SMA ワイヤ補強による CFRP 製高圧力容器の開発と最適構造設計
に関する研究
邉 吾一(機械工学科) 南条尚志(日東紡績㈱)
1.緒言
近年,ZEV(Zero Emission Vehicle)を目標と する燃料電池自動車の開発が積極的に行われて おり,燃料電池自動車の課題の一つである走行 距離の問題から燃料の圧縮水素ガスを貯蔵する 容器の高耐圧化が切望されている. 本研究に関連した過去の研究では,比強度, 比 剛 性 に 優 れ た 炭 素 繊 維 強 化 プ ラ ス チ ッ ク ( Carbon Fiber Reinforced Plastics , CFRP)製圧力容器の胴部に容器外径よりも小さ な径の形状を記憶させた形状記憶合金(Shape Memory Alloy,SMA)を周巻きし,逆変態温度(Af 点)以上で SMA の形状回復機構を利用したタガ 絞め効果による耐圧強度向上を破裂試験により 検討し,同時に FEM 解析を用いて試験と比較し た1). 本研究では,SMA ワイヤの使用量を可能な限り 少なく抑えて圧力容器の耐圧強度を最大限に向 上させることを目的とし,圧力容器の耐圧強度 を最大にするための SMA の最適な巻き方を FEM 解析で求め,実際に破裂試験を行って FEM 解析 と比較した. 2.CFRP 製圧力容器 破裂試験および FEM 解析には,容積が 2.0ℓと 8.4ℓの CFRP 製圧力容器(以後,オリジナル容器 という)を用いた.オリジナル容器は容器胴部 の厚さ方向内側から 6061-T6 アルミニウムライ ナ,CFRP 層,GFRP 層となっている.オリジナル 容器の概要を Table 1 に示す. C 3.FEM 解析 3.1 解析方法 CFRP 製圧力容器の破壊予 測と SMA ワイヤの最適な巻き方の検討を行うた めに汎用有限要素プログラム ANSYSver9.0 を用 いて FEM 解析を行った.要素は,圧力容器には 二次元軸対称ソリッド(8 節点要素)PLANE183 を用いて 2.0ℓの圧力容器は軸方向を 100 分割, 8.4ℓの圧力容器は軸方向を 140 分割し,厚さ方 向はいずれの圧力容器の場合も 6 分割となって いる.SMA ワイヤは,二次元軸対称ソリッド(4 節点要素)PLANE182 を用いて円形断面を円周方 向に 12 分割し,圧力容器と同様に断面を一周回 転させた形状の軸対称形状とした.軸方向は, SMA ワイヤが独立で動くのを防止するために SMA ワイヤの接点をばね要素 COMBIN14 で結び,圧力 容器最外層と SMA ワイヤの接触部は Target169 と Conta175 を用いて点-面接触とした.その結 果,2.0ℓの SMA ワイヤを巻いた圧力容器は節点 数 5379,要素数 2765 となり,8.4rℓの SMA ワイ ヤを巻いた圧力容器は節点数 8113,要素数 3953 となっている. また,形状回復効果により SMA ワイヤが容器 に与える圧縮ひずみは,熱膨張係数とマイナス の温度を与えることでモデル化した.解析条件 は,容器のアルミニウムライナは弾塑性解析, FRP 層は弾性解析となっており,アルミニウムラ イナの接線係数は弾性域と塑性域の 2 直線で近 似し,塑性域の接線係数は 2%ひずみにおける応 力 338MPa と 0.2%耐力 321.1MPa とを結んだ直線 の傾きから求めた. 境界条件は,容器上部のボス部の半径方向と 軸方向の変位を固定し,容器の下部のおしりの 部分では半径方向の変位を固定して軸方向の変 位のみを自由とした.Table 2 に解析で用いたヤ ング率等の材料定数を示す. さらに,オリジナル容器は自緊処理がなされ ており,CFRP 層に引張り応力,アルミライナに は圧縮応力が残留応力として存在している.そ のため,圧力容器の破壊時の強度を実験値と解 析値で比較する場合には,この自緊処理を考慮 する必要がある.したがって,加圧スケジュー ルは,圧力 0MPa から容器の自緊処理圧力(充填 圧力×5/3×1.1)まで増加させた後,0MPa まで減 圧させ,アルミニウムライナに圧縮応力,FRP 層 に引張り応力を残留させたままで実際の容器と 同様の条件で破裂圧力まで昇圧した.
Table 1 Outlines of Original Pressure Vessels
Volume 2.0 liter 8.4 liter
Total Length 384.0 mm 490.0 mm
Clynder Part Length 284.0 mm 350.7 mm
Diameter 98.8 mm 172.5 mm
lynder Part Thickness 4.2 mm 5.2 mm
Test Pressure 32.7 MPa 24.5 MPa
Filling Pressure 19.6 MPa 14.7 MPa Liner Aluminum 6061-T6 Aluminum 6061-T6 Overwrap Carbon/Epoxy, E-Grass/E Carbon/Epoxy, E-Grass/E poxy poxy 3.2 破裂圧力の予測 CFRP 製圧力容器は, 内圧の上昇に伴って破断ひずみの小さい CFRP 層 の方が 6061-T6 アルミニウムライナよりも先に 破断し,FRP 層の欠如した状態では内圧に耐える
方が最適といえる. ことができないので容器が破裂すると考えられ る.したがって CFRP 製圧力容器の破壊は CFRP 層の破断とほぼ同時に生じるとみなすことがで きる.よって CFRP 製の圧力容器の破損則には CFRP の最大応力説を用いることで,容器の破壊 は繊維方向応力σLが CFRP 繊維の引張破断応力 FLに達すると生じると考えた. pitch1 pitch1 pitch1 pitch1 pitch1
pitch1 & pitch2 (B)
pitch1 pitch2
pitch1 & pitch2 (B) pitch1
pitch1 pitch2pitch2
Fig.1 FEM Models 3.3 最適設計 圧力容器の軽量化を考え ると SMA ワイヤの使用量は少ない方が好ましい. そのため,SMA ワイヤの使用量を可能な限り少な く済ませ,圧力容器の耐圧強度を最大限向上さ せることが可能な SMA ワイヤ(容器外径よりも 2%と 6%小さい径を記憶させた場合)の巻き方に ついて検討するため,2.0ℓの圧力容器の解析モ デルを ANSYS 上で作成して破裂圧力を求めた2). FEM 解析より,2%小さい径を記憶させた SMA ワイ ヤを巻いた容器の破裂圧力は,容器胴部に SMA ワ イ ヤ を 隙 間 な く 蜜 に 巻 き つ け る Fig.1 の Pitch1 で巻いた場合はオリジナル容器に比べて 26.1%向上するが,容器胴部両端部を Pitch1 で 巻き,容器胴部中央部付近を 1mm の隙間を空け て SMA ワ イ ヤ を 巻 き つ け る Fig.1 の Pitch1&Pitch2(B)の巻き方(Pitch1 と Pitch2 の 長さ比(P1:P2)は 10:274)の場合がリジナル容器 に対して破裂圧力が 22.4%向上する.この場合, SMA ワイヤの使用量も Pitch1 と比べて 51%で済 み,最も効率が良い巻き方である. 4.破裂試験 4.1 SMA ワイヤを巻いた圧力容器 使用し た SMA ワイヤ(住友金属工業(株)製)2)は直径 1mm の Ti-Ni 製となっており,圧力容器の周方向に FW 装置で巻きつけ,ワイヤ端部はかしめ接合し た. 2.0ℓの CFRP 製圧力容器の破裂試験では,容器 外径よりも 2%および 6%小さい径を記憶させた SMA ワイヤを Pitch1&Pitch2(B)の巻き方で容器 胴部に巻いた容器を用い,容積が 8.4ℓの CFRP 製 圧力容器の破裂試験には,6%小さい径を記憶さ せた SMA ワイヤを Pitch1&Pitch2(B)の巻き方で 巻きつけた容器を用いた. 4.2 破裂試験方法 供試体には水圧によ り内圧を負荷する.高圧配管と容器を継ぎ手で 接続し,容器が破壊するまで水圧を負荷してい った.圧力負荷時のひずみは Fig.2 に示す位置 にひずみゲージを 5 箇所貼付して,周方向およ び軸方向の値を測定した.また,SMA ワイヤの温 度が所定の温度(80℃)になることを確認する ため,ひずみゲージ貼付部付近 5 箇所の SMA ワ イヤに熱電対を取り付け,供試体温度を測定し た. また, 6%小さい径を記憶させた SMA ワイヤを 巻 く 場 合 は , Pitch1&Pitch2(B) の 巻 き 方 で Pitch1 と Pitch2 の長さ比(P1:P2)は 60:224 の場 合が Pitch1 の場合に比べて破裂圧力が 1.2%増加 し,オリジナル容器と比べても 38.3%向上する. SMA ワイヤの使用量も Pitch1 と比べて 61%で済 み,最も効率が良い巻き方である.したがって, 容器胴部に一様な圧縮ひずみを記憶させた SMA ワイヤを巻いた場合は Pitch1&Pitch2(B)の巻き 4ch 5ch 3ch 2ch 1ch
Table 2 Material Properties
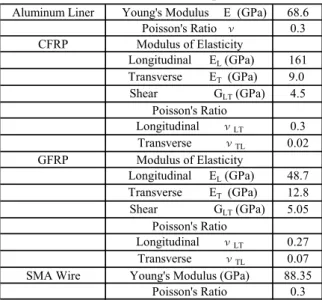
Aluminum Liner Young's Modulus E (GPa) 68.6 Poisson's Ratio ν 0.3 CFRP Modulus of Elasticity Longitudinal EL (GPa) 161 Transverse ET (GPa) 9.0 Shear GLT (GPa) 4.5 Poisson's Ratio Longitudinal νLT 0.3 Transverse νTL 0.02 GFRP Modulus of Elasticity Longitudinal EL (GPa) 48.7 Transverse ET (GPa) 12.8 Shear GLT (GPa) 5.05 Poisson's Ratio Longitudinal νLT 0.27 Transverse νTL 0.07
SMA Wire Young's Modulus (GPa) 88.35
Poisson's Ratio 0.3
: Strain Gage : Thermo Couples Fig.2 Positions of Strain Gages and Thermo Couples 4.3 破裂試験結果 (1)容積が 2.0ℓの CFRP 製圧力容器 Fig.3 に 2%と 6%の小さい径を記憶させた SMA ワイヤを Pitch1&Pitch2(B)で巻いた容器の破壊様相を示 す.いずれの場合も容器の破壊は容器胴部の周 方向応力によって生じた.Fig.4 に容器胴部中央 部 3ch の周方向ひずみの結果を示す.Fig.4 の横 軸は内圧,縦軸は胴部中央部 3ch の周方向ひず みを表わしている.圧力 0MPa で 2%小さい径を記 憶させた SMA ワイヤを巻いた容器(▲印)は胴
部周方向に-585μの圧縮ひずみが,6%小さい径 を記憶させた SMA ワイヤを巻いた容器(●印) では-715μの圧縮ひずみが生じており,その後 も加圧によって生じる引張りひずみをオリジナ ル容器(-印)よりも減少させることができ, SMA ワイヤのタガ絞め効果を確認することがで きた. また,容器の破裂圧力を Table 3 に示す.オ リジナル容器の破裂圧力が 81.54MPa であったの にして,2%小さい径を記憶させた SMA ワイヤを 巻いた容器では破裂圧力は 96.5MPa となり 18.3% 向上した.一方,6%小さい径を記憶させた SMA ワイヤを巻いた容器では破裂圧力は 95.5MPa と なり 17.1%向上したが,破裂試験前に FEM 解析で 予測していた SMA ワイヤが容器胴部周方向へ与 える圧縮ひずみの解析値が-2566μであったの に対して,実験値が-715μと解析値よりも小さ かったために,2%小さい径を記憶させた SMA ワ イヤを巻いた容器とほぼ同等の破裂圧力となっ た.この SMA ワイヤが容器へ与える圧縮ひずみ の実験値が解析値よりも小さかった理由は,SMA ワイヤの変形量が大きいほど SMA ワイヤが元の 形状に戻ろうとする力(形状回復力)の最大値 は大きくなるが,所定の形状回復力を得るため には SMA の Af点と試験温度(Af点以上)の温度 差をさらに大きくする必要があるためである3). (2)容積が 8.4ℓの CFRP 製圧力容器 Fig.5 にオリジナル容器と 6%の小さい径を記憶させた SMA ワイヤを巻いた容器の破壊様相を示す.いず れの場合も容器の破壊は容器胴部の周方向応力 によって生じた.Fig. 6 に胴部中央部 3ch と容 器の破壊が発生した近傍である胴部 4ch の周方 向ひずみの結果を示す.圧力 0MPa で 6%小さい 径を記憶させた SMA ワイヤを巻いた容器の 3ch (▲印)では-780μの圧縮ひずみが,4ch(■印) では-845μの圧縮ひずみが生じている. その後の加圧から生じる引張りひずみは,容器 胴部 3ch ではオリジナル容器(-印)よりも 押さえることができ,SMA ワイヤのタガ絞め効果 を確認することができた.一方,SMA ワイヤを巻 いた容器の胴部 4ch では,加圧から生じる引張 りひずみが圧力 20MPa でオリジナル容器の胴部 4ch のひずみ(◆印)にほぼ達している. この原因は,SMA ワイヤのタガ締め効果によっ て容器のアルミニウムライナが座屈変形してし まったことが考えられ,CFRP 製圧力容器の破裂 は破裂圧力が 51MPa であった. (a) Original (b) 6% Pitch1&Pitch2 (B) Fig.5 Failure Aspect after Burst(8.4ℓ) (b) 6% Pitch1&Pitch2 (B)
(a) 2% Pitch1&Pitch2 (B)
Fig.3 Failure Aspect after Burst(2.0ℓ)
Fig.4 Relation of Internal Pressure to Hoop Strain (2.0ℓ) 0 2 4 6 8 10 12 14 16 18 20 -1000 0 1000 2000 3000 4000 Hoop Strain (μ) In te rn al P re ss ure (M P a) Original 2% Pitch1&Pitch2(B) 6% Pitch1&Pitch2(B)
Table 3 Bust Pressure of CFRP Pressure Vessels (2.0ℓ)
Pressure Vessels Burst Pressure (MPa)
Original 80.5
Pitch2(B) 96.5
Pitch2(B) 95.5
2% Pitch1& 6% Pitch1&
圧力は Table 4 に示すように,オリジナル容器 の破裂圧力が 52MPa4)であったのに対して, 6% 小さい径を記憶させた SMA ワイヤ巻いた容器で 5.FEM 解析と破裂試験の比較・考察 5 . 1 容 積 が 2.0 ℓ の CFRP 製 圧 力 容 器 Fig.7 に 2%小さい径を記憶させた SMA ワイヤを 巻いた容器と 6%小さい径を記憶させた SMA ワイ ヤを巻いた容器の胴部中央最外層 3ch の周方向 ひずみの実験値と解析値を比較した結果を示す. ここで,Fig. 7 に示す解析値は,実験値と自緊 処理によって容器胴部最外層に残留しているひ ずみを考慮した値である.その結果,実験値と 解析値は一致を得ることができた. また,破裂試験で用いた容器の FEM による破 裂圧力と実験で得た破裂圧力を比較して Table 5 に示す.FEM 計算では容器の破壊はいずれの場合 も容器胴部内側の CFRP フープ巻き層で発生して おり,破裂圧力の実験値と FEM 解析の誤差は 4.5% 以内となっている.したがって,実験値と解析 値は良好な一致を得ることができ,FEM 解析の妥 当性を確認することができた. 現在,SMA はスマート構造においてアクチュエ ータ機能を発現する材料として有力な地位を占 める材料だが,形状変化や荷重(形状回復力) の設計を容易に行うことが難しい材料である5). しかし,SMA の変形量が大きくなるほど,Af点と SMA ワイヤに与える温度(Af点以上の温度)の温 度差が必要となってくるが形状回復力の最大値 が大きい3)ことは分かっているので,本研究で行 った破裂試験では,Af点(逆変態温度:破裂試 験で使用した SMA ワイヤは 62℃)がより低い SMA ワイヤを用いる.破裂試験の試験温度をより高 温にする.上記の 2 点のどちらかについて改善 をすることで容器の破裂圧力をより一層向上さ せることが可能だと考えられる. 5.2 容積が 8.4ℓの CFRP 製圧力容器 6% 小さい径を記憶させた SMA ワイヤを巻いた容器 の胴部中央最外層 3ch の実験値と解析値のひず みを比較した結果を Fig.8 に,容器の胴部最外 層 4ch のひずみを比較した結果を Fig.9 に示す. 容器胴部 3ch の実験結果と FEM 結果は良好な一 致を示しているが,容器胴部 4ch の周方向ひず みの実験値は解析値より約 20%大きくなってお り,4ch 付近だけが周方向への変形が他の胴部の 箇所に比べて局所的に進行していることが分か る. また,FEM 計算による破裂圧力と実験で得た破 裂圧力を比較して Table 6 に示す.容器の破壊 はすべての圧力容器で容器胴部内側の CFRP フー プ巻き層で発生しており,実験値と解析値の誤
Pressure Vessels
Burst Pressure (MPa)
Original
52
Pitch1&Pitch2(B)
51
Table 4 Burst Pressure of CFRP Pressure Vessels(8.4ℓ)
Fig.7 Comparison of FEM and Experimental Value (2.0ℓ) 0 2000 2000 6000 10000 14000 18000 Hoop Strain (μ) 20 40 60 80 100 120 -In te rn al P re ss ure (M Pa ) 2% Pitch1&Pitch2(B) Exp 2% Pitch1&Pitch2(B) FEM 6% Pitch1&Pitch2(B) Exp 6% Pitch1&Pitch2(B) FEM
Fig.6 Relation of Internal Pressure to Hoop Strain (8.4ℓ) 0 2 4 6 8 10 12 14 -1000 0 1000 2000 3000 4000 Hoop Strain (μ) In te rn al Pre ss ure ( M Pa ) 16 18 20 Original 3ch Original 4ch 6% Pitch1&Pitch2(B) 3ch 6% Pitch1&Pitch2(B) 4ch
Table 5 Comparison of FEM and Experiment (2.0ℓ)
ssure Vessels Burst Pressure
of Ex
Burst Pressure of FEM Pre
p (MPa) (MPa)Error (%)
Original 80.5 81.5 -1.2 2% itch1&Pitch2 P (B) 96.5 98.8 -2.4 6% itch1&Pitch2 P (B) 95.5 99.8 -4.5
力容器は,オリジナル容器の場合が実験値と解 析値の良好な一致を得ることができた. 差はオリジナル容器で 2.5%,6%小さい径を記憶 させた SMA ワイヤを巻いた容器では 16.5%とな っている. したがって,実験に用いた 8.4ℓの圧 5.3 CFRP 製圧力容器(8.4ℓ)の固有値座屈 解析 SMA ワイヤのタガ絞め効果で,容器に圧 力を負荷する前に 8.4ℓ容器のアルミニウムライ ナ が 座 屈 を 起 こ す か を 検 討 す る た め , ANSYSver9.0 を用いてアルミニウムライナの固 有値座屈解析を行った.解析モデルは静的解析 と同様に,二次元軸対称モデルとして扱った. Fig.10 に 8.4ℓの容器のアルミニウムライナを示 す.アルミニウムライナは薄肉になっている部 分(以後,薄肉部という)と厚肉で板厚が変化 している部分(以後,テーパー部という)で構 成されている.Fig.11 に固有値座屈解析から得 られたアルミニウムライナの座屈モード(一次 モード)を示す.ライナの座屈モードは,薄肉 部とテーパー部の境界付近での局所的な座屈変 形となっている.Table 7 にライナの座屈応力(相 当応力)と圧力 0MPa で容器のアルミニウムライ ナに生じている最大応力(相当応力)を示す. 座屈応力が 244.5MPa であるのに対して,圧力 0MPa で容器のアルミニウムライナに生じている 最大応力は 237.4MPa となっている.したがって, アルミニウムライナに生じている最大応力と座 屈応力の差は 3%となっており,座屈応力にアル ミニウムライナに生じている最大応力がほぼ達 していることが分かる.
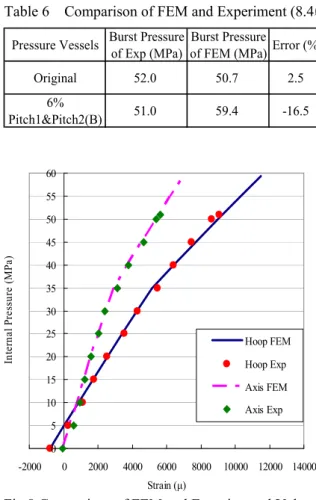
Table 6 Comparison of FEM and Experiment (8.4ℓ)
Pressure Vessels Burst Pressureof Exp (MPa) of FEM (MPa)Burst PressureError (%)
Original 52.0 50.7 2.5 6% Pitch1&Pitch2(B) 51.0 59.4 -16.5 0 5 10 15 20 25 30 35 40 45 50 55 60 -2000 0 2000 4000 6000 8000 10000 12000 14000 Strain (μ) e es e (M Pa) su r rn al P r Hoop FEM In t Hoop Exp Axis FEM Axis Exp 構造物の座屈変形は,実際には初期不整等の 影響で固有値座屈解析値よりも小さな値で座屈 変形が起こると言われている 6).したがって, 8.4ℓの SMA ワイヤを巻いた容器では,SMA ワイヤ で容器胴部周方向に圧縮ひずみを作用させた時 に,アルミニウムライナの薄肉部とテーパー部 の境界付近での応力が座屈応力に達したために, 薄肉部とテーパー部の境界付近で局所的な座屈 変形が発生したと考えられる.その結果,前述 の Fig.9 に示した 4ch 近傍でのひずみの実験値 は解析値よりもかなり大きくなり,容器の破壊 がアルミニウムライナの局所的な座屈変形が起 点となったライナの破壊によって生じたために 破裂圧力が向上しなかったと考えられる.座屈 変形を起こさないためには,
Fig.8 Comparison of FEM and Experimental Value at 3ch (8.4ℓ) 0 5 10 15 20 25 30 35 40 45 50 55 60 2000 0 2000 4000 6000 8000 10000 12000 14000 Strain (μ) In te rn al P re ss ure (M Pa ) Hoop FEM (a) 内圧を予め負荷させた状態で SMA ワイヤの タガ絞め効果を用いる. Hoop Exp (b) 固有値座屈解析を行い容器胴部へ与える 圧縮ひずみの量について検討を行う. Axis FEM 上記の 3 点が考えられる. Axis Exp
Table 7 Comparison of Maximum Stress and Buckling Stress
Maximum Stress (MPa) Buckling Stress (MPa)
237.4 244.5
-Fig.9 Comparison of FEM and Experimental Value at 4ch (8.4ℓ)
た. CFRP 製圧力容器の FEM による解析結果は破裂 試験の結果と良く一致し,破裂圧力向上のため の最適設計のツールとして使用できることを示 した. 1ch 2ch アルミニウムライナが座屈を起こさないよう にライナの肉厚及び形状を十分に考慮すること と SMA ワイヤに記憶させる圧縮ひずみを決定す ることを示した. 6.結言 圧縮ひずみを記憶させた SMA ワイヤを用いた 場合は,容器の胴部両端部に SMA ワイヤを隙間 なく蜜に巻きつけ,胴部中央部付近には 1mm の 隙 間 を 空 け て SMA ワ イ ヤ を 巻 き つ け る Pitch1&Pitch2(B)の巻き方が最も効率の良いこ とを明らかにした. 本研究に関する過去の研究では,2.0ℓの CFRP 製圧力容器の破裂圧力はタガ絞め効果を与えな い場合よりも SMA ワイヤを Pitch1 の巻き方では 21.3%向上したが,SMA ワイヤの使用量が約半分 で済む Pitch1&Pitch2(B)では 17%以上向上し 本研究では,圧力を負荷する前に SMA ワイヤ の効果によって容器胴部に圧縮応力を作用させ て実験を行った.しかし,アルミニウムライナ の座屈が生じなければ CFRP 製圧力容器の耐圧強 度はより一層向上するので,予め内圧を負荷さ せた状態で破裂試験を行う必要があるが,これ は今後の課題としたい. 1.4mm 3ch 4ch 3.8mm 参考文献 1)邉吾一,坂田憲泰,太田浩:日本機会学会 論 文 論 文 集 (A 編 )72 巻 716 号 (2006-4),pp. 459-464
Fig.10 6061-T6 Aluminum Liner (8.4ℓ) 5ch
Fig.11 Buckling Mode of 6061-T6
2)邉吾一,豊田充洋:第 15 回設計工学・シス テム部門講演会論文集(2005),pp.515-517 1ch 2ch 3ch 4ch 5ch 3)根岸明:形状記憶合金のおはなし,日本規 格協会(1997),pp50 4)豊田充洋,邉吾一:第 48 回構造強度に関す る講演会講演集(2006),pp177-179 4ch 5ch 5)永井英幹,大石竜太郎,許亜,吉田均,阿 見則男:形状記憶合金を用いた可逆的形状変化 スマート構造の応用,日本機械学会 2004 年度年 次大会講演論文集(2004),pp.81. 6)植村益次:FRP 構造設計便覧,社団法人強化 プラスチック協会(1994),pp.143-144. Aluminum Liner (8.4ℓ)
Tg レスエポキシ樹脂を使用した CFRP の機械的特性
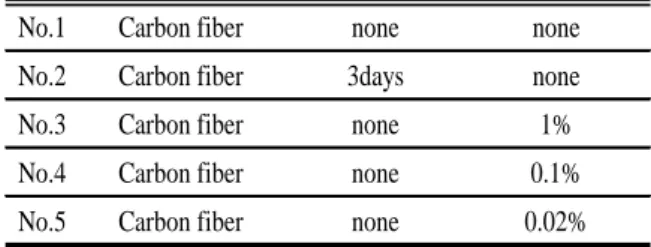
荘司明子(機械工学科) 平山紀夫(日東紡績㈱) 邉 吾一(機械工学科) 1 緒 言 プラスチック系の繊維強化複合材料は,比強 度・比剛性に優れ,軽量化を必要とする様々な分 野で使用されている.しかし,一般の車両・建築 分野等に応用するためには,さらに耐熱性に対す る要求を満たすことが重要である.代表的な耐熱 樹脂には航空宇宙用材料として開発されたポリイ ミドなどがあるが,一般的な構造材料として使用 するにはコストがかかりすぎる1). 著者らの一人は通常のエポキシ樹脂をカルボン 酸カリウム塩を触媒として硬化させることで,Fig. 1 に示すように高温下でも剛性が低下しない Tgレ スエポキシ樹脂が調製できることを見出した2)-3). そこで,著者ら二人はこのTgレスエポキシ樹脂を マトリックスとするGFRP(ガラス繊維強化プラ スチックス)やCFRP(炭素繊維強化プラスチッ クス)を試作し,その基本特性を評価した 4).そ れらの研究結果から,Tgレスエポキシ樹脂をマト リックスとするGFRP は,その動的粘弾性挙動に おいて,250℃での貯蔵弾性率が室温での貯蔵弾 性率の80%以上を維持することがわかった.その 一方で,CFRP では期待される弾性率及び強度が 得られず,カーボン繊維の界面近傍での重合阻害 により引き起される滑りが生じている可能性が示 唆された. そこで本研究では,このTgレスエポキシ樹脂を マトリックスとするCFRP(以下 TgレスCFRP と呼ぶ)のカーボン繊維界面での滑りや重合阻害 等の原因が,炭素繊維の表面処理剤に含まれるカ ルボン酸であると推測し,炭素繊維にの表面処理 を施すことで,高い耐熱特性を実現できるTgレス CFRP の開発を試みた.また,得られた Tgレス CFRP の耐熱特性として,300℃までの動的粘弾 性試験,高温3 点曲げ試験およびクリープ試験を 行なうことにより,TgレスCFRP の高温耐久性に 関して評価した. 2 TgレスCFRP の試作と評価 2.1 供試材料および試験片の作製 検討に用いたTgレスエポキシ樹脂は,ビスフェ ノールA型エポキシ樹脂(AER260,旭化成エポ キシ社製)とネオデカン酸カリウム(VK,ナガセ ケムテックス社製)を重量比で100:2.5 に混合し て調製した.また,強化材には炭素繊維織物トレ カクロス CO6343(東レ社製)を用いた.CFRP の製作工程を以下に述べる.本Tgレスエポキシ樹 脂を60℃に予備加熱して低粘度化させ,ハンドレ イアップ法にてCO6343 に含浸させ,9 ply に積 層した.その後,設定厚みt=2mm のスペーサー を準備して液状の樹脂と一緒に層間の気泡を押し 出し,プリプレグを作製した.そして,平板形状 の金型を使用し,120℃×1h+180℃×2h の硬化 条件,成形圧力1.0 (MPa)で加熱プレス成形を行 った. 試作に使用したCO6343 について,繊維に付着 している炭素繊維の表面処理剤中のカルボン酸に よる硬化阻害を防止する目的で,アセトン洗浄に よる表面処理剤の除去及びアルカリ溶液への浸漬 によるカルボン酸のカリウム塩への変換(中和) を検討した.試作した試験片について Table1に 示す.アセトン洗浄(No.2)は, CO6347 をア セトンに3 日間浸漬させることで表面処理剤を洗 浄した.また,アルカリ溶液による処理として, 1.0%水酸化カリウム・メタノール溶液への浸漬 (No.3),0.1%水酸化カリウム・メタノール溶液 への浸漬(No.4)及び 0.02%水酸化カリウム・メ タノール溶液への浸漬(No.5)の 3 種類について 検討した.アルカリ溶液への浸漬時間はいずれも 20 秒間とした. 2.2 走査型電子顕微鏡観察 本 Tgレスエポキシ樹脂のカーボン繊維への含 浸状態を評価するために,走査型電子顕微鏡 (SEM)観察を行なった.SEM 観察は,走査型Table 1 Specification of Tg less epoxy CFRP
Reinforcing fiber Acetone wash Alkali treatment
No.1 Carbon fiber none none
No.2 Carbon fiber 3days none
No.3 Carbon fiber none 1%
No.4 Carbon fiber none 0.1%
電子顕微鏡(日本電子㈱製型式JSM5610)を使 用して倍率 35 倍で真空減圧下にて断面撮影を行 った.また同時に,異物の元素分析を行なった. Fig. 1 に成形した No.1 の TgレスCFRP の断面 のSEM 写真を示す.この断面写真からも明らか なように,わずかにボイドも観察されるが,本Tg レスエポキシ樹脂は,ほぼ均質に強化繊維に含浸 しているものと考えられる.この結果により,本 Tgレスエポキシ樹脂を 60℃程度に加温すること でCFRP のマトリックス樹脂として含浸・脱泡の 作業性を十分に確保しうることが確認された. また,Fig.2 に示すように,No.3 の 1.0%水酸 化カリウム・メタノール溶液による表面処理した CFRP は,カーボン繊維の表面に析出物が観察さ れた.この析出物の元素を特定するため, SEM の電子線が異物にのみ照射されるように倍率を 3000 倍まで拡大し,異物からのみ放出される特性 X 線のエネルギーを EDS(エネルギー分散型 X 線分光器)にて測定した.その結果得られたEDS スペクトルをFig.3 に示す.Fig.3 の縦軸は,X 線 のカウント数を示し,横軸はX 線のエネルギーを 示している. X 線エネルギー値から,析出物の元 素はカリウムであることが特定された. 次に,Fig.2 の SEM 観察の領域について,面分 析(カリウムの特性X 線のみの X 線マッピング) を実施した.面分析の結果をFig.4 に示す.Fig.2 のカーボン繊維表面にある析出物の局在箇所と Fig.4 のカリウム X 線マッピング画像が一致して おり,カーボン繊維の表面の析出物は中和に用い た過剰な水酸化カリウムであると推測される. 0.1%水酸化カリウム・メタノール溶液(No.4)お よび 0.02%水酸化カリウム・メタノール溶液 (No.5)の SEM 画像からは,このような析出物 は観察されなかった. 3 機械的特性の評価 3.1 動的粘弾性試験 CFRP の動的粘弾性挙動は,DMS6100(セイ コーインスツルメンツ社製粘弾性測定装置)を用 いて,両端固定曲げモードで加振周波数1 Hz の 正弦ひずみを与えることにより,0~300℃の温度 範囲で昇温速度 2℃/min で測定した.試験片は, 前節の表面処理を施したCF クロスを用い,Table 1 に示す 5 種類の TgレスCFRP を作成した.試 験片形状は,厚さh=2 mm,幅 b=10 mm,長さ 40 mm とした. 動的粘弾性試験の結果をFig.5 に示す.無処理
Fig.1 SEM Observation of cross section (no.1)
No3
Fig.2 SEM Observation of cross section (No.3)
Fig.4 Result of surface analyze by X-ray mapping of K
Fig.3 EDS spectrums from electron probemicro analyzer
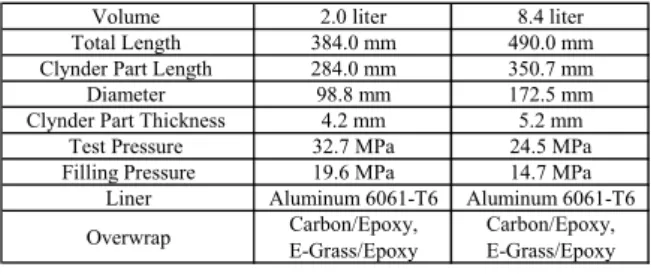
の No.1 は 100℃を超えた付近で貯蔵弾性率の低 下が確認されるのに対して,アセトン洗浄(No.2) および水酸化カリウム・メタノール溶液処理 (No.4 および 5)では貯蔵弾性率の低下が改善さ れ,300℃付近まで緩やかなカーブで減少するこ とが明らかとなった.しかし,水酸化カリウム・ メタノール溶液濃度が1%の No.3 については,全 体的に貯蔵弾性率が低い上,150℃付近での貯蔵 弾性率の大幅な低下および tanδのピークが確認 された.これは前節で観察されたように,中和に 用いた過剰な水酸化カリウムの析出物が繊維表面 を覆うことにより,繊維と樹脂との密着性が低下 して,繊維界面で滑りが生じているためと考えら れる.更に,水酸化カリウム・メタノール溶液処 理後,クロスは空気中で放置されるため,水酸化 カリウムの高い吸湿性のために空気中の水分を吸 収している可能性もあり,この水分が樹脂の硬化 過程で硬化反応を遅延させ,硬化不十分の状態に 至らせた可能性も考えられる. 3.2 高温 3 点曲げ試験 本TgレスCFRP の短期耐熱特性を評価するた めに,JIS K7055 に準じた 3 点曲げ試験による高 温下での曲げ強度,曲げ弾性率の測定を行った. TgレスCFRP 成形品の試験片形状は,Table 1 に 示す5 種類を厚さ h=2 mm,幅 b=15 mm,長さ 100 mm に切り出したものとした.試験機はオー トグラフAG-I(島津製作所製)を用い,支点間距 離L=80 mmにして3点曲げにより荷重を加えた. 試験の温度条件は,25,100,150,200,250, 300℃の 6 段階とした.曲げ強度σb,曲げ弾性率 Ebは次式で求めた. ここで,F は最大荷重,P/δは試験荷重-変位 曲線の初期の傾きである. 各温度における曲げ弾性率および曲げ強度の変 化をFig.6 および 7 に示す.Fig.6 より CFRP の 高温環境での曲げ弾性率保持率は高く,300℃に おける弾性率は No.3 を除き平均して室温弾性率 のほぼ80%以上であった.また,曲げ強度につい ては,No.1~No.5 すべての試験片において高温に なるにつれて低下する傾向が見られた.しかし, No.1では100℃の高温下で大幅に曲げ強度が低下 するのに対して,アセトン洗浄および水酸化カリ ウム・メタノール溶液処理を施した場合では徐々 に低下する傾向となり,炭素繊維の表面処理が高 温での曲げ強度の維持に効果的であることが示さ れた.ただし,動的粘弾性試験の結果と同様に No.3 については曲げ弾性率,曲げ強度ともに大き く低下しており,炭素繊維の表面処理液のアルカ リ濃度が高い場合,析出した水酸化カリウムが繊 維近傍で硬化反応を阻害し,逆効果となることが 明らかとなった. ) 2 ( ... ... ... ... ... 4 ) 1 ( .. ... ... ... ... ... 2 3 3 3 2 P bh L E bh FL b b
Fig. 5 Results of DMA of Tg less epoxy CFRP
1.E+06 1.E+07 1.E+08 1.E+09 1.E+10 1.E+11 0 50 100 150 200 250 300 Temperature [℃] S to ra ge m odul us [ P a] 1.E-03 1.E-02 1.E-01 1.E+00 1.E+01 1.E+02 1.E+03 ta n δ
No.1 No.2 No.3 No.4 No.5
tanδ
Storage modulus
Fig. 6 Changes of bending moduli of Tg less epoxy CFRP 0 20 40 60 80 0 50 100 150 200 250 300 350 Temperature [℃] B endi ng M o dul us [G P a ]
No.1 No.2 No.3 No.4 No.5
Fig. 7 Changes of bending strengths of Tg less epoxy CFRP 0 200 400 600 800 0 50 100 150 200 250 300 350 Temperature [℃] B end ing S tr eng th [M P a ] No.1 No.2 No.3 No.4 No.5
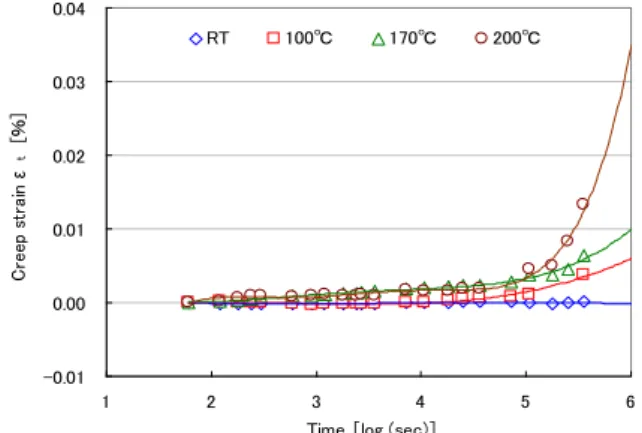
3.3 クリープ試験 本TgレスCFRP の長期的な耐熱特性を評価す るために,JIS K7116 に準じた曲げクリープ試験 を行った.TgレスCFRP は,No.5 のみとし,試 験片形状は,高さ h=2mm,幅 b=15mm,長さ 100mm に切り出したものとした.試験機はクリ ープ試験機RT-50(東伸工業製)を用い,支点間距 離L=60mm にして 3 点曲げにより荷重を加えた. 試験の温度条件は,25℃,100,170,200℃の 4 水準とした.応力水準は,TgレスCFRP の室温に おける曲げ強さの10%および 20%で行った.また, 曲げクリープ歪みεtは次式で求めた. ここで,試験時間は各CFRP ともに t=60sec~ 100h の時間範囲で測定した.式(3)においてd 60は初期変位(t=60sec)であり,各測定時間での 変位をdtとする.また変位は荷重点における最大 変位をダイヤルゲージにて測定した. 高温曲げ試験の結果を踏まえ,結果が良好で 炭素繊維の処理条件が最も簡便なNo.5(水酸化カ リウム・メタノール溶液濃度0.02%)を試験片と し,100 時間クリープ試験を実施した結果を Fig.8 およびFig.9 に示す.Fig.8 は室温での静的曲げ強 度の約10%,Fig.9 は約 20%の応力を負荷した場 合の各温度でのクリープひずみである.どちらも 試験温度 100℃までは,ほぼ一定の値となりクリ ープ変形はほとんど確認されず,試験温度 170℃ においても緩やかな変形であったのに対して,試 験温度200℃では 5[log(sec)]つまり約 30h を経 過後から急激なクリープ変形が観測された.しか し動的粘弾性試験の結果,高温環境において粘弾 性の急激な変化は観察されなかったことから, 200℃でのクリープ変形は,熱エージングにより Tgレスエポキシ樹脂の分子鎖の熱分解が始まった ためと考えられ,今後,明らかにする予定である. 4.結 言 本研究で得られた結論を以下に示す. (1)本研究で使用したTgレスエポキシ樹脂は, 炭素繊維の表面処理剤に含まれるカルボン酸によ り重合阻害を引き起こすと考えられ,アセトン洗 浄と水酸化カリウム・メタノール溶液による表面 処理が有用であることを明らかにした.特に水酸 化カリウム・メタノール溶液による表面処理では 水酸化カリウム・メタノール溶液濃度が重要な因 子であり,0.02%程度の極めて低い濃度で処理に より,Tgレスエポキシ樹脂の重合阻害を防止し, 曲げ特性を改善できる事を明らかにした. (2)Tgレスエポキシ樹脂をマトリックスとする CFRP は,300℃まで Tgが存在せず粘性的な特性 がないため高い耐熱性を示し,静的負荷では 300℃でも弾性率の維持率が室温の 80%以上保持 できることが明らかになった. (3)Tgレスエポキシ樹脂をマトリックスとする CFRP は優れたクリープ特性を示し,170℃程度 であれば100 時間を越しても大きなクリープ変形 が見られない.170℃を超えた温度域においてク リープ変形が顕著に現れるのは,熱エージングに より分子鎖の熱分解が始まったためと考えられ今 後,熱エージングにより分子鎖の熱分解とクリー プ変形との相関を明らかにすることが課題となる. 参考文献 1)松広純二ほか,日本ガスタービン学会誌, Vol.30,No.3,pp.141-146,(2002) 2)植田尚敏ほか,第 41 回日本接着学会年次大 会要旨集,(2003) p.73-74 3)西田裕文ほか,第 41 回日本接着学会年次大 会要旨集,(2003) p.75-76 4)西田裕文ほか,第 29 回複合材料シンポジウ ム講演要旨集,p.265-266,(2004) ) 3 ( ... ... ... ) ( 6 2 60 L h d dt t
Fig. 9 Creep strain of Tg less epoxy CFRP under various temperature (Stress level = 20%)
-0.01 0.00 0.01 0.02 0.03 0.04 0.05 1 2 3 4 5 6 Time [log (sec)] C re ep s tr ai n ε t [ %] RT 100℃ 170℃ 200℃
Fig. 8 Creep strain of Tg less epoxy CFRP under various temperature (Stress level = 10%) -0.01 0.00 0.01 0.02 0.03 0.04 1 2 3 4 5 6
Time [log (sec)]
C reep st ra in ε t [%] RT 100℃ 170℃ 200℃
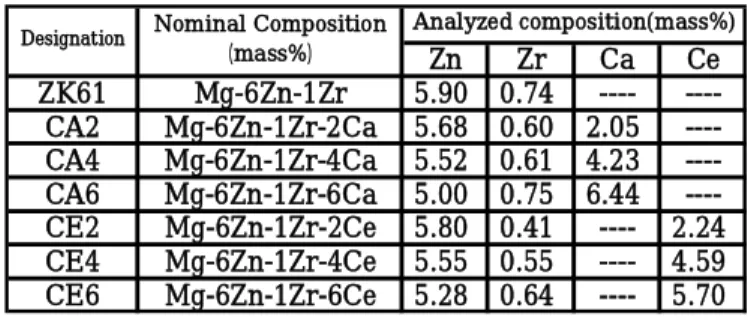
Table 1 Designation, nominal and analyzed composition of test alloys.
急冷凝固法による Ca および Ce を添加した Mg-
6%Zn-
1%Zr 合金の組織と性質
菅 又 信 (機械工学科) 1. 緒言 マグネシウムは構造用金属材料の中で中,最も軽 量な材料であり,比強度と比剛性がアルミニウム合 金より高い。また,プラスチック材料に比べてリサ イクル性や電磁波遮蔽性等において優れている。し かし,高温での強度不足や室温での塑性加工性 が劣るなどの短所もあり利用が少ないのが現 状である。アルミニウムに比べて製造コストが 高いマグネシウム材料の利用拡大には,さらに 高い強度を示す材料の開発が望まれている。 非常に大きい冷却速度(103∼107K/s)で合金 溶湯を急冷凝固すると,凝固生成する化合物の 微細化,微細結晶粒の生成,溶質の固溶限拡大など が達成される。これらの金属組織は,材料の機械的 性質の向上に効果があり,新しい合金組成の材料開 発に急冷凝固法が注目されている。 本研究ではマグネシウム合金材料の機械的性質 の向上に,急冷凝固法を適用した。Mg-Zn-Zr 系の ZK61 合金は Zn による固溶硬化と中間相 MgZn の析 出硬化により強度が上昇する熱処理型の合金であり, Zr 添加により結晶粒微細化がはかられる。Mg への Ca の最大固溶量は 0.98at%(1.61mass%)であり, Ca の添加によって生成する Mg2Ca は耐クリープ性 の向上に寄与する。また,Ca は溶湯の酸化防止や材 料の熱処理においても酸化を抑制する。Ce の Mg に 対する最大固溶量は 0.09at%(0.52mass%)と少なく, Mg 中における拡散速度は遅い。Mg12Ce の分散によ り,マグネシウム合金材料の高温強度およびクリー プ抵抗を改善する 1)。Mg-Ce 基合金の急冷凝固 P/M 材で,亜鉛を添加した 3 元系合金で高い強度を示す と報告されている 2)。すなわち,鋳造用マグネシウ ム合金の中で高い強度を示す ZK61 合金に Ca,Ce を 添加して急冷凝固 P/M 材を作製し,Ca および Ce 量 による材料特性への影響を明らかにすることを目的 とした。 2. 実験方法 2.1 P/M 材の作製 本実験に用いた試料の合金記号,目標組成および 作製した P/M 材の化学分析結果と密度を Table 1 に 示す。ZK61 合金に純金属の Ca および Ce を添加して, 軟鋼製の蓋付きるつぼ中で溶解した後,鋳造温度を 合金の液相線温度より 100K 高い条件で金型に鋳込 み合金鋳塊とした。Fig.1 は急冷凝固フレークを作 製するガスアトマイズ法と単ロール法を組み合わせ Zn Zr Ca Ce ZK61 Mg-6Zn-1Zr 5.90 0.74 ---- ----CA2 Mg-6Zn-1Zr-2Ca 5.68 0.60 2.05 ----CA4 Mg-6Zn-1Zr-4Ca 5.52 0.61 4.23 ----CA6 Mg-6Zn-1Zr-6Ca 5.00 0.75 6.44 ----CE2 Mg-6Zn-1Zr-2Ce 5.80 0.41 ---- 2.24 CE4 Mg-6Zn-1Zr-4Ce 5.55 0.55 ---- 4.59 CE6 Mg-6Zn-1Zr-6Ce 5.28 0.64 ---- 5.70 Analyzed composition(mass%)
Designation Nominal Composition(mass%)
Liquid metal Crucible pressure Graphite crucible Induction coil Graphite nut Graphite nozzle Asbestos Atomaizing Ar gas Atomaizing nozzle Water cooled Cu drum (φ300mm) 60° Ar gas Thermocouple Valve
Fig.1 Schematic illustration of rapid solidification apparatus.
た,急冷凝固装置である。黒鉛るつぼ中で合金鋳塊 を再溶解して,合金溶湯に一次ガスを加えて溶湯を 流出させて,下部に設けたアトマイズノズルより Ar ガスを噴射して液滴とする。速度を得た液滴は水冷 ドラムに衝突して厚さが 30 m 程度のフレークとな る。得られた急冷凝固フレークを固化成形して P/M 材とする工程を Fig.2 に示す。フレークを直径 34mm の金型に充填して 500MPa の圧力を加えて冷間プレ スして予備圧縮体とした。その圧縮体をビレットと して,593K で 1.8ks の予備加熱をした後,押出比が 25:1,温度が 593K,ラム速度が 5mm/min,の条件で 熱間押出しをして直径 7mm の P/M 材を作製した。 3.実験結果と考察 3.1 組織と硬さ Fig.3 に一例として CA6 合金の光学顕微鏡写真を 示す。(a)は急冷凝固したままのフレークであり, 微細なデンドライトセル状組織が観察された。(b) は 673K で 7.2ks 加熱したフレークである。デンドラ イトセル状組織は消滅し,粒径が 3∼4μm 程度の結 晶粒が認められ,粒内には微細な化合物が析出して いる。また,結晶粒界には約 1∼2μm 程度の化合物 粒子が観察された。(c)は押出しまま材であり,フ レークで見られたデンドライトセル状組織は見られ ず,粗大な化合物が分散している。(d)は 673K で 7.2ks 加熱した P/M 材であり,結晶粒の粗大化が認め
Alloy melting
Rapid solidification
RS flakes
Cold pressing
Hot extrusion
P/M material
size
:φ34×100mm
pressure :500MPa
diameter
:φ7mm
extrusion ratio :25:1
extrusion temp. :593K
Fig.2 Process chart for P/M material
(a) (b) 10μm 10μm 10μm (d) (c)
Fig.3 Optical micrographs of CA6 alloy (a) As-RS-flake.
(b) RS-flake annealed at 673K for 7.2ks. (c) As extruded P/M materials.
(d) P/M materials annealed at 673K for 7.2ks.
50 70 90 110 130 150 170 190 RT 373 473 573 673 Temperature, T/K H ar dn es s, /H V ZK61 CA2 CA4 CA6 CE2 CE4 CE6
Fig.4 Hardness of RS-flakes annealed at various temperatures for 7.2ks.
50
60
70
80
90
100
110
120
RT
373 473 573 673
Temperature, T/K
H
ar
dn
es
s,
/H
V
ZK61 CA2 CA4 CA6 CE2 CE4 CE6Fig.5 Hardness of P/M materials annealed at various temperatures for 7.2ks.
られた。 Fig.4 に焼きなまし温度に対する急冷凝固フレー クの硬さ変化を示す。373K で加熱後は,ZK61 合金 はほとんど変化を示さないが,Ca を添加した CA2 合金,CA4 合金,CA6 合金は時効硬化による硬さの 増加を示した。加熱温度の上昇とともに ZK61 合金, CA2 合金,CA4 合金の硬さは低下する傾向を示した。 CA6 合金は 573K,673K の高温加熱によって硬さは 大きく低下した。CE2 合金は 573K の加熱まで硬さは 上昇する傾向を示した。CE4 合金は 473K の加熱で最 も高い硬さを示した。CE6 合金は最大の硬さを示し たが,473K 以上では加熱温度の上昇とともに軟化す る傾向が見られた。 Fig.5 に焼きなました P/M 材の硬さを示す。いずれ の合金においてもフレークに比べて硬さが低下して いる。その低下量は添加量の多い合金ほど顕著であ る。これは急冷凝固によって生成した微細な晶出組 織が押出工程の加熱によって粗大化するためである。 ZK61 合金と比較するとすべての P/M 材において硬 さの増加が見られ,Ca および Ce の添加による硬さ の向上が得られた。673K の高温加熱によって硬さは 大きく低下した。 3.1 引張強さと伸び Fig.6 に常温における各合金の P/M 材の引張強さを 示す。Ca を添加した CA 系合金は ZK61 合金に比べ て低い引張強さを示した。これは P/M 材作製工程に おいて押出し温度が若干高過ぎたために急冷凝固の 効果が失われたことによると考えている。Ce を添加 した CE 系合金は ZK61 合金と比較すると若干高い引 張強さを示した。CA 系合金および CE 系合金ともに 添加量による引張強さの大きな差は見られなかった。 Fig.7 に Fig.6 に示した引張試験で測定した常温に おける各合金の P/M 材の破断伸びを示す。CA 系合 金と CE 系合金ともに ZK61 合金と比較すると低い破 断伸びを示した。CE2 合金は他の合金と比較し若干 高い 5%の伸びを示した。このように,得られた P/M 材の常温における延性は低く脆性的な性質であるこ とがわかる。 3.2 時効硬化 Fig.8 に CA 系合金のフレークの 373K での焼戻し による時効硬化曲線を示す。急冷凝固によって強制 固溶した Ca の析出によって,すべてのフレークにお いて,焼戻しの初期にやや軟化した後に,約 7.2ks で時効硬化を示した。急冷凝固したままの硬さと最 高硬さの差を時効硬化量とすると Ca 添加量の多い CA6 合金は約 70HV の時効硬化量を示した。 1. 結言 (1)急冷凝固したままのフレークの光学顕微鏡組織 では微細なデンドライトセル状組織が認められ, CA6 合金では 673K で 7.2ks 加熱することにより 0 50 100 150 200 250 300 350 400 450
ZK61 CA2 CA4 CA6 CE2 CE4
T en si le s tr en gt h ,σ M P a
Fig.6 Tensile strength of P/M materials at RT.
0 2 4 6 8 10 12 14 16
ZK61 CA2 CA4 CA6 CE2 CE4
E lo n ga ti on ,%
Fig.7 Elongation of P/M materials at RT.
50
70
90
110
130
150
170
190
0
1
10
100
1000
Aging time ,t/ks
H
ar
d
n
e
ss
,
H
V
CA2
CA4
CA6
デンドライトセル状組織は消滅して,結晶粒界 には化合物粒子が観察された。 (2)Ca および Ce 添加合金は ZK61 合金と比べてフ レークおよび P/M 材で高い硬さを示した。Ca 添 加合金のフレークは 373K での加熱により,Ce 添加合金は 473 または 573K での加熱により時効 硬化を示した。最も時効硬化量の大きい合金は Ca 添加量の多い CA6 合金であり,約 70HV の時 効硬化量を示した。 (3)CA 系合金および CE 系合金ともに添加量によ る引張強さの大きな差は見られなかった。また, 両合金系ともに ZK61 合金と比較すると,低い 破断伸びを示した。 参考文献:
1)T.Miyazaki,J.Kaneko and M.Sugamata:Mater. Sci. Eng.,A181/A182(1994)1410.
2)塙 悟史,菅又 信,金子 純一:軽金属,47-2 (1997),84.
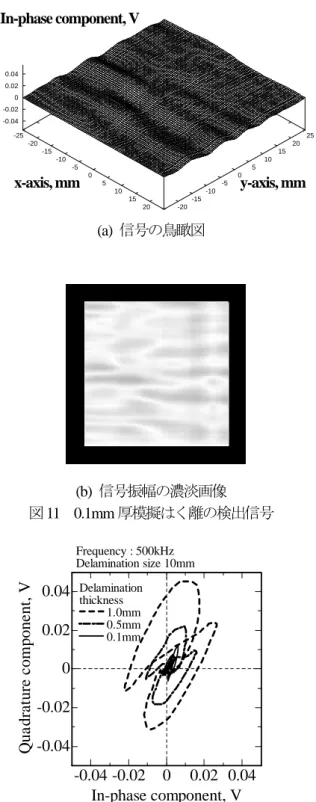
CFRP複合材に対する渦電流探傷試験 星川 洋、小山 潔(電気電子工学科) 1.はじめに 複合材である CFRP は、その比剛性と比強度の 力学特性が優れていることから航空機などに多用 され、CFRP に対する検査手法の確立が求められ ている。CFRP に対する非破壊検査法としては、 超音波探傷試験や放射線透過試験などが適用され ている様であり、多数の試験法に関する研究報告 がされている1-4)。 電磁誘導を利用した渦電流探傷試験法は原理的 に非接触で試験を行えるので、CFRP の検査に適 用できれば他の試験法にはないメリットを持つと 考える。本報告では、前プロジェクトで開発した 従来の渦電流探傷プローブよりも SN 比高くきず 検出性能の高い渦電流探傷Θプローブ5)を用いた CFRP に対する探傷試験結果について報告する。 2.渦電流探傷Θプローブによる探傷原理 渦電流探傷Θプローブの構造を図 1 に示す。Θ プローブは、円形の励磁コイルと矩形縦置の検出 コイルから構成される。円形の励磁コイルは、導 電性の試験体に電磁誘導により渦電流を誘導する。 矩形縦置の検出コイルは、欠陥などにより変化し た渦電流で作られ検出コイルに差鎖する磁束を検 出し、信号を発生する。 図 1 渦電流探傷Θプローブの構造 3.実験方法 実験に用いた渦電流探傷Θプローブの励磁コイ ルの寸法は外径 9mm 巻線断面積 1×1mm2であり、 検出コイルの寸法は幅7mm 高さ7mm 巻線断面積 1×1mm2である。試験体には 0.2mm の CF クロス を50枚積層した厚さ10mmのCFRP板を用いた。 図 2 には製作した CFRP を示す。CF クロスの繊維 方向は 0°と 90°である。試験体には、図 3 に示 すように 1 辺 20mm、10mm、5mm 角で厚み 0.5mm の UD を表面から深さ 1mm の位置に挟み模擬は く離とした。また、1辺10nnで厚みが1mm、0.5mm、 0.1mmと異なる模擬はく離を有する試験体も製作 した。模擬はく離は層間で電気的に絶縁されてい る。CFRP の導電率は、板面方向(x、y 方向)に 7.7×103S/m であり、板厚さ方向(z 方向)に 4.8 ×101 S/m である。電磁誘導で導電性の試験体に誘 導される渦電流は、試験体の導電率と試験周波数 でその大きさが決まる。CFRP の場合、導電率が 小さいので誘導される渦電流を大きくすることを 考え、試験周波数を 500kHz とした。模擬はく離 を中心として x、y 方向に±25mm の範囲を 0.5mm 間隔でプローブを走査した。 Test material Exciting coil Detecting coil 図 2 CFRP 試験体 Delamination size 20mm 5mm 10mm 図 3 模擬はく離寸法
4.実験結果 図 4 には、模擬はく離が無いときの検出信号を 示す。図 5 には 20mm 角の模擬はく離、図 6 には 10mm 角の模擬はく離、図 7 には 5mm 角の模擬は く離の検出信号を示す。各図(a)には励磁電流に同 相成分(In-phase component)の信号を、図(b)には 検出信号振幅の濃淡画像を示す。模擬はく離が無 い場合には、検出信号は緩やかに波を打つが雑音 は小さいことがわかる。一方、模擬はく離が有る 場合には、はく離部に正負に振れる信号を得られ、 はく離を SN 比高く検出していることがわかる。 図 8 には複素電圧平面上に描いた模擬はく離の 検出信号を示す。はく離の大きさに応じて検出信 号振幅が変化していることがわかる。 図9には、10mm角で厚みが1mmの模擬はく離、 図 10 には 0.5mm の模擬はく離、図 11 には 0.1mm の模擬はく離の検出信号を示す。各図(a)には励磁 電流に同相成分(In-phase component)の信号を、 図(b)には検出信号振幅の濃淡画像を示す。図 12 には、はく離の厚みが異なる場合の複素電圧平面 (a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 4 模擬はく離の無い場合の信号 -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 In-phase component, V 0.03 0.02 0.01 -0.01 0 -0.02 -0.03 25 20 15 10 0 5 x-axis, mm y-axis, mm (a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 5 20mm 角模擬はく離の検出信号 (a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 6 10mm 角模擬はく離の検出信号 -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 0 5 10 15 20 25 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 In-phase component, V -25 -20 -15 -10 -5 In-phase component, V 0.03 0.02 0.01 -0.01 0 x-axis, mm y-axis, mm 0 5 10 15 20 -20 -0.02 -0.03 25 20 15 10 5 x-axis, mm -5 0y-axis, mm -10 -15
(a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 7 5mm 角模擬はく離の検出信号 図 8 はく離サイズが異なる場合の検出信号 (a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 9 1mm 厚模擬はく離の検出信号 (a) 信号の鳥瞰図 (b) 信号振幅の濃淡画像 図 10 0.5mm 厚模擬はく離の検出信号 -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 0 5 10 15 20 25 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 In-phase component, V -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 0 5 10 15 20 25 -0.04 -0.02 0 0.02 0.04 In-phase component, V
x-axis, mm y-axis, mm x-axis, mm y-axis, mm
-0.03-0.02-0.01 0 0.01 0.02 0.03 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 In-phase component, V Q u a d ra tu re c o m pone n t, V Frequency : 500kHz Delamination thickness 0.5mm no-flaw Delamination size □ 5mm □10mm □20mm -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 0 5 10 15 20 25 -0.04 -0.02 0 0.02 0.04 In-phase component, V x-axis, mm y-axis, mm
における検出信号を示す。図より模擬はく離の厚 みに応じて信号振幅が変化していることがわかる。 しかし、今回の結果では、厚み 0.1mm の模擬はく 離は SN 比高く検出できていない。 -25 -20 -15 -10 -5 0 5 10 15 20 -20 -15 -10 -5 0 5 10 15 20 25 -0.04 -0.02 0 0.02 0.04 In-phase component, V 5.まとめ 渦電流探傷による CFRP に対する模擬はく離の 検出を試みた。実験の結果、今回の繊維方向 0° と 90°の CF クロスを積層した CFRP において、 表面から約 1mm にある模擬はく離を検出できる ことを確認した。 x-axis, mm y-axis, mm (a) 信号の鳥瞰図 今後、CFRP で問題となる繊維破断のマトリッ クス割れの検出や表面欠陥の検出、また繊維方向 が一方向を積層した CFRP など、詳細に研究を進 める予定である。 参考文献 1) 松嶋正道「CFRP の非破壊検査と評価法」 JSNDI 新素材の非破壊評価特別研究委員会資 料、No.007-234, pp.1-2 (2005) 2) 上田政人、轟章、島村桂延伸、小林英男「電 位差法を用いた CFRP 積層板はく離モニタリ ング」日本複合材料学会誌、Vol.30, No.4, pp149-156 (2004) (b) 信号振幅の濃淡画像 3) 松崎亮介、轟章「電気抵抗変化法と発信周波 数変化を用いた CFRP 積層板の無線はく離検 出」日本機械学会論文集(A 編)、Vol.71, No.703, pp.152-159 (2005) 図 11 0.1mm 厚模擬はく離の検出信号 -0.04 -0.02 0 0.02 0.04 -0.04 -0.02 0 0.02 0.04 In-phase component, V Q u a d ra tu re c o m pone nt , V Frequency : 500kHz Delamination size 10mm Delamination thickness 1.0mm 0.5mm 0.1mm 4) 青木卓哉、岡洋平、松嶋正道、杉本直、八田 博志「パルスサーモグラフィ法による C/C 複 合材の非破壊検査」JSNDI 第 9 回新素材及び その製品の非破壊評価シンポジュウム論文集、 pp57-60 (2007)
5) H.Hoshikawa and K.Koyama, “A New Eddy Current Probe with Minimal Liftoff Noise and Phase Information on Discontinuity Depth”, Materials Evaluation, Vol.61, No.3, pp.423-427 (2003)
可変的フィルタ理論とフィルタリングによる構造損傷同定解析
登坂 宣好(数理情報工学科) 1. はじめに 構造損傷同定問題を代表的な例とする逆問題は, その順問題が線形問題で解の唯一性や安定性が成立 する場合でも,それらの性質が保障されない,いわ ゆる非適切問題(ill-posed problem)となることが知 られている1). そこで,このような逆問題を解くには何らかの適 切化または正則化手法(regularization technique) を導 入しなければならない.その手法として様々な手法 が知られているが,特に Tikhonov の正則化が多用さ れている1). これまで逆問題の解析に,Kalman フィルタを始め とするフィルタ理論を適用する研究を続けてきた. このフィルタ理論の中でもパラメトリック射影フィ ルタ(parametric projection filter; PPF)理論2)と Tikhonov の正則化手法との関連に注目し,PPF に含 まれるパラメータγが正則化パラメータとしての役 割を果たすことを明らかにした3). PPF を逆解析に適用する際には,最適なパラメー タの選定が必要となる4)~6).そこで,このパラメー タγをひとたび設定したら固定することなくフィル タリング計算過程で可変的に変化させて行くことに よって,パラメータの選定という問題点が解決でき るような新しいフィルタリングを構成し,“可変的フ ィルタ理論”とそのフィルタリングアルゴリズムを 提案した7). 本研究成果報告では,この理論とそのフィルタリ ングアルゴリズムを構成し,その適用性を構造損傷 同定問題に対して得られた計算結果を通して示す. 2. 可変的フィルタ理論 2.1 数理モデル 逆問題を離散的立場から取り扱うものとする.つ まり,推定または同定すべき未知量を有限次元のベ クトルとすると,その逆問題の数理モデルは次のよ うな簡単なモデルとして与えることができる. ・ 観測方程式(システム方程式)υ
Μz
y
(1) ・ 推定方程式(復元方程式)By
z
~
(2) ここでベクトルz
は推定または同定すべき原ベクト ル,y
は観測ベクトル,z
~
はz
に対する推定ベクト ル,υ
は観測に伴い混入する雑音ベクトル,行列M
は観測行列,B
は推定行列(復元行列)とする.な お,上式中のベクトルは雑音ベクトルυ
の存在によ りいずれも確率変数(ベクトル)として取り扱わね ばならない. この数理モデルにより,逆問題は,観測行列M
を 与えてノイズυ
の統計的性質と与えられた観測ベク トルy
のもとで,次の評価基準を満たすz
の最良な 推定ベクトル~
z
を定めることになる.Min
J(z,
z
)
J
~
(3) したがって,この最小化問題の解z
を与えるような 推定行列B
を具体的に構成されなければならない. 2.2 フィルタ理論 推定行列B
を線形不偏推定条件のもとで構成す ることにするとz
の期待値z
を用いて推定ベクトル は次のように与えられる.
y
M(
z
)
B
z
z
~
したがって,推定行列B
が具体的に与られれば,観 測ベクトルy
を用いて上式(4)から推定ベクトル~
z
が決定できる. この推定行列として,評価基準(3)の具体的な表 現に対応して Wiener フィルタ,射影フィルタ,パラ メトリック射影フィルタが存在している1).これら のフィルタの中でも本論で対象とするフィルタはパ ラメトリック射影フィルタである.このフィルタは 次の評価基準に対して構成される2). (4)評価基準:
2
}
)
)(
{(
:
Bν
E
P
BM
P
BM
J(B)
ν T
tr
パラメトリック射影フィルタ:
1
M
M
M
Q
B
T T
ただし,
>0はいわゆるs /
n
としての意味を有す るパラメータであり,P
は射影行列とし,T
は行列 の転置操作を示し,tr
は行列のトレース操作とし, 雑音共分散行列Q
を以下のように定義する.
T
E νν
Q
:
2.3 可変的パラメトリック射影フィルタ パラメトリック射影フィルタ(6)には,パラメータ
が含まれているので,このフィルタを用いて推定 を行うには
の具体的な数値が必要となる.この数 値の決定に関して,本論では以下に示すような可変 的決定手法を導入することによって,任意の初期値 からフィルタリングの計算過程を通して自律的に適 切な数値を取ることのできるパラメトリック射影フ ィルタリングアルゴリズムを構成する. 線形不偏推定式(4)に基づくフィルタリングアル ゴリズムにおけるフィルタ方程式とフィルタゲイン は次のように与えられる. フィルタ方程式:)
~
(
~
~
~
1 / 1 / / / 1
k k k k k k k k k k kz
M
y
B
z
z
z
フィルタゲイン: 1)
(
k T k k T k kM
M
M
Q
B
ただし,推定ベクトル初期値を次のように与えるも のとする.~
z
0/1
z
0 ここで,初期ステップにおいて,推定ベクトル~
z
0
/1 は観測ベクトルy0のみによって決定しているので, それらの間に比例関係が成り立つものと仮定すると 次のように書くことができる.~
z
0/1≒
A
0y
0(
A
0M
0(
~
z
0
/1))
ただし,行列A
0は対角行列とする.一方,初期ステ ップのフィルタ方程式は式(8)より次のように書くこ とができる.~
z
0
/1≒
B
0y
0 これらの式を等置することによって次式を得る.
0 1 0 0 1 0 1 0 0 0 0 0 0y
Q
M
I
M
Q
M
y
B
y
A
T Tγ
パラメトリック射影フィルタの表現(6)より,パラメ ータの初期値に関する次の関係式を得る.
0~
z
0
/1
b
0 ただし, 1 0 0 0 0 0 0M
Q
(
I
M
A
)
y
b
T
以上より,
0は~
z
0
/1とb
0との内積と~
z
0
/1のノル ムとを用いて次式で与えられる. 2 1 / 0 0 1 / 0 0~
~
z
b
z ・
このように求められた
0
を含んだパラメトリック 射影フィルタを構成し,フィルタ方程式より~
z
0
/1を 求める.これらの計算をγの値が収束するまで繰り 返し,その収束値をフィルタリング 1 回目の値とす る.同様にして各フィルタリングのステップにおい て収束値のγを決定することになる.(5)
(6)
(7)
(8) (9) (10) (11) (12) (13) (14) (15) (16)3. 構造損傷同定問題への適用 3.1 解析モデル 曲げおよびせん断応力による応力伝達機構を有す る構造物として Fig.1 に示す鋼製フレーム構造物モ デルを例に可変的パラメトリック射影フィルタによ る構造損傷同定解析を行う.本モデルは文献 5),6) において観測値に実測値を用いてウィナーフィルタ, 射影フィルタおよび既存のパラメトリック射影フィ ルタによって損傷同定解析が報告されており,モデ ルの詳細を表 1 に示す. 3.2 同定解析結果 Fig.2(a)~(e)に損傷同定解析例として 1~5 層に損 傷として50%の剛性低下を仮定した場合の同定結果 と可変的に決定された各フィルタリングステップに おける
の推移を示す. なお,損傷位置の同定については評価値の概念を 文献 6)の手法に従い導入した.すなわち,評価値J
n が最も大きな値を示す層が損傷位置として同定され ることになる. 250 2 0 0 2 0 0 2 0 0 2 0 0 2 0 0 9 9 9 9 Unit: mm Fig..1 解析モデル Table1 モデル諸元 柱 (mm) 6.0×6.0 階高 (mm) 200 スラブ (mm) 250×250×9.0 E (N/mm2) 2.05×105 質量 (kg) 29.5 以下に示す結果の横軸はフィルタリング回数を, 縦軸は損傷を仮定した状態量の無次元量と損傷位置 の可能性を意味する評価値を表している. 0 0.2 0.4 0.6 0.8 1 1.2 1 2 3 4 5 6 7 8 9 10 Number of Iteration Damaged Grade & EvaluationNo.1 Damaged Grade No.1 Evaluation No.2 Evaluation No.3 Evaluation No.4 Evaluation No.5 Evaluation
0 0.2 0.4 0.6 1 2 3 4 5 6 7 8 Number of Iteration Value of γ (a)1 層損傷の同定結果とγの変化 0 0.2 0.4 0.6 0.8 1 1.2 1 3 5 7 9 11 13 15 17 Number of Iteration Damaged Grade & Evaluation
No.2 Damaged Grade No.1 Evaluation
No.2 Evaluation No.3 Evaluation
No.4 Evaluation No.5 Evaluation
0 0.3 0.6 0.9 1.2 1 3 5 7 9 11 13 15 17 Number of Iteration V al u e o f γ (b)2 層損傷の同定結果とγの変化


![Fig. 6 Changes of bending moduli of T g less epoxy CFRP020406080050100150200 250 300 350Temperature [℃]Bending Modulus [GPa]](https://thumb-ap.123doks.com/thumbv2/123deta/5887132.558619/9.892.468.788.547.1100/changes-bending-moduli-epoxy-cfrp-temperature-bending-modulus.webp)