高誘電率酸化タンタル膜の低消費電力高集積
DRAM
への適用
神力
博
†∗a)Application of Ta
2O
5Dielectric Films for Storage Capacitor of Low Power and
High Density DRAMs
Hiroshi SHINRIKI
†∗a)あらまし 64 メガビット DRAM 以降の低消費電力高集積 DRAM の実現には,容量絶縁膜を SiO2膜厚に換
算して3 nm 以下に薄膜化し,必要な蓄積電荷量を確保することが必須であった.CVD 法で形成した高誘電率 酸化タンタル膜において,立体構造メモリセルへの良好な被覆性,膜中の酸素欠陥を修復する活性酸素熱処理に よるリーク電流の大幅な低減,結晶化による高信頼化を可能とし,3 nm 以下の薄膜化を実現した.容量絶縁膜 に高誘電率誘電体を適用し,初めて64 メガビット DRAM を実現した.その後,高誘電率膜製造装置の開発と DRAM の更なる高集積化に向けた開発が加速されていった.これらの経緯について述べる. キーワード 半導体,誘電体,DRAM,酸化タンタル,CVD
1.
ま え が き
DRAM(Dynamic Random Access Memory)が
開発されてから46年,1970年に1キロビットであっ た記憶容量は4ギガビットを超えており,6桁以上の高 集積化を実現している.この低消費電力高集積DRAM の発展により,携帯型コンピュータ,スマートフォン などの利便性を享受できるようになり,現代の高度な 情報化社会の発展に大きく貢献した.DRAM製品の 市場規模は約5兆円/年に達しつつある.DRAMの開 発には,最先端の微細加工技術が適用されてきた.し かしながら,DRAMの高集積化は微細加工技術だけ でなく,メモリセル構造の立体化と容量絶縁膜の薄膜 化が必要であった.本論文では,容量絶縁膜として初 めて高誘電率誘電体を適用し,世界に先駆けて64メ ガビットDRAMを実現するとともに,その後の高誘 電率誘電体膜製造装置の開発,高誘電率誘電体膜を搭 載したDRAMの開発が加速されていった経緯につい て述べる. †神力社(出版),松戸市
Shinriki-sya, Matsudo-shi, 270–2242 Japan ∗元日立製作所員,元東京エレクトロン社員 a) E-mail: [email protected]
2.
半導体素子用高誘電率誘電体研究の着手
筆者は1981年に日立製作所に入社し,半導体の 開発センターに配属され,開発中の256キロビット DRAMのパッシベーション膜となるプラズマCVD(Chemical Vapor Deposition)による窒化シリコン
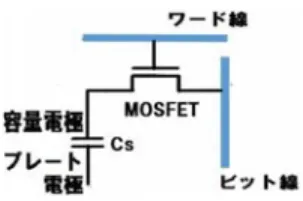
膜の形成技術を担当した.当時,日立製作所は64キ ロビットDRAM生産量で世界のトップとなり,半導 体開発も活気に満ちていた.入社2–3年で高価な半導 体製造装置の選定,立ち上げも任せられ,大学では触 れることのなかった最先端のCVD製造装置を熟知す ることになった.ここでの最先端の製造工程での体験 は,その後の研究開発を進めるうえでの技術的バック ボーンになったと思う.しかしながら,入社当初から 基礎研究がしたいと希望しており,1984年に日立製作 所中央研究所に転属となった.ここで,次世代の16メ ガビット以降のDRAMの構造材料の研究グループに 加わり,高誘電率誘電体の研究に着手することになっ た.当時の中央研究所はDRAM製品で世界トップと なった半導体事業部の支えがあり,次世代のDRAM の研究開発においても世界の先端を走っていた.図1 はメモリセルの基本回路を示している.メモリセルは スイッチとなるトランジスタ(MOSFET)と蓄積容量 Csとから構成され,電荷量を保持するか保持しないか により1ビットの情報を記憶することができる.図2
積Acellは世代が進み,集積度が4倍となるにつれ, ほぼ1/3に縮小されている.4メガビットDRAM世 代より,Qsの減少分はメモリセルの容量電極の表面積 Acapをほぼ一定値に保つことにより補い,低消費電 力化のための電源電圧Vcc(= 2 Vop)の低減による Qsの減少分は容量絶縁膜の膜厚Tox(SiO2の比誘電 率に換算した膜厚)の薄膜化による容量Coxの増加に より補ってきた(図2記載のQsの計算式参照).日立 製作所はAcapをほぼ一定値に保つため,DRAMメ モリセルを立体化した積層型容量,溝形容量メモリセ ルを他社に先駆けて特許出願し,試作を行った[2].4 メガビットDRAMより積層型容量が採用され,多結 晶シリコン蓄積電極上の容量絶縁膜としてSi3N4膜と 図 1 DRAMメモリセルの基本回路
Fig. 1 Basic Circuit of DRAM Memory Cell.
図 2 Qs, Acell, Acap, Vop, Cox vs DRAM集積度 Fig. 2 Qs, Acell, Acap, Vop, and Cox vs DRAM
in-tegration. NECなども高誘電率誘電体の研究に着手していたが, 将来は必要になるかもしれないと判断してのことで あった.
3.
世界初の高誘電率誘電体
Ta
2O
5膜のシ
リコン半導体集積回路製品への適用
1984–5年当時は,DRAMに高誘電率誘電体を必要 とされる状況ではなく,必要とされる製品として16キ ロビットバイポーラメモリ素子が挙げられた.図3に その回路図を示す高速バイポーラメモリ素子では,メ モリセル面積の縮小によりショトキーバリアダイオー ドの浮遊容量が減少し,α線の影響により負電荷e− が発生し,記憶された情報が誤って書き換えられるソ フトエラーが発生しやすくなる.このため,セル面積 を1/3に縮小する際に,小面積で大容量が得られる キャパシタを並列に配置し,ソフトエラー防止に十分 な浮遊容量を確保した[4].この目標とする容量を実現 するには,Toxは4 nm以下とする必要があった.し かしながら,当時の半導体製造工程で使用されている 誘電体薄膜で,この極薄膜領域で製品レベルの長期信 頼性を確保できる材料はなかった. 一方,高誘電率誘電体の容量膜としての将来性は明 確であった.高誘電率材料のリーク電流が10−6A/cm2 となる最大電界強度と比誘電率の積εr· Eの比誘電率 εr依存性を図4に示す[5].点線で示すように,比誘 電率εrの1/2乗に比例してεr· Eが大きくなる.こ れは利用できる電荷量が大きくなることを意味してお り,DRAMの蓄積容量絶縁膜用の材料として性能が 高くなることを示している.本研究では,比誘電率が 図 3 バイポーラメモリセル回路図図 4 最大電界強度・比誘電率 vs 比誘電率 Fig. 4 εr· E vs εr.
図 5 スパッター法,CVD 法による Ta2O5膜の絶縁耐
圧(Eox)と SiO2換算膜厚 (Tox) の乾燥酸素熱処 理温度依存性
Fig. 5 Eox and Tox of sputter and CVD-Ta2O5films dependent on dry oxygen annealing tempera-ture. 20以上の金属酸化物のなかで,2元系で安定して製造 でき,誘電損失が少ない材料としてTa2O5を選択し た.Ta2O5膜の課題は製品レベルの信頼性とDRAM の高温プロセスに適合しうる耐熱性と考えられた. 図5は反応性スパッター法(SP)により形成した 40 nmと6 nmのTa2O5膜の電界強度Eox(リーク
電流が10−6A/cm2となる印加電圧/Tox)とToxの
乾燥酸素熱処理温度依存性を示している.40 nmでは 600◦C以上の熱処理によりクラックが生成し,Eoxが 低下する.一方,6 nmでは600◦C以上の温度,特に, 結晶化する800◦Cの熱処理によっても,Toxが一定 (3.4 nm)に保持されながらEoxが向上する.CVD法 により形成したTa2O5膜は800◦Cまでの乾燥酸素熱 処理によっても,Eoxが低いままである. 図6は多結晶シリコン上に形成したTa2O5膜との 界面に成長する界面SiO2 膜厚のTa2O5膜厚と乾燥 酸素熱処理温度依存性を示している[7].Ta2O5膜が 10 nm以下ではTa2O5膜特有の現象がみられた.界 面SiO2膜厚はTa2O5膜厚が薄いほど,熱処理温度が 図 6 乾燥酸素熱処理による Ta2O5/Si界面の SiO2の成 長の Ta2O5膜厚依存性
Fig. 6 Increase in SiO2 thickness at the Ta2O5/Si interface after dry O2annealing (30 min) as a function of Ta2O5thickness.
図 7 50%累積不良率に至る絶縁破壊時間のストレス電界
強度依存性
Fig. 7 Time to 50% cumulative failures as a function of applied electric field strength (TDDB char-acteristics). 高いほど増加する.800◦Cの熱処理では,界面SiO2 膜厚はわずかに成長するものの,Ta2O5膜の結晶化に より比誘電率が1.5倍に増大するため,Ta2O5/SiO2 積層膜の容量が減少することはなかった.したがって, 10 nm以下のTa2O5膜はDRAMの高温プロセスに 適合できる.また,局所的にTa2O5膜が薄い部分,あ るいは,結晶化の際に生成したボイドなどのウィーク スポットでは,界面SiO2膜がより厚く成長し,欠陥 が修復され,絶縁破壊信頼性も大きく改善された.以 下では800◦Cの乾燥酸素熱処理をウィークスポット酸 化結晶化熱処理と記載する.図7は熱酸化SiO2膜と
Ta2O5 膜とのTDDB (Time Dependent Dielectric
Breakdown)特性の比較である.同一のストレス電界 強度Eoxでの絶縁破壊寿命は,Ta2O5膜がSiO2膜よ りも5桁長い[6], [7].シリコン半導体素子で最も信頼 されてきた単結晶Siの熱酸化SiO2膜よりも,結晶性 Ta2O5膜が優れた長期信頼性を示したことは,高誘電 率誘電体膜は信頼性が低い,誘電体は非晶質であるべ きという当時の常識を覆すものであった.Ta2O5膜を バイポーラメモリ素子に必要とされるToxが3∼4 nm
量トップの座を奪還しつつあった.中央研究所では2 世代先の64メガビットDRAMを開発中であった.目 標とする低消費電力64メガビットDRAMでは,電 源電圧を1.5 Vとするため,メモリセルの蓄積電荷量 を確保することはより難しい課題となった.図2に 示すように,メモリセルの立体化に加えて,容量絶縁 膜のToxは3 nm以下に薄膜化することが必須となっ た[1].この要求を満たすために,図8に示す王冠型 メモリセルでは,王冠型容量電極構造により電極表面 積を確保し,被覆性の優れたCVD法による高誘電率 容量絶縁膜を適用することとした[8].更に,多結晶シ リコン容量電極表面に凹凸を形成し,表面積を倍増で きる半球状多結晶シリコン(Hemispherical-grained silicon以下HSG-Si)[9]上に高誘電率容量絶縁膜を形 成すれば,256メガビットDRAMも実現可能と確信 した. 一 方 ,16 メ ガ ビット DRAM に 適 用 さ れ た Si3N4/SiO2積層膜では,図2に示す電源電圧の低 減に対応して5 nm以下に薄膜化すると,リーク電流 が雪崩的に増加することがわかった[3].スパッター Ta2O5膜は64メガビットDRAMで必要とされる薄 膜化,低リーク電流の目標はみたすものの,図8に示 すような王冠型容量電極構造の表面に,被覆性良く形 成する事は困難であった.このため,製造方法として CVD法を用いる事が必要となった.CVD原料として Ta(OC2H5)5とO2を用いて,減圧CVD装置により, 表面律速となる480◦C以下の成膜温度で,被覆性の 良好なTa2O5膜を形成することができた.図8に示 図 8 王冠型(CROWN)メモリセル断面模式図
Fig. 8 Schematic Cross Sectional View of CROWN cell. かった.良好な被覆性にもかかわらず絶縁性が低く, DRAMへの適用は難しかった.そこで,光CVDに よる酸化タンタル膜の形成において,被覆性は不十分 なものの,400◦C以下の低温プロセスで形成した膜 においても,比較的絶縁性が高い事に注目した[10]. 良好な被覆性の得られる減圧CVDによりTa2O5膜 を成膜した後,紫外線を照射しながら低温熱処理す るアイデアが生まれた.紫外線の波長,照射される ガス種,真空条件,加熱温度について最適化した.紫 外線照射により活性化された酸素原子やオゾンで熱 処理することにより,Ta2O5膜中の酸素欠陥が減少 し,リーク電流が減少する現象を発見することができ た[11].図10は,Toxが3.2 nmのCVD-Ta2O5膜 に対して,300◦Cのオゾン雰囲気における紫外線照射 (以下UV-O3処理)がリーク電流密度に与える影響 を示したものである.UV-O3処理時間を長くするほ ど,リーク電流が減少する.この処理は非晶質状態で
図 9 半球状多結晶 Si 上の CVD-Ta2O5膜の断面 TEM 写真
Fig. 9 Cross sectional TEM photo of CVD-Ta2O5on HSG-Si.
図 10 CVD-Ta2O5膜の UV-O3処理によるリーク電流 低減
Fig. 10 Reduction of leakage current of CVD-Ta2O5 by UV-O3treatment.
図 11 CVD-Ta2O5膜の酸素欠陥修復モデル Fig. 11 Model of the mechanism for reducing
leak-age current of CVD-Ta2O5 film by UV-O3 annealing.
図 12 CVD-Ta2O5膜の O/Ta 比の UV-O3処理時間依 存性
Fig. 12 O/Ta atomic ratio of CVD-Ta2O5 film de-pendent on UV-O3annealing time.
のみ効果を発揮する[11], [12].UV-O3処理をした後, ウィークスポット酸化結晶化熱処理をする二段階熱処 理(2-step)により,低いリーク電流を維持しながら 高信頼化することが可能となった[5], [11], [12]. 図11はTa2O5膜中の酸素欠陥が活性酸素の拡散に より修復されるモデルを示す.オゾンは254 nmの紫 外線の照射により一重項の活性酸素原子O(1D)が 生成され,これが膜中を拡散し,酸素欠陥に選択的 に化学結合を生成すると考えている.オゾンの熱分 解,酸素の高周波励起によっても同様な効果が得られ た.これらの活性酸素熱処理工程は,CVD法やALD
(Atomic layer deposition)法による金属酸化物の酸 素欠陥を低減する基本的製造技術となった.二段階熱 処理後のO/Ta比の評価結果を図12に示す.O/Ta 比はUV-O3処理時間とともに増加し,約2.55で飽和 する.Taへの酸素配位数の高い結晶構造を示唆して いる.Ta2O5膜の膜厚が厚いほど,より長い処理時間 が必要となることから,図11のモデルに示すように, 活性酸素原子の拡散律速による修復工程と考える[11]. 図13にTa2O5膜とSi3N4/SiO2積層膜のリーク電 流が10−6A/cm2となる印加電圧とToxの関係を示 す.リーク電流を10−6A/cm2以下とすることで,良 好なメモリ動作を維持できる.図2に示したように, 図 13 低消費電力 DRAM 容量絶縁膜に適用可能な SiO2 換算膜厚(nm)vs 所定のリーク電流以下となる電 源電圧 (v)
Fig. 13 Applicable Tox to low power and high den-sity DRAM as a function of source voltage.
DRAMの高集積化とともに,低消費電力化のため電源 電圧Vccが低減される.線Aは印加電圧が1/2 Vccで ある場合(1/2 Vcc方式)に,良好なメモリ動作の境界 となるToxと印加電圧との関係を示す.DRAMに適 用するには,線Aの上方の領域の特性となる必要があ る.16メガビットDRAMに適用されたSi3N4/SiO2 積層膜(Tox = 5.5 nm)を薄膜化すると,4∼5 nmの 領域で雪崩的なリーク電流の増大により,線Aの下 方の領域の特性となる.一方,Ta2O5 膜では,3 nm 以下の領域に薄膜化しても,リーク電流の雪崩的な増 加はなく,線Aの上方の領域の特性を示す.したがっ て,64メガビット以降の低消費電力DRAMの実現に は,高誘電率容量絶縁膜が必須になると確信した.ギ ガビットDRAMでは,高誘電率誘電体材料,金属電 極の最適化により,Toxは1–2 nmまで薄膜化される ことになった[1]. CVD法で形成したTa2O5 膜を,UV-O3 処理と ウィークスポット酸化結晶化熱処理との二段階の熱処 理により形成した結晶性Ta2O5膜を容量絶縁膜に適用 し,世界に先駆けて高誘電率誘電体を搭載した64メガ ビットDRAMの開発に成功した[8], [11], [12].図14 は王冠型(CROWN)メモリセルにTa2O5膜を適用 した64メガビットDRAM用メモリセルの断面写真 を示している[5], [8].図15は得られた王冠型メモリ セルの容量特性を示している[8].1.5 V電源に対して, 十分に低いリーク電流でありながら,Toxは2.8 nmま で薄膜化できた.更に,高集積化された256メがビッ
図 14 CVD-Ta2O5膜を容量絶縁膜に適用した 64 メガ ビット DRAM 王冠型メモリセル断面構造写真 Fig. 14 Cross Sectional SEM photograph of CROWN
memory cell having CVD-Ta2O5storage di-electric film.
図 15 王冠型メモリセルの容量部特性
Fig. 15 Leakage current and storage capacitance of CROWN memory cell.
ト,DRAMでは,HSG-Si電極の適用により,必要な 蓄積電荷量を確保できる.21世紀を目前に,高誘電率 誘電体を適用した64メガビットDRAM製品,更に, 256メガビットDRAM製品の誕生につながった.
5.
低酸素欠陥結晶性極薄
Ta
2O
5膜の構造
バイポーラメモリ素子,DRAM素子にTa2O5膜 を初めて適用した研究開発の経緯について報告してき た.それぞれの形成方法は反応性スパッター,及び, CVD法を用いた.CVD法を用いた場合には,活性 酸素熱処理により非晶質状態のTa2O5膜の酸素欠陥 を低減し,ウィークスポット酸化結晶化熱処理により 図 16 CVD-Ta2O5膜の各熱処理後の X 線回折スペク トルFig. 16 X-ray diffraction spectra of CVD-Ta2O5 films.
図 17 TaL(III)吸収域の EXAFS スペクトル Fig. 17 EXAFS spectrum of TaL(III) absorption.
SiO2換算膜厚2.8 nmの結晶性Ta2O5膜を形成した. 活性酸素処理を行わずに結晶化する場合には,リー ク電流を低減することはできなかった.そこで,酸素 欠陥の有無によるTa2O5膜の構造について検討した. 図16はCVD法により形成した極薄Ta2O5 膜のX 線回折スペクトルを示す[12].10 nmの薄膜領域では, UV-O3処理では非晶質のままであるが,800◦Cの乾 燥酸素熱処理により結晶化している.しかしながら, 薄膜X線回折により,酸素欠陥の影響を評価するのは 難しい.非晶質相から結晶相に渡る構造変化を測定す る方法としてEXAFS(Extended X-ray Absorption Fine Structure)が有効である.シンクロトロン放射 光を試料表面に約0.3◦で入射させ,表面で全反射する ことにより,侵入深さを10 nm以下とした.この条件 で蛍光EXAFSを測定した.測定はTaL(III)殻の吸 収を用いた.図17に得られた吸収スペクトル(挿入 図)をフーリエ変換して得られた動径分布を示す.点 線にて示す虚数部のピークが結合距離を反映している (位相シフトを考慮していないので,実際より短い位置 にピークがでている).EXAFSを用いたTa-O結合距 離,Taへの酸素の配位数の評価より,活性酸素処理の 有無,製造方法の違いによりTa2O5膜の結晶性が異 なることがわかった[5], [12].図18は平均Ta-O結合
図 18 Ta2O5膜の配位数,Ta-O 結合距離の Ta2O5製 造方法,熱処理依存性
Fig. 18 Dependence of Ta-O bond length and O coor-dination number to Ta on deposition method and post heat treatments.
図 19 δ-Ta2O5結晶ユニットモデル Fig. 19 Model ofδ-Ta2O5crystal.
距離とTaへの酸素の平均配位数について,CVD膜, スパッター膜について,それぞれの熱処理工程による 変化を示している.CVD膜はUV-O3 処理とウィー クスポット酸化結晶化熱処理を行うことにより,Ta-O 結合距離が短く8配位の結晶となる.UV-O3 処理を 行わないとTa-O結合距離が長く,配位数の少ない結 晶となる.一方,スパッター膜は非晶質,結晶とも,7 配位でTa-O結合距離も大きな変化はなかった.8配 位の結晶は六方晶のδ-Ta2O5構造であり,7配位の結 晶は斜方晶のβ-Ta2O5構造と推定できる.それぞれ の結晶格子のモデルを図19,図20に示す.図19に 示すように,Ta原子とO原子の配列する面とO原子 のみが配列する面が交互に繰り返される.X線回折に よる格子定数の変化から,CVD膜はUV-O3処理と ウィークスポット酸化結晶化熱処理との二段階の熱処 理により,Ta原子とO原子の配列する面の酸素欠陥 が修復され,O/Ta比が2.54となり,絶縁性が改善さ れる[12]. 一方,β-Ta2O5構造では,22個のTa原子と55個 図 20 β-Ta2O5結晶ユニットモデル Fig. 20 Model ofβ-Ta2O5crystal.
の酸素原子とからなる結晶格子を有しており,バルク の結晶では3個の酸素欠陥が安定して存在する.ス パッター膜は気相中でTaターゲット表面がプラズマ 酸化されながらスパッターされ,気相中でTa-O結合 が生成される.活性なプラズマ酸素の効果により酸素 欠陥の生成が抑制され,平均配位は7配位に近くなっ たと考えられる.一方,CVD膜では堆積時は酸素欠 陥が多く,そのまま結晶化する場合と酸素欠陥を低減 した後に結晶化する場合とで構造が大きく変化する. スパッター膜とCVD膜が異なる配位数の結晶となる 原因は,堆積時のTa-O結合距離の違いを反映してい る.CVDの原料であるTa(OC2H5)5分子中にTa-O 結合が存在し,その結合距離は堆積時のスパッター膜 のTa-O結合距離より短く,結晶化の際に,より配位 数の多い結晶構造になると考えられる[12].いずれも 酸素欠陥が低減された結晶膜では,良好な絶縁性を示 した.
6.
高誘電率誘電体膜製造装置の開発
64メガビットDRAM以降の高集積化には高誘電率 誘電体が必須となることを示したことにより,DRAM 用高誘電率誘電体製造装置の必要性が高まった.筆者 は1995年より東京エレクトロンとDRAMメーカー との共同による高誘電率誘電体製造装置開発プロジェ クトに携わることになった.バッチ式製造装置では縦 型減圧CVD装置と熱処理装置との組み合わせ,枚葉 式装置では,図21に示すように,CVDモジュールと 活性酸素処理モジュールから構成されるクラスタ装置 を開発した.目標の膜厚の一部を形成し,活性酸素処 理(UV-O3など)を行い,更に,残りの膜厚を形成 し,活性酸素処理を行う方法によりスループットを向 上させた.図11に示すように,Ta2O5膜厚が厚いほ ど,活性酸素の拡散に要する時間は指数関数的に増加Fig. 21 Concept of Single wafer type cluster tool. する.したがって,複数層ごとに分割して形成するこ とで,正味の活性酸素処理時間を大きく低減すること ができる.SiO2換算膜厚2.8 nmのTa2O5膜製造の スループットは20枚以上/時間が得られた. その後,2000年前後よりASM-Microchemistry社 のALD法による新しい高誘電率誘電体膜製造方法が 注目されるようになった.これは単原子層成長を繰り 返す方式であり,化合物半導体などのシリコン半導体 以外の分野で使われていた.しかしながら,金属酸 化物からなる極薄高誘電率誘電体膜を形成するには, ALD法は最適な製造方法であった.容量電極上へ金属 化合物原料,例えば,Ta(OC2H5)5を吸着させ,パー ジした後,活性な酸素源を供給して配位子を除去し, パージして単原子層のTa-O層(0.5-1原子層)を形成 する工程を複数回繰り返すことで,酸素欠陥のない金 属酸化物を形成することができる[13].ALD法では CVD法に比較して,自己停止機構を利用して単原子 層が成長できるので,工程を繰り返すことでDRAM の円筒型電極のアスペクト比が10となっても,優れ た被覆性を実現できた.これらの製造方法の進歩によ り,高誘電率容量絶縁膜を適用したDRAMは,4ギ ガビットを超える集積度まで製造が可能となった.
7.
む す び
現在,高誘電率誘電体はDRAMの容量絶縁膜,シ リコンMOSFETのゲート絶縁膜として不可欠となっ た.開発当初は,DRAM製品に必要とされる高い信 頼性を高誘電率誘電体膜によって確保できる見通しは 全くなかった.しかしながら,シリコン半導体製品に 初めて高誘電率誘電体を適用し,その優れた信頼性 を実証できたことにより,その後の高誘電率誘電体製 造装置の開発,それを適用したDRAM等の半導体素 子の開発,製品化が加速していった.その後,技術的 に先行していたにもかかわらず,日本のDRAMメー カーが独自の事業を継続できなくなったことは誠に残 念である.現在,DRAMに使われている容量型メモ に深く感謝いたします.当時の日立製作所中央研究 DRAMプロジェクトメンバーの皆様,高誘電率誘電 体膜製造装置の開発に共に取り組んだ東京エレクトロ ンの皆様に感謝いたします. 文 献[1] H. Shinriki, T. Kisu, S. Kimura, Y. Nishioka, Y. Kawamoto, and K. Mukai, “Promising storage capac-itor structures with thin Ta2O5 film for low-power high-density DRAM’s,” IEEE Trans. Electron De-vices, vol.ED-37, no.9, pp.1939–1947, Sept. 1990. [2] M. Koyanagi, T. Sunami, N, Hashimoto, and M.
Ashikawa, “Novel high density stacked capacitor MOSRAM,” IEDM Tech, Dig., p.348, 1978. [3] J. Yugami, T. Mine, S. Iijima, and A. Hiraiwa,
“Inter-poly SiO2/Si3N4capacitor films 5 nm thick for deep submicron LSIs,” Extended Abstract 20th Conf. on Solid State Devices and Materials, p.173, Tokyo, 1989.
[4] Y. Nishioka, N. Honmma, H. Shinriki, K. Mukai, K. Yamaguchi, A. Uchida, K. Higeta, and K .Ogiue, “Ultra-thin Ta2O5dielectric film for high-speed bipo-lar memories,” IEEE Trans. Electron Devices, vol.34, no.9, p.1957, Sept. 1987.
[5] 神力 博,“高誘電率材料の LSI 容量絶縁膜への応用,”応
用物理,vol.60, no.11, 1991.
[6] Y. Nishioka, H. Shinriki, and K. Mukai, “Time dependent dielectric breakdown characteristics of Ta2O5/SiO2 double films,” J. Electrochem. Soc., vol.136, no.3, pp.872–873, 1989.
[7] H. Shinriki, Y. Nishioka, and K. Mukai, “Highly reli-able Ta2O5/SiO2double dielectric films on poly crys-talline silicon,” Extended Abstracts of the 19th Con-ference on Solid State Devices and Materials, pp.215– 218, Tokyo, 1987.
[8] T. Kaga, T. Kure, H. Shinriki, Y. Kawamoto, F. Murai, T. Nishida, Y. Nakagome, D. Hisamoto, T. Kisu, E. Takeda, and K. Itoh, “Crown-shaped stacked-capacitor cell for 1.5-V operation 64-MbDRAMs,” IEEE Trans. Electron Devices, vol.38, p.255, 1991.
[9] H. Watanabe, T. Tatsumi, A. Sakai, N. Aoto, and T. Kajikkawa, “An advanced technique for fabricat-ing hemispherical-grained (HSG) silicon storage elec-trodes,” IEEE Trans. Electron Devices, vol.ED-42, no.2, p.295, Feb. 1995.
oxide film from pentamethoxy tantalum for VLSI dy-namic memories,” Jpn. J. Appl. Phys., vol.25, L306, 1986.
[11] H. Shinriki and M. Nakata, “UV-O3 and Dry-O2: Two-step annealed chemical vapor-deposited Ta2O5 films for storage dielectrics of 64-Mb DRAM’s,” IEEE Trans. Electron Devices, vol.ED-38, no.3, p.455, March 1991.
[12] H. Shinriki, M. Hiratani, A. Nakano, and S. Tachi, “Effect of oxygen addition on structure and current conduction mechanism of amorphous and crystallized extremely thin CVD-Ta2O5 films,” Extended Ab-stracts of the 1991 Conference on Solid State Devices and Materials, Yokohama, pp.198–200, 1991. [13] M. Ritala and M. Leskela, “Atomic layer deposition,”
in Hand book of Thin Film Materials, H.S. Nalwa, ed., vol.1, 103, 2002. (平成 29 年 1 月 22 日受付,4 月 17 日再受付, 9月 12 日公開) 神力 博 1979東京大学・理卒.1981 同大大学院 修士課程卒.2015 2015 SSDM AWARD 授賞.2016 日本大学・工学博士.現在,神 力社(出版)代表.