2 KOBE STEEL ENGINEERING REPORTS/Vol. 67 No. 1(Mar. 2018)
まえがき=前回,2013年のVol.63.No. 1 に続き,4 年ぶ りに「溶接・接合技術」の特集を組ませていただく。前 回は合計21編の論文,技術資料,解説を掲載した。産業 発展に大きく貢献している技術・商品もあれば,まだ実 機適用に至っていない技術もある。新しい着眼点や新し い現象の理解をもたらしてくれた技術は,次なる開発の 発端になっている。溶接・接合技術はアーク溶接技術を はじめとして非常に多くの制御可能な因子を有してお り,最新のデジタル技術を用いることで実際に制御でき るようになってきている。溶接ソリューションの提案に 向けてなすべきことは多い。本号では,前回を超える22 編の論文,技術資料,解説を掲載する。開発の成果と今 後の方向性について,まず全体の解説として起稿する。
1 .市場動向と顧客ニーズ
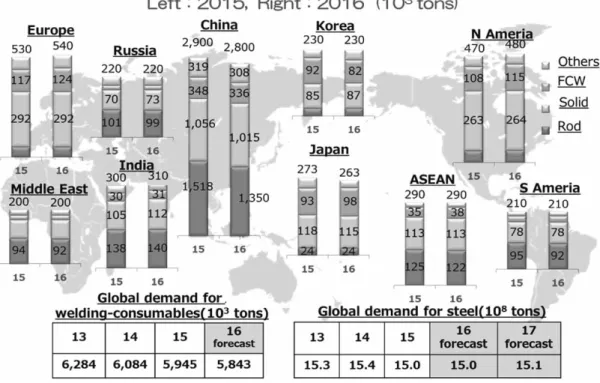
図 1に世界における鋼材1 )と溶接材料2 )の需要状況 を示す。中国の鋼材需要沈静化に伴い全世界の鋼材需要 量は,近年15億t/年となっている。世界的には鋼材需 要量に0.4%,日本では0.3%を乗じた数量が溶接材料需 要量となる。鋼材需要の沈静化に伴い世界の溶材需要量 も600万tを割り込んでいる。バブル期(1991年)には,
40万t/年を超えた日本の溶材需要量も,足元では30万t
/年を下回っている。被覆アーク溶接棒からフラックス 入りワイヤ(以下,FCWという)・ソリッドワイヤへ,
手溶接から自動溶接へと市場は変化している。溶接の自 動化や鋼材の高強度化がさらに進むことで,溶接材料へ の要求も変化している。高能率で高品質な溶接を求めて 自動溶接はさらに広がりを強めている。10年単位での遅 れはあるが,この傾向は海外市場でも変わりがない。市 場の動向と顧客のニーズを的確に具体的に把握し,限り ある資源を組み合わせて開発に集中することが企業の技
術開発においては重要である。
図 2にアーク溶接ロボットの国内出荷台数を示す1 )。 2010年以降のデータであるが,全ての年で輸出が国内出 荷を大きく上回っている。アーク溶接ロボットは自動車 業界向けが多数を占めており,自動車業界の傾向を表し ているともいえる。いっぽう,中厚板溶接分野を主な市 場とする当社においては,2020年東京オリンピックや政 府が実施する補助金などの施策の効果で,国内建築鉄骨 向けの出荷が伸びている。本章では業種別市場動向と顧 客ニーズをまとめてみる。
1. 1 造船
日本,海外(中国,韓国)ともに市況は低迷している が,早期の底打ちと立ち上がりを期待したい。中長期的 には海上物流は確実に増加すると想定され,日・中・韓 ほかの既存造船所は 1 億総t/年の建造能力を有し,今 後必要とされる建造量 7 千万総t/年には十分対応でき る3 )。新天地での新規造船ヤード建設も試みられたが主 流にはなっていない。
造船ヤードが求めていることは,溶接士数の減少,労 務費の高騰,建造の効率化に寄与する溶接の自動化であ る。被覆アーク溶接棒からFCW,片面SAWによる板 継溶接,可搬型小型溶接機による立向き溶接に加えて,
国内外ともにロボットなどを活用した溶接の無人化,省 人化に高いニーズがある。
1. 2 建築鉄骨
阪神淡路大震災などの度重なる地震により建築鉄骨の 基準見直しが行われ,日本国内の建築鉄骨,とくにその 溶接部には高い信頼性が求められる。建築鉄骨の溶接部 信頼性を高めている技術は,多層溶接性に優れた高能率 の溶接ロボットシステムとロボットにマッチし,安定し た品質の溶接用ソリッドワイヤである。2020年東京オリ
溶接材料およびロボットシステムの展望
Prospects for Welding Consumables and Robot Systems
■特集:溶接・接合技術 FEATURE : Welding and Joining Technologies
(解説)
Welding and joining technology has numerous control factors including welding arcs. There are many things that must be done before a welding solution can be suggested. This paper explains the latest market trends and needs, as well as the technology trends and development achievements, for each customer industry.
清水弘之*1
Hiroyuki SHIMIZU 芝池雅樹*2 Masaki SHIBAIKE
* 1 溶接事業部門 技術センター 溶接開発部 * 2 溶接事業部門 技術センター 溶接システム部
神戸製鋼技報 /Vol. 67 No. 1(Mar. 2018) 3
ンピックに向けて,さらにオリンピック終了後も首都 圏・大都市圏を中心に高層・広床面積のビル建設が計画4 ) されている。無人・無監視で連続溶接が可能な高能率な 溶接技術に対するニーズは高い。さらに海外でも,日本 の優れた建築鉄骨溶接技術に関心は高い。使用される鋼 材・形状や溶接材料は地域性もあるが,連続溶接性に優 れた高能率な溶接ロボットシステムの需要は大きい。
1. 3 自動車
自動車において最大の関心事は,車体の軽量化であろ う。炭酸ガスの排出量を抑制するために,車体の軽量化 は動力源の種類を問わず最も有力な手段である。アルミ 材の採用とそれに伴う鉄との異材接合は,欧米自動車が 高級車を中心に先行している。鋼板の高強度化による薄 板化・軽量化,ギガハイテン材の溶接・接合方法やアル ミと鉄の異材接合へのニーズが高い。軽量化と高剛性化
および高変形能を有する材料と溶接・接合技術が求めら れているが,大衆車への適用にはコストが最大の課題で ある。
1. 4 エネルギー
火力発電用のボイラは,発電効率向上のために高温・
高圧に耐える鋼材にマッチした溶接部を実現する溶接材 料にニーズがある。Cr添加量を高め微量添加元素を調 整した鋼材に適合し,不純物を極微量に制御した溶接材 料が求められている。海洋構造物は,原油価格の低位安 定化に伴い,採掘コストが高い極地・深海などへの投機 的投資は見送られているが,手堅いプロジェクトからの 需要はある。低温環境下での構造物の健全性,すなわち 溶接部の健全性が求められている。溶接部には従来にも 増して,高強度・高破壊靭性(じんせい)と低水素化ニ ーズが高まっている。ラインパイプ,石油リアクタ,ガ 図 2 アーク溶接ロボット出荷台数1 )
Fig. 2 Shipment volume of arc-welding robots1 ) 図 1 鋼材と溶接材料の需要1 ),2 )
Fig. 1 Demand for steel and welding comsumables1 ),2 )
4 KOBE STEEL ENGINEERING REPORTS/Vol. 67 No. 1(Mar. 2018)
スタービンなどの継手形状が単純なものは,すでに MAG,SAW,TIGなど溶接の自動化は進んでいる。い っぽうでエネルギー系でも大型かつ継手形状が複雑な構 造物の溶接自動化は進んでいない。自動化実現のための 要素技術の開発が期待されている。
1. 5 建設機械
建設機械は,すでに自動化率が高い分野であり,ロボ ット溶接が広く採用されている。最近ではさらなる増産 に対応するニーズも加わり,より効率的にロボット溶接 システムを使用すること(生産性の向上,生産リードタ イムの短縮,溶接品質向上),さらなる高溶着プロセス が求められている。また,IoTを活用した生産状況の見 える化に対する期待も大きくなってきている。
2 .最新の技術動向 2. 1 溶接・接合技術
主要構造材料である鋼とアルミ,とくに厚板において はアーク溶接が主要な接合技術であることに変わりはな い。アーク溶接電源の制御は,時間応答性に関して試行 が完了した感がある。20 ns間隔での演算も可能となっ ていて,信号さえ検出することができればアーク溶接の ほとんどの現象が制御可能となっている。CMT技術
(CMTはフローニアス社の商品),すなわち溶接用ワイ ヤの送給制御と電源の波形制御をより高い電流で志向 し,高電流域でのスパッタ低減などの溶接品質を高める 開発や埋もれアーク安定化の開発が行われている。
レーザは発振効率が高まり,発振器の価格も下がって いる。レーザ溶接は自動車を中心とした薄板の高能率で 高品質な溶接に適用が拡大しているが,自動車車体軽量 化で注目されているギガハイテン薄鋼板には,レーザ溶 接は万能ではない。溶接部の強度調整が可能なアーク溶 接が再注目されている。レーザ単体での熱源活用に加え て,例えばアークと組み合わせて使用しハイブリッド化 することで,アーク溶接に新たな制御因子を加えてい る。すでに造船では実機適用5 )が始まっており,溶融 金属を伴わないkWクラスの付加熱源として,魅力的で ある。半導体レーザ(LD)を直接溶接熱源に使用する 装置も市販6 )されており,熱源複合化の試みは増える と予想する。
FSWは,低融点で軟質なアルミ材,例えば新幹線車 両等の長溶接線の板継溶接で成功している反面,複雑な 形状の継手への適用は得意ではない。鋼材への適用も基 礎実験レベルでは数多くの論文を見るが,実構造物に適 用した事例はない。鋼構造物の実生産においてコスト的 に十分な耐久性を有するFSWツールが存在していない ことが最大の課題である。
2. 2 ロボット・自動溶接技術
『サイクルタイムの短縮』『溶接品質の向上』『適用拡大』
といった普遍的ニーズに対する技術開発が継続されてい る。加えて,昨今では,ICT・IoTが世界的に注目され
ており,たとえば,国土交通省では,海事産業の生産性 革 命i-Shipping7 )を 進 め て い る。 溶 接 工 程 に お け る CAD-CAMは全ての業種で共通する重要なニーズであ る。
また,業種を問わず国内を中心に溶接士,とくに熟練 溶接士不足が深刻な状況になっており,熟練士に代わる 自動化への期待は,より大きくなってきている。これら ニーズに対応するため,ICT,IoTを活用した生産シス テムの開発が進んでいる。
3 .開発成果 3. 1 溶接・接合技術
溶接プロセスとしては,新たなすみ肉溶接法である
「ハイブリッドタンデムマグ溶接法」,拡散性水素を低減 できる「水素吸引トーチ」,終端割れを防止する「片面 SAWプロセス」,異種金属接合法「エレメントアークス ポット溶接法」,「ダボスポット溶接法」,熱源の複合化
「レーザアークハイブリッド溶接法」である。新たな溶 接材料としては,「高強度鋼用SR仕様FCW」,「 9 Cr耐 熱鋼用溶材」,「高温操業石油リアクタ用溶材」,「連続溶 接性に優れた建築鉄骨用溶材」の開発成果を報告する。
被覆アーク溶接棒は,ASEANなど今後経済成長が期待 される地域においては図 1 に示すように構成比率がまだ まだ高く,開発要素も多い。「被覆アーク溶接棒被覆剤 の機能」に関しても掲載する。
3. 2 ロボット・自動溶接技術
建設機械などへの適用が期待される「高速水平すみ肉 溶接法」は,熟練溶接士の技をロボット機能化して高能 率・高品質溶接を実現した技術である。造船分野では,
3 D-CAD連係により大組立溶接工程の自動化を実現し た「造船大組立溶接ロボットシステム」,建築鉄骨では,
3 D-CAD連係と最適な溶接ワイヤによりH柱溶接工程 の自動化を実現した「鉄骨H柱溶接ロボットシステム」
について掲載する。
むすび=溶接に対するニーズはより高度化し,より多様 化している。当社は,顧客が必要とする「質の良い溶接」
を提供するため,「溶接」に関する課題解決に向け,溶 接材料,溶接プロセス,溶接ロボットシステムに対する 要素技術の開発を推進し,世界の顧客に対して溶接ソリ ューションを提案していく。
参 考 文 献
1 ) 新報株式会社. ウエルディングMART2017.
2 ) World Steel Association(2016年10月).
3 ) 国土交通省HP, 日本造船業の目標, 将来の建造需要(理論建造 量), p.5.
4 ) 鉄鋼技術. 2017, VOL.30, No.348, p.30.
5 ) 小野直洋ほか. 三井造船技報. 2016, No.216, p.13-19.
6 ) 藤原潤司ほか. 溶接技術. 2015, Vol.63, No.11, p.53-61.
7 ) 国土交通省ホームページ.
http://www.mlit.go.jp/report/press/kaiji05_hh_000110.html
(参照2017-06-07)