日機連15 高度化―11
平
成 1 5 年 度
モジュール化対応生産システム及び工作機械に関す
る調査研究報告書
平
成 1 6 年 3 月
社団法人 日本機械工業連合会
財団法人 住宅産業情報サービス
序 戦後のわが国の経済成長に果たした機械工業の役割は大きく、また機械工業の発展を支 えたのは技術開発であったと云っても過言ではありません。また、その後の公害問題、石 油危機などの深刻な課題の克服に対しても、機械工業における技術開発の果たした役割は 多大なものでありました。しかし、近年の東アジアの諸国を始めとする新興工業国の発展 はめざましく、一方、わが国の機械産業は、国内需要の停滞や生産の海外移転の進展に伴 い、勢いを失ってきつつあり、将来に対する懸念が台頭しております。 これらの国内外の動向に起因する諸課題に加え、環境問題、少子高齢化社会対策等、今 後解決を迫られる課題が山積しているのが現状であります。これらの課題の解決に向けて 従来にもましてますます技術開発に対する期待は高まっており、機械業界あげて取り組む 必要に迫られております。わが国機械工業における技術開発は、戦後、既存技術の改良改 善に注力することから始まり、やがて独自の技術・製品開発へと進化し、近年では、科学 分野にも多大な実績をあげるまでになってきております。 これからのグローバルな技術開発競争の中で、わが国が勝ち残ってゆくにはこの力をさ らに発展させて、新しいコンセプトの提唱やブレークスルーにつながる独創的な成果を挙 げ、世界をリードする技術大国を目指してゆく必要が高まっております。幸い機械工業の 各企業における研究開発、技術開発にかける意気込みにかげりはなく、方向を見極め、ね らいを定めた開発により、今後大きな成果につながるものと確信いたしております。 こうした背景に鑑み、当会では機械工業に係わる技術開発動向等の補助事業のテーマの 一つとして財団法人住宅産業情報サービスに「モジュール化対応生産システム及び工作機 械に関する調査研究」を委託いたしました。本報告書は、この研究成果であり、関係各位 のご参考に寄与すれば幸甚であります。 平成16年3月 社団法人 日本機械工業連合会 会 長 相 川 賢 太 郎
はじめに 今日の機械工業では、部品のモジュール化を図り、モジュール単位の部品を組立てて製 造物を生産する「モジュール化対応生産システム及び工作機械」の開発導入が喫緊の課題 となっている。 既に自動車産業分野など、こうしたモジュール化による部品展開をベースに設計、調達、 生産に係る効率化、高品質化を実現しているところであるが、住宅のような巨大な生産物 についてそうした生産システムについては確立されていない現状にある。 一方、ハウスメーカー各社は新築住宅着工数の頭打ち減少傾向により販売競争が激化し、 多種・多様な新商品の企画・開発を頻繁に行なって来た結果、保守・アフターフォローの ための設計図書、生産設備、治工具、保守用部品在庫等の維持・管理コストは増大してい る。 そこで、本調査では、複数の部材を組み合わせて製造している住宅の主要部位について、 モジュール化の可能性とそれに対応した工場での生産システムの概要を検討し、建築現場 での据付・施工工事及びアフターメンテナンス等、住宅のライフサイクルコスト削減の効 果について調査研究を実施した。 そして、その後の展開として複数のハウスメーカー間での部材の共通化や生産委託 (OEM 生産)による集中生産から、さらなるコスト削減効果の可能性を検討した。 また工場における生産設備に関し、鍛造技術やコンピュータ技術を組み合わせた高度な 工作機械(数回の工作により、切断、プレス、鍛造、ドリル締付け、接合等の、複雑な形 状の構造材を効率よく生産する)の開発にも繋げてゆく予定である。 実施に際しては、当財団法人内に「モジュール化対応生産システム及び工作機械に関す る調査研究委員会」を設け、その委員会において調査方針・内容等を確認しつつ、調査研 究を実施した。 この調査研究にあたっては、事業の実現と推進にご尽力を賜った経済産業省及び日本自 転車振興会ならびに社団法人日本機械工業連合会の関係者各位に厚く御礼申し上げます。 平成16年3月 財団法人 住宅産業情報サービス 会 長 大 久 保 尚 武
目 次 序 はじめに 総論:調査研究の概要 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 1.背景と目的 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 2.調査研究体制 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 3.調査研究項目・スケジュール ・・・・・・・・・・・・・・・・・・・・・・7 各論:調査研究の詳細 ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 9 1.部材共通化とモジュール化の可能性 ・・・・・・・・・・・・・・・・・・ 9 1-1.工業化住宅の工法について ・・・・・・・・・・・・・・・・・・・・・・ 9 1-1-1.木質構造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 9 1-1-2.金属構造 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 9 1-1-3.コンクリート構造 ・・・・・・・・・・・・・・・・・・・・・・・・・10 1-2.工業化住宅を構成する主要部位・部材 ・・・・・・・・・・・・・・・・・10 1-3.多様化する消費者のニーズとそれに対応するハウスメーカーの商品開発 ・・11 1-4.工業化住宅の建築に要する部品数とハウスメーカーが保有する部品点数 ・・11 1-5.住宅における部材モジュール化の視点 ・・・・・・・・・・・・・・・・・12 1-5-1.メータ−モジュールと尺モジュール ・・・・・・・・・・・・・・・・12 1-5-2.住宅サッシの標準化事例 ・・・・・・・・・・・・・・・・・・・・・13 1-5-3.部品・部材の標準化・モジュール化の進め方 ・・・・・・・・・・・・18 1-5-4.ハウスメーカー間における部材共通化の可能性 ・・・・・・・・・・・18 2.共同生産/OEM(Original Equipment Manufacturing:委託生産)の可能性 ・・・20 2-1.電子機器業界における OEM 事例 ・・・・・・・・・・・・・・・・・・20 2-2.日本の住宅業界における工業化住宅の位置付け ・・・・・・・・・・・・22 2-3.競合から協業へ ・・・・・・・・・・・・・・・・・・・・・・・・・・22 2-4.マルチハビテーション、ハーフビルドサービスなど新しい生活 ・・・・・24 スタイルと業態への対応 2-4-1.マルチハビテーション ・・・・・・・・・・・・・・・・・・・24
2-4-2.住宅業界の新しい業態 ・・・・・・・・・・・・・・・・・・・・・・・・26 3.事業構造と原価構成 ・・・・・・・・・・・・・・・・・・・・・・・・・・・27 3-1.ハウスメーカーにおける主要機能と業務の流れ ・・・・・・・・・・・・・ 27 3-2.ハウスメーカーの財務資料から見る業績とコスト・経費の推移 ・・・・・・28 3-3.工業化住宅の開発・販売・製造・施工のコスト構造 ・・・・・・・・・・・30 3-4.工業化住宅の部位別生産コストと工事コスト内訳 ・・・・・・・・・・・・30 3-5.モジュール化の対象となる部位・部材 ・・・・・・・・・・・・・・・・・31 4.新しい構造の生産機械の概念設計と要素技術の抽出 ・・・・・・・・・・・・32 4-1.ハウスメーカーにおける生産・施工体制 ・・・・・・・・・・・・・・・・32 4-1-1.工場における組立・生産体制 ・・・・・・・・・・・・・・・・・・・32 4-1-2.建築現場における施工体制 ・・・・・・・・・・・・・・・・・・・・33 4-2.ハウスメーカーの工場における生産・組立工程 ・・・・・・・・・・・・・34 4-3.現行の生産設備、生産機械 ・・・・・・・・・・・・・・・・・・・・・・39 4-4.モジュール化に対応した新しい生産設備、生産機械の概念と要素技術 ・・・・40 4-4-1.組立加工製品における技術革新のための要素技術 ・・・・・・・・・・40 4-4-2.設計・製造プロセスを高度化するための技術 ・・・・・・・・・・・・41 4-4-3.新しい生産設備、生産機械の概念と要素技術 ・・・・・・・・・・・・42 5.開発プロセスの設定と今後の課題 ・・・・・・・・・・・・・・・・・・・・45 5-1.ハウスメーカー間の新しい協業をめざして ・・・・・・・・・・・・・・・45 5-2.開発ステップ ・・・・・・・・・・・・・・・・・・・・・・・・・・・・47 5-3.開発体制 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・48 参考資料 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・50
総論:調査研究の概要 1.背景と目的 今日の機械工業では、モジュール化対応の生産システムの開発導入が喫緊の課題となっ ている。既に自動車産業分野など、こうしたモジュール化による部品展開をベースに設計、 調達、生産に係る効率化、高品質化を実現しているところであるが、住宅のような巨大な 生産物についてそうした生産システムについては確立されていない現状にある。 今回取り上げる住宅分野にあっては、その構成部材・部品が極めて多く、現状各住宅メ ーカー、ビルダー、工務店の工法や製品規格の違いからこうしたモジュール化を前提とし た生産システムの構築が遅れており、大型製品であり、大量生産に馴染みにくい生産物で あること、また生産用機械が高価かつ巨大であることから機械システムの導入が困難な状 況にある。 このような状況を背景に、本事業は複数の部材を組み合わせて製造している住宅の主要 部分となる構造材(基礎、柱、壁)部分に関するモジュール化対応生産システムの検討と ともに、鍛造技術やコンピュータ技術を組み合わせた高度な工作機械(数回の工作により、 切断、プレス、鍛造、ドリル締付け、接合等の、複雑な形状の構造材を効率よく生産する) の開発を目的に進めた。 2.調査研究体制 財団法人住宅産業情報サービスに「モジュール化対応生産システム及び工作機械に関す る調査研究委員会」を設置し、その委員会において調査方針・内容等を確認しつつ、調査 研究を実施した。 委託 社団法人日本機械工業連合会 財団法人住宅産業情報サービス モジュール化対応生産システム 及び工作機械に関する調査研究委員会
委員会のメンバーは、ハウスメーカー関連業界2名、建材メーカー関連業界1 名、建築 関連業界1名、IT 関連業界 1 名の合計5名より成り、委員長には(株)ジェイ・アイエス アイ代表取締役社長の山岡高士氏に就任頂き、委員会の運営全般にわたりご教示をいただ いた。経済産業省製造産業局住宅産業窯業建材課からオブザーバーとして参加していただ いた。 モジュール化対応システム及び工作機械に関する調査研究委員会名簿 番号 所属団体 役職名 区 分 ① 山岡 高士 株式会社ジェイ・アイエスアイ 代表取締役社長 委員長 2 伊庭 嘉孝 積水化学工業株式会社 本社 R&D・テクノロジーセンター情報シツテム グループ 主事 委員 3 大隈 功 株式会社セキスイ・システム・センター ビジネスシステム事業部 ビシネス企画部 グループ長 委員 4 雑賀 徹 松下電工インフォメーションシステムズ株式会社 株式会社 パナホームIS事業部経営管理 システム・ネットワークグループ 部長 委員 5 加藤 哲夫 シーエムネット株式会社 営業部長 委員 6 大久保 守 経済産業省 製造産業局 住宅産業 窯業建材課 住宅産業専門官 オ ブ ザ ーバー 7 寺内 純子 経済産業省 製造産業局 住宅産業 窯業建材課 住宅設備係長 オ ブ ザ ーバー 8 米田日出海 米田アソシエーツ 代表 研究員 9 明石圭之 財団法人住宅産業情報サービス 専務理事 事務局 10 石井 均 財団法人住宅産業情報サービス 事業推進部長 事務局 研究員 11 中根 敏雄 財団法人住宅産業情報サービス 事業推進部部長 事務局 12 神酒絵里子 財団法人住宅産業情報サービス 事業推進部 主任研究員 事務局
3.調査研究項目とスケジュール 3-1.調査研究項目
当該委員会の目的を達成するために、以下の項目について調査研究を行った。 ①部材共通化とモジュール化の可能性検討
②共同生産/OEM(Original Equipment Manufacturing:委託生産)の可能性検討 ③構造と工程の原価構成検討 ④新しい構造の生産機械の概念設計と要素技術の抽出 ⑤開発プロセスの設定と今後の課題 3-2.スケジュール 委員会、検討会、見学会を開催して、調査研究を進めた。 委員会開催は次のとおり。 第1回 平成15 年 11 月 13 日(木) ・本調査事業の主旨及び計画概要の紹介と意見交換 ・委員会の活動計画について 第2回 平成16 年 2 月 26 日(木) ・調査報告書原案について 第3回 平成16年3月26日(金) ・報告書内容確認 工場見学は次のとおり。 訪問先 東京セキスイ工業株式会蓮田工場(埼玉県蓮田市) 実施日 平成16 年 2 月 19 日(木) 目 的 組み立て工程の調査 委員会開催の間に逐次検討会を設けた。 第1回 平成15年8月28日(木) 第2回 平成15年8月29日(金) 第3回 平成15年9月16日(火) 第4回 平成15年9月26日(金) 第5回 平成15年10月11日(金) 第6回 平成15年10月25日(土)
第7回 平成15年11月27日(木) 第8回 平成16年1月8日(木) 第9回 平成16年1月13日(火) 第10回 平成16年1月16日(金) 第11回 平成16年2月5日(木) 第12回 平成16年2月18日(水) 第13回 平成16年2月25日(水)
調査研究の詳細 1.住宅業界における部材共通化とモジュール化の可能性 ハウスメーカー間の部材共通化とモジュール化の研究を進めるに当り、その工法、部 位・部材と部品点数、部材の内製化と外注化、メーターモジュールと尺モジュール等の現 状について調査した。 住宅業界における部材標準化・共通化の試みとしてはすでに住宅サッシの寸法体系の標 準化や2x4工法における部材のプレカットなどがあるが、ここでは工業化住宅の部材標 準化に際し参考になると思われる(社)日本サッシ協会の住宅サッシ標準化の取組につい て取り上げた。 1-1.工業化住宅の工法について 1-1-1.木質構造 ・2X4(ツー・バイ・フォー)工法 北米で開発された木造住宅の工法。断面が2×4インチの木材で枠組をつくり、その 上に十分な強度の合板を釘で打ちつけて,面的な床や壁をつくって構造ができる。 柱ではなく壁で建物を支えることから「木造枠組壁工法」ともいう ・木質パネル工法 部材をある大きさの単位まで工場で組み立ててパネル化し、現場に運び、組み立る。 柱と梁でつくった構造の中にパネルを組み込むものと,パネル自身が構造になる工法 がある。 ・木質軸組み工法 日本の伝統的な建築工法で柱(垂直材)と梁(水平材)で構造体を構成し、柱と柱の 間に筋交(すじか)いという部材を斜めに用い強度を補強する。 厳密には一つの工法ではなく在来工法と呼ぱれていることからも分かるように,昔か らある様々なつくり方をまとめてそう呼んでいる。 1-1-2 金属構造 ・鉄骨軸組み工法 工場で標準化された鉄骨部材を製造し、現場で組み上げる工法。 ・鉄骨ユニット工法 工場で各部屋に相当する6面体のユニットを製造し、現場でユニットを組み上げ建築す る工法。 工場での生産比率が80%以上の最も工業化が進んだ工法。 各ユニットが巨大なモジュールとなっている。
1-1-3 コンクリート構造 ・コンクリートパネル工法 ALC板(軽量コンクリートパネル)やPC板(工場生産コンクリートパネル)を組 み立てて建築する工法。 パネルの接合に鉄筋で接合する工法とボルトで接合する工法がある。 1-2.工業化住宅を構成する主要部位・部材 サニタリー キッチン 電気 配管 その他設備 設備 開口部 開口付帯 外構 外装 間仕切 内装建具 収納 階段 壁付手摺 内装仕上げ 内装 構造体 床 天井 外壁 内壁 屋根 躯体 ・モジュールの単位としては構造体、床、天井などが一番大きな単位となる。 その中で構造体は最大のモジュールであり、鉄骨ユニット工法のユニットが最も モジュール化の進んだものである。
1-3.多様化する消費者のニーズとそれに対応するハウスメーカーの商品開発 近年の消費者の住宅に対するニーズは高級品を求める層と比較的シンプルな機能で低価 格品を指向する2極化傾向が見られ、大手ハウスメーカーは高級品の品揃えを充実させ、 地方の有力ビルダーは2x4工法の合理化などにより低価格品を充実させる傾向にある。 一方、環境・エネルギー問題や情報化、高齢化という今日的社会的課題への対応にも迫 られ、ハウスメーカー各社は新しい機能を取り込んだ部材・部品の開発とそれらを組み込 んだ新商品の開発を次々と行なっている。 1-4.工業化住宅の建築に要する部品数とハウスメーカーが保有する部品点数 大手ハウスメーカーの中には数十万棟以上の多型式の竣工済み住宅を抱え、その顧客か らの保守サービスの要求や、20 年・30 年といった長期間の保証サービスに備えるため、 維持管理している部品は膨大な数に達している。 また新規に開発する商品のための新しい部品も増加の一途をたどっており、工業化住宅 を1 棟建設するのに必要な部品数は工法にもよるが4∼5千点であり、バリエーションに 対応するためにハウスメーカーが準備する部品数は5∼6 万点に達している。 保守・アフターフォローのための設計図書や、生産設備、治工具、保守用部品在庫等の 維持・管理コストは増大の一途となり抜本的な対策に迫られている。 (図1:ハウスメーカーが保持する部品数の例) (千点) 企画毎の新築のための部品点数 4 (1.3%) 企画毎の新規設計した部品点数 2 (0.7%) 企画毎の新規設計バリュエーションのための部品点数 50 (16.7%) 全社の新築のための部品点数 300 (100%) 全社の保守/アフターフォローを含めた部品点数 1,200 (400%)
1-5.住宅における部材モジュール化の視点 住宅部材のモジュール化を検討するに際し、各社の工法の違いの他に建物の基準設計寸 法としてメータ−モジュール(100 ㎝)と尺モジュール(91 ㎝)の違いがある。 また部位・部材によりハウスメーカ−自ら内製しているものと、建材・住設メーカーから 汎用品を調達したり、ハウスメーカ−の個別仕様を特注品として開発購買しているものが ある。 住宅部材の共通化を押し進めるにはこれらハウスメーカーによる相違点を克服し、標準 化・共通化を図って行く必要がある。 1-5-1.メータ−モジュールと尺モジュール 日本では住宅の寸法基準として尺貫法の「尺」モジュールが用いられ、また畳のサイズと しても「関東間」、「関西間」など地域によって異なっていた。 地域により異なる畳のサイズ 地域 サイズ(尺) サイズ(メーター) 関東間 5 尺 8 寸 176㎝ 中京間 6尺 182㎝ 関西間 6尺3 寸 191㎝ 広島間 6尺1寸 185㎝ そして工業化住宅の基準設計寸法は、ハウスメーカーによりメータ−モジュール(100 ㎝)と尺モジュール(91 ㎝)の両方ががそれぞれ工法にかかわらずバラバラに採用されて いるのが現状である。 その結果天井の高さ、窓の位置・大きさ、廊下や出入り口の幅、等が異なってくる。
1-5-2.住宅サッシの標準化事例 社団法人日本サッシ協会(吉田忠裕会長)は、住宅設計・施工や各種建材の標準化・合 理化という社会要請と、設計・施工のしやすさ、および住設機器、建材、家具などとの取 り合いを良くする観点から住宅サッシの寸法体系を標準化し、「新寸法体系」として、従来 の規格寸法体系からの置き換えを図り、平成15年10月から地域別に順次導入している。 その標準化の要点は 1.サッシの寸法設定を内法寸法を基準とする。 2.高さをメートル法を基調とする寸法体系に改める。 3.メーカー各社間でバラバラな寸法設定および呼称寸法表示を一定の根拠のもとに揃え る(同呼称・同寸法) この結果開口部面積の算出は、新呼称記号の上 3 桁(=幅内法)と下 2 桁(=高さ内法) を掛け合わせるだけで簡単に行える。 新呼称記号 開口部面積の計算 165 13 ⇒ 1.65 x 1.3 ≒ 2.1㎡ w h 設定する高さ寸法 300mm 1,800mm 500mm 2,000mm 700mm 2,200mm 900mm 1,100mm 1,300mm 窓タイプ 1,500mm テラスタイプ
新寸法体系(高さ方向はメーターモジュールのみ) 関東間 関西間 910モジュール 九州・四国間 在来工法用 1000モジュール メーターモジュール 910モジュール 2×4工法サイズ 住宅用サッシ新体系 2×4工法用 1000モジュール メーターモジュール ・適用する製品 ア) 新築の建物に用いるサッシ(一重サッシ、二重サッシ、出窓など) イ) テラスドア・床納まりの勝手口ドア・床納まりの勝手口引戸 ウ) 上記のほか適用することが望ましい製品 エ) 上記に付属する製品(網戸、面格子、窓手すり、雨戸、シャッターなど) ・旧寸法呼称 17 18 ⇒外法寸法 w:1,690a、h:1,830a w h ・新寸法呼称 165 18 ⇒内法寸法 w:1,650a、h:1,800a w h ・この結果在来工法、2×4 工法の 910 モジュールおよび 1000 モジュールサッシの高さは、 現行メーターモジュールサッシの高さにすべて統一され現寸法体系商品の販売終了後は、 特寸手配品となる。
<表 2> 〇:標準寸法規格サイズ ■:標準規格サイズ □:標準規格としないサイズ 3尺系 4.5尺系 6尺系 9尺系 12尺系 関東間 〇 〇 〇 〇 〇 関西間 〇 〇 〇 〇 〇 〇 九州・四国 間 〇 〇 〇 MM 〇 〇 〇 〇 〇 寸法 基準 幅 高さ サッ シ H/W 810 885 900 1265 1385 1400 1720 1810 1860 1900 1915 2400 2630 2760 2865 2900 3540 3720 3825 300 303 500 503 700 703 900 903 1100 1103 1350 1353 1550 1553 1800 1803 2000 2203 2200 ら ん ま 通 し 2203 表中の寸法は、目安寸法の一例として設定 MMはメーターモジュールのサイズ
新寸法体系の寸法おさえ例図
・寸法の考え方および、公式は次のとおり。 各間の寸法割り付けは、前述の大壁納まり用(半外付サッシ)の寸法を基準にしている。 真壁納まり用の外付サッシでは外法寸法を表示しない。 サッシ幅寸法は開口寸法より左右チリ寸法を5mm(両側計)で設定。 サッシ高さ寸法は開口寸法より上部チリ寸法を3mm で設定。 ・関東間 尺モジュール(910×n)柱芯々から105角柱分を引いて開口寸法とし、開口寸法に チリ5mm(両側計)をたした内法寸法(w)をサッシ寸法おさえの基本とする。 <例:柱芯々6尺の場合の計算式> ・サッシ内法基準寸法は1720mm(計算式:1820-105+5=1720) ・関西間 尺モジュール(910×n)柱(105角柱)内々を開口寸法とし、開口寸法にチリ5mm (両側計)をたした内法寸法(w)をサッシ寸法おさえの基本とする。 <例:柱芯々6.3尺の場合の計算式> ・サッシ内法基準寸法は1915mm(計算式:1910+5=1915) ・九州・四国間 尺モジュール(910×n)柱芯々から105角柱分を引いて開口寸法とし、開口寸法に チリ5mm(両側計)をたした内法寸法(w)をサッシ寸法おさえの基本とする。 <例:柱芯々6.3尺の場合の計算式> ・サッシ内法基準寸法は1810mm(計算式:1910-105+5=1810) ・メーターモジュール メーターモジュール(1000×n)柱芯々から105角柱分を引いて開口寸法とし、開 口寸法にチリ5mm(両側計)をたした内法寸法(w)をサッシ寸法おさえの基本とする。 <例:2000mm の場合の計算式> ・サッシ内法基準寸法は1900mm(計算式:2000-105+5=1900)
1-5-3.部品・部材の標準化・モジュール化の進め方 一般に工業製品の標準化・モジュール化の進め方は ①仕様の層別・標準化、②部位、ユニットの標準化、③モジュール化というステップを踏 んで行なわれるが、一企業の枠を越えて複数の企業間において実施するには参加各社独 自の仕組や仕様の相違に配慮する必要がある。 ・部品、ユニット標準化の一般的進め方 製品仕様の拡大に伴い、製品を構成するユニットや部品の種類が多くなる ↓ ユニットそのものを標準化する ↓ 共通のサブユニットと仕様により異なるサブユニットに分け、共通のサブユニットを 標準化していく ↓ 組立工程で必要な部品をキット化して供給しながら標準化につなげていく 住宅部材の共通化・標準化にはこれまで見てきたように工法、基準寸法の違いがあり、 サッシの標準化のような試みが他の部材についても求められるところである。 その場合、ハウスメーカーが自ら主体的に取組める課題にはどのような部位・部材が対象 となるかについて事項で検討することにする。 1-5-4.ハウスメーカー間における部材共通化の可能性 住宅の部位・部材にはハウスメーカ−が自ら内製しているものと、建材・住設メーカー から汎用品を調達したり、ハウスメーカ−の個別仕様を特注品として開発購買しているも のがある。 ハウスメーカーが自ら住宅部材の共通化・標準化に主体的に取組める課題はまず第一に 自ら企画・開発設計・製造まで一貫して行なっているものが対象となろう。 図1-5-4はハウスメーカーの内製化部位と外注化部位の現状を概略現したものである。 これを見ると躯体は内製、外装・内装・設備は外注(汎用品+特注品)となっている。
図1-5-4.ハウスメーカーにおける部材の内製化と外注化 外注 内製 特注品 汎用品 躯体 ◎ 外装 ○ ○ 内装 ○ ○ 設備 ○ ◎ 住宅の主要部位のうち躯体は各社とも企画・開発設計・製造を一貫して手掛けており、 各社のオリジナリティの主要な部分を占めているため、その共通化は部分的なものとなら ざるを得ないと考えられる。 しかし、検討の範囲を工業化住宅業界内だけに留めるのではなく、広く日本の住宅業界 全般へ広げ、新たなビジネスモデルの構築も視野に入れるとその可能性は大きくなるもの と思われる。 次節では他の業界(電子機器業界)の事例を参考にしながら部材共通化の可能性の検討 を進めていく。
2.共同生産/OEM(Original Equipment Manufacturing:委託生産)の可能性 電子機器業界の事例を中心にOEM 生産の潮流とビジネスモデルの分析を通じ、 住宅業界におけるOEM 生産の可能性を検証した。 2-1.他業界における OEM 事例 ・電子機器業界とEMS 情報技術(IT)関連企業が1990年代に飛躍的に発展できた主因はモジュール化の活 用である。モジュール化とは、1 つの仕事を遂行するための複雑なシステムをいくつかの 小さな単位に分け、後でつなげる方式である。新たな分業の一形態といえる モジュール化の先駆けは米IBM社が1964年に始めた試みだ。初期のコンピュータ ーはほぼ一品生産でソフトや関連機器の互換性もなかった。だが、同社はモジュール部品 を作り、これを共有する機種(システム/360シリーズ)内での互換を可能にし、また そのハードウェア上で動くソフトウェアや周辺機器類の互換性も持たせた。 この結果システム/360シリーズは米国、欧州、日本と世界中でベストセラーとなり その後の同社発展の原動力となったことはよく知られているところである。 また同じ米IBM社が1984年に発表したパーソナルコンピュータ(IBM PC/ AT)でその基本仕様を公開し、PC/ATで利用できるソフトと周辺機器が他のメーカ ーから各種発売され、その後パソコン本体もPC/AT互換機として各社から発表される ようになり、今日では世界のパソコンのほとんどを占めるようになっている。 ・企業間分業とモジュール化の促進 パソコンのPC/AT互換機の企業間分業とモジュール化について見てみると、まず プロセッサー・チップ、メモリー、ハードディスク、ディスプレイ用液晶などキーデバイ ス・メーカーとOSやアプリケーションなどのソフトウェア企業、そしてそれらをインテ グレーションして最終製品のパソコンを提供するメーカーとに水平分業が成立した。 そして各レイヤー(水平分業の各階層)間で激しい技術競争が起き、高性能で低価格の 製品が次々に開発され、そのことが新たな需要を呼び起こし業界全体として飛躍的な発展 を成し遂げていったのである。 次に企画−開発−製造−販売−保守の各業務の垂直分業が次第に発展し、開発・製造は EMS(Electric Manufacturing Sevice)とよばれる業態となりパソコンだけではなく 広く電子機器一般の開発・製造を請け負うようになり、巨大なビジネスに発展している。
パソコンの水平分業 製品レイヤー 参加企業 プロセッサー・チップ インテル、モトローラー、AMD など メモリー マイクロン・テクノロジー、サムスン、東芝、NEC など ハードディスク マクスター、シーゲイトなど 液晶 シャープ、サムスンなど OS、ソフト マイクロソフト、ロータスなど パソコンセット デル、IBM、HP、NECなど パソコンの垂直分業 タイプⅠ(垂直統合型) タイプⅡ タイプⅢ 企画 自社 自社 自社 開発 自社 自社 EMS 製造 自社 アウトソース EMS 販売 自社 ディーラー 自社 ディーラー 自社 ディーラー 保守 自社 自社 保守専門会社 自社:パソコンセットメーカー ・他社との連携がIT の活用により容易に可能 上記のパソコンの垂直分業に見られるように、技術革新が急速に進んでいる業界で他社 との密接な連携により事業展開を可能にしている背景には、ITの発展とSCM(サプラ イ・チェーン・マネジメント)などの利用技術の進歩があげられる。 コラボラティブ・デザインというインターネットを活用したツールにより、メーカーの 設計部門・保守部門と部品メーカー、EMSが互いに設計の進行情報を共有しながら開発 に参加することも可能になっている。 ITを活用したバーチャルインテグレーションによりメーカーとEMSが分業化して もEMSの中にバーチャル工場をつくり、メーカーもバーチャル組織を作って参加すれば 垂直統合に近い生産体制を固定費をかけずに築くことができる。
2-2.日本の住宅業界における工業化住宅の位置付け 日本における工業化住宅(プレハブ住宅)の全住宅に占める割合は 13.7%(平成 15 年 度新規住宅着工分)であり、最近 10 年間を見てもシェアは15%前後から若干減少してき ている。 そこで住宅部材の共通化・標準化によるハウスメーカー各社間のOEM ビジネスの可能 性とともに目を日本の住宅業界全体へと広げ、住宅部材の共通化・標準化と新たなビジネ スモデルの可能性を前項の電子機器業界の事例を参考に研究した。 2-3.競合から協業へ 企業間の競合状態を米国の経済学者マイケル・ポーターは以下の「5つの力」により 説明している。 1.業界内の競合企業 2.新規参入の脅威 3.代替品の脅威 4.売り手の交渉力 5.買い手の交渉力
マイケル・ポーター「5つの力」 ●新規参入の脅威 ●売り手の交渉力 ●買い手の交渉力 競争業者 ●業者間の 敵対関係 顧客 供給業者 新規参入業者 ●代替製品・サービスの脅威 代替品 この5者の関係を住宅業界に当てはめてみると、 1.競争業者 :ハウスメーカー各社 2.新規参入業者 :新たに工業化住宅に参入する企業 3.代替品提供業者 :在来工法のハウスビルダーやマンション業者 4.供給業者 :建材や住設メーカー 5.顧客 :消費者(住宅購入者) ということになるが、それぞれに対し「競合」から「協業」関係をめざすにはどのような 施策があるか検討してみる。 1.同業者間では、部材の共通化・標準化をはかり、共同生産・OEM 生産などを目指す。 2.新規参入業者に対しても躯体のOEM 供給などが考えられる。 3.代替品提供業者に対してはサッシの例のように部材の標準化を住宅業界として推進し、 場合によっては躯体のOEM 供給や部材の共同開発もありうる。 4.建材や住設メーカーの供給業者とは部材の標準化や共同開発などがあげられるが、供 給業者の要望により躯体のOEM 供給などが考えられる。 5.顧客、特に低価格指向でセルフビルドサービスを望む消費者にはスケルトンとインフ ィルを分離した新しい住宅の提供形態も考えられる。
競合から協業へ 新規参入業者 代替品 供給業者 顧客 競争業者 業者間の 敵対関係 躯 躯体体のの提提供供 躯 躯体体((ススケケルルトトンンののみみ))提提供供 セ セルルフフビビルルドドササーービビスス 躯 躯体体のの提提供供 2-4.マルチハビテーション、セルフビルドサービスなど新しい生活スタイルと業態への 対応 2-4-1.マルチハビテーション ・経団連の提言 2003年6月17日「住みやすさで世界に誇れる国づくり」と題した住宅政策への提言 を発表した。 その中で、・・・ウィークディは職場に近い都心に住み、週末は郊外や地方の庭付一戸 建住宅で過ごすといった、セカンドハウスを活用したライフスタイルのニーズも強い。・・・ とマルチハビテーションについて触れている。 また社会資本整備審議会住宅宅地分科会は平成15年6月27日に「新たな住宅政策の あり方について」建議(案)を発表したがその中でも「街なか居住、マルチハビテーショ ンなど都市・地域政策と一体となった政策」を提言している。 近年の東京を中心とした「都心回帰」現象で街中のマンションに住む人が増え、今まで 理想とされていたマルチハビテーションが現実の物となる可能性が大きくなったことに より、このテーマを取り上げる意義はあるものと思われる。
・社会資本整備審議会の提言 街なか住居、マルチハビテーションなど都市・地域政策と一体となった政策へ 東京は、諸外国の大都市と比べ、中心部の居住人口が少なく、通勤・通学時間が長いな ど、大都市の都心地域の住機能が損なわれている。職住接近による子育て、家庭の団欒な ど時間的なゆとりや文化やショッピング等を重視した生活を求める都心居住ニーズも強 く、ゆとりある生活を実現し、長時間通勤の問題や通勤混雑による外部不経済を是正する ため、職と住の均衡した都市構造を形成するとともに、都心地域においては、住居を含む 多様な都市機能が高度に複合した魅力ある市街地への更新を図る必要がある。 また、地方都市においては、中心部における居住人口の減少や空洞化が進行し、中心市 街地における活力の低下・衰退の要因となっていることに加え、これまで整備してきた上 下水道、道路、学校等や都市機能が必ずしも有効に利用されない一方で、新たに郊外部で 整備が必要となる例も出ている。また、高齢者や子育て世帯を中心に歩いて暮らせるよう な中心市街地の生活を求めるニーズも少なくない。こうしたことから、大都市、地方都市 の街なか居住を進めることが重要である。 このように住宅の広さや自然環境よりも職住接近による時間的なゆとり等を重視する 街なか居住ニーズが大きくなっている一方、空間的なゆとりや豊かな自然環境・地域コミ ュニティをより重視する郊外・地方住居ニーズも根強くあり、さらに、これらの双方を組 み合わせて過ごすなどライフスタイルは多様化している。 このため、街なか居住を進めるとともに、このような多様なライフスタイルに応じて、 郊外部や地方居住、あるいは、都心と郊外部等を平日と週末で住み分けるマルチハビテー ションなど多様な住まい方が選択できるようにすることが重要である。 マルチハビテーションの推進施策の一つとして地方のビルダーが工業化住宅メーカー から躯体のOEM 供給を受け、低価格のセカンドハウスを開発するビジネスの可能性があ り、また新しい住宅の建築手法として欧米で定着している「セルフビルドサ−ビス」方式 でセカンドハウスを作るというスタイルを「セルフビルド教室」でスキルを習得し、普及 をはかるビジネスモデルも考えられる。
2-4-2.住宅業界の新しい業態 ・セルフビルドサ−ビス セルフビルドサ−ビスの住宅は我が国ではログハウスを中心にまだ市場規模としては小 さいが欧米諸国、特に英国ではセルフビルド住宅の市場が急成長を遂げており、6 年前と の比較では 45%の伸びを見せ2002 年には約 40 億ポンドの市場規模となっている。 また 2x4 工法でハーフビルドサ−ビス(セルフビルドサ−ビス)を提供しているビルダー もあり、ここではその仕組を見てみることにする。 ハーフビルドサ−ビスはその名前のごとく、まずスケルトン(躯体)をビルダーが組立 て、その後窓の取り付けや天井張り、床張り建具の取付けなどインフィルを顧客が施工す る。施工時間は200時間前後を目安とし、週2日施工で2ヶ月半位である。 ・SI(スケルトン・インフィル分離型)住宅 SI 住宅とは高耐久性のスケルトン(躯体・共用設備等)と、可変性を持つインフィル(内 装・設備等)とを明確に区分した集合住宅と定義されているが、戸建て住宅にもそのコン セプトを当てはめた「戸建て版SI 住宅」の構想は充分可能であると思われる。 この場合、上記のセルフビルドサ−ビスと組み合わせたビジネスモデルも考えられ部材 の徹底した標準化とモジュール化を追及し、工業化住宅発展の大いなる可能性を秘めてい る。
3.事業構造と原価構成 ハウスメーカーのコスト構造の分析を通じ、モジュール化の対象を躯体および躯体と内 装・外装・設備をつなぐアタッチメントを中心に検討した。 3-1.ハウスメーカーにおける主要機能と業務の流れ 工業化住宅各社は図3-1 に示されるように新製品の企画・開発部門や販売部門などのス タッフ部門を抱え、展示場および生産設備などに先行投資をした、量産効果をねらった事 業構造となっている。 図3-1.ハウスメーカーにおける主要機能と業務
機能
業務内容①企画
・住宅コンセプト立案 ・新機能提案 PR活動②設計/
開発
・全外概要設計 ・構造設計(内/外装含む) ・部材設計 ・新部材情報収集/管理 ・部材製造仕様 ・CAD ・積算③販売
・展示場 ・接客/販促 ・住宅関連カタログ ・キャンペーン ・営業見積 ・外装/内装邸別設計依頼④調達
・価格/納期交渉 ・仕入先管理 ・仕入先発掘 ・新部材情報管理 ・在庫組合せ(在庫管理) ・部材見積 ・発注/進捗管理⑤生産
・大日程計画 ・MRP ・生産指示 ・発注/入荷 ・仕入先管理 ・原価管理 ・在庫/仕掛管理(部材/半製品) ・加工/組立⑥配送
・入出荷管理 ・在庫管理 ・棚管理 ・荷揃え ・配送計画 ・養生⑦施工
・施工指示 ・工程管理 ・基礎工事 ・躯体工事 ・仕上工事 ・設備工事 ・現場調達 ・検査⑧アフター
メンテ
・保証期間中のメンテ ・定期点検 ・補修 交換 ・リフォーム3-2.ハウスメーカーの財務資料から見る業績とコスト・経費の推移 日本の新規着工住宅棟数の減少と工業化住宅のシェア低下にともない各社とも売上高 を減少させている。 図3-2-1 工業化住宅メーカーの売上高の推移
売上高
0 200,000 400,000 600,000 800,000 1,000,000 1,200,000 1,400,000 1,600,000 H6 H7 H8 H9 H10 H11 H12 H13 H14 H15 決算年 百 万 円 積水 大和 住友林 パナホーム ミサワ各社とも売上高の減少による減益を合理化により、利益率の改善に取組んでいる。 図3-2-2 工業化住宅メーカーの経常利益の推移
経常利益
-10,000 0 10,000 20,000 30,000 40,000 50,000 60,000 70,000 80,000 90,000 H6 H7 H8 H9 H10 H11 H12 H13 H14 H15 決算年 百 万 円 積水 大和 住友林 パナホーム ミサワ3-3.工業化住宅の開発・販売・製造・施工のコスト構造 図3-3 は工業化住宅のコスト・経費構造の一例であるが、工場での生産比率が高い工業 化住宅でも現地での施工工事コストの比率がかなり残っていることがうかがえる。 図3-3 工業化住宅のコスト・経費構造の一例 鋼材系 (%) 木質系 (%) 生産 コスト(*1) (1)部材 (2)加工費 (3)運賃 29.0 6.0 2.0 24.9 6.6 3.0 施工 コスト (4)工事 (5)インテリア (6)エクステリア (7)他 22.4 2.3 3.1 2.3 27.4 1.9 2.5 2.0 コスト合計 67.1 68.3 経費と利益他 32.9 31.7 売上合計 100.0 100.0 3-4.工業化住宅の部位別材料コストと工事コスト内訳 工業化住宅の材料コストの一例を部位別に見てみると、図 3-4-1 のようになる。 この例では材料費の総額に占める割合は躯体が約 35%、外装 31%、内装 16%、設備 19% となっており、躯体と外装を合わせると 65%を占めている。 なおこの割合は工法や内製化か外注化によって異なってくるものと思われる。 図3-4-1 工業化住宅の材料費(工場)内訳の一例 材料費比率 躯体 34.6% 外装 30.6% 内装 15.9% 設備 18.8% 合計 100.0%
次に工業化住宅の建築現場での施工工事費の一例を見てみると図3-4-2 のようになる。 この例では内装工事費に施工工事費全体の46%かかっており、この部分を「セルフビルド」 方式にすればそれだけ低価格の住宅が提供できるものと思われる。 図3-4-2 工業化住宅の施工工事費の一例 基礎工事 29.6% 屋根工事 2.5% 据付内装工事 46.2% 屋内水道工事 10.7% 電気工事 3.7% その他 7.4% 合計 100.0% 3-5.モジュール化の対象となる部位・部材 以上工業化住宅の部材共通化・標準化について我が国の住宅業界の現状分析や、他業界 の標準化・モジュール化の事例などを参考にしながら共通化・標準化の対象となる部位・ 部材と共同生産・OEM 生産の可能性について調査研究を進めてきた。 ここから得られた結論は共通化・標準化の対象部位を躯体とし、さらに躯体とその他の 部位(外装・内装・設備)を接続するアタッチメントの標準化・モジュール化がハウスメ ーカーが主体的に取組める課題となる。 そして工業化住宅の工法の中で最もモジュール化が進んでいる鉄骨ユニット工法について 次節でさらに検討することにする。 工業化住宅における部材共通化の可能性評価 躯体 外装 内装 設備 2x4工法 ○ 木質パネル工法 ○ 木質構造 木質軸組み工法 鉄骨軸組み工法 ○ 金属構造 鉄骨ユニット工法 ○ コンクリートパネル工法 ○ コンクリート構造 柱梁ラーメン工法
4.新しい構造の生産機械の概念設計と要素技術の抽出 モジュール化に対応した新しい生産設備、生産機械の概念と要素技術を検討するに際し、 まず現在ハウスメーカーにおいて使用されている生産設備と生産工程について工業化が最 も進んでいるとされる鉄骨ユニット工法の組立工場の見学も含め現状を調査し、モジュー ル化に対応した新しい組立機械、金型、溶接機械などの高度化・複合化を自動車業界の事 例を中心に調査研究した。 4-1.ハウスメーカーにおける生産・施工体制 4-1-1.工場における組立・生産体制 工業化住宅の生産体制は邸別の個別受注生産システムであり、多品種混合生産方式が採 用されている。 鉄骨ユニット工法の組立工場を例に取ると、生産工程は約30工程ありユニット構造体 の組立や断熱材の組込みなどが組立ライン上の流れ作業で行なわれている。 屋根や床、壁などのフレームを6面体に組み合わせる構造体の組立では、鉄骨の切断か ら溶接まで工作ロボットにより自動化され、1㎜単位の精度を確保し、1個のユニットを 約3分で組み立てている。 ちなみに1棟の住宅は平均12ユニットから構成されるので1棟分が約36分で完成 する。 基本ユニットのバリエーションは ・桁長さ :1.8 メートルから 5.4 メートル(9 種類) ・妻幅 :2.5 メートル、1.3 メートル(2 種類) ・天井高さ:2.4 メートル、2.6 メートル(2 種類) その他ユニットのバリエーションは ・台形ユニット(妻側カット、桁側カット) ・オーバーハングユニット ・ツインユニット ・ペントハウスユニット があり、以上のユニットとユニットサイズを組み合わせると約90種類のバリエーショ ンがある。 IT の活用については営業が受注した邸別設計図から部材を拾い出し、部品へ展開する仕 組から、部品の在庫管理・発注、工場への生産指示、工場での生産スケジュールなどほと んどすべての工程にコンピュータ・システムが導入されている。
4-1-2.建築現場における施工体制 鉄骨ユニット工法の場合、全工程の約80%を工場で生産するため現場での工期は約 40日となり在来工法と比較して約1/3に短縮されている。 工期の大半は室内を中心とした仕上げ作業と外回り工事となり、雨やほこりにさらされ ることもなく工事の騒音も少ない。 施工作業はメーカー直轄の専門チームや契約の工事業者が担当している。 図4-1-2.現場施工における基準と規格例 基準及び規格 目的(内容) 工事組立品規格 この規格はユニットの現地施工に関する仕様を各部位に 付いて明確に規定し、よって製品品質(完工時の品質) の安定と向上を計る事を目的とした規格。 雨仕舞施工報告書 雨漏れを防止するため、邸毎に隠蔽部分の雨仕舞施工状 況を確認、記録した施工報告書。 基礎施工報告書 基礎の配筋が設計図面通りに施工されているかを邸毎に 確認、記録した施工報告書。 ユニットジョイント施工報告書 隠蔽部分の構造ジョイントの締結状態を邸別に確認、記 録した施工報告書。 給排水設備機器施工報告書 漏水防止のため、邸毎に給排水管の施工状況を確認、記 録する施工報告書。 その他設備機器施工報告書 太陽光発電、ホームエレベーター等の設備機器の施工状 況を確認し、使用上の不具合、事故等を防止する為の施 工管理報告書。
4-2.ハウスメーカーの工場における生産・組立工程 鉄骨ユニット工法を採用しているハウスメーカーの工場における生産・組立工程の概要 を見ることにする。 ・生産・組立工程 ①鉄骨加工ゾーン ②床フレームゾーン 組立工場平面図 ③天井フレームゾーン ④ユニット構造体組立ゾーン ⑤外壁・内壁取付ゾーン ⑥設備組込ゾー ⑦最終検査・搬送ゾーン 工 程 作 業 内 容 1.鉄骨加工ゾーン 鉄骨設置 ↓ 鉄骨切断加工 ↓ 穴あけ加工 ↓ アーク溶接 ↓ 溶接部位
2.床フレームゾーン 床フレーム溶接 ↓ 床根太取付 ↓ 断熱材取付 ↓ ボード取付 ↓ 自動釘打ち機 3.天井フレームゾーン 天井根太取付 ↓ ボード取付 ↓ 自動釘打ち機 ↓ 自動反転機 ↓ 配線 4.ユニット構造体組立ゾーン ジョイントピース溶接 ↓ 床・天井フレームセッティング ↓ 妻フレームセッティング ↓ スポット溶接 ↓ 構造体完成
5.外壁・内壁取付ゾーン 外壁パネル組立 ↓ 窓枠・玄関枠取付 ↓ 外壁取付 ↓ 断熱材はさみこみ ↓ 内壁・間仕切り壁取付 6.設備組込ゾーン キッチン組込 ↓ 階段組込 ↓ バス・サニタリー組込 ↓ 和造作組込 ↓ 電気器具取付 7.最終検査・搬送ゾーン 最終検査 ↓ 部材積込 ↓ 梱包 ↓ 出荷 ↓ 搬送
現地施工 7-1.梱包 厳格な品質検査に合格した各ユニッ トを、ユニットカバー・養生シート・ 防水キャップの 3 重の保護シートで 梱包する。 7-2.出荷 裾付け工事に合わせて大型のフォー クリフトで専門の輸送トラックに積 み込み出荷する。 8.据付(ユニット) 建築地まで搬送されたユニットは、す でに仕上がっている鉄筋コンクリー ト基礎に、クレーンで確実に裾付け。 その日のうちに雨仕舞い工事が完了 する。 9.据付(屋根) 屋根も工場でプレ生産され、ユニット と同時に据付けられる。
10.内装工事 工場で出荷された部品を使用し、雨の かからない作業環境で、仕上げられ る。 11.性能測定(邸別性能測定提示システム) 各邸にて以下の実測を行い、結果を施 主が確認する。 ・ホルムアルデヒド、トルエン、キシ レンの室内濃度 ・気密性能(C 値測定) ・床遮音性能(L 値測定) 12.完工 ・完工、施主へ引渡し
4-3.現行の生産設備、生産機械 ・構造体組立機 ユニット構造体の組立機には ・ジョイントピース溶接 ・床、天井フレームセッティング ・妻フレームセッティング ・スポット溶接 の機能がありユニット構造体組立機の寸法精度は±2 ミリの精度である。 構造体組立機 ボード研削機 ・フレーム溶接機 ・押出し形成機
4-4.モジュール化に対応した新しい生産設備、生産機械の概念と要素技術 4-4-1.組立加工製品における技術革新のための要素技術 工業化住宅のモジュール化に対応した新しい生産設備、生産機械の概念と要素技術につ いて述べる前に、一般に革新的な新製品の開発・製造に要する技術について考察する。 (1)高品質、高付加価値の製品を製造するための技術 ・新材料の出現に対応した新加工技術 ・加工による材料変化を予測・制御し、高品質、新機能等を実現する技術 ・超微細、超精密等の製品の実現を可能とする技術 ・最終製品の新機能や効率的組立工程を考慮した技術 (2)設計・製造プロセスを高度化するための技術 ・最適な製造プロセスを選択するための技術 ・設計・製造プロセスの知能化・情報化を実現するための技術 ・設計・製造プロセスの高速化・柔軟化を実現するためのシステム技術 ・設計・製造プロセスの高度化を可能とする革新的加工技術 ・製造プロセスの高度化を可能とする革新的製造装置 (3)社会的要請や制約に対応するための技術 ・資源を最大限利用し、リサイクル・リユースを容易とする技術 ・製造工程におけるあらゆる排出物(エミッション)を最少化する技衙 ・使用エネルギーを最少化し、最大限に有効活用するための技術 ・情報化社会の構築、安全・安心で質の高い社会の構築に資する技術 (4)戦略的技術革新型ビジネスモテルの構築など経営と技術の融合 ・ 新たな技術体系の構築 ・現場的ノウハウのデータベース化による「ものづくり知的基盤」の整備と ものづくり情報通信ネットワークシステムの構築 ・ 技術と経営の融合 この中で本論のテーマである工業化住宅の部材共通化・標準化を通じた設計・製造プロセ スの高度化に関連する上記(2)設計・製造プロセスを高度化するための技術についても う少し詳しく見ると、
4-4-2.設計・製造プロセスを高度化するための技術 1)最適な製造プロセスを選択するための技術 ・最適製造プロセスを評価する技術 2)設計・製造プロセスの知能化・情報化を実現するための技術 ・設計・製造プロセスのモデル化技術 ・設計・製造プロセスのシミュレーション技術 ・一気通貫型製造のためのCAD/CAM/CAE のデータ一元化技術 ・新発想のCAD 技術 3)設計・製造プロセスの高速化・柔軟化を実現するためのシステム技術 ・コンカレント・エンジニアリング技術 ・量的変化、材質的変化等に柔軟に対応できる技術 4)設計・製造プロセスの高度化を可能とする革新的加工技術 ・ハイドロフォーミングによる液圧成型技術 ・難加工材の塑性加工技術 ・超高速加工技術 ・複合加工技術 5)製造プロセスの高度化を可能とする革新的製造装置 ・AI 機能を持つ製造装置 ・サーボモータ・リニアモータ駆動型製造装置 上記設計・製造プロセスを高度化するための技術の中から革新的加工技術である 「ハイドロフォーミング加工技術」の住宅部材加工への応用について次節で検討する。
4-4-3.新しい生産設備、生産機械の概念と要素技術 1)ハイドロフォーミング加工技術 現在鉄骨系の工業化住宅では多くの部材が溶接やボルト締めで結合され形成・組立 てられているが、ハイドロフォーミング加工技術を使って複雑な形状の部材を一度に 作れば、従来工法に比べ部品・部材の点数が減少することが見込める。 そこで自動車の例を見ながら住宅への応用を考察する。 ハイドロフォーミング加工技術とはパイプの様な閉断面構造の中側に水圧を加え 加工する方法である。この方法は、板プレス加工で閉断面構造部品を製造する方法と 較べると、下記の利点あり、大幅なコストダウン・強高度化が見込まれる。 (1)部品点数の削減可能。(一体構造化) (2)合わせ部の溶接が不要 (3)成型時の型が外面側のみですみ、型費削減 (4)材料に均一な圧力がかかり大きな加工が可能 (5)材料の加工硬化による高強度化が図れる 軸圧縮ハイドロフォーミング説明図 P1:パイプ内面への高圧水 P2:軸圧縮用高圧水
・ハイドロフォーミング設備事例 設備仕様 ハイドロフォーミング実験機 方式 油圧プレス 型締め力 3500T デーライト 1600mm ストローク 1000mm 型締め 上下ダイクッション付き 成型内圧 常用 MAX 3000atm 方式 2重複動シリンダー 軸圧縮 軸圧縮力 (100T+100T)×左右 大きさ MAX1800×1800mm 成形型 ムービングボルスター方式 ハイドロフォーミング加工品使用用途例
・ハイドロフォーミング加工技術の住宅部材加工への応用 1)屋根材など軽量化が要求される部材 2)構造体(躯体)のうち構造柱以外の比較的軽量部材 3)構造体(躯体)と外装・内装・設備をジョイントする部分(アタッチメント) 4)その他今まで加工技術の制約で直線的デザインを余儀なくされている部材の曲線を 含めた自由デザイン化 構造体と基礎のジョイント部 構造体と外壁のジョイント部
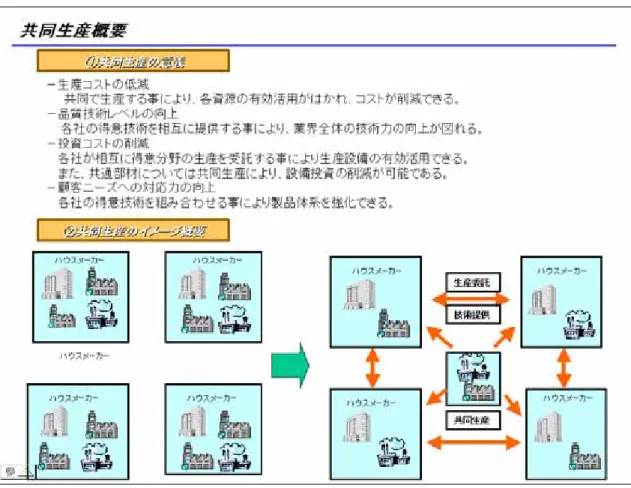
5.開発プロセスの設定と今後の課題 5-1.ハウスメーカー間の新しい協業をめざして 「2-3 競合から協業へ」の項でハウスメーカー間の協業についても少し触れたが、ここ では協業の可能性をビジネス全般に広げ、その中から実現の可能性の高いプロジェクトを 選び、実証することとする。 図5-1-1.ハウスメーカー間の新しい共同ビジネス・スキーマー 図 5-1.はハウスメーカー間の協業の可能性を示したものであるが協業を始める順序とし て、 1.部材の共通化・標準化 2.共通化部材の共同購買 3.共通化部材の共同配送 4.共通化部材を採用したモジュールの共同生産(OEM 生産) のステップがあり、さらにその他の領域での協業へと発展して行く。
・図5-1-2.はハウスメーカー間の共同生産の概要とその意義を示したものである。
5-2.開発ステップ 共通モジュールの共同生産(OEM 生産)を次の開発ステップにより実証し、事業化を めざす。 1.部材共通化の可能性の検討と目標設定のための調査研究 住宅業界の現状調査と部位・部材共通化のフィージビリティ・スタディ。 2.複数メーカー参加によるコンソーシアム設立と部分的検証 複数のハウスメーカーや建材メーカー、機械・設備メーカー参加のコンソーシアムを 設立し、いくつかの部材について試作する。 3.共通部材の設計・開発から量産、共同生産まで実証 上記コンソーシアムにより量産効果と共同生産の効果について実証する。 4.事業化 図5-2.開発ステップ
5-3.開発体制 コンソーシアムのワーキング・グループごとに実証テーマを実証し、事業化につなげる。 共通部材の開発はハウスメーカーの設計部門と建材メーカーがE−DB*付電子カタログ などを活用して開発する。 ・開発推進体制(実証の考え方) *E−DB:エンジニアリング・データ・ベース □コンソーシアム WG1 WG2 WG3 WG n ・・・・・・・・・ ・建材 ・工事 MRO SS-online ・建材 メーカーの カタログ ハウスメーカ ーの設計部 門 ・商品管理情報 モデル化 等 ・保険 ・地図 ・気象 カタログ + 工事業者 会員DB □共通プラットフォーム ︻ コ ン ソ ー シ ア ム 活 動 ︼ ︻ 事 業 化 ︼ □ASPサービサー 電子入札 電子入札 E−DB*付 電子カタログ ナイスアドバ ン 共通アプリケーション トレーサビリティ ・・・・・ 電子購買 ・建材 ・卸/メーカ
・開発推進体制(組織) エグゼクティブ・ボード プロジェクト・ボード 全体会議 分科会(WG) 分科会(WG) ・ハウスメーカー ・建材メーカー ・機械/設備メーカー ・システムインテグレーター等 分科会(WG) コンソーシアム
−参考資料− 1.住宅の性能表示 2000 年10月から「住宅の品質確保の促進等に関する法律」が実施された。 以下の項目について定められた基準通りのプランや、仕様・施工がなされているかにつ いて第三者機関により「設計図書の審査」と「現場検査」により確認・評価され共通基 準通りであれば「建設住宅性能評価書」が交付される。 1)構造の安全性 耐震、耐風、耐雪・・・ 2)火災時の安全性 防耐火性、非難経路・・・ 3)劣化の軽減性 耐久性・・・ 4)維持管理への配慮性 給・配水管、ガス管のメンテナンス・・・ 5)温熱環境性 断熱、機密性・・・ 6)空気環境性 ホルムアルテヒド対策、換気対策・・・ 7)光・環境性 採光性、開口率・・・ 8)音環境性 外部騒音の遮音性・・・ 9)高齢者等配慮性 高齢者等配慮、生活配慮・・・
2.ハウスメーカーにおける設計開発から現場施工までの品質基準と管理体制の例 1)開発段階 基準及び規格 目的(内容) 部品規格 各々の部品に要求する性能値や図面には表現できない寸法の基準等を明確 にする為の規格。 製品規格 それぞれの住宅タイプ(商品)に求められる品質、性能レベルをまとめたも ので、各々の住宅に必要な全ての品質、性能を 1 冊にまとめたもの。 色調管理表 内外装の着色部材の「色調」を管理するためのもの。標準色での管理を基本 とするが、木材等、下地色の影響により仕上がり色にばらつきが出るものに 関しては、標準見本と併せて上限、下限見本により色調管理を行う。 材料規格 部材に使用する素材の規格。素材に関して性能の制限を明示する必要がある 場合、部品規格中の材料に関して本規格を適用する。 外観品質基準 部材の外観仕上がり具合を判断するための規格で 1 級、2 級 2 ランクがあり、 外観品質の管理が必要なものに関して部品規格でそのランクを規定する。 2)工場生産段階 基準及び規格 目的(内容) 工場組立品規格 この規格はユニットの組立に関する仕様を各部位に付いて明確に規定 し、よって製品品質(工場出荷時点の品質)の安定と向上を計る事を 目的とした規格。 生産出荷管理規程 顧客から受けた注文内容の確認とその内容を確実にするための管理規 程。 製造検査規程 生産工場に納入される、材料・部品・製品が規程要求事項に適合する ことを確実にするための検査・試験業務及び全般に共通する事項を具 体的に示すことを目的とした規程。 部材管理規程 生産工場に於ける部材の受入れから製造工程への引き渡しに至るまで の過程に於ける部材の品質保護を確実にするための規程。
製品管理規程 メーカーの生産工場に於いて生産された製品を顧客に引き渡しするま での取扱い、保管、包装、保存及びお引き渡しの方法を明確に規程し たもの。 品質記録管理規程 品質システムの効果的な運用を実証するために、生産工場に於ける品 質記録の管理方法を規程したもの。 QC工程図 製品に要求される品質特性を製造工程に於いて作り込むため、各々の プロセス及び作業単位について、品質保証項目と品質管理要件及び品 質適合性基準を定めた品質計画書。 3)現場施工段階 基準及び規格 目的(内容) 工事組立品規格 この規格はユニットの現地施工に関する仕様を各部位 に付いて明確に規定し、よって製品品質(完工時の品質) の安定と向上を計る事を目的とした規格。 雨仕舞施工報告書 雨漏れを防止するため、邸毎に隠蔽部分の雨仕舞施工状 況を確認、記録した施工報告書。 基礎施工報告書 基礎の配筋が設計図面通りに施工されているかを邸毎 に確認、記録した施工報告書。 ユニットジョイント施工報告書 隠蔽部分の構造ジョイントの締結状態を邸別に確認、記 録した施工報告書。 給排水設備機器施工報告書 漏水防止のため、邸毎に給排水管の施工状況を確認、記 録する施工報告書。 その他設備機器施工報告書 太陽光発電、ホームエレベーター等の設備機器の施工状 況を確認し、使用上の不具合、事故等を防止する為の施 工管理報告書。