パルス YAG レーザ溶接した純チタン薄板継手の引裂靭性評価
日大生産工 ○朝比奈 敏勝 星 野 和義 村 田 守
1.緒 言
超臨界水は水の臨界点を超えた状態であり,気 体の拡散性と液体の物質溶解性を併せ持ち,反応 溶媒として環境汚染物質の分解抽出および難分解 性物質の処理等の分野へ利用が出来る
1).
現在,超臨界水の反応容器用材料としてはニッ ケル基耐食合金が主として用いられているが,加 工性が良好でなく,合金元素を多く含むため,超 臨界プロセスのような高温で長期間使用する環境 では組織が変化し,耐食性および機械的性質が劣 化する可能性がある.純チタンは表面に不動態皮 膜を形成することにより優れた耐食性を発揮し,
超臨界水中でニッケル基耐食合金と同等の耐食性 を示すとされている
2).
著者らは耐食材料である純チタン薄板を反応 容器内側のライナーに適用することを検討した
3).
反応容器の信頼性の指標として靭性は重要な 機械的性質であるが,評価試験として一般的なシ ャルピー衝撃試験,CTOD 試験などは,厚板の靭性 評価試験として開発された試験法である.そこで 本研究は,アルミニウム合金薄板の靭性評価試験
法
4),5)である引裂試験を純チタン薄板レーザ溶接
継手および TIG 溶接継手に対して実施し,両溶接 継手の靭性を比較検討した.
2.供試材および実験方法
供試材には純チタンのうち強度が高い,純チタ ン4種(TP550C,板厚 0.6mm)を長さ 200 ㎜,幅 70 ㎜に機械加工したものを用いた.溶接直前に接 合面をエメリーペーパーにより研磨後,ブタノン で脱脂洗浄し実験に供した.供試材の機械的性質 を Table 1 に示す.
溶接には最大平均出力 550W(最大パルスエネル ギー 70J)のパルス YAG レーザ装置,最大出力電流 300A の直流 TIG 溶接機を使用し,ルート間隔無し のI型突合せ溶接を圧延方向に対し直角に行った.
なお,YAG レーザ溶接における焦点位置は供試材
Table 1 Mechanical properties of base metal.
Tensile strength
0.2% proof
stress Elongation Hardness
(MPa) (MPa) (%) (HK0.05)
706 573 27 248
Table 2 LASER welding conditions.
LASER output Q (W) 350, 400, 450
Pulse width PW (ms) 5, 10
Pulse frequency f (Hz) 20
Welding speed V (mm/min) 450~1050
Gas flow rate
Assist Ga (/min) 30
Backing Gb (/min) 30
Table 3 TIG welding conditions.
Welding current I (A) 48.5
Arc length La (mm) 0.6
Electrode diameter D (mm) 1.6
Welding speed V (mm/min) 600, 1050
Shielding gas flow rate
Surface Gs (/min) 20
Backing Gb (/min) 10
Pre - flow (s) 20
After - flow (s) 30
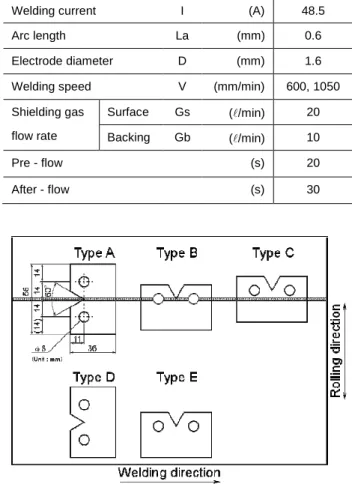
Fig.1 Sampling position , shape and size of tear test specimen.
Tea r Toug hn es s E val ua ti o n of t he P ul se YA G L as e r W el ded P u r e Ti ta ni um S h ee t
Tos hi k a ts u A S A H IN A , K a zu yo shi H OS H IN O a nd Mam o r u MU R ATA
表面とした.アシストガス,バックシールドガス には Ar ガスを用いた.YAG レーザおよび TIG の溶 接条件を Table 2,Table 3 に示す.
引裂試験には Fig.1 に示す ASTM B871 規格に準 じた標準試験片を使用した.試験片は切欠き先端 を溶接部中央に配置し,亀裂をビードと平行に進 展させる(タイプ A) ,切欠き先端を溶接部中央に 配置し,亀裂が溶接部を横断するように進展させ る(タイプ B) ,採取方向はタイプ B と同じである が,切欠き先端を母材内に配置する(タイプ C),
母材の試験片として,切欠きを圧延方向に垂直に 配置する(タイプ D)および,平行に配置する(タ イプ E)の5種類を採取して引裂試験に供した.
試験用ジグの模式図を Fig.2 に示す.引裂試験 はインストロン型万能試験機を使用し,室温にて クロスヘッド速度1mm/min で行った.引裂試験用 ジグと試験片の間には摩擦による抵抗を軽減する ため,スペーサとして厚さ 0.1mm のテフロンシー トを挿入した.
3.実験結果および考察 3.1 試験片タイプ A,D.
レーザでは高出力であり溶接速度が遅い溶接 条件で,試験片が溶け落ち良好な継手が得られな かったため,実験結果より除いた.溶接速度が靭 性に及ぼす影響を検討するため,レーザ,TIG と もに低速(V=600mm/min),高速(V=1050mm/min)
の2条件を中心に報告する.レーザ継手は主に Q=400W,PW=10ms の溶接条件にて作製した継手を TIG 継手と比較した.
引裂試験によって得られた荷重-変位曲線を
Fig.3 に示す.荷重-変位曲線を,最大荷重を境に
2つの領域に分け,各々の面積を測定することに より亀裂発生エネルギーEi と,亀裂進展エネルギ ーEp を求めた.さらに Ep を試験片断面積で除し た値,単位亀裂進展エネルギーUEp で靭性を評価 した.レーザ,TIG 継手ともに,Ei は母材とほぼ 同等の値を示した.このことは亀裂発生に要する エネルギーが同程度であり,亀裂進展に要するエ ネルギーに差異があることを示している.最大荷 重は母材,TIG 継手がほぼ同等の値を示し,レー ザ継手はそれらに比較してやや低い値であった.
純チタンは切欠き感受性が高いため
6),母材,TIG 継手に比較してビード表面が粗いレーザ継手の最 大荷重が低い値を示したと考える.溶接速度の増 加に伴い,レーザ継手は変位,Ep ともに減少した が,TIG 継手は増加する傾向を示した.また両継
Fig.2 Schematic illustrations of tear test apparatus.
Fig.3 Load-displacement curves.
50 100 150 200 250 300 350
UEp/kN・m-1 450 600 750 900 1050 600 750 900 1050 750 900 1050
B.M.
0
: PW =5ms : PW =10ms
350 400 450
W elding speed (mm/min)
Laser output (W )
Fig.4 Unit propagation energies. (LASER)
Fig.5 Unit propagation energies.
手ともにビード内を亀裂が進展するため,荷重-
変位曲線が微小に変動する傾向が認められた.
レーザおよび TIG 継手の UEp の測定結果を Fig.4,
Fig.5 に,平均結晶粒径測定結果を Table 4, Table 5 に示す.純チタンの力学的性質は主に結晶の粒径 と形状によるとの報告がある7).母材の結晶粒径 は約 21μm であり,レーザおよび TIG 継手は母材に 比較して結晶粒が粗大化したため,UEp が低くな る傾向を示した.レーザではパルス幅の増加に伴 い,結晶粒の粗大化が抑制されたことにより,UEp が増加したと考える. また,溶接速度を増加するこ とによっても,結晶粒の粗大化が抑制された.
レーザ溶接条件を溶接速度のみ変化させた場 合,溶接速度の増加に伴い UEp が低下する傾向が 認められた.その要因として,ビード表面形状の 差異が考えられる.破断後のビード外観を Fig.6 に示す.溶接速度の増加に伴い,ビームスポット の重なりが粗となった.また V=1050mm/min の継手 ではビード表面にくぼみが発生したことが UEp の 低下に影響したと考える.TIG 継手はビード表面 が滑らかである為,レーザに比較して高い UEp を 示し,溶接速度の増加に伴い UEp が増加する傾向 が認められた.
これらのレーザ,TIG 継手の UEp に関する傾向 より,結晶粒径に比較して,表面形状が靭性に大き く影響する事が明らかとなった.
試験後の破面観察結果を Fig.7 に示す. レーザ,
TIG 継手および母材ともに亀裂進展方向に引き伸 ばされた伸長ディンプルによる延性破面が認めら れた.またレーザ,TIG 継手ともに,ファセット 状の擬へき開破面が認められた.レーザの溶接速 度 1050mm/min の継手には, ビード表面のくぼみに よる局部的な板厚減少が認められた.このことも UEp の低下に影響を及ぼしたものと考える.
3.2 試験片タイプ B, C,E.
引裂試験によって得られたタイプ B の荷重-変
位曲線を Fig.8 に,タイプ C の荷重-変位曲線を
Fig.9 に示す.切欠きを溶接部に配したタイプ B
の最大荷重は,レーザ継手では母材の約 90%であ り,タイプ A と同程度であった.また TIG 継手の 最大荷重はレーザ継手に比較して高く,母材と同 程度であった.
切欠きを母材部に配したタイプ C は,レーザ,
TIG 継手ともに,母材と同程度の最大荷重を示し た.タイプ C は,亀裂がビードを通過する間,亀 裂進展速度が速くなり,ビード通過後,タイプ B
Table 4 Relation between welding condition and grain size.(μm) (Q=400W) (LASER)
PW=5ms PW=10ms
V=600mm/min 197 160
V=1050mm/min 108 105
Base metal 21
Table 5 Relation between welding process and grain size.(μm) LASER joint TIG joint
V=600mm/min 160 284
V=1050mm/min 105 266
Base metal 21
Fig.6 Bead appearances of welded joint.
Fig.7 Microfractographs of tear tested specimens.
および母材に比べて低い荷重で亀裂が進展した.
これは溶接部の塑性拘束によると考える
8). UEp の測定結果を Fig.10 に示す.塑性拘束の影 響により,タイプ C はタイプ B に比較して UEp が 低くなる傾向を示した.タイプ B,タイプ C ともに,
溶接速度の変化による UEp の差異は明瞭には認め られなかった.
タイプ B の破面観察結果を Fig.11 に,タイプ C の破面観察結果を Fig.12 示す.なおタイプ C は,
ビード部の破面を示した.タイプ A と同様に,フ ァセット状の擬へき開破面が認められた.レーザ 継手はタイプ B,タイプ C ともに,V=600mm/min で は リ ッ プ ル 線 に 沿 っ て 亀 裂 が 進 展 し た が , V=1050mm/min では亀裂がビード表面のくぼみを 通過した.
4.結 言
亀裂がビード内を通過する荷重が生じる場合 には,設計時に亀裂進展方向や表面形状に対する 注意が必要である.
本研究は文部科学省学術フロンティア推進事業 の一部として行われた.特記して謝意を表す.
参考文献
1) 新井邦夫他:超臨界流体プロセスの実用化,技術情報 協会,(2000)13-17.
2) S.Tebbal and R.D. Kane:CORROSION/98,Paper No.413, NACE Conference (1998),1-19.
3) 朝比奈,伊藤:軽金属 55(2005),8,337-342.
4) ASTM standard,Designation:B871-01,Standard Test Method for Tear Testing of Aluminum Alloy Products (2001),613-619.
5) 熊井真次,二木秀幸,朱洪:軽金属 55(2005),10,507-512
6) (社)日本チタン協会編:チタンの加工技術,日刊工業 新聞社,(1998),78.
7) M.J.Donachie,Jr:チタンテクニカルガイド (1993),163
8) (社)溶接学会編:溶接・接合便覧,(2003),79-80