第 55 卷 第 3 期
2020
年 6 月
JOURNAL OF SOUTHWEST JIAOTONG UNIVERSITY
Vol. 55 No. 3
June 2020
ISSN: 0258-2724 DOI:10.35741/issn.0258-2724.55.3.25
Research article Material Science
A
LKALI
T
REATMENT
E
FFECT ON THE
T
ENSILE AND
I
MPACT
P
ROPERTIES OF
R
ECYCLED
H
IGH
-D
ENSITY
P
OLYETHYLENE
C
OMPOSITES
R
EINFORCED WITH
S
HORT
C
ANTALA
F
IBER
碱处理对短管纤维增强再生高密度聚乙烯复合材料的拉伸和冲击
性能的影响
Wijang Wisnu Raharjo, Bambang Kusharjanto, Teguh Triyono
Mechanical Engineering Department, Sebelas Maret University
Surakarta, Indonesia, m_asyain@staff.uns.ac.id, m_asyain@staff.uns.ac.id, bambang_k@staff.uns.ac.id,
triyono.teguh@yahoo.com
Received: March 20, 2020 ▪ Review: May 25, 2020 ▪ Accepted: May 29, 2020
This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution License (http://creativecommons.org/licenses/by/4.0)
Abstract
In this study, an environmentally friendly composite was prepared from cantala fiber and recycled high-density polyethylene. Alkali treatment was utilized to improve the fiber–matrix interface of cantala fiber. The alkali treatment was carried out with a 2% NaOH solution for periods of 0, 4, 8, 12, 16, 20, and 24 hours. Various recycled high-density polyethylene composites reinforced with treated and untreated short cantala fiber were produced by hot press. The tensile and impact properties of the composites were examined to reveal the effect of alkali treatment. Changes in fiber–matrix bonding were investigated via composite fractography using scanning electron microscopy. A study of fiber morphology and other supporting tests, such as the fiber tensile test, X-ray diffraction, and Fourier transform infrared microscopy were also carried out. The results show that the addition of alkali-treated fiber to recycled high-density polyethylene composites enhanced the composites’ tensile and impact performance: Tensile strength improved by 15.5% and impact strength by 24.8%.
Keywords: Alkali Treatment, Cantala Fiber, Tensile Strength, Impact, Recycled High-Density Polyethylene
摘要 在这项研究中,由坎塔拉纤维和回收的高密度聚乙烯制备了一种环保复合材料。碱处理被用 来改善甜瓜纤维的纤维-基质界面。用 2%氢氧化钠溶液进行碱处理 0、4、8、12、16、20 和 24 小时。通过热压生产了各种用处理过的和未处理过的短甜瓜纤维增强的回收高密度聚乙烯复合材 料。检查了复合材料的拉伸和冲击性能,以揭示碱处理的效果。纤维-基体键合的变化通过使用扫 描电子显微镜的复合断层照相术进行了研究。还进行了纤维形态和其他辅助测试的研究,例如纤 维拉伸测试,X 射线衍射和傅立叶变换红外显微镜。结果表明,在回收的高密度聚乙烯复合材料
中添加碱处理纤维可增强复合材料的拉伸和冲击性能:拉伸强度提高 15.5%,冲击强度提高 24.8 %。
关键词: 碱处理,坎塔拉纤维,拉伸强度,冲击,再生高密度聚乙烯
I.
I
NTRODUCTIONThe depletion of petroleum resources along with increasing environmental damage has encouraged the development of alternative materials based on environmentally friendly and recycled substances. One alternative material that has been intensively developed is natural fiber– thermoplastic composites. Natural fiber is used to replace synthetic fiber as a reinforcement or filler in plastic to reduce costs and weight, increase
durability, enhance biodegradability, and
improve the plastic’s mechanical properties [1], [2]. However, cantala fiber, like other natural fibers, has certain drawbacks, including relatively poor compatibility with polymers [3], relatively low thermal resistance [4], and poor moisture resistance [5].
The nature of the fiber and the matrix and their interfacial properties play a major role in the final properties of a natural fiber–plastic composite. Natural fibers need to be modified to produce composites with good mechanical properties. One method of modifying natural fibers is alkali treatment, which improves fiber roughness and increases the amount of exposed cellulose on the fiber's surface [6], [7], [8], [9].
Weak bonding between the matrix and the fiber is the main obstacle to the production of natural-fiber-reinforced thermoplastic composites.
Poor interface bonds are caused by
incompatibility between hydrophilic natural fibers and hydrophobic thermoplastics. Because strong interface bonds are important for
improving mechanical performance, many
studies have been conducted to determine how to augment bonds between the natural fiber and the polymer matrix [7], [10], [11].
While there has been much research on virgin thermoplastic composites reinforced with natural fibers, research on the use of recycled plastic as a binder of natural fibers is still limited. Meanwhile, the amount of plastic waste is increasing worldwide. The World Bank predicts that by 2025, Indonesia will produce approximately 152 thousand tons of solid waste per day, with 10% being plastic [12]. Thus, plastic waste has the potential to be a valuable resource in the manufacturing of plastic composites in the future. Related research on the usage of agave cantala fibers as reinforcement for rHDPE composites is
still limited. Moreover, the utilization of rHDPE and cantala fibers supports environmental preservation since it involves natural fibers and recycled plastic waste. From a processing point of view, the limited production is seen in the dry
mixing process between the fibers and
thermoplastics. This process did not need heat to melt the matrix, so it was energy efficient and did not damage the fiber.
In this study, the effects of various alkali fiber treatments on the tensile and impact strengths of cantala-rHDPE composites were analyzed and compared. The composite was prepared by dry mixing of cantala and rHDPE fibers derived from milk bottles. Then, the mixture was pressed in a hot press. The effectiveness of the alkali fiber treatment on the improvement of the tensile and
impact properties of the cantala-rHDPE
composites was evaluated in terms of the fiber properties, fiber-matrix interface, and mechanical performance. The property changes of the fiber were investigated through the fiber tensile test and morphology of the fiber surface. In the case of the fiber-matrix interaction, Fourier transform
infrared (FTIR) spectrometry and X-ray
diffraction (XRD) were used. The tensile and impact test results of the cantala-rHDPE composites were used to evaluate the alkali treatment’s effectiveness on the mechanical performance of the composites.
II.
M
ETHODS/M
ATERIALS A. MaterialsCantala fibers were obtained by mechanical extraction from Agave Cantala Roxb leaves. The rHDPE flakes used as the matrix material were purchased from CV Vanilla Plastik, Sukoharjo, Indonesia. The properties of rHDPE are a density of 1,014 kg/m3, melting point range 108.5 - 139.5oC, and a index for melt flow of 2.43 g/10
min at 180oC [13]. To modify the cantala fibers
by chemical treatment, sodium hydroxide (NaOH) was used as fiber treatment. NaOH was supplied by the Merck Company.
B. Alkali Treatment
Alkali treatment was done by soaking the cantala fibers in an alkali solution (NaOH). A solution of 2% by weight of NaOH was prepared
in distilled water at room temperature. The immersion time was varied from 4 hours to 24 hours at 4-hour intervals. Afterwards, the treated fibers were rinsed with water repeatedly to get pH~7. The next stage was drying the fibers at room temperature for 48 hours before putting them in the oven at 70°C for 10 hours. The coding of untreated and alkali treated fiber used in this study is listed in Table 1.
C. rHDPE Fiber Preparation
Recycled high-density polyethylene (rHDPE) fiber was derived from flakes of milk jugs. First, flakes were crushed into small pieces with a diameter of about 7–8 mm. Then, the material pieces were processed into rHDPE fibers using a gas atomizer. Finally, rHDPE fibers were collected and stored in a sealed plastic bag before the material was processed further.
Table 1.
Coding for various treated and untreated cantala fibers Material
code
Description
UF Fiber without treatment NF4 Fiber treated with 2 wt% NaOH
aqueous solution for 4 hours NF8 Fiber treated with 2 wt% NaOH
aqueous solution for 8 hours NF12 Fiber treated with 2 wt% NaOH
aqueous solution for 12 hours NF16 Fiber treated with 2 wt% NaOH
aqueous solution for 16 hours NF20 Fiber treated with 2 wt% NaOH
aqueous solution for 20 hours NF24 Fiber treated with 2 wt% NaOH
aqueous solution for 24 hours
D. Composite and Specimen Preparation
A composite was made from a mixture of the rHDPE fibers with each type of untreated and treated cantala fibers. First, the dried cantala fibers were cut with sharp scissors into parts with a length of 10 mm. Next, the chopped fibers were mixed with rHDPE fibers in a mass content ratio of 30%:70% using a household blender, Kirin KBB-515 SG. Afterward, the mixtures were pressed in an aluminum mold under 0.34 MPa pressure for 25 minutes at 150°C. Finally, the mold was cooled in a hot press to room temperature. For impact and tensile testing, the sample thickness was 4 mm and 3.2 mm, respectively. The composite name is designated with two words separated by minus sign (-). The first word represents the type of fiber used as reinforcement; it is followed by rHDPE. For example, NF12-rHDPE means the composites with alkali treated fiber in a 2% NaOH solution
for 12 hours as reinforcement and rHDPE as a matrix.
E. Tensile Test of Fiber
The samples were tested using the universal testing machine JTM-UTS 510 according to ASTM C1557 standard, at room temperature. The fiber was mounted and fastened on a cardboard tab using adhesive with a gauge length of 12 mm. The fiber diameter was measured by stereo zoom microscope SZX7 at three different locations along the fiber length. The mounted fibers were placed in the grips, and then scissors were used to cut the papers symmetrically. After that, the fiber was loaded until it was broken. The crosshead speed was set 10 mm/min at ambient conditions. Thirty samples for each variation were tested and then the average was determined.
F. Fourier Transform Infrared Microscope (FT-IR)
FT-IR measurements were performed using a Shimadzu IR Prestige-21. The grinding process was carried out for the composites until they became powders. Potassium bromide (KBr) was then added at a ratio of 1:200. The transmittance spectra were measured at between 500 and 4000 cm−1 in wavelength. A total of 45 scans were taken for each composite sample with a resolution of 2 cm-1.
G. X-Ray Diffraction
The effect of chemical treatment on the composite crystallinity index was investigated using X-ray diffraction. Observation was carried out at the Central Mineral and Advanced Materials Laboratory, State University of Malang. XRD analysis was performed by PANalytical type XPERT PRO diffractometer with CuKα radiation. CuKα (λ = 1.54Ǻ) was set at a voltage of 40 kV and a current of 30 mA. Samples were examined in powder form. The diffraction intensity of the samples were scanned in the 10-50o with a speed 2o/minute. The crystallinity index (CrI) of the samples was estimated using the area method [14], [15], [16]:
Cr. I. (%) = (Sc / St) x 100 (1) where Sc indicates the domain of crystalline area and the total domain is symbolized by St.
H. Tensile Test of Composites
In this study, a universal testing machine, namely JTM-UTS 510, was used to examine the tensile properties following ASTM D-638. The dog bone specimen of composite tensile test was obtained by cutting composite sheets using a
cutting die. A load cell of 2000 kg was used during the tensile test. The cross-head rate was set to 2 mm/min. The entire test was carried out at room temperature. For each variation, at least five samples were used. The mean and standard deviation were taken from the results of at least five tests.
I. Impact Test of Composites
The impact strength test was performed on unnotched samples using an Izod impact-testing machine (Toyo Seiki Co., Japan). The testing was carried out with an impact speed of 3.4 m/s according to ASTM D5941. A minimum of five specimens were evaluated, and the average values were reported. The test was carried out at room temperature.
J. Environmental Scanning Electron Microscopy (ESEM)
Fractography of the failure surface of composites and the fiber surface morphology were examined using environmental scanning electron microscopy (ESEM), VEGA 3 TESCAN. Image formation was done using low vacuum pressure in backscattered electron mode. These observations were made to observe the effects of changes in fiber surface morphology and fiber-matrix interaction models on composite fractured surfaces.
III.
E
XPERIMENTALR
ESULTS ANDD
ISCUSSIONA. Tensile Strength of Cantala Fiber
The tensile strength of untreated and alkali-treated cantala fibers is shown in Figure 1. The treated sample (NF) had a higher value than the counterparts (UF). As the soaking time increased from 0 to 12 hours, the fiber tensile strength also tended to increase. This behavior is related to the form of the fiber surfaces presented in Figure 2.
439,67 0,00 0,00 508,48 0,00 0,00 0,00 0 100 200 300 400 500 600 700 UF NF4 NF8 NF12 NF16 NF20 NF24 T e n si le s tr e n g th ( M P a )
Figure 1. Tensile strength of untreated and treated cantala fiber
The untreated fiber surface image (Figure 2a) shows the deposits, such as impurities and wax, on the fiber surface. Alkali treatment for up to 12 hours encouraged the removal of impurities from the fiber surface (Figure 2b-d), so the alkali-treated fiber surface looked cleaner than the untreated fiber. Similar observations have been reported by several researchers [17], [18]. The loss of impurities increased the cellulose ratio in the fiber, thus improving the fiber tensile strength.
Figure 2. ESEM images of untreated and alkali treated fibers
The contrary phenomena appeared in alkali treatments over 12 hours. The fiber tensile strength tended to decrease after alkali treatment. This was due to the alkali degrading the cellulose. This result was supported by ESEM images (Figure 2e-g). The soaking led to the dissolution of some lignin, which resulted in the release of fiber bundles into fibril. Similar results were found in the research done by Reddy et al. [19] and Huu et al. [7].
B. FTIR Alkali-Treated Fiber/rHDPE Composites
The FTIR spectra comparison of various alkali-treated cantala-fiber-reinforced rHDPE composites are shown in Figure 3. In general, the NF-rHDPE composite spectrum is similar to the untreated fiber-reinforced rHDPE composites
(UF-rHDPE). However, peaks around 1740 cm-1
associated with carbonyl groups (C = 0) of hemicellulose [20] were found in UF-rHDPE composites and eliminated in alkali-treated fiber-reinforced rHDPE composites (NF-rHDPE). Cantala fibers have rich cellulose, so most of the
OH groups of cellulose bind to the CH2 group of
rHDPE. This interaction is shown in Figure 4.
a. UF g. NF24 f. NF20 e. NF16 b. NF4 c. NF8 d. NF12
Figure 3. FT-IR spectra of the untreated and treated alkali fiber reinforced rHDPE composites
Figure 4. Interaction between alkali treated fiber and rHDPE
The peak at around 3400 cm-1 was related to the hydroxyl stretching [10]. At this peak, the intensity of NF24-rHDPE and NF12-rHDPE composites was lower and wider than untreated fiber-reinforced composites (UF-rHDPE). This was caused by the formation a chemical bond between hydroxyl groups of cellulose and the
CH2 groups of rHDPE, as shown in Figure 3. The
peak at around the wave number 1056 cm-1 was related to C-O stretching [17]. In NF12-rHDPE composites, the intensity was higher and sharper compared to UF-rHDPE composites. This indicates that C-O formation was enhanced due
to the alkali treatment, which is the result of chemical reactions between the OH groups of
cellulose and the CH2 groups of rHDPE.
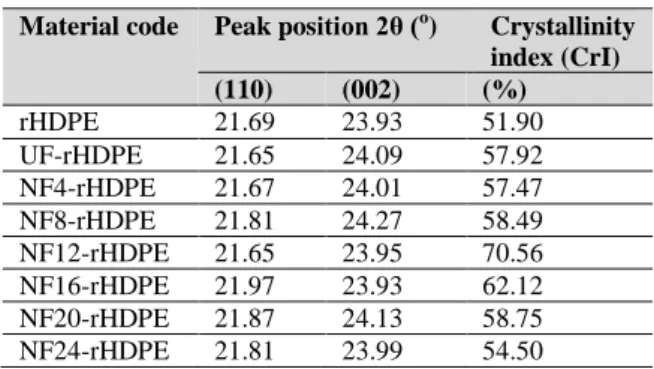
C. XRD Composites
Figure 5 presents the X-ray diffraction of the rHDPE matrix and rHDPE composites. On the 2θ value between 20o and 25o, the rHDPE matrix displayed two sharp peaks. The strongest peak presented at around 21.69o, which corresponded to the reflection of a (110) crystalline plane. The second-strongest peak appeared at about 23.93o. This peak was associated with the (200) reflection plane.
The peak positions and crystallinity of the rHDPE matrix and rHDPE composites are listed in Table 2. The crystallinity index of pure rHDPE was 51.9%. This value increased by 11.56% to 57.9% when untreated cantala fiber was added. This means untreated cantala fiber (UF) can act as a nucleation agent for rHDPE crystallization [21].
Figure 5. XRD curves of neat rHDPE and rHDPE composites
Moreover, when the alkali-treated cantala fiber with an immersion time of up to 12 hours was added to rHDPE, the rHDPE crystallization increased. During alkali treatment, impurities and non-cellulose materials were removed from the cantala fiber surface, thus increasing the roughness of the fiber surface. The addition of fiber surface roughness encourages more nucleation [22]. This has led to an increase in the nucleation of rHDPE matrices and has an impact on increasing crystallinity rHDPE in composite, while the inclusion of alkali treated cantala fiber of soaking time over 12 hours reduced the crystallization of rHDPE. On immersion for more than 12 hours, alkali degraded the cellulose structure, causing the surface roughness to not be uniform and the amount of OH groups to decrease. This caused a decrease in the ability of
n n OH O O HO O OH O H OH OH O H CH2OH CH2OH CH2OH CH2 CH2 CH2 CH2 CH2 CH2
recycled High Density Polyethylene (rHDPE)
Alkali treated fiber
n n CH2OH CH2 CH CH2 CH CH2 CH H O O O HO O OH O H OH OH O H H O O 20 22 24 26 NF24-rHDPE NF20-rHDPE NF16-rHDPE NF12-rHDPE NF8-rHDPE NF4-rHDPE In te n si ty (cp s) 2(o) UF-rHDPE
cantala fibers nucleation. This phenomenon was similar to Nanying Ning's observations [21].
Table 2.
Peak position and crystallinity index of rHDPE matrix and rHDPE composite
Material code Peak position 2θ (o) Crystallinity index (CrI) (110) (002) (%) rHDPE 21.69 23.93 51.90 UF-rHDPE 21.65 24.09 57.92 NF4-rHDPE 21.67 24.01 57.47 NF8-rHDPE 21.81 24.27 58.49 NF12-rHDPE 21.65 23.95 70.56 NF16-rHDPE 21.97 23.93 62.12 NF20-rHDPE 21.87 24.13 58.75 NF24-rHDPE 21.81 23.99 54.50
D. Tensile Strength of Composites
Figure 6 shows the average tensile strength of untreated and alkali treated cantala reinforced HDPE composite. The tensile strength of the rHDPE matrix is also presented in Figure 6 as a comparison. It can be seen that the addition of
fiber into the rHDPE matrix promoted
enhancement in composite tensile strength. Regarding untreated cantala fiber (UF), the tensile strength of UF-rHDPE composite was 16% higher than those of rHDPE matrix. However, the bonds formed between the fibers and matrices were poor as indicated by the emergence of large cavities and several gaps between fibers and matrices (Figure 7a). This was caused by the presence of impurities, fat, and wax layers on the untreated fiber surface (UF), which prevented the wetting of fiber with a matrix.
The addition of alkali fibers with the soaking time of up to 12 hours tended to increase the composite tensile strength. The increment in tensile strength of composites was due to the
improvement of interfacial bonding and
crystallinity of rHDPE as seen in the result of FTIR and XRD test. The strong bond formation was indicated by the presence of fracture fibers, the matrix damage around fiber pullout, and the matrix layer on the fiber surface (Figure 7 b-g). Besides that, it can also be associated with fiber tensile strength, which was increased by up to 12 hours of additional immersion time. Similar results were obtained in alkali-treated hemp-PLA composites, which had a higher tensile strength value than untreated hemp-PLA composites [23].
20.16 23.02 24.22 22.40 26.60 23.47 23.31 22.05 0 5 10 15 20 25 30 Te n si le S tr e n gt h ( M P a)
Figure 6. Tensile strength of rHDPE and alkali treated composites
Figure 7. ESEM images of the tensile fracture surface of untreated and alkali treated fiber reinforced rHDPE
composites
In contrast, the addition of alkali fibers with an immersion time of more than 12 hours caused a decrease in the composite tensile strength. Low fiber tensile strength and rHDPE crystallinity reduced the tensile strength of the composite. The maximum value of tensile strength was exhibited
a) UF/rHDPE g) NF24-rHDPE f) NF20-rHDPE e) NF16-rHDPE d) NF12/rHDPE b) NF4/rHDPE c) NF8/rHDPE
by NF12-rHDPE composites, at 26.66 MPa or 29% higher than the rHDPE matrix (20.66 MPa).
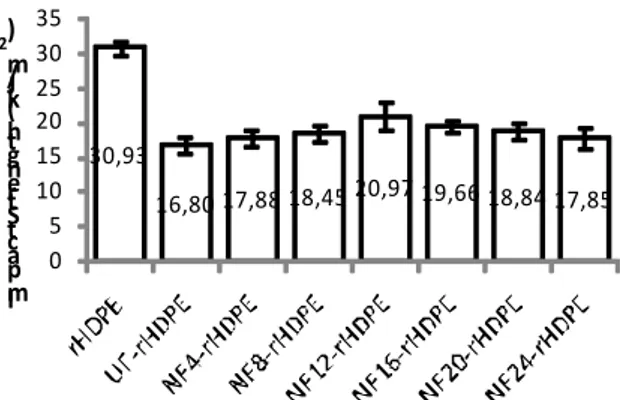
E. The Impact Strength of Composites
Figure 8 illustrates the impact strength of the rHDPE matrix and various rHDPE composites reinforced with alkali-treated fibers. The addition of cantala fibers in the rHDPE matrix caused a decrease in the impact strength of the UF-rHDPE composite. The fiber was more brittle than the rHDPE matrix, so the addition of it to the composite tended to reduce the resistance to impact loads. Sanadi, et al. [24] argued that the stress concentration at the fiber end was the trigger of an initial crack, so the addition of NF fibers was another cause in the decline of impact strength. A similar phenomenon was found in the study by Karnani et al. [25], where the impact strength of kenaf/polypropylene composite was reduced by the addition of fiber.
30,93 16,80 17,88 18,4520,97 19,66 18,84 17,85 0 5 10 15 20 25 30 35 Im p ac t S tr en gt h ( kJ /m 2)
Figure 8. Impact strength of rHDPE and composites
The impact strength of NF-rHDPE composites was higher than UF-rHDPE composites. The inclusion of alkali-treated cantala fibers tended to increase the impact strength of the composite. They improved interface bonding and rHDPE crystallization, so additional impact energy was needed to damage the composite.
The addition of NF4, NF8, and NF12 fibers enhanced the impact strength of the composite. This was due to the improvement of the interface bond quality between fiber and matrix, so that more energy was needed to cross this interface. This phenomenon was in accordance with the opinion of Chotirat et al. [26] that the improvement of interface bonds can increase the impact strength of polymer-fiber composites. In contrast, the composite impact strength tended to decrease upon the addition of alkali fibers with immersion time above 12 hours.
IV.
C
ONCLUSIONRHDPE composites reinforced with alkali-treated fiber had better performance than untreated fiber/rHDPE composites in terms of
tensile strength. This was related to the improvement of the fiber-matrix interface due to the formation of mechanical interlocking. The other factor was an increase in fiber tensile strength and rHDPE crystallization after alkali treatment. The highest tensile strength of 26.6 MPa was obtained in NF12-rHDPE composites.
The addition of fiber decreased the ability of cantala fiber-rHDPE composites to absorb impact energy because the fiber was more rigid than the rHDPE matrix. Furthermore, when it came to impact strength, treated rHDPE composites also had better properties than untreated composites. This was related to the increase in interface bonding and rHDPE crystallization. The highest impact strength was 20.97 kJ /m2 obtained in NF12-rHDPE composites.