社団法人 日本航空宇宙工業会 革新航空機技術開発センター
2005 年 3 月
環境調和型航空機技術に関する調査研究 成 果 報 告 書
No.1613
高強度・高靱性のステンレス鋼による
先進フラップトラックレールの研究
この事業は、競輪の補助金を受けて実施したものです。
日本航空宇宙工業会は、平成16年度事業の一つとして、日本自転車振興会から補助金の交付 を得て、「環境調和型航空機技術に関する調査研究」を下表のように実施した。
本書は、そのうち「高強度・高靱性のステンレス鋼による先進フラップトラックレールの研 究」について三菱重工業㈱ ・日立金属㈱に委託して行った研究の成果報告書である。
研究の実施に対し、その実現と推進にご尽力賜った経済産業省ならびに日本自転車振興会の ご関係者に厚くお礼申し上げる。
平成17 年 3 月
社団法人 日本航空宇宙工業会 革新航空機技術開発センター
報告書番号
1 6 1 1
1 6 1 2
1 6 1 3
1 6 1 4
1 6 1 5
1 6 1 6 委託会社
研 究 名
高強度・高靱性のステンレス鋼による 先進フラップトラックレールの研究 強旋回流を用いた直噴型低NOx バーナ技術の研究
航空エンジン用CMCの新製造法の 研究
複雑形状の押出可能な高強度合金 2013の一次構造体への適用研究 航空機用大型複合材構造の成型品質 向上に関する研究
航空機用高性能熱交換器研究 区分
完了
同
同
継続
同
同 分野
機体/
空力
機体/
空力 機体/
空力 推進
制御
推進 No.
1
2
3
4
5
6
石川島播磨重工業㈱
住友精密工業㈱
石川島播磨重工業㈱
住友軽金属工業㈱
川崎重工業㈱
東レ㈱
三菱重工業㈱
三菱重工業㈱
日立金属㈱
高強度・高靱性のステンレス鋼による 先進フラップトラックレールの研究
調査研究委託会社
三菱重工業(株) ・日立金属(株)
第1章 研究の概要
1.1 研究目的··· 1
1.2 実施期間等··· 2
1.3 実施内容 1.3.1 適用可能寸法の拡大··· 3
1.3.2 新高強度ステンレス鋼の開発··· 3
1.3.3 材料特性データの取得··· 3
1.3.4 実機模擬供試体の製作··· 3
1.3.5 実機適用効果の実証··· 3
1.4 成果概要 1.4.1 適用可能寸法の拡大··· 4
1.4.2 新高強度ステンレス鋼の開発··· 4
1.4.3 材料特性データの取得··· 4
1.4.4 実機模擬供試体の製作··· 5
1.4.5 実機適用効果の実証··· 5
1.5 所見··· 6
第2章 研究の内容 2.1 研究の背景及び計画 2.1.1 研究の背景··· 7
2.1.2 研究計画··· 9
2.2 材料製造技術研究 2.2.1 研究の目的··· 11
2.2.2 試験方法··· 13
2.2.3 適用可能寸法の拡大··· 17
2.2.4 新高強度ステンレス鋼の開発··· 25
2.2.5 材料特性データの取得··· 34
2.3 実機適用効果の実証 2.3.1 研究の目的··· 54
2.3.2 実機模擬供試体製作 2.3.2‑1 機械加工性評価··· 55
2.3.2‑2 熱処理ひずみ評価··· 59
2.3.2‑3 脱炭層深さ··· 63 2.3.2‑4 実機模擬供試体製作··· 65 2.3.3 実機適用効果の実証
2.3.3‑1 耐久性試験··· 70 2.3.3‑2 耐食性試験··· 74 2.3.3‑3 製造コスト評価··· 78 第3章 問題点と今後の課題
3.1 平成16年度の成果と問題点··· 81 3.2 今後の課題··· 82 第4章 関連事項調査
4.1 関連特許調査··· 83 4.2 関連技術調査··· 84
第 第 第
第 1 1 1 1 章 章 章 章 研究の概要 研究の概要 研究の概要 研究の概要
1.1 研究目的
小型民間機フラップ・トラック・レール部品は、低合金鋼に防食用のめっき処理をして用いられ ているが、製造工程が複雑で部品コストが高いこと、また、防食めっきのメンテナンス・コストが 高いことが問題となっている。この問題点を克服すべく、近年、防食めっきを必要としない析出硬 化系ステンレス鋼やチタン合金も適用されているが、硬度が不足するため摺動部には耐磨耗コーテ ィングが必要であり、また、部材の大型化で剛性を付与できる中・大型機に限られている。
最近、航空宇宙工業会委託研究において航空機脚用として開発された合金を基に、析出硬化系ス テンレス鋼並みの靭性・耐食性と 4340 鋼並みの強度(1800 MPa)を併せ持つ高強度・高靭性ステ ンレス鋼(AMS5933)が開発された。本合金は脚をはじめフラップ・トラック・レール等への適用 が期待されているが、焼入れ性の問題から、最大の機械的特性を発揮するためには、素材寸法が直 径50mm以下に制限されており、また、実機適用のための各種評価も必要である。
そこで、本研究では、高強度・高靭性ステンレス鋼(AMS5933)のフラップ・トラック・レール への適用を目指し、素材の適用可能寸法を直径50 mm以上に拡大を図るとともに、熱処理条件の最 適化、及び、合金組成の改良により、フラップ・トラック・レール素材として最適な新高強度ステ ンレス鋼の試作・評価を行なう。また、高強度・高靭性ステンレス鋼(AMS5933)の材料特性を評 価すると共に、実機模擬供試体を設計・製作し、実機想定使用条件における耐久性試験を実施する ことにより、高強度・高靭性ステンレス鋼によるフラップ・トラック・レールの構造設計・製造技 術を確立する。さらに、従来の低合金鋼に防食めっきを施したフラップ・トラック・レールに対す る、重量、製造コスト、及び、メンテナンス・コスト等を試算し、高強度・高靭性ステンレス鋼
(AMS5933)の実機適用効果を実証する。
−2−
1.2 研究期間等
(1) 実施期間
平成16年 5月21日〜平成17年 3月4日
(2) 実施場所
三菱重工業㈱ 名古屋航空宇宙システム製作所
〒455-8515 愛知県名古屋市港区大江町10番地 TEL:052-611-8013 FAX:052-611-9353
日立金属㈱ 冶金研究所、及び、安来工場
〒692-8601 島根県安来市安来町 2107番地の2 TEL:0854-22-1979 FAX:0854-22-6374
(3)研究主務者
木村 隆嗣 (三菱重工業㈱ 研究部材料研究課 主任チーム統括)
井加田 朗 (三菱重工業㈱ 研究部材料研究課)
上原 利弘 (日立金属㈱ 冶金研究所 主任研究員)
藤田 悦夫 (日立金属㈱ 冶金研究所 研究員)
倉光 和志 (日立金属㈱ 冶金研究所 所員)
1.3 実施内容
1.3.1 適用可能寸法の拡大
平成15年度研究で、高強度・高靭性ステンレス鋼(AMS5933)の適用可能な寸法の拡大を検 討し、素材直径が80 mm程度まで、良好な材料特性であることが確認された。しかし、素材直
径が80 mmを超える場合、靭性と耐食性が大きく低下した。そこで、平成15年度研究により靭
性向上効果が確認された高強度・高靭性ステンレス鋼(AMS5933)のMo含有量増加材により、
素材の大型化による靭性低下を改善し、適用可能寸法の拡大を図る。
1.3.2 新高強度ステンレス鋼の開発
平成15年度研究で、高強度・高靭性ステンレス鋼(AMS5933)の合金組成の改良および熱処 理の最適化により、高強度・高硬度化の可能性を示した。平成16年度研究では、適用可能寸法 を明確にし、高強度・高靭性ステンレス鋼(AMS5933)と比較して、より高強度・高硬度であ り、かつ焼入れ性を改善した新高強度ステンレス鋼の開発を目指す。
1.3.3 材料特性データの取得
平成15年度研究では、実験室レベルの研究で、高強度・高靭性ステンレス鋼(AMS5933)が 表面処理なしでフラップ・トラック・レールとして十分な機械的特性、耐食性を有することが確 認された。平成16年度研究では、高強度・高靭性ステンレス鋼(AMS5933)より作製した粗加 工供試体に、工業規模での熱処理を施し、材料特性を評価する。
1.3.4 実機模擬供試体の製作
平成15年度研究により高強度・高靭性ステンレス鋼(AMS5933)の材料特性を用いて設計し た小型民間輸送機フラップ・トラック・レール実機模擬供試体を製作する。なお、機械加工性や 熱処理ひずみ、脱炭層深さ等の部品製造上必要となるデータの評価も実施し、高強度・高靭性ス テンレス鋼(AMS5933)によるフラップ・トラック・レール製造技術を確立する。また、実機 模擬供試体製作を通じて製造コストを算出し、従来の低合金鋼によるフラップ・トラック・レー ル部品と比較し、製造コスト評価を行う。
1.3.5 実機適用効果の実証
製作したフラップ・トラック・レール実機模擬供試体に対して、実機使用条件を想定した耐久 性試験を実施することにより、昨年度研究により試算された、軽量化効果の実証を行なう。また、
耐久性試験実施後、塩水噴霧試験を実施し、部品としての耐食性を評価する。これらの実機模擬 供試体に対する試験、及び、実機模擬供試体製作時のコストを総合的に評価することにより、製 造コスト、適用効果、及び、メンテナンス性を評価する。
−4−
1.4 成果概要
1.4.1 適用可能寸法の拡大
高強度・高靭性ステンレス鋼(AMS5933)に対して、靭性向上を狙いMo含有量を増加させた 材料について素材寸法と機械的特性の関係を調査した。高強度・高靭性ステンレス鋼(AMS5933)
のMo含有量増加材は、4340鋼と同等の強度レベルを維持しつつ、素材直径が100 mm程度以上 まで、伸び・絞りが良好であった。ただし、靭性が良好であるのは、高強度・高靭性ステンレス 鋼(AMS5933)と同様に素材直径が80 mm程度までであった。(図 1.4.1)。
図 1.4.1 素材模擬寸法と破壊靭性、伸びの関係 1.4.2 新高強度ステンレス鋼の開発
更なる高強度化を目的とした、高強度・高靭性ステンレス鋼(AMS5933)のC、Mo含有量増 加材は、冷却速度が遅くなった場合の靭性低下が大きく、適用可能寸法は素材直径が50 mm程 度であることが確認された。また、最適な特性を安定して得るには、組成変更に伴った熱処理条 件等の製造条件の最適化を図る必要があることが示唆された。
1.4.3 材料特性データの取得
粗加工供試体を工業規模設備で熱処理を行い、材料特性の評価を行った。その結果、各部位で良 好な材料特性が得られ、熱処理ひずみと脱炭層深さについても、余肉(2mm)内に収まる問題のな いレベルであった。従って、高強度・高靭性ステンレス鋼(AMS5933)は、材料特性、製造性の点 で、フラップ・トラック・レールに適用可能であることを、実機部品製造レベルで確認した。
0 40 80 120 160
KIC or Kq(MPa√m)
Mo含有量増加材 AMS5933 φ80相当 φ150相当
//
φ75相当
0 5 10 15 20 25
1 10
固溶化処理後の半冷時間 (min)
伸び(%)
2 3 4 5 6 7
//
油冷
1.4.4 実機模擬供試体の製作
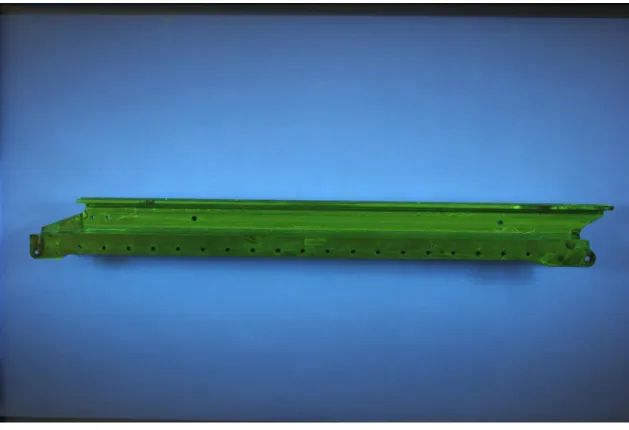
高強度・高靭性ステンレス鋼(AMS5933)を用いて小型輸送機フラップ・トラック・レール 実機模擬供試体を製作した(図 1.4.4)。また、機械加工性、熱処理ひずみ、脱炭層深さも調査 し、機械加工性は高強度低合金鋼とほぼ同等であり、切削加工のみで研削加工の必要なく部品の 要求精度を満足することを確認した。また、熱処理前加工において速く加工するほど熱処理ひず みが大きく現れること、真空中での固溶化処理では脱炭層は、約 0.05 mm 程度とほとんど生じ ないことを確認した。
1.4.5 実機適用効果の実証
平成15年度研究により、高強度・高靭性ステンレス鋼(AMS5933)の材料特性を用いて再設 計し、薄肉化した実機模擬供試体に対して、実機使用条件を模擬した耐久性試験を実施し、昨年 度研究により試算された軽量化効果を評価した。60000 cycle (約20年相当、≒2cycles/flight×2 flight/day×365 day/year×20 year×2life)の試験後においてもき裂等の表面損傷は見られず、軽量 化による部品寿命の低減等はなく、従来の低合金鋼製部品より軽量化可能であることを確認した。
また、耐食性を評価するために、塩水噴霧試験を実施し、材料としての耐食性は充分であるが、
ファスナ穴のような水が溜まりやすい場所においては、いくつか腐食が確認されたことから、シ ーリングや防錆剤の塗布も必要であることが確認された。また、従来の低合金鋼製部品と比較し て、めっき処理プロセスの省略によって、加工費は約5% 低減できるものの、素材費が約 2.3 倍に増加するため、製造コストは約5% 増加する。しかし、めっき処理プロセスの省略により、
製造フロー・タイムは約2/3に短縮できると考えられる。また、部品の検査間隔が約1.5倍に拡 大できること、めっき補修の必要がないことから、メンテナンス・コストも大幅に低減できると 考えられる。これらの実機適用効果を総合的に評価すると、若干の製作コスト・アップはあるも のの、軽量化、長寿命化、製造フロー・タイム短縮、めっきフリー化による対環境性向上等の多 くの利点が確認された。
図 1.4.4 フラップ・トラック・レール実機模擬供試体概観
−6−
1.5 所見
(1)研究成果に対する評価
本年度研究では、工業規模での検討を短期間の内に効率良く進めることが出来た。
適用可能寸法の拡大研究では、高強度・高靭性ステンレス鋼(AMS5933)のMo含有量増加 材において、4340鋼と同等レベルの強度を維持しつつ、素材直径が 100 mm程度までは、伸 び・絞りが良好であることが確認された。
また、高強度・高靭性ステンレス鋼(AMS5933)の粗加工供試体を工業規模設備での熱処 理を行って、材料特性の評価を行い、各部位で良好な材料特性が得られることを確認した。更 に、熱処理ひずみと脱炭層深さについても、余肉(2mm)内に収まる問題のないレベルであ ることを確認し、高強度・高靭性ステンレス鋼(AMS5933)が、フラップ・トラック・レー ルに適用可能であることを、実機部品製造レベルで確認できた。
機械加工性、熱処理ひずみ、脱炭層深さ等の部品製造上必要なデータの評価も含めて、実機 模擬供試体を製作することにより、高強度・高靭性ステンレス鋼(AMS5933)によるフラッ プ・トラック・レール製作技術を蓄積することができた。
製作した実機模擬供試体に対して、耐久性試験、耐食性試験、及び、コスト評価を行い、製 作コストは約5%増加するものの、軽量化、メンテナンス・コストの低減、製造フロー・タイ ム短縮、めっきフリー化による対環境性向上等の多くの利点が確認された。
以上より、本研究の平成16年度の成果は、所期の目標を達成していると考える。
(2)今後の主要技術課題
本年度研究において、高強度・高靭性ステンレス鋼(AMS5933)の適用可能寸法の拡大、
フラップ・トラック・レール部品の軽量化、メンテナンス性の向上効果が確認された。また、
高強度・高靭性ステンレス鋼(AMS5933)によるフラップ・トラック・レール製造技術を確 立できた。更なる適用拡大に向けた技術課題として以下に示す点が挙げられる。
(1)実験室レベルの検討で適合性が確認された、高強度・高靭性ステンレス鋼(AMS5933)の φ80 mm素材に対する工業規模設備での熱処理における適合性検討。
(2)高強度・高靭性ステンレス鋼(AMS5933)のMo含有量増加材のφ100 mm素材に対する工 業規模設備での熱処理における、伸び・絞りの改善の有無。
(3)トータル・コスト・ダウンを目的とした熱処理余肉の最少化。
(4)ファスナ穴のような水が溜まりやすい場所においては、腐食が発生することが考えられるた め、耐食性向上ための防錆剤や潤滑剤塗布等の処理の検討。
第 第 第
第 2 章 章 章 章 研究の内容 研究の内容 研究の内容 研究の内容
2.1 研究の背景及び計画
2.1.1 研究の背景
航空宇宙機器の構造体においては、第一に軽量であることが重要であり、従来より、比強度に 優れるアルミニウム合金が多く利用されている。鉄鋼材料は比重がアルミニウム合金の約3倍と 大きく軽量化の点では不利であるが、輸送機の主翼に取り付いているフラップ・トラック・レー ル等の磨耗、摺動が厳しい環境や、主脚等の体積を最小限に抑える必要のある部品には、高い強 度、硬さが要求されるため、現在においても高強度・高硬度を有する4340鋼(引張強度:1800 MPa レベル)や4330V鋼(引張強度:1600 MPaレベル)等の低合金鋼が使用されている。また、フ ラップ・トラック・レールは外気暴露されることから高い耐食性も要求されるため、材料の耐食 性が十分ではない低合金鋼では、防食用のニッケル、もしくは、クロムめっきを施した部品が一 般的である。しかし、これらの部品では、めっき処理の補修や定期的な検査が必要となり、特に、
フラップ・トラック・レールの整備・点検では、主翼から取外し、検査・整備した後に、再度、
取付けるため、作業が容易ではなく、長時間必要となる。そのため、メンテナンス性を向上させ るため、耐食性のある材料への代替が望まれている。
近年、一部機種では耐食性を向上させるため、フラップ・トラック・レール材料として析出硬 化系ステンレス鋼やチタン合金が適用され始めている。しかし、これらの素材は、4340や4330V と比較して強度が低いため(図 2.1.1)、部材の大型化が避けられず、収納スペースの関係から、
チタン合金は主に大型機、析出硬化系ステンレス鋼は主に中型機に適用されている。また、これ らの材料は硬さが低いことからローラー摺動面に表面硬化用の処理を施す必要があることや、素 材そのもののコストが高いこと等、克服すべき課題が多い。これらの素材の特性を簡単にまとめ、
表 2.1.1 に示す。これより、いずれの素材においても長所・短所を抱えており、フラップ・ト ラック・レールに最適な材料ではないといえる。
最近、析出硬化系ステンレス鋼(17-4PH鋼)並みの靭性・耐食性と4340鋼並みの強度(1800 MPa)を併せ持つ高強度・高靭性ステンレス鋼(AMS5933)が開発され(図 2.1.1)、フラップ・
トラック・レール等の航空機鉄鋼部材への適用が期待されている。しかし、この材料は、最大の 機械的特性を発現するためには、焼入れ性の問題から直径50 mm以下の素材に制限されている。
また、この材料は実機未適用であり、適用を図るためには材料特性、適用効果等の各種評価が必 要である。
−8−
1000 1500 2000 0
100 200
引張強さ (MPa)
耐食性
:低合金鋼 :高合金鋼 :ステンレス鋼 :Ti-6Al-4V
Ti-6Al-4V (K
IC) 17-4PH
4330V 4340
300M 18Ni Marage PH13-8Mo
K
ⅠC(M P a ・ m
1/2)
Ti-6Al-4V (耐食性) 良好
AMS5933
図 2.1.1 フラップ・トラック・レール適用材料の特性
×
×
× ×
○
○
○ ○
×
×
× ×
◎
◎ ◎
◎
×
×
× × チタン合金
チタン合金 チタン合金 チタン合金
○
○
○ ○
○
○
○ ○
○
○
○ ○
○
○ ○
○
○
○
○ ○ 高強度・高靭性ステンレス鋼
高強度・高靭性ステンレス鋼 高強度・高靭性ステンレス鋼 高強度・高靭性ステンレス鋼
△ △
△ △
× ×
× ×
○ ○
○ ○
○ ○ ○
○
△ △
△ △ 析出硬化系ステンレス鋼
析出硬化系ステンレス鋼 析出硬化系ステンレス鋼 析出硬化系ステンレス鋼
△
△
△ △
△
△
△ △
△
△
△ △
×
× ×
×
○
○
○ ○ 低合金鋼
低合金鋼 低合金鋼 低合金鋼
コスト コスト コスト コスト 重量
重量 重量 重量 靭性
靭性 靭性 靭性 耐食性
耐食性 耐食性 耐食性 強度
強度 強度 強度
表2.1.1 フラップ・トラック・レール適用材料の特性
2.1.2 研究計画
本研究の研究計画を表 2.1.2に示す。本研究は、大別すると(1)適用可能寸法の拡大、(2)
新高強度ステンレス鋼の開発、(3)材料特性データの取得、(4)実機模擬供試体の設計・製作、
(5)実機適用効果の実証の5項目からなる。
平成 15 年度研究において、適用可能寸法を明確化するため、機械的特性の冷却速度依存性把 握を行い、さらに、合金組成の改良、及び、熱処理の最適化により、高強度・高靭性ステンレス 鋼(AMS5933)と比較して、より高強度・高硬度である新高強度ステンレス鋼の開発の方向性に ついて検討した。また、材料特性データの取得として、疲労試験、及び、磨耗試験を実施した。
静強度解析、及び、損傷許容性評価によるフラップ・トラック・レール実機模擬供試体の設計、
及び、耐磨耗性、表面処理の必要性の有無について調査するため耐久性試験を実施した。
平成16年度研究では、(1)適用可能寸法の拡大では、平成15年度研究において靭性向上効 果が確認されたMo含有量増加材により、高強度・高靭性ステンレス鋼(AMS5933)の適用可能 寸法拡大の可能性を検討する。(2)新高強度ステンレス鋼の開発として、合金組成の改良およ び熱処理の最適化により、高強度・高硬度化の可能性が示されたものに対して、適用可能寸法を 明確にする。(3)材料特性データの取得として、部品形状を有する、高強度・高靭性ステンレ ス鋼(AMS5933)より作製した供試体に、工業規模での熱処理を施し、材料特性を評価する。
また、(4)実機模擬供試体の設計・製作では、平成15年度研究にて設計したフラップ・トラッ ク・レール実機模擬供試体を製作する。(5)実機適用効果の実証として、製作した実機模擬供 試体に対して、耐久性試験、耐食性試験を実施し、平成15年度研究により試算された実機適用 効果を確認する。
−10−
表 2.1.2 研究計画
平成16年度平成15年度 スクリーニング研究 適用可能寸法の明確化 スクリーニング研究 適用可能寸法の明確化 疲労試験 磨耗試験
機械的特性の冷却速度依存性把握 合金組成の改良 合金組成の改良 熱処理の最適化 工業規模における材料特性の取得 基礎的材料特性の取得 供試体設計 供試体製作 耐久性試験 耐食性試験
材料製造技術開発材料製造技術開発材料製造技術開発材料製造技術開発 適用可能寸法の拡大 新高強度ステンレス鋼の開発 材料特性データの取得 実機適用効果の実証実機適用効果の実証実機適用効果の実証実機適用効果の実証 材料特性データの取得 実機模擬供試体の設計・製作 実機適用効果の実証
2.2 材料製造技術研究
2.2.1 研究の目的
平成15年度の材料製造技術研究の概要を図 2.2.1‑1に示す。
平 成 15 年 度 研 究 に お い て 、 適 用 可 能 寸 法 の 拡 大 研 究 で 、 高 強 度 ・ 高 靭 性 ス テ ン レ ス 鋼
(AMS5933)の適用可能寸法の拡大を検討し、素材直径が80 mm程度までであれば、4340鋼と 同等の強度レベルを維持しつつ、靭性と耐食性も良好であり、高強度・高靭性ステンレス鋼
(AMS5933)をめっき等の防食用の表面処理なしでフラップ・トラック・レールに適用できる 見通しが得られたといえる。平成16年度研究では、更なる適用可能寸法の拡大を図る。
また、平成 15年度研究の新高強度ステンレス鋼の開発研究において、高強度・高靭性ステン レス鋼(AMS5933)をベースに、熱処理と合金組成の改善を行い、焼戻し温度の高温化、及び、
C、Moの添加量を増加させることにより、靭性と耐食性を大きく変えない範囲で、4340鋼を凌 ぐ強度が得られる可能性を見出すことができた。しかし、素材寸法と材料特性の関係が明確では ないため、平成16年度研究では、素材寸法と材料特性の関係を明確にし、適用可能寸法の拡大 を図る。
そして、平成15年度研究で、実験室レベルの研究ではあるが、高強度・高靭性ステンレス鋼
(AMS5933)が表面処理なしでフラップ・トラック・レールとして十分な機械的特性、耐食性 を有することが確認された。平成16年度研究では、高強度・高靭性ステンレス鋼(AMS5933)
より作製した部品形状をもつ供試体(粗加工供試体)に、工業規模での熱処理を施し、材料特性 および製造性を評価する。
−12−
図 2.2.1‑1 平成 15 年度材料製造技術研究の全容
高 強 度 ・ 高 靭 性 ス テ ン レ ス 鋼 ( A M S 5 9 3 3 ) の 適 用 可 能 寸 法 の 拡 大
φ8 0 m m 程 度 ま で 、 目 標 特 性 が 得 ら れ る 見 通 し が 得 ら れ た 。
新 高 強 度 ス テ ン レ ス 鋼 の 開 発
熱処理の改善 合金組成の改善
焼戻し温度の高温化で、 C, Mo増加により、
引張強さ:1880 MPa 引張強さ:1900 MPa 破壊靱性: 80 MPa√mレベル
耐食性: 析出硬化系ステンレス鋼レベル
強度 靭
性
目標範囲目標範囲 目標範囲目標範囲
(
(
(
(できるだけ高強度化)
AMS5933
熱処理改善
フラップトラックレールとしての特性維持可能な素材寸法の見極め 目標特性 引張強さ:1800 MPaレベル
破壊靱性:80 MPa√mレベル
耐食性:析出硬化系ステンレス鋼レベル
AMS5933 の熱処理と合金組成の改善を行い、靭性、耐食性を大きく低
下させずに高強度化を図る。
目標特性 引張強さ:1800 MPa以上でできるだけ高強度化
(2000 MPaが理想)
破壊靱性:80 MPa√mレベル
耐食性:析出硬化系ステンレス鋼レベル
合金組成改善
2.2.2 試験方法 (1) 試料作製方法
高強度・高靭性ステンレス鋼(AMS5933)の適用可能寸法の拡大研究、及び、新高強度ス テンレス鋼の開発研究では、図 2.2.2‑1の概略に従い、研究用試料を作製した。各合金は真空 誘導溶解法によって溶解し、10 kgの小型インゴットを鋳造した。その後、均質化熱処理を行 い、熱間鍛造で20 mm(t)×45 mm(w)の平材に仕上げた。焼鈍を行った後、これから試験片を 切出し(粗加工)、目的に応じて種々の熱処理を行った上で、機械加工により各種試験片形状 に仕上げた。
材料特性データの取得研究では、高強度・高靭性ステンレス鋼(AMS5933)の87 mm×97 mm
×1600 mmの素材から、粗加工供試体を作製した。高強度・高靭性ステンレス鋼(AMS5933)
の代表的な化学成分を表 2.2.2‑1に示す。
図 2.2.2‑1 研究用試料の作製方法 真 空 誘 導 溶 解
10 kgインゴット
熱 間 鍛 造(20(t)×45(w))
均 質 化 熱 処 理
試 験 片 加 工 熱 処 理 固 溶 化 処 理
サ ブ ゼ ロ 処 理 焼 戻 し 切 出 し (粗加工)
焼 鈍
−14−
表 2.2.2‑1 高強度・高靭性ステンレス鋼(AMS5933)の代表的な化学成分(mass%)
C Si Mn Ni Cr Mo Co Fe AMS5933 0.2 0.5 0.5 1 12.6 2 15.6 Bal.
(2) 固溶化処理後の冷却速度の制御と測定方法
適用可能寸法の拡大研究、及び、新高強度ステンレス鋼の開発研究における冷却速度制御に ついては、固溶化処理を真空中で行い、冷却に用いるN2ガス量を調整することで行った。冷 却時の温度は、高強度・高靭性ステンレス鋼(AMS5933)を15 mm×30 mm×30 mmに切出し た測温用試料を作製し、15 mm×30 mm面の一つから、中心までφ5 mmの穴をあけ、熱電対 を挿入し、測温用試料の中心部にて測定した。供試材の冷却速度を測温用試料と同じにするた め、供試材の最小辺が測温用試料と同じ15〜16 mmとなるように切出し(粗加工)を行った。
このとき冷却速度としては、固溶化温度(1085℃)と室温の平均温度(550℃)まで冷却され るのに要した時間(以下、半冷時間と呼ぶ)を用いた。
(3) 試験方法
本研究では、試験項目として、ミクロ組織、硬さ試験、常温引張試験、破壊靭性試験、およ び耐食試験を行い、材料特性を評価した。試験方法の概要を表 2.2.2‑2に、試験片形状および 寸法を図 2.2.2‑2に示す。
ミクロ組織は、X線回折測定法を用いて残留オーステナイト量を測定した。
硬さは、JIS Z2245に基づいて、ロックウェル硬度計を用いて、Cスケール(HRC)で測定 した。
常温引張試験は、ASTM E8に基づいて、常温、大気中で、イントスロン型引張試験機にて 行った。試験片は、平行部直径6.35 mm、標点間距離25.4 mmのツバ付丸棒試験片を用いた(図 2.2.2‑2)。採取方向は、適用可能寸法の拡大研究および新高強度ステンレス鋼の開発研究では L方向とし、材料特性データの取得研究では、採取位置により、採取方向を変化させた。
破壊靭性試験は、ASTM E399に基づいて常温、大気中で行った。試験片は、適用可能寸法 の拡大研究および新高強度ステンレス鋼の開発研究では、素材が平角形状のため、L-T方向に 切出したコンパクト・テンション型試験片を用いた(図 2.2.2‑2)。材料特性データの取得研 究でも同じ形状のコンパクト・テンション型試験片(図 2.2.2‑2)を用いたが、採取位置によ り、採取方向を変化させた。試験片サイズは、15 mm(t)×36 mm(w)×37.5 mm(l)であり、繰り
返し負荷による疲労き裂をノッチ先端から約1.5 mmの深さまで導入し、予き裂とした。引張 破断は開口変位をクリップ・ゲージにて測定しながら、油圧サーボ型疲労試験機で行い、破断 までの開口変位−荷重曲線を求めた。負荷の初期段階における線形域の勾配に対して、95% の 勾配の直線を引き、95〜100% の範囲内の最大荷重Pqを求め、計算によってKq値を求めた。
さらに、Pmax/Pq≦1.1、および試験片の厚さが15であるので、15≧2.5(Kq/σ0.2)2を満足する とき、Kq値を KICとした。Pmax/Pq≦1.1、または 15≧2.5(Kq/σ0.2)2 を満足しない場合は、
Kq値のままとした。
耐食性は、JIS G0577 に基づき、孔食電位測定法によって行った。試験片は、5 mm(t)×10 mm(w)×10 mm(l)とし、10 mm(w)×10 mm(l)の片面を測定面とした。測定面は800番湿式研 磨仕上げし、アセトンにて脱脂した。試験片は測定面のみが試験液に接するように専用のホ ルダーにセットし、700 mlの30℃、3.5% 食塩水中に浸漬し、N2ガスを吹き込み脱気した。
対極はPt板、照合電極はAg/AgCl電極を用いた。自然電位を測定した後、試験片に自然電極
から20 mV/minの速度で徐々に電位を負荷し、電流密度の変化を測定した。電流密度が急激
に 増 加 し 、 100 μA/cm2 に 達 し た と き の Vc’100(Ag/AgCl)を 求 め た 。 そ し て 、 Vc’100(SCE)=Vc’100(Ag/AgCl)-42 の関係を用いて、Vc’100(SCE)に換算し、孔食電位Vc’100 とした。
表 2.2.2‑2 試験方法
試験項目 内容
ミクロ組織 ○ X線回折法による残留オーステナイト量測定
硬さ測定 ○ JIS Z2245に基づいてロックウェル(Cスケール)
硬度測定
引張試験 ○ ASTM E8に基づいて、常温にて、0.2%耐力、引張 強さ、伸び、絞り測定
破壊靭性試験 ○ ASTM E399に基づいて、コンパクト・テンション 試験片を用いて、KqもしくはKICを測定
耐食性試験(孔食試験) ○ JIS G0577に基づいて、Vc’100(Ag/AgCl)を測定 Vc’100(SCE)に換算し、孔食電位Vc’100とした
−16−
図 2.2.2‑2 試験片形状および寸法 35.0
80~105
6 6
拡大図 5R
M10、P1.5 90°
φ6.35 φ8.70
φ8.9
φ6.70
(0.2)
(2.35)
(a) 引張試験片
(b) 破壊靭性試験片
1.5 30
16.5
φ7.5 37.5
16.5
90°
90°
拡大図
0.1R最大
2
35°
厚さ 15 mm
2.2.3 適用可能寸法の拡大
(1)研究目標
高強度・高靭性ステンレス鋼(AMS5933)は、強度、靭性、及び、耐食性に優れているた め、この素材をフラップ・トラック・レールに適用できれば、防食用のめっき処理が不要とな り、既存材に対して、多くのメリットが見込まれる。しかし、高強度・高靭性ステンレス鋼
(AMS5933)が最大の機械的特性、及び、耐食性を発揮するには、固溶化処理後の冷却速度 を一定以上にする必要があり、素材直径で50 mmまでしか推奨されていない。小型機用のフ ラップ・トラック・レールであっても、熱処理段階での肉厚は50 mm程度以上であることが 考えられ、中・大型機では更に肉厚が厚くなる。そこで、平成15年度研究では、高強度・高 靭性ステンレス鋼(AMS5933)について、適用可能寸法を拡大させる研究を行った。
そして、熱処理時の素材径が、最大80 mm程度までであれば、下記の特性を達成する目途 が得られた。
・ 引張強さ:1800 MPaレベル
・ 破壊靭性値:80 MPa√m レベル
・ 耐食性:析出硬化系ステンレス鋼(17‑4PH)レベル
そして、素材寸法の拡大による靭性の低下が課題であることが明確になった。
尚、本検討において引張強度は、4340 鋼の強度レベル(1800 MPa)を目標とした。靭性は、
4340系の低合金鋼の破壊靭性レベルが60 MPa√mであることから、優位性が得られる80 MPa
√m レベルを目標とした。耐食性については、代表的な析出硬化系ステンレス鋼(17-4PH)
レベルであれば、使用上問題がないことから、析出硬化系ステンレス鋼(17-4PH)と同等で あることを目標とした。
以上より、平成16年度研究では、高強度・高靭性ステンレス鋼(AMS5933)の靭性低下の 改善を行い、更に適用可能寸法の拡大を図ることを目標とした。
(2)結果
平成15年度研究における新高強度ステンレス鋼の開発研究において、高強度・高靭性ステ ンレス鋼(AMS5933)のMo含有量増加材は、適用寸法が小さな場合は、靭性が向上すること が確認された。そこで、高強度・高靭性ステンレス鋼(AMS5933)のMo含有量増加材を図 2.2.2‑1に従い作製した。Mo含有量は、平成15年度研究で良好な結果が得られた含有量が、
2.98% であったことから、同水準の2.9% と、更に含有量の多い3.3% について検討した。
供試材の化学成分を表 2.2.3‑1に示す。
表2.2.3‑1 適用可能寸法の拡大研究に用いた供試材の狙い成分と分析成分(mass%) 試料No. C SiMn P S NiCrMo Co Nb Fe 狙い0.20 0.5 0.5 --1 12.5 2.9 15.5 0.07 bal. Mo↑JG552 分析0.20 0.49 0.51 0.012 0.0022 0.97 12.5 2.90 15.4 0.08 bal. 狙い0.20 0.5 0.5 --1 12.5 3.3 15.5 0.07 bal. Mo↑↑ JG553 分析0.20 0.51 0.50 0.010 0.0020 0.96 12.5 3.37 15.4 0.08 bal.
−18−
供試材は、図 2.2.3‑1に示す条件で熱処理し、特性を評価した。ここで、固溶化処理後の冷 却速度を半冷時間が2〜4 minの範囲で制御することで、素材直径が75〜100 mmの試料を油 冷した場合の中心位置での冷却速度を模擬した。尚、図 2.2.3‑1において、固溶化処理後に油 冷を行った場合が、高強度・高靭性ステンレス鋼(AMS5933)の標準の熱処理条件である。
図 2.2.3‑1 適用可能寸法の拡大研究での熱処理条件
Mo含有量増加材の破壊靭性値を図 2.2.3‑2に、引張強度、伸び、絞りを図 2.2.3‑3、2.2.3‑4、
2.2.3‑5に示す。尚、比較のため、それぞれの図には、平成15年度研究で実施した高強度・
高靭性ステンレス鋼(AMS5933)の結果を付記した。
破壊靭性値(図 2.2.3‑2)は、油冷試料において、高強度・高靭性ステンレス鋼(AMS5933)
よりも高い値である。素材直径が概ね80 mmの場合を模擬した半冷時間が2.3 minの場合では、
約80 MPa√mであり、高強度・高靭性ステンレス鋼(AMS5933)の場合と同等である。また、
素材直径が100 mm以上の領域を模擬した半冷時間が3.3 minの場合では、4340系の低合金鋼 の破壊靭性レベルである約60 MPa√m程度であり、高強度・高靭性ステンレス鋼(AMS5933)
よりも若干高い値であるが目標値には達していない。
引張強度(図 2.2.3‑3)、は、半冷時間が3.3 minまではほとんど低下がみられず、高強度・
高靭性ステンレス鋼(AMS5933)と同等の値である。
伸び・絞り(図 2.2.3‑4、2.2.3‑5)は、素材直径が100 mm以上の領域を模擬した半冷時 間が3.3 minの場合で、高強度・高靭性ステンレス鋼(AMS5933)の素材直径が概ね80 mmの 場合を模擬した半冷時間が2.3 minの場合と同等である。具体的な目標値としては挙げていな いが、伸び・絞りに関しては良好である。
耐食性については、破壊靭性との相関が強いことが、平成15年度研究で示されたことから、
破壊靭性が良好であれば、耐食性も良好であると考えられる。これより、確認のために油冷試 サ ブ ゼ ロ 処 理
固 溶 化 処 理
焼 戻 し × 2 回
- 7 5 ℃ × 2 H r
3 8 5 ℃ × 2 H r 1 0 8 5 ℃ × 1 H r 冷却速度を油冷、および 半冷時間が2〜4 minの範囲で制御
−20−
料のみ耐食性を評価した。結果を表 2.2.3‑2に示す。両試料ともに、130 mV以上であり、17-4PH レベルの良好な耐食性であると考えられる。
表 2.2.3‑2 供試材の孔食電位(30℃、3. 5% NaCl 中)
Vc’ (mV)
Mo↑(JG552) 133 Mo↑↑(JG553) 213
残留オーステナイト量(γR)を表 2.2.3‑3に示す。残留オーステナイト量は、Mo↑材で、10
〜14%、Mo↑↑材で15~19% であった。Mo含有量増加により、残留オーステナイト量が増 加し、靭性向上に寄与していると考えられる。破壊靭性、引張特性において、両試料間で大き な違いはみられなかったが、あえて挙げるとするとMo↑↑材(JG553)の方が、伸びが大き く、残留オーステナイト量は、15〜19% が最適であると考えられる。
表 2.2.3‑3 供試材の残留オーステナイト量(%)
半冷時間
冷却速度 油冷 2.3min 3.3min Mo↑(JG552) 12.4 10.7 13.4 Mo↑↑(JG553) 15.9 15.1 18.6
以上のように、高強度・高靭性ステンレス鋼(AMS5933)のMo含有量増加材は、熱処理時 の素材径が、80 mm程度までは、高強度・高靭性ステンレス鋼(AMS5933)と同様の材料特 性であり、めっき処理なしでフラップ・トラック・レールに適用できる見通しが得られた。素
材径が100 mm程度以上では、伸び・絞りが良好であることが確認されたが、破壊靭性につい
ては、約60 MPa√m程度であり、高強度・高靭性ステンレス鋼(AMS5933)に対して大きな
改善はみられなかった。素材径が100 mm程度以上の場合、延性面で若干余裕があるものの、
強度、靭性面では、高強度・高靭性ステンレス鋼(AMS5933)以上の特性を得るまでには至 らなかった。
0 20 40 60 80 100 120 140 160
1 10
固溶化処理後の半冷時間 (min)
KIC or Kq (MPa√m)
Mo↑(JG552)
Mo↑↑(JG553)
AMS5933
2 3 4 5 6 7
φ80相当 φ150相当
//
油冷
φ75相当
図 2.2.3‑2 破壊靭性と固溶化処理後の半冷時間の関係
−22−
1000 1200 1400 1600 1800 2000
1 10
固溶化処理後の半冷時間 (min)
引張強度(MPa)
Mo↑(JG552)
Mo↑↑(JG553)
AMS5933
2 3 4 5 6 7
//
油冷
φ80
相当φ150
相当φ75
相当図 2.2.3‑3 引張強度と固溶化処理後の半冷時間の関係
引張強さ
0.2%耐力
0 5 10 15 20 25
1 10
固溶化処理後の半冷時間 (min)
伸び(%)
Mo↑(JG552)
Mo↑↑(JG553)
AMS5933
2 3 4 5 6 7
//
油冷
φ80
相当φ150
相当φ75
相当図 2.2.3‑4 伸びと固溶化処理後の半冷時間の関係
−24−
0 10 20 30 40 50 60 70
1 10
固溶化処理後の半冷時間 (min)
絞り(%)
Mo↑(JG552)
Mo↑↑(JG553)
AMS5933
2 3 4 5 6 7
//
油冷
φ80相当 φ150相当
φ75相当
図 2.2.3‑5 絞りと固溶化処理後の半冷時間の関係
2.2.4 新高強度ステンレス鋼の開発
(1)研究目標
高強度・高靭性ステンレス鋼(AMS5933)を更に高強度化できれば、部品の薄肉化・重量 軽減を行うことが可能である。そこで、平成15年度研究では、高強度・高靭性ステンレス鋼
(AMS5933)をベースに、新高強度ステンレス鋼の開発研究(熱処理と合金組成の改善)を 行い、靭性と耐食性を大きく変えない範囲で、4340 系の低合金鋼、及び、高強度・高靭性ス テンレス鋼(AMS5933)を凌ぐ強度が得られる可能性を見出すことができた。
そこで、平成16年度研究では、平成15年度研究で見通しが得られた新高強度ステンレス鋼 について、適用可能寸法の明確化として、素材寸法と材料特性の関係を調査する研究を行った。
具体的には、次のことを目標とする。
・ 引張強さ:1900 MPaレベル
・ 破壊靭性値:80 MPa√mレベル
・ 耐食性:析出硬化系ステンレス鋼(17‑4PH)レベル
・ 以上の材料特性を満足する素材寸法を見極める
以上の目標を掲げ、新高強度ステンレス鋼の開発研究を行った。
(2)結果
平成15年度研究における新高強度ステンレス鋼の開発研究において、高強度・高靭性ステンレ ス鋼(AMS5933)の焼戻し温度の高温化、及び、C、Moの添加量を増加させることにより、素材 寸法が小さな場合は、靭性と耐食性を大きく変えない範囲で、4340系の低合金鋼、及び、高強度・
高靭性ステンレス鋼(AMS5933)を凌ぐ強度が得られる可能性を見出すことができた。
そこで、高強度・高靭性ステンレス鋼(AMS5933)のC、Mo含有量増加材を図 2.2.2‑1に従 い作製した。C, Mo含有量は、平成15年度研究で良好な結果が得られた含有量が、それぞれ0.23%、
2.98% であったことから、Cについては同水準の0.23% と、更に含有量の多い0.27% を検討し た。Moについては、2.2.3節の適用可能寸法の拡大研究で作製した2水準(2.9%、3.3%)のMo含 有量増加材(表 2.2.3‑1参照)を検討した。更に、C, Moの両方の含有量を増加させ、Cを0.23%、
Moを2.2% 含有させたものについても検討した。供試材の化学成分を表 2.2.4‑1に示す。
供試材は、図 2.2.4‑1に示す条件で、固溶化処理後の冷却速度と焼戻し温度を変化させた熱処 理を施し、特性を評価した。ここで、固溶化処理後の冷却速度は試験片を油冷したものと、半冷 時間が2〜4 minの範囲で制御したものを作製した。冷却速度が半冷時間で2〜4 minの範囲に制御 したものは、素材直径が75〜150 mmの試料を油冷した場合の中心位置での冷却速度を模擬した ものである。尚、Mo含有量増加材の385℃ 焼戻し材については、2.2.3節の適用可能寸法の拡 大研究で実施済みのため、評価結果は2.2.3節のものを用いた。
表2.2.4‑1 新高強度ステンレス鋼の開発研究に用いた供試材の狙い成分と分析成分(mass%) 試料No. C SiMn P S NiCr Mo Co Nb Fe 備考 狙い0.20 0.5 0.5 −−1 12.5 2.9 15.5 0.07 bal. Mo↑JG552 分析0.20 0.49 0.51 0.012 0.00220.97 12.5 2.90 15.4 0.08 bal. 2.2.3節試料 狙い0.20 0.5 0.5 −−1 12.5 3.3 15.5 0.07 bal. Mo↑↑JG553 分析0.20 0.51 0.50 0.010 0.00200.96 12.5 3.37 15.4 0.08 bal. 2.2.3節試料 狙い0.23 0.5 0.5 −−1 12.5 2.0 15.5 0.07 bal. C↑ JG554 分析0.23 0.51 0.45 0.012 0.00190.99 12.6 2.04 15.7 0.08 bal. 狙い0.27 0.5 0.5 −−1 12.5 2.0 15.5 0.07 bal. C↑↑JG556 分析0.27 0.50 0.49 0.011 0.00190.98 12.5 2.03 15.6 0.08 bal. 狙い0.23 0.5 0.5 −−1 12.5 2.2 15.5 0.07 bal. C↑、Mo↑JG555 分析0.23 0.51 0.52 0.012 0.00190.98 12.6 2.25 15.7 0.08 bal.
−26−
図 2.2.4‑1 新高強度ステンレス鋼の開発研究で検討した熱処理条件
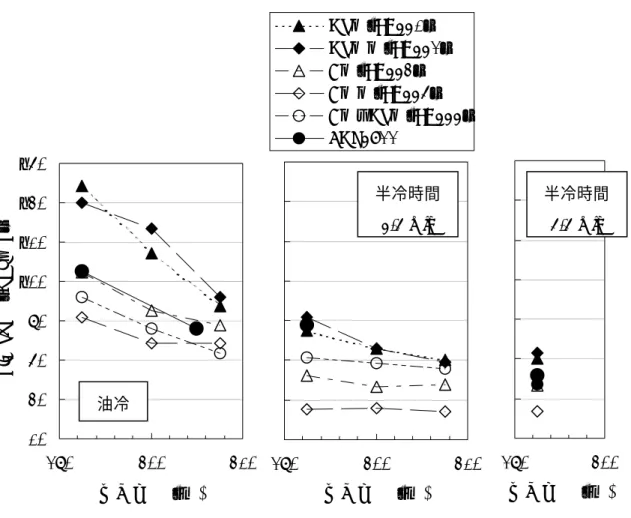
各冷却速度における焼戻温度と破壊靭性の関係を図 2.2.4‑2に示す。冷却速度が同じ場合、
焼戻温度が高くなると破壊靭性値は大きく低下する傾向がある。また、焼戻温度が同じ場合 は、冷却速度が遅くなると破壊靭性は大きく低下した。各冷却速度における焼戻温度と引張 強さの関係を図 2.2.4‑3に示す。引張強さは、焼戻温度が高くなると高くなり、冷却速度が 遅くなっても、ほとんど低下しない傾向がみられた。
油冷試料での引張強さと破壊靭性値の関係を図 2.2.4‑4 に示す。また、素材直径が概ね 80 mmの場合を模擬した半冷時間が2.3 minでの引張強さと破壊靭性値の関係を図 2.2.4‑5 に示す。油冷試料(図 2.2.4‑4)において、目標値にかなり近いデータはみられるが、目標 値に達したデータは得られていない。更に、半冷時間 2.3 min(図 2.2.4‑5)では、目標範 囲からかなり外れており、新高強度ステンレス鋼の適用可能寸法の拡大は難しいといえる。
ここで、油冷試料においても、全ての試料の引張強さが1900 MPaレベルに達していない。
平成15年度研究では、C↑(JG554)とC含有量が同じ試料を油冷した場合、1900 MPaレベル の引張強さが得られていた。試験回数が各1点であるため、試験毎のバラつきの可能性はあ るが、違いが大きく有意差であると考えられる。そこで、原因を検討するため、C↑(JG554) 材について、図 2.2.4‑1における固溶化処理温度を1100℃ に変更し、油冷を行い、焼戻し を385℃ および415℃ で行った。引張強さと破壊靭性値の関係を図 2.2.4‑6に示す。
C↑(JG554)材で、固溶化処理温度を1100℃ まで上昇させると、強度-靭性バランスが平成
15 年度成果に近づいており、1085℃ では、固溶化温度が低い可能性が考えられる。即ち、
高強度・高靭性ステンレス鋼(AMS5933)の固溶化処理温度である1085℃ は、C↑(JG554) の場合では、下限温度に近い可能性が考えられる。下限温度近くでの固溶化処理であるため、
熱処理機会毎に生じる僅かな熱処理温度の変化により、強度-靭性バランスが大きく影響を サ ブ ゼ ロ 処 理
固 溶 化 処 理
焼 戻 し × 2 回
- 7 5℃ × 2 H r
385、400、415℃ × 2 Hr 1 0 8 5℃ × 1 H r 冷却速度を油冷および 半冷時間が2〜4 minの範囲で制御
−28−
受ける可能性あり、固溶化処理温度の最適化が必要であると考えられる。更には、固溶化処 理以外のいずれかの試料作製工程(図 2.2.2‑1)についても最適でない可能性がある。
以上のように、高強度・高靭性ステンレス鋼(AMS5933)のC、Mo含有量増加材により、
高強度化を図ると、冷却速度が遅くなった場合の靭性低下が大きく、適用可能寸法の拡大を 図ることが難しいと考えられる。また、冷却速度が速い場合であっても、安定して最適な特 性を得るには、熱処理条件の最適化を図る必要があると考えられる。
図 2.2.4‑2 各冷却速度における焼戻温度と破壊靭性の関係 20
40 60 80 100 120 140 160
380 400 420
焼戻温度 (℃)
KIC or Kq(MPa√m)
380 400 420
焼戻温度 (℃) Mo↑(JG552)
Mo↑↑(JG553)
C↑(JG554)
C↑↑(JG556)
C↑、Mo↑(JG555)
AMS5933
380 400
焼戻温度 (℃) 油冷
半冷時間 2.3 min
半冷時間 3.3 min
−30−
図 2.2.4‑3 各冷却速度における焼戻温度と引張強さの関係 1600
1700 1800 1900
380 400 420
焼戻温度 (℃)
引張強さ(MPa)
380 400 420
焼戻温度 (℃) Mo↑(JG552)
Mo↑↑(JG553)
C↑(JG554)
C↑↑(JG556)
C↑、Mo↑(JG555)
AMS5933
380 400
焼戻温度 (℃)
油冷 半冷時間
2.3 min
半冷時間 3.3 min
20 40 60 80 100 120 140 160
1500 1700 1900 2100
引張強さ (MPa)
破壊靭性(MPa√m)
AMS5933 Mo↑(JG552)
Mo↑↑(JG553)
C↑(JG554)
C↑↑(JG556)
C↑、Mo↑(JG555)
目標範囲
図 2.2.4‑4 油冷試料における引張強さと破壊靭性の関係
−32−
20 40 60 80 100 120 140 160
1500 1700 1900 2100
引張強さ (MPa)
破壊靭性(MPa√m)
AMS5933 Mo↑(JG552)
Mo↑↑(JG553)
C↑(JG554)
C↑↑(JG556)
C↑、Mo↑(JG555)
目標範囲
図 2.2.4‑5 半冷時間 2.3 min 試料における引張強さと破壊靭性の関係
20 40 60 80 100 120 140 160
1700 1900 2100
引張強さ (MPa)
破壊靭性(MPa√m)
固溶化温度 1085℃
固溶化温度 1100℃
平成15年度成果
目標範囲
図 2.2.4‑6 C↑(JG554)材の固溶化処理温度が 1085℃と 1100℃での 引張強さと破壊靭性の関係比較
(平成 15 年度での C↑(JG554)相当材の結果を付記する)
−34−
2.2.5 材料特性データの取得
(1)研究目標
平成15年度研究で、実験室レベルの研究を行い、高強度・高靭性ステンレス鋼(AMS5933)
の適用可能寸法の拡大を検討し、素材直径が80 mm程度までであれば、4340鋼と同等の強 度レベル維持しつつ、靭性と耐食性が良好であり、高強度・高靭性ステンレス鋼(AMS5933)
を防食用のめっき処理なしでフラップ・トラック・レールに適用できる見通しが得られた。
そこで、平成16年度研究では、実際の小型機用のフラップ・トラック・レールを想定し た粗加工供試体を作製し、工業規模の熱処理を行い、各部位での強度、靭性と耐食性を評価 した。
具体的な材料特性の目標値としては、2.2.3節の適用可能寸法の拡大研究と同様である。
・ 引張強さ:1800 MPaレベル
・ 破壊靭性値:80 MPa√mレベル
・ 耐食性:析出硬化系ステンレス鋼(17-4PH)レベル
更に、実際のフラップ・トラック・レールの製造においては、熱処理ひずみ量および脱炭 層深さを把握しておくことが重要であることから、熱処理ひずみ、及び、脱炭層深さを確認 した。
(2)工業規模試作方法
粗加工供試体は、小型機用のフラップ・トラック・レールを対象とし、最終仕上げ加工前 の形状として、図 2.2.5‑1を想定した。そして、工業規模の試作においては、余肉量と固溶 化処理後の冷却方法が重要であることから、余肉と冷却方法を2条件設定して、各特性を評 価した。各条件の形状(余肉)を図 2.2.5‑2、図 2.2.5‑3に示す。また、熱処理条件を表 2.2.5‑1 に示す。
表 2.2.5‑1 粗加工供試体の熱処理条件
固溶化処理
温度 保持雰囲気 冷却媒体 サブゼロ 焼戻し 余肉 (mm)
条件1 ソルト(400℃)→衝風 2.5〜5
条件2
1085℃
×1 Hr
真空
(<0.15 torr) 焼入れ油 -75℃×2 Hr 385℃×2 Hr
×2回 2
図2.2.5‑1 小型機用のフラップ・トラック・レールとして想定した最終仕上げ加工前の形状
80
86
333314
12 34 40
66
11
29
77
R5R5 R5
R5 R5 R5 660
762 12
R5R5
12 34 40
図2.2.5‑2 第1条件(ソルト焼入れ)に供した粗加工供試体の形状
85
94
30.530.524 5614.514.5
49
21 24
28 21
66595
782 22
R5R5
49
21 24
余肉 厚み;外側4mm、内側5mm 幅方向;外側2.5mm、内側5mm (長手方向;片肉10mm)
−36−
図2.2.5‑3 第2条件(油焼入れ)に供した粗加工供試体の形状
84
90
333318 621111
44
16 30
29 15
66595
782 22
R5R5
44
16 30
余肉 厚み、幅方向;片肉2mm (長手方向;片肉10mm
−38−
余肉については、表面酸化スケール・脱炭層の削り代、及び、熱処理ひずみの補正代と して必要であるだけでなく、供試体の各寸法が大きくなるため熱処理ひずみを抑制する利 点がある。しかし、大きくなると熱処理後の高硬度な状態での加工量が増加するため、加 工工数が増加するだけでなく、供試体の寸法が大きくなり、中心部での冷却速度が遅くな るため、機械的特性(特に靭性)が低下する可能性がある。
また、冷却方法については、冷却速度を速くすると高い靭性、耐食性が得られやすいと いった利点があるが、熱処理ひずみが大きくなる可能性がある。逆に冷却速度を遅くする と熱処理ひずみが小さくできるといった利点があるが、靭性、耐食性が低くなる可能性が ある。
高強度・高靭性ステンレス鋼(AMS5933)の加熱・冷却時の膨張・収縮を模式的に図 2.2.5‑4に示す。高強度・高靭性ステンレス鋼(AMS5933)の熱処理による膨張・収縮に は、加熱・冷却による熱膨張・収縮以外に、加熱時にはオーステナイトへの逆変態、冷却 時にはマルテンサイト変態を起す時の膨張・収縮がある。その中でも、最も変形が大きく なるのは、大きな膨張を起すマルテンサイト変態時であると考えられる。高強度・高靭性 ステンレス鋼(AMS5933)のマルテンサイト変態開始温度は、100℃ 程度である。従っ て、固溶化処理後において、100℃ 程度以下の低温領域をゆっくり冷却することで、熱処 理ひずみは抑制できると考えられる。
図 2.2.5‑4 高強度・高靭性ステンレス鋼の加熱・冷却時の膨張率を表す模式図
膨張率
温度
固溶化温度 Ms点(100℃)
加熱時
冷却時
一方で、平成 15 年度研究で、適用寸法を大きくした場合、粒界での炭化物析出により、
靭性・耐食性が悪くなることが示唆された。この炭化物の析出は、鋼中の元素の拡散が必 要であるため、400℃以上の高温域で生じていると考えられる。従って、靭性・耐食性を 低下させないためには、高温域で速い冷却速度を確保する必要があると考えられる。
以上より、第 1 条件では、粒界に炭化物が析出し、靭性が低下する可能性のある温度域 では冷却速度を速くし、熱処理ひずみが大きい温度域では冷却を遅くすることを狙った。
即ち、固溶化処理後の冷却を 400℃ のソルトを用いて行うことで、400℃ 程度までの冷 却を速くし、その後は、大気中で衝風冷却を行いゆっくり冷却した。
第2条件では、固溶化処理後の冷却速度を重視するため、冷却は油冷にて行った。更に、
中心部での冷却速度も速くするため、第1条件よりも供試体の余肉を小さくした。
(3)結果
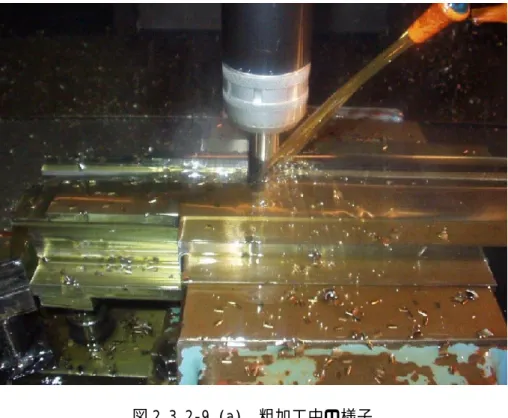
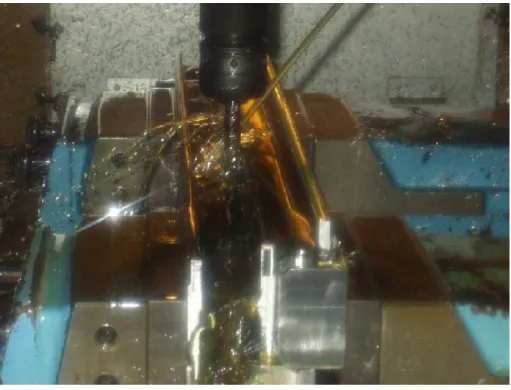
焼鈍状態のAMS5933(素材径87 mm×97 mm)を、図 2.2.5‑2、図 2.2.5‑3の形状に加 工し、表 2.2.5‑1 の第1,2条件で工業規模の熱処理を施した。本研究で行った熱処理の 方法を模式的に図 2.2.5‑5に示す。また、固溶化処理後に真空加熱炉から冷却槽まで運搬 する様子を図 2.2.5‑6に示す。本研究で行った工業規模での熱処理では、加熱保持後に冷 却槽までクレーンで運搬する必要があり、加熱保持後の冷却槽までの試料の移動を、手作 業で素早く行うことの出来る実験室レベルでの研究とは大きく異なっている。
そして、熱処理後の粗加工供試体の各部位で、引張強度、伸び、絞り、硬さ、破壊靭性、
孔食電位、残留オーステナイト量の各材料特性、熱処理ひずみ、脱炭層深さを評価した。
(a)材料特性
熱処理後の引張試験結果(0.2%耐力、引張強さ、伸び、絞り)と試験片採取位置につ いて、第1条件、第2条件の結果をそれぞれ図 2.2.5‑7、図 2.2.5‑8に示す。破壊靭性値 について、第1条件、第2条件の結果をそれぞれ図 2.2.5‑9、図 2.2.5‑10に示す。硬さ と残留オーステナイト量(γR量)、及び、孔食電位について、第1条件、第2条件の結果 をそれぞれ図 2.2.5‑11、図 2.2.5‑12に示す。
0.2%耐力、引張強さ、伸び、絞り、硬さ、残留オーステナイト量(γR量)は、試験
片採取位置による多少のバラつきはみられたが、特に部位による傾向はみられなかった。
破壊靭性値については、模式図での上側部(断面上側部)より、冷却速度が遅くなる下側
(断面中央部)の方が、試料の肉厚が厚いため、低くなる傾向がみられた。
−40−
図 2.2.5‑5 熱処理方法を表す模式図 真空炉で加熱保持後、冷却槽まで運搬し冷却
真空加熱炉 冷却槽
真空加熱炉 冷却槽
冷却
加熱・保持
供試体
図 2.2.5‑6 熱処理での冷却前の運搬の様子 供試体