウム(水溶液)は、硫酸 亜鉛水溶液と炭酸ナトリウム水溶液が反応槽で反応した際に生成される化学物質であり、 その化学反応式は式(2.1)である。 ZnSO4+
Na2CO3=
ZnCO3+
Na2SO4 (2.1) 炭酸亜鉛以外はすべて可溶性(水に溶けやすい)であるため、水に溶けてイオンとして 存在する。炭酸亜鉛は難溶性(水に溶けにくい)であるため溶液が過飽和状態になりやす く、炭酸イオンと亜鉛イオンが反応すると直ちに溶液中に結晶が析出する。したがって、 反応槽で析出する結晶は炭酸亜鉛の結晶のみである。炭酸亜鉛の結晶は白い粉のような結 晶である。 また硫酸亜鉛水溶液と炭酸ナトリウム水溶液は、それぞれつぎのようにして準備してい る。硫酸亜鉛水溶液は、0.1mol/lの容量分析用標準硫酸亜鉛水溶液を純水で薄めることで 必要な濃度の硫酸亜鉛水溶液を準備している。炭酸ナトリウム水溶液は、286.14g/molの 炭酸ナトリウム十水和物1級試薬を純水に溶かすことで必要な濃度の炭酸ナトリウム水溶 液を準備している。なお設備の都合上、容積を計測するためのメスシリンダーはなく、電子天秤があるのみである。したがって、質量の計測方法はすべてmol/kgとしている。ま た、準備した2つの水溶液はそれぞれ2リットル容器のペットボトルに入れる。
2.2.3
反応槽
反応槽は図2.3左図のようになっており、反応槽の液面維持と攪拌装置は図2.3右図のよ うになっている。なお液面維持と撹拌装置は、図2.2にある反応槽とpH・温度計測槽のど ちらも同様のものとなっている。 図2.3: 左)反応槽,右)液面維持と撹拌装置 はじめに図2.3左図について説明する。ペットボトルに準備した硫酸亜鉛水溶液と炭酸 ナトリウム水溶液がチューブポンプによって汲み上げられ、反応槽へと連続で供給される。 2つの水溶液が反応槽で反応し、炭酸亜鉛の結晶と、硫酸ナトリウム水溶液(硫酸イオン とナトリウムイオン)が生成される。結晶の粒径を測定するために、反応槽の下部よりチ ューブポンプによって溶液が汲み上げられ、粒径測定系へと溶液が供給される。粒径測定 系に供給された溶液は再び反応槽に返ってきて、反応槽上部より供給される。つぎに、反応槽の液面維持と撹拌装置について図2.3右図を用いて説明する。反応槽に は、液面の高さを検出するための液面検出電極が設置されている。液面検出電極と、排液 に用いられる図2.3右図の左下のチューブポンプは、次のようにして連動している。液面が 電極Hに達した場合、左下のチューブポンプが作動して排液が開始される。液面が電極L から離れた場合、左下のチューブポンプが停止して排液が停止される。すなわち、液面は 電極Lと電極Hの間に維持されるということである。また、反応槽の底部には撹拌子が あり、これはテフロン樹脂で包まれた磁石である。この攪拌子は、反応槽の下にある撹拌 用モーターに取り付けられた磁石と連動しており、攪拌用モーターを回転させることで反 応槽の溶液を撹拌している。攪拌用モーターの回転速度、すなわち撹拌速度はサーバー上 で管理されており、撹拌は事前に決めた一定の速度でおこなわれる。また、攪拌用モータ ーにはパルスモーターを採用している。パルスモーターについては、次項のチューブポン プとまとめて説明する。
2.2.4
チューブポンプ
本実験装置で溶液の汲み上げや排水をおこなっているポンプは、すべてチューブポンプ である。チューブポンプとは図2.4のようなもので、中央にあるローラーがチューブを潰し ながら回転することで、チューブ内の溶液を送り出す仕組みになっている。 図2.4: チューブポンプ 中央のローラーはパルスモーターによって回転させている。パルスモーターとは、ステ ッピングモーターとも呼ばれるモーターで、パルスという短時間の電気信号を受け取った 数の分だけ回転するモーターである。このパルスモーターを使用する利点は、時間当たりのパルス数で回転数を正確に制御することができるため、定量性を保つことができる点で ある。 前項の撹拌モーターおよびこのチューブポンプのモーターはともにパルスモーターであ るため、撹拌や溶液供給のオンとオフや、撹拌速度、溶液供給速度などを、パルス数を設 定することで制御できる。
2.3
運転プログラム
前節では実験装置の構成や、各部品がどのように機能するのかを説明した。本節では、 この実験装置をどのようにして動かすのかについて説明する。本実験装置は、装置の傍に 設置されているサーバーで動作を管理している。実験装置を動かすにあたり中心となるプ ログラムは、図2.5のようなものである。 図2.5: 運転プログラムこのプログラムには、溶液供給や撹拌機、粒径計測のためのカメラや照明のオンとオフ を、秒単位で記述する。たとえば図2.5のプログラムであれば、「P0撹拌機1」は1秒後に 動きだし、133秒後に停止するという指示になっている。このようなプログラムを事前に いくつか作成して組み合わせることによって、常に一定の動作で装置を動かし続けること ができる。ただし、溶液の濃度を変化させたい場合はこのプログラムに記述するのではな く、人力での作業が伴う。溶液の濃度を変更するには、溶液の入ったペットボトルに入っ ているチューブを、手動で別濃度の溶液が入ったペットボトルに移し替えなければならな い。だが、この作業は簡単かつ時間がかからないので、実験装置の運転に影響は出ない。 注意すべきは、濃度を変化させた時刻はサーバーのデータとして記録されないので、別途 記録を取っておく必要があることである。
2.4
粒径の計測方法
本節では、はじめに結晶を撮像するための光学セルやカメラについて説明する。つぎに、 撮像された結晶の粒径の計測方法について説明する。さいごに、粒径の計測に関わる注意 事項を2つ述べる。 図2.6左図にカメラ周りの構図を示し、図2.6右図には実際に撮像された画像を一枚示 した。 図2.6: 左)カメラ周りの構図,右)撮像画像はじめに、光学セルやカメラについて図2.6左図を参照しながら説明する。実験装置を作 動させ、光学セルを通過する溶液をカメラで撮像することによって結晶を捉え、画像処理 によって結晶の粒径を計測する。光学セルの素材は石英ガラスを使用しており、光の透過 や反射による障害が起こりにくいようになっている。また、撮像する瞬間、セルの後方に 設置されているLEDライトが点滅することで光量を確保している。撮像された画像はサ ーバーに送られて画像処理される。 つぎに、図2.6右図を参照しながら画像処理による粒径の計測方法について説明する。な お画像処理のロジックは住友金属鉱山が開発したノウハウであるため、詳細な説明は伏せ、 大まかな手順についてのみ述べる。セルを通過する溶液を撮像すると、図2.6右図のような 画像が得られる。このような画像からピントがあっている結晶近傍の画像を切り取り(図 の右上部で赤の四角で囲われている部分)、既定のロジックによって粒径を計測している。 さいごに、粒径の計測に関わる注意事項を2つ述べる。 1つは、本研究においては、観測された粒径が50μm以上のデータは除外したことであ る。なぜならば、撮像された画像に気泡や糸くずなどのゴミが写りこむことがあり、それ らを結晶と誤認識して粒径を計測してしまうことがあるためである。粒径が50μm以上の ものを気泡やゴミであるとしたのは、試運転(2020年7月頃)より得られた経験から定 めた値である。 もう1つは、実験装置の作動中に光学セルが曇ってしまうことである。実験装置を連続 で作動し続けていると、光学セルに結晶がこびりついて、セルが曇っていくのを目視で確 認することができる。セルが曇っていくと図2.6右図のように撮像される画像の輝度が低 下していく。セルの曇りが激しい場合は、クエン酸や酢酸などで洗浄することで曇りを解 消することができる。
第
3
章
実験条件と実験結果
本章では、本研究の分析において使用する実験データを取得した際の実験条件と、その 実験結果について説明する。3.1
実験条件
本節では、本研究で分析するデータを取得したときの実験条件について説明する。3.1.1
実験条件とは何か
はじめに、実験装置の運転条件と実験条件の区別について説明する。運転条件とは、実 験装置を作動させるときに操作や監視をする変数である。たとえば、溶液の攪拌速度や溶 液の供給速度などのことである。一方で実験条件とは、何らかの目的のために、あらかじ め運転条件をある特定のものにすると決めた条件のことである。たとえば、実験装置の作 動中に、運転条件の1つである溶液濃度を濃くしたときの粒度の変化を見るという目的が あった場合、「濃度を1から2に上げる」というようなものが実験条件である。なお、本実 験装置で考慮される運転条件は複数あるが、主に考慮すべきものは5つあり、温度、pH、 反応槽の溶液攪拌速度、硫酸亜鉛水溶液と炭酸ナトリウム水溶液の溶液供給速度およびそ れらの溶液濃度である。3.1.2
本研究における実験条件
はじめに実験条件を決めるにあたり考慮すべきことについて説明した後に、本研究で定 めた実験条件について述べる。 本研究では、運転条件を変化させたときに粒度がどのように変わるのかを分析すること により、結晶品質の安定化方法を探るということが目的であった。変化させることができ る運転条件は複数あるが、本研究では硫酸亜鉛水溶液と炭酸ナトリウム水溶液の溶液濃度 を変化させることにした。溶液濃度を変化させる理由は、複数ある運転条件のうち、溶液 濃度を変化させるのが容易であるから、かつ最も粒度の変化が大きいと考えられるからで ある。なお、溶液濃度の変化による影響のみを調べるために、その他の運転条件である温 度や溶液供給速度、攪拌速度などはすべて一定にしている。溶液濃度の値や変化させる範 囲については、事前におこなった試運転(2020年7月頃)の結果より、硫酸亜鉛水溶液 と炭酸ナトリウム水溶液ともに0.001mol/kg前後から0.004mol/kg前後の間の濃度が適切 であると判断した。濃度範囲の判断は、下限濃度については分析に必要な結晶の観測数か ら考慮し、上限濃度については実験装置の画像処理できる限界を考慮したものである。ま た同様にして試運転の結果より、以下のことを決めた。実験装置の作動中にセルの洗浄を おこなうと、観測されるデータに大きな乱れが発生することが確認されたので、実験中に セルの洗浄はおこなわないこととした。 上述したことを踏まえて、実験条件を以下のように設定した。 (実験条件)硫酸亜鉛水溶液と炭酸ナトリウム水溶液の濃度を、ともに0.001mol/kgから 0.0015mol/kgへ変化させる なお、溶液濃度を変化させるのは、観測される粒度がある程度定常状態に落ち着いてい ると見られたときである。定常状態に落ち着いているかどうかは、装置の運転中にサーバ ーからリアルタイムで粒径のデータを抽出し、粒径から算出したD50の変動が小さくな ったかどうかで判断した。3.2
実験結果
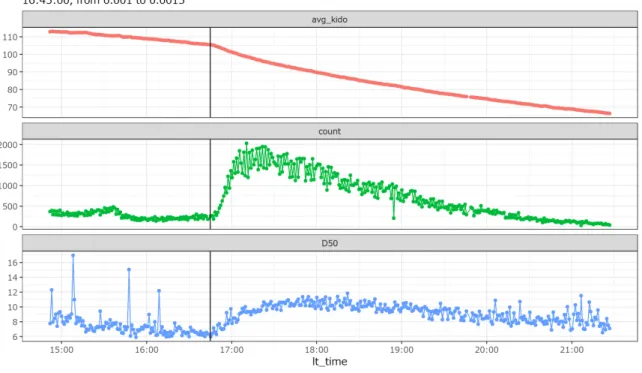
前節で定めた実験条件に従って実験装置を動かし得られた実験結果を、図3.1に示す。図3.1: 実験結果
はじめに図3.1の見方について説明し、次にこの実験結果から読み取れることについて 述べる。
この実験は2020年9月4日におこなったものである。変数は上から順に、画像平均輝
度(avg_kido)、観測結晶数(count)、そしてD50である。横軸の lt_timeは観測された
時間であり、プロット上のひとつひとつの点はロットと呼ばれる1分ごとの統計値を示 している。言い換えれば、プロット上のひとつひとつの点において、図2.1のような粒度 分布が観測されており、その統計値のみを可視化している。16:45にある黒の縦線は濃度 を変化させた時刻を示しており、硫酸亜鉛水溶液と炭酸ナトリウム水溶液の濃度をともに 0.001mol/kgから0.0015mol/kgへと変化させている。 図3.1から読み取れることは複数ある。たとえば、運転開始時はD50が安定するまで時 間がかかることや、画像平均輝度が低下し続けていることが読み取れる。これらの現象は、 前の運転時の反応槽の状態を引きずりD50がしばらく安定しないからであったり、光学 セルに結晶がこびりつくこと(目視によって確認ができる)で輝度が低下しているからだ と考えられる。 図3.1から読み取れることで特に重要なのは次の2つのことで、(1)濃度を濃くした時
点より観測結晶数が増加し、D50も大きくなっているということと、(2)輝度の低下、あ るいは観測結晶数の低下がD50にどのような影響を与えているかがわからないことであ る。なぜなら、運転条件である溶液濃度を変化させた際にD50が変化したということは、 粒度分布に対して何らかの影響があったということである。また、輝度や観測結晶数の低 下とD50の関連性について考慮しなければ、溶液濃度の変化がD50に与えた影響のみを 調べることは困難だからである。 次章では、この実験結果を用いて濃度変化の粒度への影響を調べるために、状態空間モ デルを用いた分析をおこなう。
第
4
章
状態空間モデルによる分析
本章では、3章で得られた実験データより、運転条件である溶液濃度を変化させたとき に粒度分布がどのように変わるかを、状態空間モデルを用いて分析する。はじめに、濃度 変化や輝度低下、観測結晶数の低下などが粒度分布にどのような影響を及ぼしているのか を、探索的データ解析によって調べる。つづいて、探索的データ解析より示唆されること より仮説を立てて、状態空間モデルを構築する。構築したモデルのパラメータ推定には MCMC法を用いる。4.1
探索的データ解析
本節では、溶液濃度を変化させたときの粒度分布の変化を調べるために探索的データ解 析をおこなう。探索的データ解析とは、アメリカの統計学者ジョン・テューキーによって 提唱されたものである[7]。探索的データ解析において重要な観点は、次のようなもので ある。すなわち、置かれた前提から導出される命題群が形づくる演繹的体系も大事である が、現実のデータを注意深く観察し、数学的理論体系をよりどころとしたデータに基づく 推論を実行する、という観点である[8]。本研究においては、晶析工学の知見から演繹的 に導き出された数理モデルではなく、実験によって得られたデータに基づく推論から数理 モデルを構築している。したがって、本節でおこなっている探索的データ解析は、本研究 において非常に重要な部分である。4.1.1
粒径域で分割した粒度分布
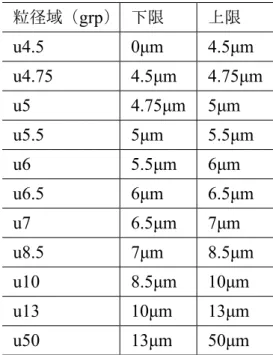
3章の最後に、図3.1から読み取れる重要なこととして次の2つのことを挙げた。(1)濃 度を濃くした時点より観測結晶数が増加し、D50も大きくなっているということと、(2) 輝度の低下、あるいは観測結晶数の低下がD50にどのような影響を与えているかがわか らないことである。(1)に関しては、次の2つのことがいえる。1つは、濃度を濃くし た時点より観測結晶数が増加したことについてである。晶析の理論的にも、溶液濃度を濃 くすると、溶液に含まれる炭酸イオンと亜鉛イオンの量が増加するため結晶数が増えると いうのは確からしいことである。もう1つは、D50が大きくなっていることについてで ある。D50が大きくなるということは、結晶群が全体的に大きくなっているか、あるいは 大きな結晶が増加しているかであると考えられる。なぜD50が大きくなっているのかは 図3.1のプロットから読み取ることはできないため、データの見方を変える必要がある。ま た(2)の輝度の低下や観測結晶数の低下がD50へ与える影響に関しても、図3.1のプロ ットからは読み取ることはできない。 溶液濃度を濃く変化させたとき、D50が大きくなっているのはなぜかということ、さら に輝度低下や観測結晶数の低下とD50(粒度分布)の関係性を確認するために、図4.1の ようにして粒度分布を11の粒径域に分割した。粒度分布をこのように分割したのは、溶 液濃度を濃く変化させたとき、粒径の大きさによって変化が異なるかどうかを確認するた めである。したがって、分割した基準となる粒径に特別な意味はない。なお粒径域を分割 する基準となる粒径は、粒度分布の10%ごとの分位点となる粒径をおおよその目安に定 めたもので、各粒径域の大きさの範囲は表4.1にまとめた。表4.1: 粒径域とその大きさ 粒径域(grp) 下限 上限 u4.5 0μm 4.5μm u4.75 4.5μm 4.75μm u5 4.75μm 5μm u5.5 5μm 5.5μm u6 5.5μm 6μm u6.5 6μm 6.5μm u7 6.5μm 7μm u8.5 7μm 8.5μm u10 8.5μm 10μm u13 10μm 13μm u50 13μm 50μm 図4.1: 粒径域で分割した粒度分布
実験によって得られたデータで、分割した粒度分布のそれぞれの粒径域に属する結晶数 の割合をロットごとに集計し、その割合の遷移を示したものが図4.2の下部のプロットで ある。 図4.2: それぞれの粒径域に属する結晶の割合の遷移 下部のプロットの縦軸のrateは、それぞれの粒径域に属する観測結晶数の割合を示して いる。ロットでの集計時点は上部のプロットと同じであるが、割合の遷移は折れ線グラフ のみで表示している。 図4.2からは、先ほど図3.1から読み取ることができないと述べた2点それぞれに関して 言及できることがある。
はじめに、輝度の低下、あるいは観測結晶数の低下がD50に影響を与えているのかどう かについて述べる。D50は粒度分布より算出される代表値なので、D50の代わりに図4.2の 粒径域の割合の遷移と、輝度低下および観測結晶数の低下との関係を確認することによっ て、輝度と粒度分布、あるいは観測結晶数と粒度分布の関係を確認する。図4.2の17:30か ら19:00あたりの時間帯を見ると、輝度や観測結晶数が低下し続けている一方で、すべて の粒径域の割合は一定であるように見える。また20:00以降の時間帯を見ると、輝度や観 測結晶数の低下が著しく、粒径域の割合も変動が大きくなってしまっている。したがって、 分割した粒度分布の粒径域の割合は、輝度や観測結晶数のある程度までの低下までは影響 は受けないと仮定して分析を進めることにした。 つぎに、溶液濃度を濃く変化させたときD50が大きくなっているのはなぜかというこ とに関して図4.2からいえることについて述べる。溶液濃度を濃くした後、u13やu50など の大きな結晶の割合が増加していることがわかる。したがって、溶液濃度を濃く変化させ ると大きな結晶の割合が増加し、D50が大きくなったと考えられる。では、なぜ大きな結 晶の割合が増加したのだろうか。大きな結晶の割合が増加したのは、結晶の成長が起こっ たからであると仮定すると、図4.2からはさらに次のようなことがいえるだろう。u4.5 や u5.5などの小さな結晶の割合が減少したのは、小さな結晶が成長して中くらいの結晶にな ったからである。u6.5などの中くらいの結晶の割合があまり変化しないのは、小さな結晶 が成長して中くらいの結晶になる割合と、中くらいの結晶が成長して大きな結晶になる割 合が同じくらいだからである。u13やu50などの大きな結晶は、中くらいの結晶が成長し て大きな結晶になったからである。ここでいう結晶の成長とは、複数の結晶がくっつくこ とで結晶が巨大化する凝集現象も含めた意味である。したがって、なぜ結晶の成長が起こ ったのかという問いに関しては、濃度を濃くしたことにより結晶数が増加したため、結晶 の成長が起こりやすくなったからであると推察する。 探索的データ解析によって、次の2つの考察を得た。1つは、観測結晶数が低下してい く状況においても、粒度分布を適当な粒径域に分割した場合の、粒径域ごとの割合は安定 していること。もう1つは、濃度を濃く変化させたときに大きな結晶の割合が増加したの は、ある粒径域から次の粒径域に結晶が成長するスピードに変化が起こったからであると 推察されることである。 なおこれ以降では、実験により得られたデータの15:45から20:00までのデータを使用 して分析を進めることとした。なぜならば、図4.2より、15:45以前ではD50が安定して いないため前の実験状態をひきずっていると考えられ、20:00以前ならば輝度と観測結晶 数の低下をある程度無視できると考えられるためである。
4.2
状態空間モデルの構築
本節では、探索的データ解析によってわかったことを活用して状態空間モデルの構築を おこなう。探索的データ解析によってわかったことはまだ仮説であるが、それを状態空間 モデルで表現することによってモデルの妥当性を検証することができるようになり、その 結果が仮説の真偽を確かめるための一助となる。 では状態空間モデルについて簡潔に述べる。状態空間モデルとは、目に見えない状態の 変化を表現する「状態モデル」と、我々が観測できるデータを表現する「観測モデル」を 組み合わせたモデルである[9]。時点𝑡
での状態を𝛼
𝑡、時点𝑡
での観測値を𝑦
𝑡としたとき、 状態空間モデルは以下のように表記される。ただし𝑓
と𝑔
は、条件付確率密度関数(離散 型の変数の場合は確率質量関数)である。これは一般化状態空間モデルと呼ばれることも ある。𝛼
𝑡∼ 𝑓(𝛼
𝑡|𝛼
𝑡−1)
(4.1)𝑦
𝑡∼ 𝑔(𝑦
𝑡|𝛼
𝑡)
(4.2) 式(4.1)と式(4.2)はともに方程式の形で表現されることが多く、状態の変化を表す方程式 は「状態方程式」、観測値を表現する方程式を「観測方程式」と呼ぶ。 また、本研究において状態空間モデルを用いたのは、次の理由からである。すなわち、 分割した粒度分布の各粒径域の割合について、直接観測できない反応槽の真の割合が濃度 に依存して遷移していく様子を、確率的に観測される各粒径域の割合から推定するためで ある。4.2.1
粒径域ごとに溶液濃度に依存した結晶成長の状態空間モデル
前節でおこなった探索的データ解析より、次の2つの考察が得られている。1つは、観 測結晶数が低下していく状況においても、粒度分布を適当な粒径域に分割した場合の、粒 径域ごとの割合は安定していること。もう1つは、濃度を濃く変化させたときに大きな結 晶の割合が増加したのは、ある粒径域から次の粒径域に結晶が成長するスピードに変化が 起こったからであると推察されることである。 本研究において構築した状態空間モデルは、上記2つの考察を加味し、分割した粒径域 ごとに、溶液濃度に依存して結晶成長割合が異なるというモデルである。はじめに、状態 モデルと観測モデルおよびモデルのイメージ図と、以降で用いる変数と記号の意味をまと める。つづいて、モデルの構造について(1)状態モデル、(2)観測モデルの順に説明 する。 x𝑡+1= 𝐴(𝑐
𝑡)
x𝑡 (4.3) y𝑡∼ 𝑀 (
x𝑡, 𝑛
𝑡)
(4.4)𝑝
𝑡,𝑖=
𝑘
2,𝑖𝑐
𝑡𝑘
1,𝑖+ 𝑐
𝑡 (4.5) x𝑡= (𝑥
𝑡,1, … , 𝑥
𝑡,11)
𝑡:𝑥
𝑡,𝑖 は𝑡
時点における粒径域𝑖
の割合𝑐
𝑡:𝑡
時点における溶液濃度𝐴(𝑐)
:溶液濃度𝑐
に依存する遷移行列 y𝑡= (𝑦
𝑡,1, … , 𝑦
𝑡,11)
𝑡:𝑦
𝑡,𝑖 は𝑡
時点における粒径域𝑖
の観測結晶数𝑀
:多項分布𝑛
𝑡:𝑡
時点における観測結晶数𝑝
𝑡,𝑖:𝑡
時点における粒径域𝑖
の結晶成長割合𝑞
:放流率𝑘
1,𝑖:粒径域𝑖
のミカエリス・メンテン定数𝑘
2,𝑖:粒径域𝑖
の最大成長割合 図4.3: 状態モデル 図4.4: 左)結晶成長のイメージ図,右)ミカエリス・メンテン式のプロット (1)状態モデル 状態モデルは式(4.3)で表され、𝑡 + 1
時点における粒径域の割合が、𝑡
時点における粒 径域の割合と濃度𝑐
に依存する遷移行列𝐴(𝑐
𝑡)
との積によって決まるというモデルであ る。遷移行列𝐴(𝑐
𝑡)
の成分を図4.3に示す。また粒径域𝑖
については、粒径域1(𝑖 = 1
)を u4.5、粒径域2(𝑖 = 2
)をu4.75といったように、小さい粒径域から順にしている。たと えば、状態モデルについて粒径域2の部分に注目すると、𝑡
時点から𝑡 + 1
時点への割合 の変化は次のようになる。𝑡
時点における粒径域1の割合𝑥
𝑡,1から、成長割合𝑝
𝑡,1だけ粒 径域2へと移動(成長)する。同様にして粒径域2から粒径域3(𝑖 = 3
)へ、成長割合𝑝
𝑡,2 だけ移動(成長)する。さらに、反応槽の排液による影響を考慮し、放流率𝑞
の割合で粒径域2の割合が減少する。割合の総和を1にするためかつ、新たな結晶が析出すると きは小さな結晶であると考えられるため、放流によって減少した割合は、粒径域1へと移 動する。以上が粒径域2に注目した時の、
𝑡
時点から𝑡 + 1
時点への割合の変化である。こ のような結晶成長や排液による割合の遷移のイメージ図を図4.4左図に示した。結晶の成 長が粒径域𝑖
から粒径域𝑖 + 1
へのみとしているのは、時間tの刻み幅が小さいので、粒 径域𝑖
から粒径域𝑖 + 2
以上への遷移は無視できると考えられるためである。また、粒径 域1以外のすべての粒径域から𝑞
の割合で放流され、放流されたぶんは一番小さな粒径域 1に加えるというは次のような理由からである。放流によって減少した割合がすべて粒径 域1へ移動するとしたのは、溶液より析出する結晶は、最初から大きな結晶として現れる のではなく、はじめは小さな結晶として現れると考えられるためである。なお、粒径域の 割合の総和が必ず1となるように、遷移行列𝐴
の各列で総和が1となるようにしている。 ここで成長割合𝑝
𝑡,𝑖 について説明する。𝑝
𝑡,𝑖 は、𝑡
時点における粒径域𝑖
の成長割合で あり、ミカエリス・メンテン式[10]を用いて表現している。ミカエリス・メンテン式とは、 酵素の反応速度論に関するもので、式(4.5)のように表される。この式が本来意味するもの は、酵素の反応速度(ここでは式(4.5)の𝑝
)が基質の濃度(ここでは式(4.5)の𝑐
)に依存 するということである。𝑘
1 と𝑘
2 はミカエリス・メンテン式のパラメータであり、𝑘
1 はミ カエリス・メンテン定数と呼ばれ、𝑘
2 は濃度が無限大の時の反応速度の極限である。ミカ エリス・メンテン定数𝑘
1 は、反応速度が𝑘
2 の半分となるときの基質濃度を表している。 ミカエリス・メンテン式のプロットを図4.4右図に示した。 結晶の成長をモデル化するにあたりミカエリス・メンテン式を用いたのは、基質濃度と 反応速度の関係が、以下の理由から、溶液濃度と成長割合の関係と似ていると考えられる からである。ミカエリス・メンテン式には𝑘
2 という反応速度の上限がある。晶析におけ る結晶成長割合と溶液濃度の関係に関しても、溶液濃度を濃くし続けたところで、反応槽 の大きさや溶液流量などが一定の状況下では結晶の成長割合には上限があるだろうと考え られる。また、0からミカエリス・メンテン定数である𝑘
1 までは、反応速度は濃度へ強く 依存しているが、𝑘
1 より濃い濃度では、反応速度の濃度への依存は少なくなり、濃度が高 くなっても反応速度は上がりにくいという特徴がある。晶析反応においても、ある一定の 溶液濃度までは濃度を上げると成長割合も増加しやすいと考えられるが、ある一定の溶液 濃度以上に濃度を上げても成長割合が上がりにくいだろうと考えられる。 (2)観測モデル 観測モデルは式(4.4)で表され、状態モデルによって推定された𝑡
時点における粒径域の割合x𝑡と、観測結晶数
𝑛
𝑡をパラメータとする多項分布より、粒径域の観測数y𝑡が観測 されるというモデルである。反応槽にある結晶の、粒径域ごとの「真の」割合は観測する ことはできない。観測することができるのは、t時点においてサンプリングされた𝑛
𝑡個の 結晶のみであるため、多項分布を用いて表現した。4.3
ベイズ法によるパラメータ推定
ここまでで実験データを取得し、データから分析方針を立て、状態空間モデルを構築し た。構築した状態空間モデルには、𝑘
1 や𝑘
2などの推定しなければならないパラメータが ある。パラメータ推定の際、尤度関数が複雑であることやパラメータ数の多さの問題など から、最尤推定では困難が生じる。そこで、パラメータを推定するために、ベイズ統計学 を基盤とする推定方法であるベイズ法を用いる。ベイズ法による分析やパラメータ推定は、 次のような手順で進める[9]。 1. データやその収集過程に関する知識に基づき、確率モデルを作る 2. 観測されたデータを条件として、モデルのパラメータ事後確率分布を計算する 3. データに対するモデルの当てはまりや、計算された事後確率分布の評価をおこなう 手順1については前節で終えたので、以降では残りの手順2と手順3を説明する。ここ では、Stan[11]というソフトウェアを使用する。Stanは手順2と手順3の計算を自動化す るために用いられる。本節では、はじめに手順2と手順3の、パラメータの推定方法とそ の評価方法について簡単に説明する。つづいて、Stanを用いて計算を実行する際の準備に ついて説明する。4.3.1
パラメータの事後分布
ベイズ統計学では、モデルのパラメータは何らかの確率分布に従う確率変数であるとす る。データが得られる前に想定したパラメータの確率分布を事前確率分布といい、実際に 得られたデータで条件づけられた確率分布を事後確率分布という。事前確率分布と事後確 率分布を、単に事前分布と事後分布と呼ぶことも多い。ベイズの定理より、事後分布は、 事前分布とデータから計算される尤度の積に比例する。すなわち、事前分布に想定する分 布によって、事後分布に反映される尤度の影響の大きさが変わってくるのである。対象に対する前提知識や想定がない場合、事前分布に無情報事前分布を用いることが多い。無情 報事前分布とは、パラメータが取り得るすべての値に対して、みな等しく平等に低い確率 密度を割り当てた確率分布である。たとえば、裾の広い一様分布や分散が非常に大きい正 規分布などが無情報事前分布として用いられることが多い。 このように、パラメータが事前分布と尤度の積に比例する事後分布に従うという想定は、 次の3つのようなことが利点として挙げられる。1つ目は、事後分布を推定した後に新た なデータが入手できた時、推定した事後分布を新たな事前分布として、再び事後分布を計 算することができることである。これをベイズ更新と呼ぶ。2つ目は、現象の観察や理論 的背景から得られる想定を事前分布に反映させることができることである。3つ目は、パ ラメータが取りうる値の範囲を確率的に知ることができることである。 本研究で作成したモデルのパラメータは、各粒径域
𝑖
(最大粒径域を除く)におけるミ カエリス・メンテン式のパラメータ𝑘
1 と𝑘
2、放流率の𝑞
、および各粒径域の割合の初期 値x1である。初期値x1は、反応槽の真の粒径域ごとの割合の初期値であり観測すること ができないので、パラメータとして推定する。構築したモデルでは粒径域の数を11とし ているため成長割合𝑝
𝑖 は10個であり、パラメータ数は全部で32個である。また、事前 分布には無情報事前分布として一様分布を使用するが、パラメータの取りうる値には上限 と下限に対して制限を設けている。詳しくはStanの準備にて後述する。4.3.2
MCMC
法による計算
MCMCとはMarkov Chain Monte Carlo(マルコフ連鎖モンテカルロ)の略称で、これ
は乱数発生のためのアルゴリズムである。この乱数発生アルゴリズムであるMCMCを事 後分布の計算に応用したものを、ここではMCMC法と呼ぶことにする。なぜ事後分布の 計算にMCMCを応用するかは、次のような理由からである。ベイズの定理より、事後分 布の確率密度関数は、尤度関数と事前分布の確率密度関数の積を、尤度関数と事前分布の 確率密度関数の積を積分したもので除したものである。しかし、この事後分布の確率密度 関数は、モデルが複雑となることが多く、特にパラメータが多い時には非常に複雑になり、 積分計算が困難になる。そこで、MCMCによって事後分布の確率密度関数に従う乱数を 発生させることで、パラメータがある範囲の値を取る確率や、事後分布の期待値などが計 算できるようになる。 MCMC法による計算方法には、MH法(メトロポリス・ヘイスティング法)やHMC法
(ハミルトニアン・モンテカルロ法)などがある。MH法とは「仮の数値をそれぞれの変数 に投入し、他の変数値を固定したときにある変数の2つの数値を比較して、データの当て はまり(尤度、もっともらしさを表す統計値)と事前分布の確率の積が高い方を採用して いく手順を取って、変数値の分布(事後分布)を描き出す方法である(計算の過程で、あ る一定の割合で尤度と事前確率の積が低い値も採用するようになっている)」[12]。HMC 法の基本的な考え方はMH法と同じであり、Stanで使用するのはHMC法である。 MCMC法による計算の結果、抽出される値がある事後分布に収束しているかどうかを 判断するために、収束診断が必要である。この収束診断法方法は複数あるが、本研究にお いては次の2つの方法で収束しているかどうかの判断をおこなった。1つは、トレースプ ロットと呼ばれる時系列プロットの目視による判定である。MCMC法では初期値の異な る複数の連鎖(chains)で乱数を発生させることができ、これを時系列でプロットしたも のがトレースプロットである。トレースプロットですべての連鎖が別れることなく交わっ ていることが収束の判断基準である。もう1つはRhatが1.1未満になっているかどうか である。Rhatは、事後分布からのサンプリングが収束したかを見る指標で、1へ収束する 指標である。初期値の異なる連鎖の収束先が異なっていた場合などは、Rhatは大きくな る。すべての
𝑘
1と𝑘
2、𝑞
、および初期値x1について、Rhatが1.1未満であることが収束 の判断基準である。4.3.3
Stan
の準備
MCMC法を実行するためのソフトウェア環境にはBUGSやStanなどがあるが、本研 究ではStanを利用する。Stanに受け渡すためのデータは、すべてRで準備している。R で生データが保存されているサーバーのデータベースから必要なデータを抽出し、モデル の推定に必要なデータセットを作成した。StanはRStan[13]というパッケージを用いて、 Rから呼び出している。 MCMC法の計算にあたり、パラメータそれぞれに次のような制約を設けた。放流率𝑞
に関しては、排液によって反応槽から結晶がなくなる割合なので下限を0とし、上限を 0.4とした。上限を0.4としたのは、単位時間あたりに、反応槽にある結晶がほぼ半分な くなることはないと考えられるためである。ミカエリス・メンテン式のパラメータ𝑘
1 は、 溶液濃度なので下限を0とし、上限は1とした。3章で述べたように、本実験装置におい ては0.004mol/kg程度が実験に適した濃度の上限であるため、上限を1としても推定に支 障はないと考えられる。ミカエリス・メンテン式のパラメータ𝑘
2は、成長割合(の上限)なので下限を0とし、上限は1とした。 つぎに、MCMC法を実行する際の計算回数などの指定について説明する。MCMC法で は、アルゴリズムの都合上、乱数が初期値へ依存してしまうことや、連続する採用値に自 己相関が含まれてしまうことが起こりえる。こういった問題を回避するために、次のよう な対策をする。はじめにウォームアップ期間(warmup)を設定する。ウォームアップ期 間とは、生成された乱数を切り捨てる期間である。ウォームアップ期間を指定することで、 初期値への依存性を下げることができる。つぎに間引き間隔(thin)の設定をする。間引 き間隔とは、生成された乱数を間引く間隔の指定である。たとえば間引き区間を2とする と、生成された乱数のうち1つ目の値を採用し、2つ目の値を切り捨て、3つ目の値を採 用するといったようになる。乱数を間引いて採用することで、乱数の自己相関が起きるこ とを防ぐ。さいごにマルコフ連鎖の数(chains)を設定する。マルコフ連鎖の数とは、初 期値の異なる乱数の連鎖を発生させる数の指定である。異なる初期値から出発した乱数の 連鎖が交わっているかどうかを確認することによって、事後分布が収束したかどうかの目 安となる。 本研究におけるMCMC法の計算は、20万回おこない、初期値からの10万回を切り捨 て(warmup=100,000)、以後の100回ごとに結果を抽出(thin=100)する計算を初期値の 異なる3本の連鎖(chains=3)についておこない、事後分布を求めた。すなわち結果とし て得られる事後分布からの標本の大きさは3千である。なお、サンプリング結果が再現で きるよう乱数のシードを1229とした。
第
5
章
分析結果と考察
本章では、はじめにMCMC法による計算結果の収束診断をおこなう。つづいて、推定 されたパラメータを用いて、4章にて構築した状態空間モデルによって生成されるデータ と観測データを比較し、モデルの妥当性を確認する。5.1
MCMC
法による計算結果の収束診断
構築したモデルについてMCMC法を実施した結果を以下に示す。 図5.1:𝑘
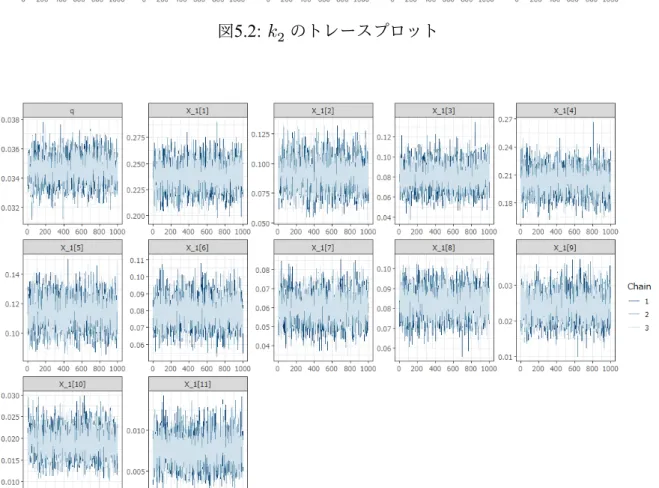
1 のトレースプロット図5.2:
𝑘
2 のトレースプロット図5.4: Rhatの推定値 粒径域ごとのミカエリス・メンテン式のパラメータ
𝑘
1 および𝑘
2 のトレースプロット は、それぞれ図5.1と図5.2である。放流率𝑞
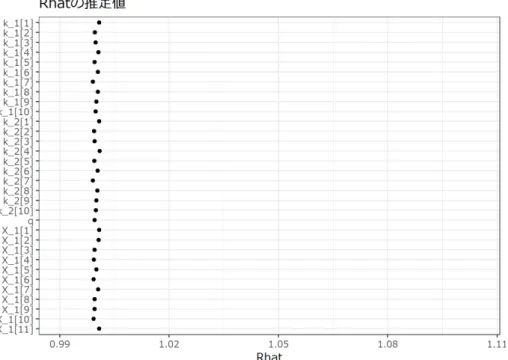
と、状態変数である粒径域の割合xの初期値 のトレースプロットは図5.3である。Rhatの推定値は図5.4に示した。図のk_1とk_2、お よびx_1の大かっこ内の数字1から11は、それぞれ粒径域u4.5から u50に対応してい る。トレースプロットはすべてのパラメータと初期値について安定しており、Rhatもすべ て1.1未満であるため、事後分布は収束していると判断した。5.2
推定されたパラメータによるモデルと実験データの比較
粒径域ごとのミカエリス・メンテン式のパラメータ𝑘
1 と𝑘
2 が推定できたので、粒径域 ごとに溶液濃度と成長割合のミカエリス・メンテン式を図5.5に示す。なお、成長割合𝑝
に関しては次のようにして算出している。ある濃度𝑐
が与えられたとき、𝑘
1 と𝑘
2それぞ れの事後分布からサンプリングされた3000個の𝑘
1 と𝑘
2 を用いて、ミカエリス・メンテ ン式より3000個の成長割合𝑝
を算出する。このようにして算出された3000個の成長割合
𝑝
のEAP(expected a posteriori)を、ある濃度𝑐
が与えられたときの成長割合𝑝
とし図5.5: 粒径域ごとに推定された
𝑘
1 と𝑘
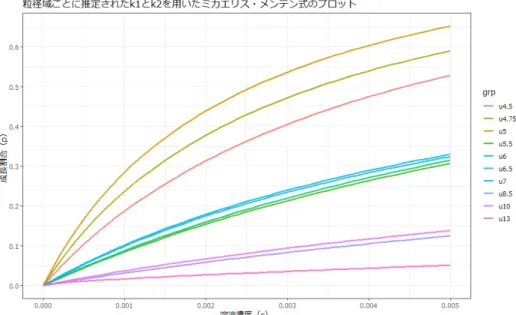
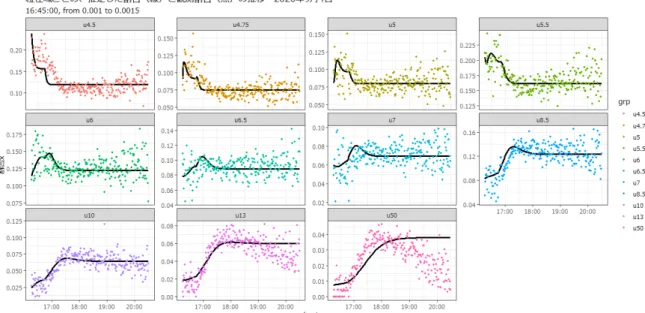
2 を用いたミカエリス・メンテン式のプロット 図5.5を見ると、本実験装置で扱う溶液濃度の範囲では、粒径域ごとの濃度と成長割合 の関係について次のようなことが言える。小さい粒径域では成長割合が濃度に強く依存し ており、大きい粒径域では成長割合が濃度にあまり依存していない。中くらいの粒径域で は、濃度と成長割合の依存関係が小さい粒径域と大きい粒径域の中間くらいである。すな わち、小さい粒径域では濃度を上げると成長割合も上がるので結晶が成長し、結果的に小 さい粒径域の割合は減少する。反対に、大きい粒径域では、濃度を上げても成長割合があ まり変化しない。つまり、大きい粒径域から割合が減少せず、中くらいの結晶が成長して くるので、結果的に大きい粒径域の割合は増加する。 推定された粒径域の割合の初期値xと実験時に用いた溶液濃度を用いて、実験データの 再現をおこなったものが図5.6および図5.7である。図5.6: 割合xの再現 図5.7: 結晶数yの再現 全体的には観測データを非常によく再現できており、濃度に依存した結晶成長のモデル 化とパラメータ推定がうまくいっているように見える。また、先ほど粒径域ごとのミカエ リス・メンテン式のプロットで確認したように、濃度を0.001mol/kgから0.0015mol/kg へと濃くした16:45より、小さな粒径域の割合が減少し、大きな粒径域の割合が増加して
いる。しかし、最も大きな粒径域であるu50では、モデルによる再現値と観測データとの 乖離が見られ、特に18:00からの観測割合の減少を再現できていなかった。