システム技術開発調査研究 16−R−6
金属系先進耐熱材料の新造形技術
に関する調査研究報告書
平成17年3月
財団法人 機 械 シ ス テ ム 振 興 協 会 委 託 先 株式会社 超高温材料研究所
序
わが国経済の安定成長への推進にあたり、機械情報産業をめぐる経済的、社会的諸 条件は急速な変化を見せており、社会生活における環境、防災、都市、住宅、福祉、
教育等、直面する問題の解決を図るためには、技術開発力の強化に加えて、ますます 多様化、高度化する社会的ニーズに適応する機械情報システムの研究開発が必要であ ります。
このような社会情勢に対応し、各方面の要請に応えるため、財団法人 機械システ ム振興協会では、日本自転車振興会から機械工業振興資金の交付を受けて、経済産業 省のご指導のもとに、機械システムの開発等に関する補助事業、新機械システム普及 促進補助事業等を実施しております。
特に、システム開発に関する事業を効果的に推進するためには、国内外における先 端技術、あるいはシステム統合化技術に関する調査研究を先行して実施する必要があ りますので、当協会に総合システム調査開発委員会(委員長 放送大学 副学長 中 島尚正氏)を設置し、同委員会のご指導のもとにシステム技術開発に関する調査研究 事業を民間の調査機関等の協力を得て実施しております。
この「金属系先進耐熱材料の新造形技術に関する調査研究報告書」は、上記事業の 一環として、当協会が株式会社 超高温材料研究所に委託して実施した調査研究の成 果であります。
今後、機械情報産業に関する諸施策が展開されていくうえで、本調査研究の成果が 一つの礎石として役立てば幸いであります。
平成17年3月
財団法人 機械システム振興協会
は じ め に
持続可能な21世紀社会の構築に向けての最も重要なキーワード「環境」と「エネルギー」
に対して、材料、特に耐熱材料は極めて重要な関わりを持っております。
地球環境問題に関連してたCOP3が1997年に京都で開催され、「地球温暖化防止のため の京都議定書」が議決されました。この議定書で、先進各国の温暖化効果ガス(CO2等)排 出量の削減目標を取り決めました。CO2排出量世界1位の米国 (2000年で24.4%) の離脱、
世界第2位の中国(2000年で12.1%)の削減目標が決められていないなどの問題はあるもの の、2008〜2012年の間に1990年対比のCO2排出量の削減目標を義務づけております。
2004年11月にロシアが議定書を批准したことにより、2005年2月16日に発効した。
日本の温室効果ガスの削減目標は▲6%ですが、現状ですでに8%も増加しており、実質 的な削減量は▲14%にも達することとなり、各種のメディアによれば目標達成は極めて難 しいと見られております。具体的な施策として、短期的に最も効果が期待されているもの として「環境税の導入」、「排出量取引(京都メカニズム)」があり、次いで「新エネルギ ー開発」、「消費電力の少ない家電製品開発等の省エネルギー」が挙げられております。
長期的展望にたった今後の研究開発が必要な項目としては、「発電効率の向上」、「大気 中CO2の削減」などがあります。
国内におけるCO2排出量の30%強は発電関連であり、その内の99%が火力発電施設から排 出されております。火力発電における平均の熱効率は40%程度であり、今後この熱効率を さらに一層高めることが必要です。このためには、カルノーの定理から明らかなようにタ ービン入口温度の高温化を図る必要があります。
金属系先進耐熱材料の材料開発は、国家プロジェクトなどで種々研究されておりますが、
その製造技術に関する研究は殆ど行われておりません。(株)超高温材料研究所においても Nb合金、Cr合金、Nb‑Al‑Si系やTi‑Al系の金属間化合物などの材料開発の研究を行いました が、材料特性評価用の試料はインゴットなどから切り出したものを用いておりました。
そこで、早稲田大学の中江秀雄教授が長年ご研究されてきました「金属材料の鋳造技術 に関する研究」を基に、大学、独立行政法人、企業等の学識経験者により「新造形技術調 査研究委員会」を結成して、Ni基超合金より耐熱性・耐久性に優れた特性を持ち、かつ現 用の製造技術(主に鋳造法)が適用できる可能があり、早期の実用化が期待される「金属系 先進耐熱材料の新造形技術に関する調査研究」を実施しました。本調査報告書はその成果 をまとめたものです。
本調査研究の成果が、関係各方面の参考資料にとどまらず、わが国のエネルギー産業の 発展はもとより、耐熱材料をご利用頂く産業機械及びその他産業の発展にも大きな貢献を 果たすものと期待しております。
末尾ながら、委員各位にはご多忙な本務にもかかわらず、絶大なるご協力を賜りました。
ここに深甚の謝意を表します。また本調査研究の推進に際しましてご指導を賜りました経 済産業省 産業技術環境局 技術振興課、並びに格別のご高配を賜りました財団法人 機械シ ステム振興協会の関係各位に深甚の謝意を表します。
平成17年3月
株式会社 超高温材料研究所
目 次
序 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ i はじめに ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ii 目 次 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・
iii
1.調査研究の目的 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1 2.調査研究の実施体制 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2 3.調査研究の内容 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 5
第1章 金属系先進耐熱材料の最近の動向と課題に関する調査 ・・・・・・・・・・・・・・・・・・ 6 1.1 はじめに ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 6 1.1.1 金属系先進耐熱材料の新造形技術開発の必要性 ・・・・・・・・・・・・・・・・ 6
(1)先進耐熱材料を必要とする分野 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 6
(2)地球環境・エネルギー分野での役割 ・・・・・・・・・・・・・・・・・・・・・・・・・・ 6
(3)航空・宇宙分野での役割 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 10
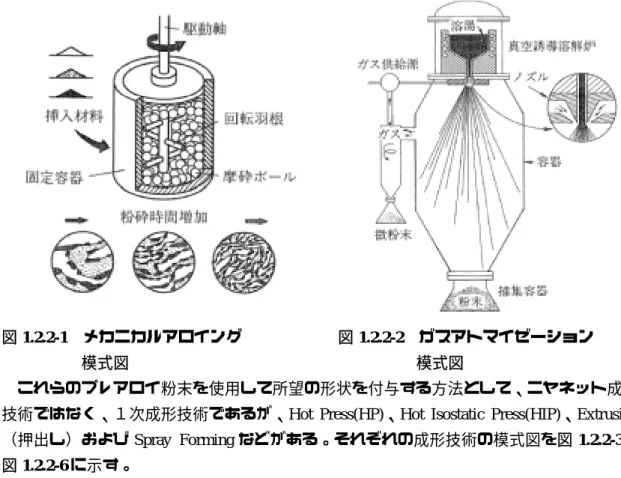
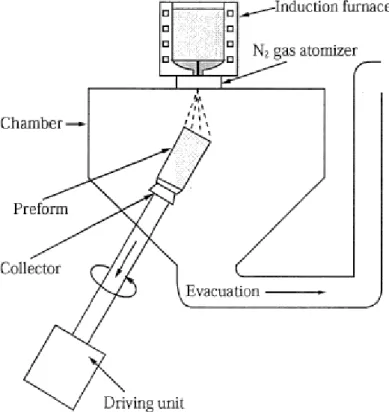
(4)先進耐熱材料の早期開発の必要性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 11 1.1.2 先進耐熱材料の開発動向について ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13 (1)金属系先進耐熱材料 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13 (2)金属間化合物系先進耐熱材料 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 24 (3)セラミックス系先進耐熱材料 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 31 1.2 造形技術の開発動向について ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 37 1.2.1 鋳造・鍛造・接合技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 37 (1)古代鋳造法の技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 39 (2)鋳造・鍛造・接合技術の利点・欠点 ・・・・・・・・・・・・・・・・・・・・・・・・・ 40 (3)新しい鋳造技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43 (4)新しい鍛造技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 46 (5)新しい接合技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 46 (6)ラピッドプロトタイピング(RP)技術の鋳造への応用 ・・・・・・・・・・・ 46 (7)RP法による高融点金属ブレード鋳物の製造とその問題点 ・・・・・・ 49 1.2.2 粉末焼結技術、光造形技術(ラピッドプロトタイピング)・・・・・・・・・・・・・・ 52
(1) 粉末冶金法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 52
(2) 積層造形法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 55
(3) 金属造形技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 57 1.2.3 特許調査 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 62
(1) 国内特許の調査 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 62
(2) 外国特許の調査 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 66
第2章 金属系先進耐熱材料の鋳造技術に関する調査 ・・・・・・・・・・・・・・・・・・・・・・・・・ 75
2.1 超合金鋳造技術の現状と課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 75 2.1.1 超合金鋳造技術の現状 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 75 (1)模型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 75 (2)コア(中子) ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 76 (3)模型の組立て ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 76 (4)造型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 76 (5)脱模型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 78 (6)焼成 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 78 (7)溶解と鋳造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 78 (8)後処理および検査 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 83 (9)鋳造欠陥 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 84 (10)等軸晶(EQ)翼 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 84 (11)一方向凝固(DS)翼および単結晶(SC)翼 ・・・・・・・・・・・・・・・・・・・・・・ 85 2.1.2 超合金鋳造技術の今後の課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 (1)模型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 (2)コア(中子) ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 (3)模型およびコア射出成型用金型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 (4)造型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 (5)クリーンな材料の溶解方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 96 (6)鋳造欠陥の生成のシミュレーション ・・・・・・・・・・・・・・・・・・・・・・・・ 96 (7)許容欠陥の判定 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 97 (8)高融点金属および合金の溶解と鋳造 ・・・・・・・・・・・・・・・・・・・・・・・・ 97 2.2 Ti合金, TiAlの鋳造技術の現状と課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 103 2.2.1 Ti合金、TiAlの鋳物の用途 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 103 2.2.2 Ti鋳物製造上の問題点 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 103 2.2.3 現状の製造プロセス ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 106 (1)溶解 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 106 (2)鋳型 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 106 (3)鋳造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 109 (4)総合プロセス ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 110 2.2.4 鋳造品 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 110 2.2.5 今後の課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 112 (1)価格 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 112 (2)信頼性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 113
(3) 大型化 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 114
第3章 金属系先進耐熱材料の新造形システムの課題抽出と対策 ・・・・・・・・・・・・・ 116 3.1 金属系先進耐熱材料の溶解−鋳造システムの可能性と課題 ・・・・・・・・・ 116 3.1.1 一般的な高融点金属の溶解・鋳造システム ・・・・・・・・・・・・・・・・・ 116 (1)チタン合金 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 116
(2)超合金 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 121 3.1.2 Cr合金、Nb合金、Ir合金等の溶解・鋳造システム ・・・・・・・・・ 124 3.1.3 TiAlにおける溶解・鋳造システム ・・・・・・・・・・・・・・・・・・・・・・・・・ 125
(1) TiAlのコールドクルーシブルレビテーション溶解における 溶湯過熱度の基礎的研究 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 125 3.2 金属系先進耐熱材料の鋳造技術の可能性と課題 ・・・・・・・・・・・・・・・・・・・ 133 3.2.1 精密鋳造技術の現状 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 133 3.2.2 金属系先進耐熱材料の凝固 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 135 (1)普通鋳造における等軸晶の微細化 ・・・・・・・・・・・・・・・・・・・・・・・・・・ 135 (2)一方向凝固鋳造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 138 (3)金属系先進耐熱材料の凝固過程 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 138 3.2.3 精密鋳造鋳型の構造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 141 3.2.4 精密鋳造鋳型材料の可能性と課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・ 143 (1)鋳型材料の条件 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 143 (2)高融点酸化物の高温特性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 144 3.2.5 可能性と課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 148
3.3 鋳造シミュレーション技術から見た今後の課題 ・・・・・・・・・・・・・・・・・・・・ 151 (1)鋳造シミュレーションの現状 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 151
第4章 金属系先進耐熱材料の実用化に向けての課題 ・・・・・・・・・・・・・・・・・・・・・・・・ 158 4.1 高融点金属系先進耐熱材料の溶解−鋳造技術の現状と課題 ・・・・・・・・・・ 158 (1)現状の技術 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 158 (2)溶解技術について ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 166 (3)鋳造技術について ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 171 (4)今後の技術課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 176 4.2 ユーザーから見た先進耐熱金属材料の新造形システムへの期待 ・・・・・・ 179 4.2.1 先進耐熱材料実用化における技術課題 ・・・・・・・・・・・・・・・・・・・・・・ 179 (1)耐熱材料の現状と要求特性 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 179 (2)設計における技術課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 184 (3)製造工程での技術課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 186 4.2.2 先進耐熱材料実用化により解決が期待される技術課題 ・・・・・・・・ 193 (1)耐熱合金の開発への期待 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 194 (2)製造技術の改善への期待 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 196
第5章 調査研究のまとめ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 199 5.1 金属系先進耐熱材料の最近の動向と課題に関する調査 ・・・・・・・・・・・・・・ 199 5.2 金属系先進耐熱材料の鋳造技術に関する調査 ・・・・・・・・・・・・・・・・・・・・・・ 203 5.3 金属系先進耐熱材料の新造形システムの課題抽出と対策 ・・・・・・・・・・・・ 205 5.4 金属系先進耐熱材料の実用化に向けての課題 ・・・・・・・・・・・・・・・・・・・・・・ 207
4. 調査研究の今後の課題及び展開 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 212 4.1 今後の研究課題 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 212 4.2 展 開 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 213
[資料編]
参考資料 執筆担当者(目次) ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 217
1.調査研究の目的
地球環境問題に関連した「地球温暖化防止のための京都議定書」が2005年2月16日に発効 することとなり、化石燃料起因CO2発生量の削減が急務の課題となっている。日本国内にお ける二酸化炭素排出量は運輸、民生などの分野も多いが、全体の30%強は発電関連が占めて いる。そこで、火力発電施設では燃料の転換、発電効率の一層の向上等が図られている。
火力発電における発電効率の向上には、燃焼ガス温度の高温化、すなわち、ガスタービ ン入口温度の上昇が不可欠である。このため、燃焼器、ガスタービン動・静翼等の高温部 材用として、
①Ni基超合金の耐用温度の向上(第4世代合金、ODS合金等) ②高融点金属(Cr, Nb, Ir合金等)
③金属間化合物(MoSi2, Nb3Al) ④セラミックス(SiC, Si3N4)
⑤セラミックス基複合材料(SiC/SiC, C/C, MGC) 等の各種の先進耐熱材料が研究されている。
現在広く使用されているNi基超合金のタービン翼は複雑形状で、かつ冷却のための中空 構造が用いられており、生産性に優れた溶解−鍛造法、或いは溶解−鋳造法で製造されて いる。これに対し、先進耐熱材料は耐熱性・耐久性に優れているが、融点が高く高温加工 が困難であり造形性(製造性)が劣っているため、未だNi基超合金を置き換えるに至って いない。
一方近年、セラミックス鋳型を用いたTi合金(融点:1670℃)の精密鋳造技術(ロストワ ックス法)や、レーザー光を用いた鉄系粉末の光造形技術が開発されている。これらの造 形技術の性能を更に向上すれば、従来造形が困難であった先進耐熱材料の新しい造形技術 へと適用できる可能性があり、現状のNi基超合金の生産性に匹敵する新製造技術が開発で きると期待される。
そこで、本調査研究では、Ni基超合金に匹敵する生産性が期待される金属系先進耐熱材 料について、低コスト化・高効率化等の生産性に優れた新造形技術及び本技術を活用した 生産システムに関する調査研究を行う。
2.調査研究の実施体制
本調査研究は、財団法人 機械システム振興協会の委託を受け、株式会社 超高温材料研 究所内に設置した「新造形技術調査研究委員会」が担当した。当委員会は、金属系先進耐 熱材料の製造技術、特性、応用等の分野に造詣の深い産学官の学識経験者で構成され、さ らに事務局として株式会社 超高温材料研究所のスタッフ(研究員)も加えて運営された。
財団法人 機械システム振興協会
総合システム調査開発委員会
委 託
株式会社 超高温材料研究所
事務局
新造形技術調査研究委員会
総合システム調査開発委員会委員名簿
(順不同・敬称略)
委員長 放送大学 中 島 尚 正 副学長
委 員 政策研究大学院大学 藤 正 巌 政策研究科
教授
委 員 東京工業大学 廣 田 薫 大学院総合理工学研究科
知能システム科学専攻 教授
委 員 東京大学 藤 岡 健 彦 大学院工学系研究科
助教授
委 員 独立行政法人産業技術総合研究所 太 田 公 廣 産学官連携部門
コーディネータ
委 員 独立行政法人産業技術総合研究所 志 村 洋 文 産学官連携部門
シニアリサーチャー
金属系先進耐熱材料の新造形技術調査研究委員会委員名簿
(順不同・敬称略) 委員長 中江 秀雄 早稲田大学 理工学部 物質開発工学科
教 授
委 員 辻川 正人 大阪府立大学大学院 工学研究科 物質系材料工学分野
助教授
委 員 三輪 謙治 (独)産業技術総合研究所 サステナブルマテリアル研究部門
総括研究員 委 員 田村 至 (独)物質・材料研究機構 材料研究所 超耐熱材料グループ
特別研究員
委 員 緒方 隆志 (財)電力中央研究所 材料科学研究所 構造材料評価領域
リーダー 委 員 田中 徹 石川島播磨重工業(株) 技術開発本部
技師長 委 員 水田 明能 川崎重工業(株) 技術研究所 材料研究部 構造材料グループ
グループ長
委 員 芝田 智樹 大同特殊鋼(株) 技術開発研究所 プロセス研究部 鋳造凝固技術 研究チーム チーム長
委 員 溝上 芳史 (財)次世代金属・複合材料研究開発協会
専務理事
研究員 田中 良平 (株)超高温材料研究所
技術顧問
研究員 堤 喜治 (株)超高温材料研究所 岐阜研究所
所 長
研究員 山本 雅章 (株)超高温材料研究所 山口研究所 非金属材料研究室
室 長
研究員 (事務局)
藤根 道彦 (株)超高温材料研究所 岐阜研究所 耐環境特性研究室
室 長 4
3.調査研究の内容
本調査研究は、地球温暖化対策として火力発電施設からのCO2発生量削減に資するもの である。地球環境問題に関連した「地球温暖化防止のための京都議定書」が2005年2月 16 日に発効し、化石燃料起因の CO2排出量削減が急務の課題となっている。国内におけ
るCO2排出量の30%強を発電関連が占めており、火力発電施設では燃料の転換、発電効率
の一層の向上等が図られている。
火力発電における発電効率の向上には、燃焼ガス温度の高温化、すなわち、ガスタービ ン入口温度の上昇が不可欠である。そこで、優れた耐熱性を持つ金属系(高融点金属、貴金 属、金属間化合物等)、セラミックス系(SiC, Si3N4等)、複合材料系(SiC/SiC, C/C等)の先 進耐熱材料が種々研究されているが、いずれの材料も製品や部材への造形性(成形性)に劣 るという難点を持っている。近年、セラミックス鋳型を用いたTi合金(融点:1670℃)の精 密鋳造技術(ロストワックス法)や、レーザー光を用いた鉄系粉末の光造形技術などの新 しい造形技術が開発されている。
これらの造形技術の性能を更に向上すれば、従来造形が困難であった先進耐熱材料の新 しい造形技術へと適用できる可能性があり、現用の Ni 基超合金の生産性に匹敵する新製 造技術が開発できると期待される。そこで、Ni基超合金より耐熱性・耐久性に優れた特性 を持ち、かつ現用の製造技術(主に鋳造法)が適用できる可能があり、早期の実用化が期待 される金属系先進耐熱材料の新造形技術(システム)について、低コスト化・高効率化等の 生産性に優れた新造形技術及び本技術を活用した生産システムに関する調査研究を行う。
具体的な調査研究項目を以下に示す。
(1)金属系先進耐熱材料の最近の動向と課題に関する調査
はじめに金属系材料を含む先進耐熱材料の研究開発の必要性と現状の動向調査を行
い、次いで造形技術の開発動向調査、特許調査などを行って、金属系先進耐熱材料に 求められる課題の抽出と実用化の可能性を調査研究する。
(2)金属系先進耐熱材料の鋳造技術に関する調査
すでに実用化されている Ni基・Co基超合金、Ti合金やTiAl等の鋳造技術に関す る調査研究を行い、その課題を抽出・整理し、要求される新技術開発について検討す る。
(3)金属系先進耐熱材料の新造形システムの課題抽出と対策
金属系先進耐熱材料には高融点の金属が多く、従来の耐火物炉壁溶解炉では溶融金
属と炉材との反応が懸念されるので、一般にスカル型溶解炉が用いられる。更に活性 金属系が多いため不活性雰囲気、或いは真空下で溶解するシステムが多く用いられて いる。そこで、鋳造システムとのマッチングや、セラミックス系の鋳型材料及び鋳型 構造に関して調査研究する。更に、シミュレーション技術から見た課題抽出と対策を 調査研究する。
(4)金属系先進耐熱材料の実用化に向けての課題
金属系先進耐熱材料を実用化するにあたり、技術的に解決すべき課題、及びユーザ ーからの視点で必要とするデータ・技術等の課題について、調査研究する。
5
第1章 金属系先進耐熱材料の最近の動向と課題に関する調査 1.1 はじめに
1.1.1 金属系先進耐熱材料の新造形技術開発の必要性
(1)先進耐熱材料を必要とする分野
ここでいう『先進耐熱材料』とは、1000℃付近からおおよそ2000℃に至る温度領域で、
大きな応力や酸化・腐食などのきびしい環境のもとで使用することのできる一群の先進的 な耐熱材料を指している。すでに限界に近いところまで進歩してきたNi基超合金に対して、
金属間化合物、高融点金属の合金、セラミックス、さらにはそれらをマトリックスとする 各種の複合材料などがあり、表1.1.1−1のように分類される。
今日、先進耐熱材料を利用することによって飛躍的な発展が期待される分野としては、
航空・宇宙分野、発電用高効率ガスタービンなどのエネルギー関連が主要なものであり、
後者のエネルギ−の関連では地球環境問題への大きな貢献が期待できる。ここでは、これ ら「エネルギー・環境分野」と「航空・宇宙分野」における先進耐熱材料の研究開発が極 めて重要であることを記述する。
表1.1.1− 1 超合金を超える先進耐熱材料として期待される材料群
(2)地球環境・エネルギー分野での役割
A)京都議定書の発効と温室効果ガス排出量の削減目標
地球環境問題に関連しては1997年に京都で開催されたCOP3が記憶に新しい。この会議で 議決された「地球温暖化防止のための京都議定書」は、2004年11月にロシアが批准したこ とにより、2005年2月16日に発効することとなった。これは先進各国の二酸化炭素排出量の 削減目標を取り決めたものであり、その後、CO2排出量世界1位の米国 (2000年で全世界の 24.4%) の離脱、中国が世界第2位のCO2排出国(2000年で12.1%)でありながら削減目標が
金属系材料
軽量高比強度金属間化合物:Ti-Al系,Ni-Al系など
高融点金属間化合物:Nb3Al,MoSi2など 金属間化合物
高融点金属の合金:Cr,Mo,W,Nb,Ta合金など 金属系材料
軽量高比強度金属間化合物:Ti-Al系,Ni-Al系など
高融点金属間化合物:Nb3Al,MoSi2など 金属間化合物
高融点金属の合金:Cr,Mo,W,Nb,Ta合金など
軽量高比強度金属間化合物:Ti-Al系,Ni-Al系など
高融点金属間化合物:Nb3Al,MoSi2など
軽量高比強度金属間化合物:Ti-Al系,Ni-Al系など
高融点金属間化合物:Nb3Al,MoSi2など 金属間化合物
高融点金属の合金:Cr,Mo,W,Nb,Ta合金など 金属間化合物
高融点金属の合金:Cr,Mo,W,Nb,Ta合金など
セラミックス系材料
酸化物系
アルミナ(Al2O3),ジルコニア(ZrO2),サイアロン(Si-Al-O-N)など 共晶ー方向凝固セラミックス(Al2O3-YAGなど)
非酸化物系:窒化けい素(Si3N4),炭化けい素(SiC)など セラミックス系材料
酸化物系
アルミナ(Al2O3),ジルコニア(ZrO2),サイアロン(Si-Al-O-N)など 共晶ー方向凝固セラミックス(Al2O3-YAGなど)
非酸化物系:窒化けい素(Si3N4),炭化けい素(SiC)など 酸化物系
アルミナ(Al2O3),ジルコニア(ZrO2),サイアロン(Si-Al-O-N)など 共晶ー方向凝固セラミックス(Al2O3-YAGなど)
酸化物系
アルミナ(Al2O3),ジルコニア(ZrO2),サイアロン(Si-Al-O-N)など 共晶ー方向凝固セラミックス(Al2O3-YAGなど)
アルミナ(Al2O3),ジルコニア(ZrO2),サイアロン(Si-Al-O-N)など 共晶ー方向凝固セラミックス(Al2O3-YAGなど)
非酸化物系:窒化けい素(Si3N4),炭化けい素(SiC)など
複合材料
金属系,セラミックス系,炭素系(C/Cコンポジット)
傾斜機能材料 複合材料
金属系,セラミックス系,炭素系(C/Cコンポジット)
傾斜機能材料
金属系,セラミックス系,炭素系(C/Cコンポジット)
傾斜機能材料
決められていないなどの問題はあるものの、2008〜2012年における1990年対比のCO2排出 量の削減目標を義務づけている。因みに日本の排出量は2000年で5.2%である。
温室効果ガスの削減目標は、先進国全体で▲5%、個別にはEU:▲8%、米国:▲7%、日 本:▲6%などとなっている。欧州では2008〜12年を待たずに、すでに目標を達成したと言 われるのに対し、日本は現状ですでに8%も増加しており、実質的な削減量は▲14%にも達 することとなり、各種のメディアによれば目標達成は不可能と見られている。
京都議定書の目標達成に向けて具体的方策の策定が進められており、研究開発が進めら れている項目も含めて整理すると、図1.1.1−1のようになる。これらの項目の中で即効的効 果が期待されているものは、「環境税の導入」、「排出量取引(京都メカニズム)」であり、
次いで「新エネルギー開発」、「消費電力の少ない家電製品開発」等となっており、その 他の「発電効率の向上」、「大気中CO2の削減」については、長期的展望にたった今後の研 究開発が必要な項目である。なお、「環境税の導入」については、企業の国際競争力の低 下を招くとの理由で、産業界から激しい反対意見が出されており、また、家電製品につい ては、個々の消費電力は現状でもすでに小さくなっているが、台数の増加により全体の消 費電力が増加してしまうという問題が出ており、目標達成には色々と難しい問題が出てく ることが予想される。
図1.1.1− 1 地球温暖化対策/大気中へ放出されるCO2の削減について
B)発電施設からの二酸化炭素排出量削減について
日本国内における二酸化炭素排出量は運輸、民生などの分野も多いが、全体の30%強は 発電関連であり、その内の99%が火力発電施設から排出されている。火力発電における平 均の熱効率は40%程度にすぎず、高価な石油・石炭などのほとんど全量を海外に依存しな がら、実はその発生熱量の60%を海水や空中に捨ててしまい、併せて多量の二酸化炭素を
排出している。
化石燃料を消費する火力発電に対して、再生可能エネルギ−の利用として太陽光、風力 など、また燃料電池による発電も、それぞれ国の政策による支援のもとに各所で盛んに研 究開発が進められ実用化もすでに始まっているが、高コスト、その他の課題をどうクリヤ するかが大きな課題となっている。そのため、エネルギ−基本計画でも新エネルギ−によ る発電設備に関する2010年度の目標は 649万kWで同年度の全発電設備の見通し 2億5590 万kWの2.5%にすぎない1)。
一方、中小型ガスタ−ビンやマイクロガスタ−ビン、天然ガスエンジンなどは、上記の 太陽光、風力、燃料電池などとともに分散電源に分類されるが、化石燃料を用いる中小型 タ−ビンやエンジンは著しく増加する傾向が見られる。平成17年度のNEDO事業として「超 高効率天然ガスエンジン・コンバインドシステム技術開発」の発足も計画され、総合熱効 率80%(LHV)という高い目標が掲げられている。また、数千kW程度までの中小型ガスタ
−ビンの需要は、1991年からの10年間で3倍強に増加し、2001年には産業用、民生用を合 わせて 300万kWを超えている2)。しかし二酸化炭素排出量削減の観点からは、これらの化 石燃料消費型の中小型火力設備を高効率化することが非常に重要である。長距離の送電を 必要としないロ−カルな発電・給電設備、熱電併給も容易なこれらの分散電源に対して、
大型の集中電源の高効率化も急を要する課題である。
2002年12月現在の日本における火力発電設備 1億4350万kWのうち、自家用火力は3161
万kWでまだ全体の18%にすぎず、集中電源が主と考えられる事業用設備が約82%を占める。
電力の自由化に伴って分散電源は今後大きく増加すると考えられるが、より低コストで効 率も高く、排出する二酸化炭素の制御も容易な集中電源は引続き不可欠と言えよう。分散 電源に押されてその重要性が現状より減るとしても、原子力と火力の集中電源確保の重要 性は、近い将来も大きくゆらぐことはないものと考えられる3) 。
他方、化石燃料の枯渇も叫ばれているが、1970年代のロ−マクラブによる「石油は30年 で無くなる」との警鐘に対して、その後の石油や天然ガス資源の新たな開発により、30年 後の今日でもなお30年を超える可採埋蔵資源が存在している。「石油と石炭であと 800年 はもつ!?」という推論もある4)。しかし、やはり化石燃料資源は有限である。二酸化炭素に よる地球の温暖化も考慮すれば、化石燃料の消費を可能なかぎり削減すべきであることは 多言を要しないが、それでもおそらく21世紀の前半は、日本における電力のかなりの割合 が化石燃料に依存せざるを得ないと言えよう。そのためにも、化石燃料の効率的な利用の 推進は不可欠である。
したがって、分散電源と集中電源のいずれにおいても、化石燃料を用いるかぎり、その 高効率化をはかり、二酸化炭素排出量をなるべく減少させることは、緊急の課題である。
①大型ガスタ−ビン発電設備での熱効率の改善
熱機関では、一般に作動ガスの温度と圧力を高めることによってその効率を向上させる ことができる。水力発電では標高のなるべく高いところからダムで水をせき止めて発電を 行い、下流に向かって何段にも水のもつエネルギ−を有効に利用することが得策であるの と同じ理屈である。
ところで、火力発電の場合、最近ではガスタ−ビンと蒸気タ−ビンを組み合わせた複合 サイクル発電(以下ではCC発電と略記する)によれば、石炭・石油による火力発電の現状 40%台の熱効率を大幅に改善できるが、この場合は、最初のガスタ−ビンの運転温度を高 めることが大きな鍵となる。今日その高温化を困難にする最大の障害は材料の耐用温度の 不足である。ガスタ−ビンの心臓部に当たる燃焼器や動翼・静翼を作るニッケル基超耐熱 合金、いわゆる超合金 (Superalloys)は、その融点が1350℃前後であり、すでに1500℃に も達するガスタ−ビンの運転温度では容易に溶融してしまうばかりでなく、1000℃でも強
度が低下して使用に耐えないため、現状では複雑な冷却構造をそれぞれの部品に作り込み、
空気で強制的に部品を冷却するともに、外面は耐熱性にすぐれ熱伝導性の小さいセラミッ クスなどで金属への伝熱をある程度遮断する遮熱被覆(TBC)を施して、金属温度を 800℃程 度にまで下げて使用している。ガスタ−ビンでは、高温ガスのエネルギ−を有効に利用す るため、静翼や動翼は大型機では 4段あるいは 5段に配列されているが、第1段では1500℃
でも、段を追うごとにガスの温度は急速に低下する。そのため、運転温度を高めれば効率 は上がると言っても、現用のニッケル基超合金を使用するかぎり、熱効率の向上に限界が 見えてきた。最近では水蒸気を冷却に利用する方式も試みられ、同じ運転温度でも 2〜3 % の効率向上は期待されるものの、冷却を用いるかぎり熱効率の向上はやがて頭打ちになる ことは必至である。
もし耐熱性がニッケル基超合金よりも大きく、タ−ビン部品の冷却が不要となれば、同 じ1500℃のガス温度でも熱効率は5%程度向上させることが可能であり、このCC発電で、
燃料に天然ガス (以下ではLNGと略記する)を用いれば、石炭・石油からの燃料転換も含 め、火力発電起源の二酸化炭素発生量を大幅に減らすことができる。
②中小型ガスタ−ビンへの寄与
中小型ガスタ−ビンでは、CC発電の形にすることはほとんど考えられないが、この場合 は熱電併給、いわゆるコジェネレ−ションシステムで熱効率はかなり大きくなる。そこで もガスタ−ビンの作動ガス温度を高めるほど、熱効率は増加する。
中小型のガスタ−ビンでも、ガス温度がすでに1000℃を超えるものが多く、従来の超合 金を無冷却で用いることはできないが、前述の先進耐熱材料の採用によって無冷却で使用 できるようになればさらに熱効率は向上する。図1.1.1−2は、従来のガスタ−ビンに比べて
図1.1.1− 2 ガスタービン単機の熱効率とタービン入口ガス温度の関係
1200℃の入口ガス温度でも、無冷却に変えることによって熱効率は約30%から33%へ、約 1割向上することを示している。ニッケル基超合金を超える耐熱性を備え、1500℃という 超高温でも十分な強度を保ちながら、耐食性もあり、しかも軽い構造材料「先進耐熱材料」
の開発が求められるようになってきたのはこのような理由によるものである。
③大型火力CC発電における二酸化炭素排出量削減の試算
熱効率55%の超高効率LNG-CC発電設備を想定して、現用火力設備1基をこれと置換す ることにより、熱効率の向上だけでなく、LNGへの燃料転換との相乗効果で、二酸化炭素 排出量は平均54%もの削減が可能である(石油火力からの転換で46%、石炭火力からの転 換では61%)。
火力発電設備の発電電力量実績は約 5,000億kWh(2000年)で、平均熱効率40%であるが、
全火力発電設備の10%だけを同一発電能力で熱効率55%の超高効率LNG-CC設備に置換で きたとすれば、熱効率の向上とLNGへの転換によって、日本の全二酸化炭素排出量は1.6%
(≒0.54×0.10× 0.99×0.30)の削減が可能となる。
発電設備の更新は大きな投資が必要となるため容易ではないが、現用の発電設備のうち 10%だけでも、老朽化した非効率な設備を55%の高効率設備に置換できれば、それだけで も日本の全二酸化炭素排出量の1.6%を削減できることになる5)。
(3)航空・宇宙分野での役割
これまでは、発電分野における先進耐熱材料の重要性を述べてきたが、航空・宇宙分野 ではさらに優れた先進耐熱材料に対する大きなニ−ズがある。
航空機のジェットエンジンは、発電用のガスタ−ビンと同様の構造を持つ、というより ジェットエンジンを地上に降ろして発電に利用したと言うべきであるが、ジェットエンジ ン用の構造材料は発電用と類似の課題を抱えており、燃料コストの削減とともに、高速化、
大型化による大量輸送などのニ−ズもあり、耐熱材料の改良と開発は極めて重要な位置付 けにある。日本における航空機産業は残念ながら世界におけるシェアは低いと言わざるを 得ないが、最近では米国ボ−イング社などとの共同開発や分担生産、さらには需要の多い 中小型の航空機、それに用いるエンジンの開発なども進んでおり、より高性能な耐熱材料 の開発も求められている。
宇宙開発の分野では、先進耐熱材料の開発に期待を寄せていた日本版無人スペ−スシャ トル「HOPE-X」の開発は、3種類の試験機の飛行実験で一応の成果を上げた後、中断・凍 結されている。一方「USERS」では、軌道上実験を 8.5ケ月実施した後、大気圏に再突入 して、宇宙で製造した超電導材料を地上に持ち帰り、日本では初めて回収に成功したが、
併せて再突入における熱防御技術は十分にその機能を果たしたことが確認された。
一方、衛星通信、衛星放送、カ−ナビゲ−ションなどの利用はすでに一般化しており、
静止あるいは非静止衛星の重要性とともに、それらを打ち上げるためのロケット技術高度 化の必要性は論をまたない。近年、H-ⅡAロケット、M-Vロケットの打ち上げ失敗のほか、
「みどり」などの衛星の不具合も続いたが、前者はCFRP製のロケットノズルの耐熱性が不 十分であったため、高温の火炎に耐えられなかったものと判断され、超高温環境下で使用 できる材料の開発が重要であることを示している。早急かつ確実な対策を講じたロケット の開発により、情報収集衛星や準天頂衛星などの民間衛星が無事打ち上げられ、衛星ミッ ションが成功裏に完遂されることを期待する。また近い将来には、スペ−スプレ−ンや再 使用ロケットの開発計画が具体化・明確化されるものと考えられる。
以上のように、宇宙分野でも、先進耐熱材料へのニ−ズはますます高くなっている。
(4)先進耐熱材料の早期開発の必要性
このような大きなニ−ズを持つ先進耐熱材料には、金属系、セラミックス系、およびそ れらの複合材料があり、モリブデン合金、C/Cコンポジット、セラミック系の複合材料など のようにごく一部の用途ではあるが、すでに実用されているもの、あるいは試験的に高温 機器に組み込まれている例もあるが、概して研究開発は始まったばかりといっても過言で はない。
また耐熱材料の分野では、開発から実用化まで、かなり長い期間が必要である。現在、
民間旅客機のジェットエンジンにおいて、その第1段および第2段動翼に普通に使われて いる単結晶超合金の製造方法は, 1960年代に開発されたが、軍用に実用化されたのは1980 年代に入ってからであり、民間機への導入は1980年代の終わりに近いころまで遅れ、いず れも20年あるいはそれ以上の期間が必要であった。ガスタ−ビン用の先進耐熱材料の開発 では、とくに10年以上という長期間の使用に耐える高度の信頼性確保も含めれば、ときに は上記のジェットエンジンの場合よりさらに長い期間と大きな経済的投資が必至である。
一方、1000℃以上の超高温に耐える材料が開発できれば、それですべて良しとすること はできない。つまり「山高ければ裾野が広がる」の例えのように、最高温度よりやや低い 温度領域でより多くの材料が必要となり、用途や特性に応じさまざまなグレードの材料が 要求されるようになろう。 適材適所で超高温機器システムを最適に構築するためのさまざ まな材料開発が常に望まれる。
図1.1.1−3は「火力発電効率の一層の高効率化」を目指した「蒸気タービン」、「ガスタ ービン」関連の材料開発に係わる主な国家プロジェクトを列挙したものである。これらの 研究開発により、表1.1.1−1のように候補材料が絞り込まれてきた。今後は、これらの候補 材料の更なる絞り込みと実用化を目指した製造技術の開発を精力的に推進していくことが 肝要である。
そこで、本調査研究では現状のNi基、Co基超合金の製造技術の転用が可能で、材料の機 械的特性面からも早期実用化の可能性が高い、金属系先進耐熱材料(高融点金属、貴金属、
金属間化合物、及びこれらの合金)の造形技術について、調査研究することとした。
今、子々孫々に伝えることのできるかけがえのない地球の保全、人類の繁栄に寄与する ことが切実に求められている。地球環境問題は、COP3が目標とする2008〜2012年で終わ るわけではなく、今後ますます厳しくなると予想される。そこで、長期的な展望を持って、
金属系先進耐熱材料の開発が緊急に推進されることを切望する。
[引用文献]
1) 田中祀捷:火力原子力発電, Vol.52, No.10 (2001), p.1204
2) 日本エネルギ−経済研究所編:「エネルギ−・経済統計要覧」(2003), pp.192-193 3) 尾本 彰:日本機械学会誌, Vol.104, No.989 (2001), p.204
4)小島紀徳:エネルギ− 風と太陽へのソフトランディング, p.161 シリ−ズ地球と人間の環境を考える(05) (日本評論社), (2003) 4) 電気事業連合会:図表で語る−エネルギ−の基礎 (2000) より試算
図1.1.1− 3 火力発電効率の一層の高効率化に向けて国家プロジェクト例
1.1.2 先進耐熱材料の開発動向について
(1) 金属系先進耐熱材料
① Ni 基超合金
Ni基超合金は、ジェットエンジン用高温材料として開発が開始されてから半世紀以上が 経過した。この間に、種々の技術的なブレークスルーがあり、高温強度特性の観点からめ ざましい進歩を遂げてきた。Ni 基超合金において、金属化合物であるγ’相(Ni3(Al,Ti))に よる析出強化が重要な役割を果しており、このγ’相の体積率を増大させるほど、優れた高 温強度特性を示す。開発当初は大気溶解であり、炭素で表面を覆うため活性元素であるAl や Ti の添加量には限界があった。また、当時主流であった鍛造超合金ではγ’相の体積率 の増大に伴い加工性が低下するという問題点もあった。これらの問題点を解決するため、
1950 年代半ばに真空溶解技術が導入され、さらには精密鋳造技術の開発により、強化γ’
相の体積率を50%近くにまで高めることを可能にした。
精密鋳造法であるロストワックス法には、図1.1.2-11)に示すようにソリッドモールド法 とセラミック・シェル・モールド法がある。現在、発電用ガスタービン翼の鋳造にはセラ ミック・シェル・モールド法が用いられている。鋳造品にはミクロポロシティー等の鋳造 欠陥が内在し、これらが疲労き裂の発生等を招くことから、熱間静水圧加圧(HIP: Hot Isostatic Pressing)処理が行われている。HIP処理は、通常アルゴンガス等不活性ガス雰 囲気で、温度1000〜1200℃、圧力 10〜15MPa 程度の条件下で行われ、これによってミ クロポロシティーが消滅し、高温疲労強度が改善されることが報告されている 2)。このよ うな製造技術の進歩とも相俟って、航空機用および発電用ガスタービンの入口温度は1960 年代から1970年代にかけて大幅に上昇した。しかしながら、多結晶材料に対し、γ’相の 体積率の増大による析出強化のみに頼った高温強度の向上には限界があり、これを克服す るため結晶制御技術の導入が図られた。
普通鋳造で製造された多結晶超合金では、最大の引張応力に垂直方向に近い方向に結晶 粒界が存在するため、これらが優先的にクリープ損傷を受けることにより破壊の起点とな
図1.1.2-1 ロストワックス法の基本工程
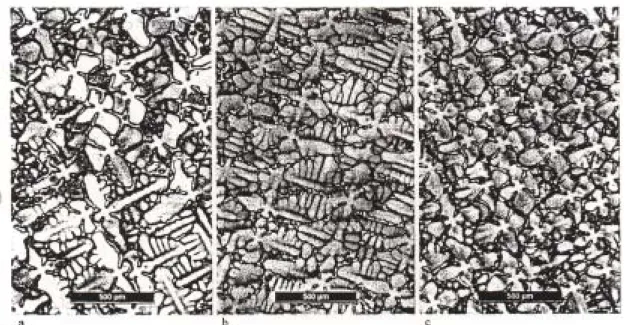
る。例えば、ガスタービン動翼では、遠心力が作用することにより翼高さ方向が最大引張 応力方向となる。このため、翼高さ方向に垂直な粒界をなくすことにより、クリープ強度 の向上が可能であることから、鋳造時の冷却プロセスを制御して翼高さ方向に結晶粒を成 長させる結晶制御技術が 1960年代半ばに米国において開発された。図 1.1.2-23)に、普通 鋳造による多結晶(等軸晶)組織と一方向凝固(DS: Directionally Solidified)鋳造によ る一方向凝固(柱状晶)組織および単結晶(SC: Single Crystal)組織、ならびにそれぞ れの鋳造炉や鋳型などをまとめて示す。また、図1.1.2-34)には、それぞれの製造方法の比 較を示す。普通鋳造では、鋳型内の溶融金属の凝固は鋳型の全接触面から同時に始まり、
内部へ進行していくことにより多結晶が形成される。これに対し、一方向凝固では鋳型の 底面からのみ冷却し、その他の面は加熱し凝固が生じないようにすることで凝固方向が一 方向に制御され、幾つかの結晶が冷却面に垂直に成長して柱状晶が形成される。さらに、
冷却面を成長する複数の結晶のなかから途中にセレクターを設けることにより、1 個の結
図1.1.2-2 鋳造方法によるガスタービン動翼鋳造組織の比較
図1.1.2-4 超合金のクリープ破断強度の比較
晶のみを成長させることで単結晶を形成させることができる。図1.1.2-45)には、多結晶材 料(IN738LC)、DS材料(CM247LC)およびSC材料(CMSX-4)のクリープ破断強度 を比較して示す。クリープ破断強度は、多結晶材料、DS材料、SC材料の順で向上してお り、SC 材料は多結晶材料に比べ 2桁程度クリープ破断強度が高いことがわかる。このよ うな、製造技術の進展がもたらした航空機用および発電用ガスタービン入口温度の上昇を 図1.1.2-56)に示す。
SC 材料がガスタービン翼材料として実機に適用されるようになったのは、航空機用が 1980年代、発電用が1990年代になってからである。SC材では、結晶粒界強化元素を添 加しないことにより、融点を上昇させ、高温溶体化処理による粗大析出γ’相の完全固溶と 微細析出を可能にした。表1.1.2-17)には、SC材の化学組成を示す。開発当初のSC材(第 1世代SC 合金)は、Reが含まれていないのに対し、第2世代SC 合金では3%程度 Re を含有することにより高温強度の向上が図られた。さらに、Re 含有量を5〜6%まで上昇 させた第3世代SC合金も既に開発されており、クリープ強度の更なる向上が図れたこと が報告されている8)。このように、1950年当時700〜800℃程度であった入口温度は、2000 年には航空機用で 1700℃、発電用で 1500℃程度にまで達している。一方で、SC 材大型 翼の実機適用には、鋳造技術の改善が必要とされている。SC 材大型化においては、固液 界面において温度こう配の低下により安定な結晶成長が阻害されることが課題とされてい る。これに対し、凝固解析による鋳造条件の最適化や、肉厚が急激に変化する部位で固液 界面が不連続になり、別の結晶が発生することを防止する製造技術の開発等がなされた。
また、大型翼では鋳型や中子が長時間高温にさらされるため、高強度、低反応性鋳型材、
中子材が開発された。
図1.1.2-5 航空機用および産業用ガスタービンのタービン入口温度の変遷
単結晶超合金の開発は、高温強度の向上を第一の目的として行われてきたが、ガスター ビン翼としての実機での適用においては、耐食性も合金開発の重要な因子の一つである。
ガスタービンでS含有量の高い燃料が使用される場合、燃料中のSと環境中から混入した NaClとの反応により、Na2SO4の溶融塩が形成される。これは、650℃付近で溶融塩中の SO3イオンが Ni酸化物の硫酸塩化(NiSO4)を促進するタイプ II高温腐食、900℃付近 で低融点共晶硫化物を形成するタイプI 高温腐食を誘引する。このような高温腐食を低減 するため、発電用ガスタービンでは高Cr合金が適用されてきた。一方、950℃を超えると 高温腐食速度は急激に低下し、酸化が支配的となる。このため、Cr含有量を低下させ、耐 酸化に効果のあるAl含有量を高めたSC材も開発され、実機で適用されている。高温強 度を向上させるためには、Cr 含有量の低下は必須であることから、ガスタービン翼では、
表面に耐食コーティングを施すことにより、基材の耐食性を補っている。
現在では、第4世代SC合金の開発が進められており、Reに加えRuを添加することで、
第3世代SC合金に比べ、組織安定性の向上とクリープ強度の向上が図られている9)。SC 材と同等以上の高温強度を目指した超合金として、機械的合金化、押し出し加工、一方向 再結晶という一連のプロセスで製造され、Y2O3のような安定な微細酸化物で分散強化した 酸化物分散強化(ODS)超合金が開発されてきている。このODS 合金は、単結晶超合金 に比べ高いクリープ強度を有することが報告されている10)が、破断延性の不足や空冷翼の 製造が困難である等により、実機ガスタービンへの本格適用には到っていない。
Ni基超合金の開発には、材料設計技術が有効であるとされており、現在では、合金組成 から経験式により各種ミクロ組織因子や高温特性を予測し最適合金組成を決定できる合金 設計プログラムや熱力学計算により高温の平衡状態を予測するプログラムが開発され 11)、 合金設計に活用されるようになってきている。このような解析技術の進展により、従来に 比べ効率的に合金設計がなされことが期待されるが、これまで同様最適化された合金の製 造技術が合金開発の根幹をなすものであり、製造技術の課題解決に向けての研究開発への 期待は大きい。
表1.1.2-1 各世代の単結晶超合金の化学組成
② Nb 基合金
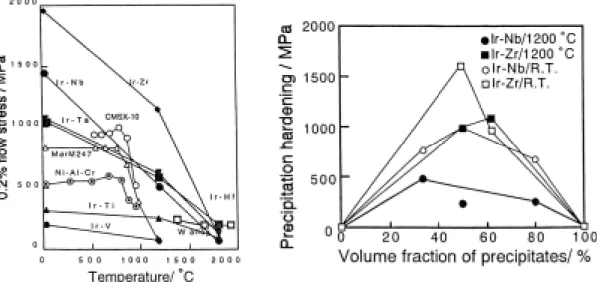
Nbは、融点が2468℃とNi基超合金に比べて1000℃程度高く、合金製造もあまり困難 ではないため、Ni基合金にかわる今後の高温材料として有望視されている。Nb合金を高 温材料に利用しようとする研究は、米国、オーストラリアなどで1960〜1970年代に行わ れ、特に米国では 60 年代に固体燃料ロケット、大気圏再突入用の機体、超音速航空機用 タービン材料などを目的とする研究は行われたが、その後の研究は比較的少ない。その理 由は、①Ni基超合金に比べ融点が1000℃程度高いので溶解・製造が容易でない。②高温 での耐参加性・耐食性が不十分である。③Ni基超合金が高温強度、耐食性等の諸特性でバ ランスのいい材料であり、急速な発展を遂げた、などが挙げられている12)。しかしここ数 年では、「高温用高融点金属−金属間化合物複合材料」と称して、NbにTiおよびAlとと もに、Siを添加して、一方向凝固法によりNbの固溶体とNiとSiの化合物の複合組織と し、1200℃付近では Ni 基超合金に匹敵する耐酸化性を備えた合金が開発されている 13)。 それでも、第3世代以降のNi基超合金の高温強度を上回るには到っていない。
わが国では、1996 年から当時の通産省工技院のプロジェクトとして 6 ヵ年にわたり、
Nb を主成分とした超高温材料の研究が実施された。その中では、①1500℃での比強度:
50MPa/Mg/m3以上、②1500℃−100時間クリープ破断強さ:150MPa以上、③耐酸化性:
1500℃−1万時間暴露後の腐食減肉250µm以下、が数値目標とされた。また、副次的目標
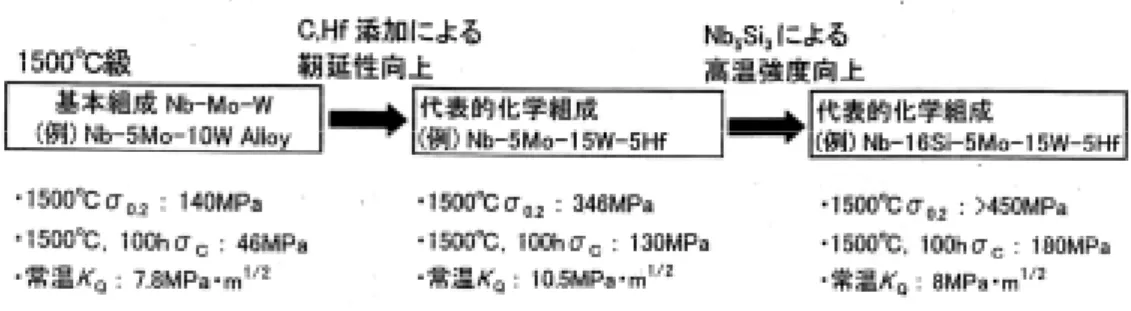
として破壊靭性 10MPam1/2とされた。開発の経緯は、図 1.1.2-612)のように要約され、Nb の一次固溶体をマトリックスに用いることにより靭性・延性を確保し、適切な合金元素の 添加による固溶強化、化合物の析出・分散による強化が図られた。Nbに対する添加元素の 影響が調べられ、MoとWの添加は高温強度の向上には有効であるが、添加量が増加する とともに破壊靭性が急激に低下することが明らかとなった(14)。そこで、MoとWの添加量 を抑え、固溶強化合金の基本組成が[Nb-5Mo-10W]とされた。さらに、靭性・延性の低下を 損なわず高温強度を高める手法として、金属間化合物の相の分散強化が検討され、図
1.1-712)に示す16%のSiを添加して、凝固のままでNb一次固溶体とケイ化物の複合組織と
して強化が試みられた。このように凝固のままで、軟質のマトリックスと硬い強化相の複 合組織が生成する場合は、溶解・凝固プロセスだけで複合材料が作製できることから、し ばしばIn-situ compositeと呼ばれる。図1.1.2-7の状態図左下部分のNbb+aNb(Mo,W)5Si3の 領域のうち、MoとWをともに15%以下として、機械的性質が調べられており、その結果、
Nb-16Si-5Mo-15W-5Hf合金で1500℃での耐力450MPaが得られたことが報告されている12)。 これにより、同合金の密度が9.0Mg/m3程度であることから、比強度は目標の50MPa/Mg/m3
図1.1.2-6 1500℃級Nb基複合材料の設計と高温強度