イオンシンニング装置の試作
早川
元造・ 澤田
友宏・ 清水
司
4.岡
宗雄
生産機械工学科
,4村
田製作所
(1987年9月 1日
受理
)Manufacturing of an lon irhinning AppaFatuS
by
MotOzo HAYAttAWA,Tornoh'o SAWADA,Tsukasa SI‐ IIMIZU*,Muneo OKA
Dё
partment Of Mechanical EngineeFing
IMurata Co.)Ltd.
(Received Septenloer l,1987)
Manllfacturing of an ion thinning appaFatuS for anaki4g a thin foil specirnen ot
teram■ materi,Is for the tran就 ssion.electFOn miCroscOpe is described. The
assemblage of the ion‐gHぃ。a spesimen h01deF iS praced in a vacu―tllla Chamber of a
cOmm"cia4ァ
nade vacコum wstem. Ttt gtln is Of a dmple strttture and Operatedby DC.at 5-6kV supplied thr(卜 lgh a llleOn―transformer and a diOd― ё, The thinn g rate∼0.5″―m Was achieved fOr yttFia pa■ially stabHizedとircOnia,
Key wOrds‐ IIOn thin ng apparat蛉 ,Preparaio■ of a―tFanSmittion eFectrOn microscopesptti“en,TFan∝正ssion
ま え が き 材料の組織
,結
晶学 の研究 には,透
過電子顕微鏡(T
EM)観
察 (電子線回折 を含 む)は
重要な役割 を果 たす。TEM観
察 においては,試
料 を電子線 が十分透過 す るよ うに厚 さ0.lμ日以下 まで薄 くす る必要 があ る[1].金属 ・ 合金 を含めた広 い範囲の団体物賞 ほは,化
学研磨法や 電解研磨法が適用 され るが,セ
ラ ミックスやあ る種の合 金な ど上述の研磨法が適用 で きな い物賀 も数多 く存在す る。この ような物賀の研磨 に適用 され るのが イオ ンシン ニング法である。この イオンシンニング法 とは,ス
パ ッ タリング現象 を利用 して,試
料表面を原子,分
子のオー ダで除去 し,薄
くしてい く研磨法 であ り,物
理学 的研磨 法 と呼ぶべ きものであ る。そ して,これはセラ ミックス に限 らず,試
料物質の構成元茉 を問わず,あらゆ る団体 材料 こと適用可能な研磨法で ある。 イオンシンニング法 に よって研磨を行 うイオンシンニ ング装置 は,市
販のものでは数百万円 と高価な装置 であ る。しか し,装
置 の構造 自体 は比較的簡単なものであ り, 真空系 に既存の真空蒸着装置 を用 いれば安価 (数十万 円 以下)に
自作可能であ る。な お,この装置 において,イ オンガ ンは前新 日本製鉄株式会社中央研究所の坂 日氏の 設計 によるもの を用 いた。 イオンジシエング法 は,試
料 を原子,分
子のオーダで 少 しずつ薄 くす る研磨法 であるので,短
時間で効率 よ く 研磨 を行 うためには,あらか じめ試料 を機械的研磨 によ り30μ m程度 まで薄 くしてお く必要があ る。また,イオ ンシンニング法 に よる研磨の際,試
料 の中心か ら薄 くな るように凹形球面状 に研磨 す るための装置 として,予
備 研磨装置を併せて製作 した 。2.
原 理 Ar,Кr,Xeなどの不活性ガ スを高周波放電や直流方電 で イオン化 し[1][2],そ れを電気的に1∼50kV程度の電 圧 で加速 して,団
体表面 ほ衝突 させたとき,この高エネ ル ギを持 つた入射 イオン と団体原子 とが,弾
性 あ るいは 非弾性衝突 をす る。そ して,この衝突 に よ り結合エネル ギ以上のエネル キを与え られ た団体原子 が,回
体表面 よ り弾 き出 され る。この現象 をスパ ッタ リング現象 という。 スバ ッタ リングの特性 の中で最 も重要な ものは,スバ ッタ率(S)で
あ り,これは,入
射 イオ ン1個あた りに スバ ッタされ た原子の数 で表 され る。この スバ ッタ率S
に影響す る要 因 と して,(1)入
射 イオンと団体材料 の種類(2)入
射 イオ ンのエ ネルギ(3)入
射 イオ ンの入射角(4)
団体表面 の結 晶構造 の ようなものが あげ られ る[3].
(1)として,入
射 イオ ン と団体原子の質量 が近い方bIエ ネル ギ伝達効率 が よ く,入
射 イオンと団体原子 との衝突 の確率な どにも影響 す る[2]。 (2)として,入
射 イオン のエ ネル ギが増加 す るとスパ ッタ率 も増加 するが,入
射 イオ ンのエネル ギが10∼100keVになると,スパ ツタ率が それ以上増加 しな くな るというエネルギ値 がある[2]. (3)として,スパ ッタ率Sとイオン入射角 θが0° のとき Sは低 く,θが増加 す るとSも増加す る。そ して,θが 60∼70° で スバ ッタ率 は最大 とな り,そ
こか ら90° まで は急激 に減少す る[2]。 このスパ ッタ率 の入射角依存性, つ ま り,斜
入射の効果 の程度 は,団
体物質 の種類 により 異な り,一
般 に,スパ ッタ率の小 さいもの はその効果が 大 き く,逆
に,ス
パ ッタ率の大 きいもの はその効果が小 さい[3]。 また単結晶の場合 は,そ
の結晶面への入射方 向,結
晶面の構造な どに よって スパ ッタ率 が大 き く変わ る。(4)として,団
体原 子の電子配列で,
“d殻
"が
つ まるに従 ってスバ ッタ率 が増加 していることが知 られて いる[2]。3.装
置 の 構 造 3■ 予備研磨装置 イオンシンニング法 は研磨速度 が遅 いので,効
率 よく 薄片試料 を作 るの に予 め機械研磨 によってで きるだけ薄 くしてお き,試
料 の中心 か ら薄 くな るように凹形球面状 に研磨す る装置 を製作 した 。この装置 はFig。1に
示すよ うに,互
いに直交 す る回転軸 を持ち,水
平軸には半径10 mmの球面 を持つ研磨子,垂
直軸 には試料 をつける試料台 を取 り付 け,両
方 を回転 させ ることに よって研層 を行 う.鳥 取 大 学 工 学 部 研 究 報 告 第
18巻
垂直軸はプシュで支えられてお り軸方向に自由に動 くの で,こ の軸の歯車の上におも りを載せて研磨圧が変えら
Fig,l Pre‐ polishing apparatus
れ る様 にな って いる。また
,研
磨子は炭素鋼製 で表面に は,串800,43000(約
30μm,lμ H)の 2種
類 のダ イヤ モン ド粉 を電着 してあ る。なお,よりよい球面 が得 られ るように研磨子 と試料 台の回転 を非整数倍 に して い る。 またこの装置 はマ イクロメー ターによ り,設
定 した研磨 深 さに達す ると自動的tと停止す るようにな って い る。 3‐2
イオンシンニング装置 イオ ンシンニング装置 は通常,真
空室内 (104∼10-5 Torr)におかれ たイオンガ ン よ り射出 され るArイオ ンピ ームを試料 に照射 して,スパ ッタ現象 によ り試料表面 を 削 り取 るようにな って いる。イオンガ ンにはイオ ン化方 式 によって直流型,高
周波型,マグネ トロン型 な ど種 々 の型が あるが,ここではイオン化 を直流放電に よって行 い,イオ ン化 とイオ ン加速 を同一電圧 に よって行 う直流 二極型 イオンシンニング装置 を製作 した。この型 の特徴 は,加
速電圧 と放電電圧 を独立 に調節 で きないため制御 はむずか しくな る可能性 が あるが,構
造的 には最 も単純 で ある。装置全体 は,真
空系,ガ
ス導入系,高電圧系, イオンガ ン及び試料 台か ら構成 されて いる。Fig。2 Circuit diaBram for the ion 8un
イオンシンニング は真空中で行 ない,しかも,Arガス を導入 しなが ら作動 させ るので
,真
空ポ ンプは排気速度 の大 きいものが よいここでは既存 の真空蒸着装置 (日本 電子株式会社,」EE-4C型
)を
利用 した。この装置 の排気速度 は4001/sで 市販 の イオ ンシンニ ング装置 と同 程度 であ る。 イオンガ ンヘのArガ ス導入量 に よって放電電流 は大 き く影響 を受 ける。このため,ガ
ス導入量 の微量調節可能 なエー ドルバルブ (最小流量∼5cc/min)を購入 して,イ オンガ シ1ケにつ き1ケ用 いた 。ガ ス流量 はバルプ前後 の圧力差 にも依存す るので,一
次側圧力 を一定(1気
圧) に保 つためニー ドルバル プ と減圧弁の間ことU字
間 をつけ, オ イル(DPオ
イル)が
毎秒1∼3回
泡 と して通過 させ るように した。バル プか らイオ ンガ ンにArガ
スを導入 す るためのパ イプを差 し込 んだ中空の フランジ とバルブ を取 り付 け る台を一体 に して,ガ
ス導入系 とした 。なお, フランジは気密性 を保 つためにOリング を用 いて いる。 イオンビーム発生用 の電気回路 図 をFig.2に示 す 。高 電圧電源 として小型の ネオン トランスを用 いた。ネオン トウンスの電圧電流特性 よ り[4],万
二ベルジ ャー内放 電等の トラブルが起 きた場合,電
圧降下 が起 こ り安全 で ある。なお,この装置の放電電流及び試料電流がut定 で きるようになっている。また,電
源 をベル ジ ャー内へ導 入す る高圧 リー ド線 は絶縁 と気密性 を保持 してい る。鴫角
す
イオンガンの構造をFig。
3に
示す。ガンの電種に数kVの直流電圧 を加える。イオンビーム射出口と電極は平4子
Fig.3 Crosssectionai view of the ion gun
Fi8・4 Assemblage of the ion guns and specimen holder においてお り
,射
出口,本
体1,本
体2は真空薫着装置 の電極 を通 して接地 している。これ らの部品は,スパ ッ タ率 が低 く,高
温強 きも強 いステン レス鋼(SUS304)を 用 いて いる。セラ ミックスは両極の電気絶母のためである. 射 出口ではガ スの イオン化 と加速 が4予われてスパ ッタき れ るので,長
時間 (1000時 間程度)使
用 す ると孔が大 き くな ると思 われ るので予備品 を作 って いる。Arガス導入 の ため,本
体1にステン レス管 を差込み,射
出部のセラ ミックスの一端 を切 り取 って いる。本体2のφ6mmの横 孔 は本体 とセラ ミックス部のす きまの真空連籍孔で あ り, ガ ン内のガ ス圧 はセ ラ ミックス と本体 を一緒とと縛め付け ることによ り保つ ことがで きる。 スパ ッタ率 は,入
射 イオ ンの入射角 に大 きく影響 を受 け る。また,試
料 を回転 させて一定の入射角を保ちつつ あ らゆ る方位角か ら試料表面 を衝撃 しな ければ平滑 な表 面 は得 られないので[5],試料 台 はこの ことを考慮 した。 Fi8・4に
試料 台 とイオンガ ンの配置を示 す 。試料 をのせ る試料 固定用の板 は,スパ ッタ率の低 いHo板 を使 つてい る。試料へ流れ る電流 を測定す るため,リー ド線 はモー タ頭部か ら予備 ター ミナル を通 して電源ボ ックスの電流 計へ とつながれて お り,モ
ー タ自身は絶縁体 を介 して支 持 されて いる。試料表面への イオン入射角 は,モ
ー タ取 付 台の角度 を変 えることに よって調節 で きる。また,イ オ ンガ ンと試料 ホルダーの距離 と高さも変 えることがで きるように設計 した。製作 した イオンシンエング装置の 全体写真 をFig.5に示す 。4.装
置 の 運 転 と 評 価 4‐1
予備研磨装置 用 いた試料 は,ジル コニア系セラ ミックスZr02-3molχY203(Zr‐3Y)とZr02‐ 8molイ VaOo(Zr‐8Y)の焼結及び アーク メル ト試料 をそれぞれ厚 さ350∼550 μ mととダ イヤモン ド ソーで切断 したものであ る。 装置の操作手順 を簡単 に示す 。
(1)試
料 台の中心 に試料 をアロンアル フ アで固定 し, 試料 台を回転軸 に取 り付 ける。(2)研
磨液 (ルプ リカン トQ,リ
フ ァインテ ツク株 式会社)を
入れ た容器 を試料 台の下 に置 き,研
磨子 を回転軸 とと取 り付 け る。この時,研
磨子の 下部が研磨液 ほ浸か つていることを確認す る。(3)負
荷荷重 を決め負荷 をかけた後装 置 を動 か しな EI………‐韓 S田 日日,日ロト‐‐C●―鳥 取 大 学 工 学 部 研 究 報 告 第
18巻
が らス トッパーの零点調節をする。そ して,研
磨量の設定 を行 ってか ら研磨を開始する。(4)
アコンアルフアをアセ トンで溶解 し,試
料を取 り出す。 子情研磨後の研磨面の状態を見 るために,研
磨子4800 と13000を 用いて研磨面の走査電子顕微鏡(SEM)観
察を行 つた。Fig。6に
SEM写
真を示す。この写真に示 すように,研
磨面に研磨傷がはっきり見えるものと見え ないものとがあった。この違いは,試
料 により研磨の機 構が異なるためと考えられる。俸がはっきりと見える試 料は,研
磨子のダイヤモン ド砥粒に表面が削 り取 られる ことにより研磨が進み,見
えない試料は,主
に結晶粒がTable I Pre‐polishing rate for various Haterials
SpecIHen Time required to
polish 30pm Zr‐3Y slntered 3 arc meited Zr‐8V sintered 1 arc meited 7
Fig.6 SE‖ Hicrographs of the pre‐ polished surfaCe of various specittens:(a) a rc‐ 澪eited Zr‐ 3Y (常800), (b)a rc‐旧eited Zr‐ 8Y (串3000),(c) sintered Zr‐ 8V (4800),(d)sintered Zr‐3V (♯3000)
こぼれ おち ることに よ り研磨が行われてい ると考 え られ
牟800で の得の幅 は2∼3μm,串8000で の得 の幅は0.5∼1.0
る。そ して,この違 いは
,粒
径,焼
結の程度,硬
きの程μ
mで
ぁ った (深さもこの程度 と考 え られ る).研
磨傷 度な どの違 いに よ り生 じていると考 え られ る。さ らに,
の程 度 か ら,イオンシンエ ングを施す前 の面 と して はガシ内へ導入するとイオンビームが射出する。 13000で研磨 した面が適 当で あ る。 次 に
,各
試料 で研磨予専3000を用いて,30μ日の研磨 に 要す る時間を測定 した 。その結果 をTable Iに 示す 。なお, 負荷荷重は848としたoしか し,ダ
イヤモ ン ドデ ィスク (粒径80,9,6μ m)を
用 いて手研磨 によ り厚 さ30μ日程Table Ⅱ Typical condition for the operation of the lon thinning apparatus
Prittary Vol tage 1 60∼
65V
Secondary(‖
i8h)VOlttge 14∼
5 kVDischarge Current iO,4∼
1,8旧ADeem Current i 20∼
60 μAVaccum I∼
5X10 埒Torrincident Beatt Angie 1 60∼70° Diameter of Beatt Exit l φ2,O mm SpeciBen BeaM Exit Distance 1 10∼ 15 mn
Fi8・7 Profile of the polished surface by
sputtering for 10h (SpeciHeniZr‐8Y)
度 に した試料 において は
,予
備研磨の際砕 けて しまうこ とが しば しばあ った。 これ らの結果 よ り,この予脩研磨装置 は,TEM観
察 用試料作製 には研磨子13000が適 当で あ り,その性能は 満足で きるものであ るが,試
料が薄 くて脆 い材料 には不 適 である。 4‐2
イオ ンシンニング装置 装置の運転 は,まず,Arガス導入用のニー ドルバルブ を聞 じた状態でベル ジ ャー内 を真空引 きし,その後,ネ オ ン トランスの一次側電圧 をOVから徐 々に上げ80∼ 70Vま で上げたところでニー ドルバル プを開 きArガスをイオンFig。8 0ptical micrograph of an ion sputtered
speclmen (Zr‐ 2Y) 研磨速度の目安をたてるために,Zr…8Yの板状試料を用 いて研磨終了後の研磨面のあらさull定を行 つた。まず, 試料を粒径l μHのダイヤモン ドペース トを用いて鏡面に 井 上げ ,イ オンガン片方のみを使用 してTable Ⅱのような 操作条件で約10時間研磨を行 つた
.研
磨終了後,研
磨面 のあ らきを測定 したあらさ曲線をFi8,7に 示す。これよ リビームの発散角は約15° と見積 られる。また研磨後の 面,は
研磨前の面 と比較 して荒れていたが,こ れは試料 を入射 ピームに対 して回転 しなかつたためと考えられる [5].Fi8・7の
場合の研磨速度は0。lμ隔/hで
あ り。この 値は,市
販の装置の研磨速度 (1∼3μ日/h)と 比べて一桁 小さい。この原因は主に,イ オンピーム の安定性が良 くなかったためと考えられる。即ち,放
電 電流が時間とともに低下 した り,ふ
らついたり,つ
いに は断続的にしか放電が起 こらな くなる様な “不安定現象"が
往 々に生 じた。この主な原因は高圧 リー ド線 と金属 部品が接 しているところで放電が起こるためと考えられ るので,そ
の部分の絶縁を改良 した結果 ビームの安定性 はかな り改善された。 また,イ オンビームが試料を照射することによって試 料の温度が上が り,研
磨中に試料がなん らかの変化 を起 こすことが考えられるので,研
磨中の試料の温度を測定 したが,試
料の温度は約70℃
と低かつた。この結果 より, 試料が研磨によって影響を受けることはな く,ほ
とんど の材料 について,TEM観
察用試料の作製が可能である5.O mm
鳥 取 大 学 工 学 部 研 究 報 告 第
18巻
Fig。9 (a),(b) Electron micrographs of arc‐ 出elted Zr-2V prepared by ことがわか つた 。 次に
,電
顕試料の作製 を試 み た 。試料 はアー クメル ト されたZr‐2Vであ り,300μれ に切 り出 したものをダ イヤ モン ドデ ィスク (粒径30,9,6μ
田)を
用 いた手研磨 によ り厚 さ30μ日程度 に したものであ る。この薄片試料 にイオ ンシンニ ング装置で約60時 間の研磨 を施 した。操作条件 は,ほぼTable Ⅱに示す通 りであ るが,ビ
ームの入射角 とよ 70° と し試料 は試料面 内で回転 させた 。 Fi8・8に
研磨後,透
過光 で撮影 した光学顕微鏡写真 を 示す 。周囲の黒 い部分 は電顕用の‖o単 孔 メッシュである が,試
料 の上部 には穴 が聞いて い る。他の部分 も光 の透 過具合 いよ り比較的均― に薄 くな つて いることが分かる。 この試料 をTEM観
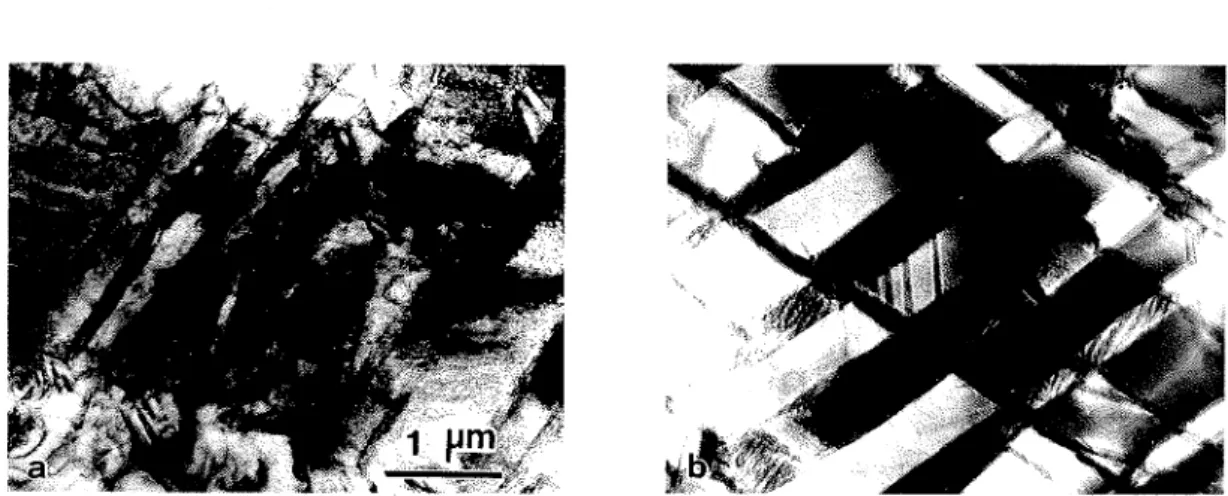
察 す ると十分広 い領域 にわ た って観 察可能 であ った。Fig.9(a)(b)に
TEM観
察例 を示す。 この試 料のY209濃度 は丁度部分安定化ジル コニ アの下限 であ り,室
温冷却で部分 的に正方晶か ら単斜晶に変態す る。予測通 り写真(a),(b)と
も正方晶 と単斜晶の二相混 合組織 にな つている。写真(a)で
は レンズ状の単斜品が 数個の晶癖面 に生 じてお り,そ
れ と共 に試料 自身 がかな り歪んでい ることがベ ン ドヨン トアか らうかが える。一 方,写
真(b)は
板状の単斜晶が三方向 に生成 し互 いに交 差.している。この組織 は正方晶→単斜 晶変態時に見 られ るバル ク試料 の表面起伏 と対応 してい るように見 え る。 回折斑点 と併 せて結 晶学的な解析 は興味深 い。the present ion thinning apparatus
5。 ま と め 本研究 では
,セ
ラ ミックスな ど化学研磨法や電解研磨 法が適用 で きない材料 を イオ ンシンニ ング法で研磨 を行 うイオ ンシンエ ング装置 を製作 し,実
際 に,セラ ミック スを用 いて研磨 を行 い,そ
の装置 の性能及び研磨方法を 検討 した。 まず,予
備研磨装置 につ いては,Zro2‐Y203系セ ラミ ックスを用 いて研磨子学800と導3000につ いて研磨 を行 っ たが,研
磨後の研磨面 の観察 に よって,3000が適 当であ つた 。また,研
磨速度 は満足で きるもので あった。 しか し,薄
く脆 い材料 につ いて研磨 を行 うと,しば しば砕け で しまうので,この ような材料 には不適 当であ る。 イオ ンシンニング装置 につ いでは,厚
さ30μ mのZr‐2V 試料 に対 して60hの 研磨 で満足 出来 るTEM試
料 が得 られ た。この場合の研磨速度 は0.5μ田ノhで,市
販の装置 と比 較 してやや運 いが十分実用 に耐 え る速 さである。イオン ビーム を安定 に保 つ ことが研磨速度 を上 げ るための必須 条件 で あるが,そ
の ため にArガ ス流量 と放電電圧の微妙 な調整 が必要であ る。また,高
圧 リー ド線の配線 には放 電 が生 じない ように注意 す る必要 があ る。(放電が起 こ るとネオン トランスの特性 よ り電圧が降下 する)今
回の 実験 においても ビエムの出てい る時間 は運転時間の6∼7 割 と見積 られ,更
に改 良の余地 が あると思われ る。また, ビームの射 出口径 の大 きさや更 に放電電圧 を上げた場合 の ビームの安定性 に及 ぼす影響等 は今後調 べる必要 があ 17る