システム開発 21-F-5
過熱水蒸気による
バイオマス由来ポリエステル樹脂の リサイクル・システムの開発に関する
フィージビリティスタディ 報告書(要旨)
平成22年3月
財 団 法 人 機 械 シ ス テ ム 振 興 協 会 委 託 先 財 団 法 人 バ イ オ イ ン ダ ス ト リ ー 協 会
この事業は、競輪の補助金を受けて実施したものです。
http://ringring-keirin.jp
序
わが国経済の安定成長への推進にあたり、機械情報産業をめぐる経済的、社 会的諸条件は急速な変化を見せており、社会生活における環境、都市、防災、
住宅、福祉、教育等、直面する問題の解決を図るためには技術開発力の強化に 加えて、多様化、高度化する社会的ニーズに適応する機械情報システムの研究 開発が必要であります。
このような社会情勢の変化に対応するため、財団法人機械システム振興協会 では、財団法人JKAから機械工業振興資金の交付を受けて、システム技術 開発調査研究事業、システム開発事業、新機械システム普及促進事業を実施し ております。
このうち、システム技術開発調査研究事業及びシステム開発事業については、
当協会に総合システム調査開発委員会(委員長:東京大学名誉教授 藤正 巖氏)
を設置し、同委員会のご指導のもとに推進しております。
本「過熱水蒸気によるバイオマス由来ポリエステル樹脂のリサイクル・シス テムの開発に関するフィージビリティスタディ」は、上記事業の一環として、
当協会が財団法人バイオインダストリー協会に委託し、実施した成果をまとめ たもので、関係諸分野の皆様方のお役に立てれば幸いであります。
平成22年3月
財団法人 機械システム振興協会
はじめに
石油依存度の低い化学物質の合成は国の基本戦略が目指す技術であり、生物資源(バイ オマス)はその有力な原料と見なされ、最近はバイオ燃料、バイオ化学品(エチレンやプ ロピレンなどの基幹物質、プロパンジオールなどの各種アルコール、コハク酸や乳酸など の有機酸など)やバイオ化成品(界面活性剤やインク原料など)、更にはプラスチック(酢 酸セルロースやポリ乳酸、また近未来にはポリオレフィンやポリエチレンテレフタレート も)など、原料(の一部)にバイオマスを使用する素材が開発され、単独で、あるいは多 種多様な有機物/無機物と複合化されて日常品として登場してきた。
これらの中で、ポリ乳酸に代表されるポリエステル系バイオマス由来プラスチック(BP)
は食品食材容器包装として注目されているが、着実な普及に向けては例えば “容器包装に 係る分別収集及び再商品化の促進等に関する法律”(いわゆる “容器包装リサイクル法”)
の先の改訂論議において、「市町村等との連携の中で高度な再商品化システムの構築を検証 していくこと」が指摘されている。したがって、容器包装リサイクル法の対象となる BP 製容器包装も、他のプラスチック製容器包装同様に消費者の手を介して回収した上で最適 な再商品化を行うことが望まれる。
本フィージビリティスタディでは、エステル基の加水分解性に着目してBP製容器包装の 加水分解を加速させ、劣化、すなわち低分子量化による選択的形状崩壊を進行させれば異 物混入の影響を極小化させて分別回収可能となることから、一般店舗バックヤードなどで も適用可能な過熱水蒸気(Super Heated Steam;SHS)によるリサイクル・システムの開 発に関する実現可能性を、BPとしてポリ乳酸(PLA)を取り上げて以下の手順で実験的に 調査した:
(1) 過熱水蒸気処理装置の試作
コスト・パフォーマンスを踏まえて、100~200℃程度までのSHSを発生させ、BP製 容器包装の加水分解を促進させるに適した装置を試作した。
(2) 過熱水蒸気処理実験
(1)記載試作装置による BP 製容器包装の暴露実験を実施し、その加水分解挙動、さら
に最適な再商品化原料を実現する分解条件を調査した。
(3) 再商品化システム
(2)で得られた加水分解物のマテリアル・リサイクル(材料リサイクル)、及びケミカ ル・リサイクル原料としての適正を調査した。
(4) 資源・環境負荷(LCA)及びライフ・サイクル・コスト(LCC)評価を含めた総合評 価
原料バイオマスの栽培工程から(3)までの工程をLCA及びLCCの観点から評価して持 続的な実現可能性を評価した。
この結果、BP製容器包装の加水分解促進装置としてのSHS発生/暴露装置の開発、適 切な加水分解処理条件、処理物のリサイクル原料としての活用法、更にLCA及びLCC評 価の観点からも十分な実現性を確認し、プロトタイプ・システムを構築できた。
本フィージビリティスタディの目的のためには PLA 製容器包装の加水分解処理温度は 130~140℃前後が適しているが、一方ポリエチレンテレフタレート(PET)製容器の場合
には190~200℃程度のSHS処理によりPLA製容器包装と同様の加水分解が加速進行して
回収が極めて容易であることを見出した。
PET製容器はPLA製容器同様に透明で分別回収の際に混入することが予想されるが、二 段構えの SHS 処理(第1段目を 130~140℃程度、第2段目を 190~200℃程度)すれば PLA製容器とPET製容器を共に分別しながら加水分解処理できることになり、本システム の実用性が高まると期待され、今後は実際の店舗バックヤードなどに設置した実用システ ムとして仕上げることが望まれる。
バイオマス系資材の開発と普及に関心を持つ関係各位のお役にたつことを願っておりま す。
平成22年3月 財団法人バイオインダストリー協会
(1) 目 次
序 はじめに
1 F/Sの目的 ··· 1
2 F/Sの実施体制 ··· 2
3 F/Sの内容 ··· 5
第1章 過熱水蒸気処理装置の試作 ··· 6
1.1 熱水蒸気とは ··· 7
1.2 過熱水蒸気発生方式 ··· 9
1.2.1 IH過熱方式 ···10
1.2.2 ヒーター加熱方式 ···12
1.3 過熱水蒸気発生/暴露装置の仕様設計及び試作 ···13
1.3.1 仕様検討用実験装置 ···13
1.3.2 試作1号機 ···15
第2章 過熱水蒸気処理実験 ···21
2.1 過熱水蒸気による加水分解挙動 ···21
2.1.1 形状の変化 ···21
2.1.2 分子量の変化 ···24
2.1.3 加水分解機構 ···29
2.1.4 検体の厚さの影響 ···30
2.2 過熱水蒸気による加水分解挙動-スケールアップ試験 ···34
2.2.1 基本特性 ···34
2.2.2 実用化試験 ···35
2.2.3 処理技術の拡大-1:PET製容器のSHS処理 ···36
2.2.4 処理技術の拡大-2:SHS処理後粉砕・水洗浄物の乾燥 ···37
2.2.5 水蒸気分解に要する電気エネルギーの測定 ···38
2.3 過熱水蒸気処理法概観 ···39
第3章 再商品化システムの検証 ···41
3.1 マテリアル・リサイクル(材料リサイクル:“MR”) ···42
3.1.1 無機化合物との複合化によるMR-1:予備検討 ···45
3.1.2 無機化合物との複合化によるMR-2:実用化検討 ···49
3.1.3 無機化合物との複合化によるMR-3:実用化検討 ···52
(2)
3.1.4 セルロース系繊維との複合化によるMR:竹粉との複合化(予備試験) ····56
3.2 ケミカル・リサイクル ···59
3.2.1 BPのCRシステムの意義 ···59
3.2.2 加圧加熱水蒸気によるポリ乳酸の加水分解反応(機構と応用事例) ···62
3.2.3 加圧加熱水蒸気を用いたPLA製品のCRシステム(機構と具体的な応用事例) ···64
3.2.4 OLAのCR(:PLAへの再生)-ラクチド化開環重合法 ···72
3.2.5 OLAのCR-リアクティブ・プロセッシング法 ···75
3.2.6 OLAのCR-リアクティブ・プロセッシング法によるCR_PLAの合成 ·78 3.2.7 CRポリ乳酸の成形加工性 ···79
第4章 資源・環境負荷及びライフ・サイクル・コスト評価を含めた総合評価 ···85
4.1 評価対象(システム・バウンダリー) ···85
4.2 環境負荷評価結果 ···87
4.2.1 オリジナルPLA製容器の環境負荷 ···87
4.2.2 オリジナルPLA基セラミックス容器の環境負荷 ···87
4.2.3 再生PLA製容器の環境負荷 ···88
4.2.4 OLA基セラミックス容器の環境負荷 ···88
4.2.5 本F/Sに基づくCR処理の環境負荷 ···88
4.2.6 本F/Sに基づくMR処理の環境負荷 ···88
4.3 ライフ・サイクル・コストの評価 ···92
4.3.1 前提 ···92
4.3.2 LCC評価結果 ···93
4.3.3 本F/Sに基づくCR処理の環境負荷 ···93
4.3.4 本F/Sに基づくMR処理の環境負荷 ···93
4 F/Sの成果 ···95
4.1 F/Sの課題 ···95
4.2 F/Sの成果 ···95
4.2.1 第1課題 (過熱水蒸気処理装置の試作) 検討結果概要 ···95
4.2.2 第2課題 (過熱水蒸気処理実験) 検討結果概要 ···96
4.2.3 第3課題 (再商品化システムの検証) 検討結果概要 ···97
4.2.4 第4課題 (LCA及びLCC評価を含めた総合評価) 検討結果概要 ···97
5 F/Sの今後の課題及び展開 ···99
1
1 F/Sの目的
ポリ乳酸に代表されるポリエステル系バイオマス由来プラスチック(BP)は食品食材容 器包装として注目されているが、着実な普及に向けては、例えば “容器包装に係る分別収 集及び再商品化の促進等に関する法律”(いわゆる “容器包装リサイクル法”)の先の改訂 論議において、「市町村等との連携の中で高度な再商品化システムの構築を検証していくこ と」が指摘されている。したがって、容器包装リサイクル法の対象となるBP製容器包装 も、他のプラスチック製容器包装同様に消費者の手を介して回収した上で最適な再商品化 を行うことが望まれる。
そこで本フィージビリティスタディでは、エステル基の加水分解性に着目してBP製容器 包装の加水分解を加速させ、劣化、すなわち低分子量化による選択的形状崩壊を進行させ れば異物混入の影響を受けずに分別回収可能となることから、一般店舗バックヤードなど でも適用可能な過熱水蒸気(Super Heated Steam;SHS)によるリサイクル・システムの 開発に関する実現可能性を、以下の手順で実験的に調査し、プロトタイプを構築すること を目的とした:
(1)過熱水蒸気処理装置の試作
コスト・パフォーマンスの観点を踏まえ、100~200℃程度までの SHS を発生させて BP製容器包装の加水分解を促進させるに適した装置の試作
(2)過熱水蒸気処理実験
(1)記載試作装置によるBP製容器包装の暴露実験を実施し、その加水分解挙動、更 に最適な再商品化原料を実現する分解条件の調査
(3)再商品化システムの検証
(2)で得られた加水分解物のマテリアル・リサイクル(材料リサイクル)、及びケ ミカル・リサイクル原料としての適正調査
(4)資源・環境負荷(LCA)及びライフ・サイクル・コスト(LCC)評価を含めた総合 評価
原料バイオマスの栽培工程から(3)までの工程をLCA及び LCCの観点からの実現 可能性評価
2
2 F/Sの実施体制
2.1 実施体制
財団法人機械システム振興協会内に「総合システム調査開発委員会」が設置され、その 委託を受けて、財団法人バイオインダストリー協会内に「過熱水蒸気によるバイオマス由 来ポリエステル樹脂(BP)のリサイクル・システムの開発に関するフィージビリティスタ ディ委員会」(略称:”BP過熱水蒸気FS委員会”)を設置した。
過熱水蒸気発生/暴露装置の試作については、上記BP過熱水蒸気FS委員会で仕様を検 討し、決定した上で外注先を選定して試作した。
同試作装置を利用したBP製容器包装の過熱水蒸気処理実験、処理物のキャラクタリゼー ション、再商品化原料としての適性評価については、BPについての重合及び解重合反応機 構の研究開発、マテリアル・リサイクル及びケミカル・リサイクルの実績を有する再委託 先を選定して実施した。
本 F/S で検討したシステムのライフ・サイクル・アセスメント、すなわち全生涯資源・
環境負荷(LCA)及びライフ・サイクル・コスト(LCC)評価については、上記外注先及 び再委託先が計測したユーティリティー・データーと委員会で制定した評価シナリオ(評 価バウンダリー)を基に事務局にて実施した。
財団法人バイオインダストリー協会 BP過熱水蒸気FS委員会
・過熱水蒸気発生/暴露装置によるBP製容器包装の処理実験:
NPO法人北九州エコ・サポーターズ
・BP製容器包装処理物の再商品化適性評価実験:
NPO法人北九州エコ・サポーターズ(ケミカル・リサイクル)
株式会社クニムネ(マテリアル・リサイクル)
ダイヤフーズ株式会社(マテリアル・リサイクル)
瀬戸製土株式会社(マテリアル・リサイクル)
財団法人 機械システム振興協会 総合システム調査開発委員会 委託
再委託
3
総 合 シ ス テ ム 調 査 開 発 委 員 会 委 員 名 簿
( 順 不 同 ・ 敬 称 略 )
委 員 長 東 京 大 学 藤 正 巖 名 誉 教 授
委 員 埼 玉 大 学 太 田 公 廣 総 合 研 究 機 構
教 授
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 金 丸 正 剛 エ レ ク ト ロ ニ ク ス 研 究 部 門
研 究 部 門 長
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 志 村 洋 文 デ ジ タ ル も の づ く り 研 究 セ ン タ ー
招 聘 研 究 員
委 員 早 稲 田 大 学 中 島 一 郎 研 究 戦 略 セ ン タ ー
教 授
委 員 東 京 工 業 大 学 大 学 院 廣 田 薫 総 合 理 工 学 研 究 科
教 授
委 員 東 京 大 学 大 学 院 藤 岡 健 彦 工 学 系 研 究 科
准 教 授
4
過熱水蒸気によるバイオマス由来ポリエステル樹脂のリサイクル・システムの 開発に関するフィージビリティスタディ
委員名簿
(敬称略)
委 員 長
白 井 義 人
九 州 工 業 大 学 大 学 院 生 命 体 工 学 研 究 科 教 授
委 員
西 田 治 男
九 州 工 業 大 学 大 学 院 生 命 体 工 学 研 究 科 特 任 教 授
永 田 浩 一
N P O 法 人 北 九 州 エ コ ・ サ ポ ー タ ー ズ 事 務 局 長
長 澤 次 男
株 式 会 社 ク ニ ム ネ 営 業 部 長
田 中 秀 行
瀬 戸 製 土 株 式 会 社 取 締 役 開 発 部 長
丸 野 健 次
ダ イ ヤ フ ー ズ 株 式 会 社 鹿 児 島 工 場 品 質 管 理 部 次 長
山 本 正
直 本 工 業 株 式 会 社 常 務 取 締 役 / 開 発 部 長
5
3 F/S の内容
本F/Sではポリエステル系バイオマス由来プラスチック(BP)の水蒸気による加水分解 反応を促進させて分子量の低下したオリゴ体を調製し、最適な再商品化プロセスを実験的 に検証かつ評価して、プロトタイプ・システムを構築する。
過熱水蒸気発生装置の現状を調査し、BP の加水分解促進処理装置としての適用性を事 前調査し、本F/Sの目的に叶う仕様を設計して装置を試作した( 第1章 )。
次にこの試作装置を用いて BP製容器の加水分解促進処理実験を体系的に進め、その分 解反応機構を加圧加熱水蒸気処理による加水分解反応機構との比較で解析して処理条件の 最適化を計った。更に一般店舗バックヤードなどでの使用を想定した大量一括処理を実施 し、実用性を確認した(第2章 )。
更にここで調製した処理物の再商品化原料としての適性、すなわちマテリアル・リサイ クル(容器包装リサイクル法(通称)でいう "材料リサイクル")、及びケミカル・リサイク ル処理原料としての適性を実験的に検証した( 第3章 )。
最後に原料バイオマス栽培工程から再商品化工程以降最終処分に至る全生涯にわたった資 源・環境負荷(LCA)及びライフ・サイクル・コスト(LCC)を評価し、本F/Sで構築し たプロトタイプ・システムの産業システムとしての実現可能性を調べた(第4章)。
6
第1章 過熱水蒸気処理装置の試作
本F/Sではポリエステル系バイオマス由来プラスチック(BP)としてポリ乳酸(PLA)
を取り上げ、その食品食材容器包装(例えば総菜パックや鶏卵パック、あるいは冷飲料容 器など:写真1.1.1)の過熱水蒸気(Super Heated Steam、”SHS”)による加水分解挙動 を検証し、一般店舗バックヤードなどで実施可能な加水分解処理システム及び処理物をリ サイクル原料として活かす再商品化システムの実現可能性を評価する1)。
本章では100~200℃程度までのSHSを発生させてBP製容器包装を暴露する装置、す
なわちSHS発生/暴露装置(以下 ”SHS処理装置” )の試作経緯を記載する。
(a)冷飲料用コップ (b)鶏卵パック (c)ミニトマトや果物等パック
(d)サラダ等パック (e)いちごパック
写真1.1.1 BP製食品食材容器包装事例
1) 我が国におけるBPの食品食材用容器包装への展開状況については添付資料で概説した。
写真1.1.1 BP製食品食材容器包装事例
7 1.1 過熱水蒸気とは
一般に水蒸気は加圧下における飽和水蒸気として生成される。
その温度(T,℃)/圧力(E,MPa)関係は近似的にはテテン(Teten)の式(1930 年;(1.1.1)式)で表示される(1気圧=0.101325MPa)。
E(T) = 6.11×10{7.5×T/(T+237.3)}/104 ・・・・・(1.1.1)
例えば、135℃での飽和水蒸気は 0.32MPa(3.16 気圧=2.16 ゲージ圧)、180℃での飽 和水蒸気は1.05MPa(10.36 気圧=9.36ゲージ圧)下で生成される(図1.1.1)。
0 0.5 1 1.5 2 2.5 3
100 125 150 175 200 225
温度,℃
飽和水蒸気圧,MPa
Tetenの式:
E=6.11×10{7.5×T/(T+237.3)}/104,
T:温度(℃),E:飽和水上気圧(MPa)
図 1.1.1 飽和水蒸気圧と温度の関係(テテンの式)
これに対して100℃飽和水蒸気を更に加熱して沸点以上の温度とした水蒸気を過熱水蒸 気(Super Heated Steam;SHS)という。
SHSの特徴は
・大きい伝熱速度と乾燥速度
・凝縮工程と乾燥工程の同時進行
・高い殺菌効果
・無酸素処理 とされる。
図1.1.1 飽和水蒸気圧と温度の関係(テテンの式)
8
特に第1の特徴は、熱風加熱の場合の対流伝熱が0.24cal/g/℃ の割合で生じるのに対し て、SHS の場合は対流伝熱が0.48cal/g/℃の割合で、更に被加熱物表面で SHS が凝縮す る際に生じる凝縮伝熱が539cal/gの割合で生じる効果が大きい。
表 1.1.1 過熱水蒸気を利用した処理事例
1)用 途
脱臭処理 食品残渣処理 有機性廃棄物処理 炭化
有害物質の分解 有害物質の抽出除去 殺菌
概 要
醤油粕・悪臭ガスの分解 乾燥・炭化
乾燥・減溶化
廃木材や竹の炭化・塗料化 ダイオキシン類の分解
土壌中ダイオキシン、野菜中の農薬除去 米ぬか・野菜等資源化用殺菌
適用温度 & 利用特徴 200~900℃;A,B,C 500~800℃;A,B,C 400~600℃;B,C 300~800℃;A,C 400~500℃;A,D 200~400℃;D 130~300℃;D
特徴:
A:無酸素 B:対流・放射・凝縮の複合伝達 C:過熱度 D:制御性 E:常圧利用
出所1):宮武和孝,“過熱水蒸気の特性を生かした食品への応用展開の可能性について”,
食品と開発誌,43(12)4-7(2008)
すなわち、凝縮伝熱効果が熱風加熱に対して桁違いに大きいために SHS による加熱は 急速に進行することから、近年特に外食産業向けの冷凍食品食材の急速加熱調理器具とし て普及し始めている(一例:表1.1.1)。他に、コーヒー豆の焙煎や抽出、土壌改質、サウ ナ、有機物の炭化、廃棄物の減溶化、金属の表面処理などへの応用も研究されている。
新規な応用としては携帯電話機などの電子基板を 300℃程度の SHS で加熱してハンダ を融解除去してレアメタルを回収するシステムが報道されている(日本経済新聞紙:2009 年6月3日付記事)。
表1.1.1 過熱水蒸気を利用した処理事例1)
9 1.2 過熱水蒸気発生方式
SHS の発生方法としては、オイル燃焼方式、ガス燃焼方式、電気加熱方式、圧縮方式、
熱媒方式、高温排熱利用方式やこれらの方法を組み合わせ複合方法が考えられている[1]。
一般に 100℃飽和水蒸気を発生させた後に、これら加熱方式による2段構えで SHS とす
る。最近は扱いやすさから、中型から大型装置ではガス燃焼方式、小型から中型装置では 電気加熱方式が一般的と見られている。特に電気加熱方式の中でヒーター利用電熱加熱方 式による家庭用調理器具が開発されて、SHSは身近な存在となった。またこの他に高周波 加熱法の中で誘導加熱方式(IH加熱方式)も業務用調理器具として普及し始めようとして いる。
IH方式は迅速加熱、髙熱効率、及び髙加熱精度などに特徴があるとされ、特に300℃超 の温度域で有利とされる。ヒーター加熱方式は一般に加熱精度が低いとされるが、近年電 気シーズヒーターの使用により400℃以下の温度域でIH 方式と同水準の加熱精度を持つ 装置も開発されている。
本F/Sでは、SHS処理装置試作に先だって上記二方式のSHS発生装置によるBP製容 器(ポリ乳酸(PLA)製鶏卵パック)の暴露処理テストを実施し、SHS処理装置としての 適性・要件の調査を実施した(写真1.2.1)。
(b) PLA容器 (c) PET容器
(1) 100℃飽和水蒸気処理事例(120分;於・SG-社)
(a) 処理セット事例
(2) ( IH方式 )135℃過熱水蒸気処理事例(45分;於・SK-社)
強度が劣化
写真
写真1.2.1 過熱水蒸気による1.2.1 過熱水蒸気による
BP製容器の暴露試験(事前テスト)-(1)&(2)BP 製容器の暴露試験(事前テスト)
10 1.2.1 IH加熱方式
BP製容器は100℃飽和水蒸気中では1時間⇒1.5時間⇒2時間の加熱処理により変形(熱 収縮)を起こし、白化するが強度劣化は見られない(写真1.2.1(1))。形状崩壊が容易に起 こる臨界分子量域(後述)まで分解するのに要する時間は、80℃熱水処理実験結果[2]
などの実験結果から推算すると優に10時間を超えると考えられる。
次いで135℃のSHS処理を加えた場合、およそ45分程度でBP製容器の強度が劣化し
始めることを確認した(写真1.2.1(2))。
テスト品形状
3枚積層
a-PET品(対照)
単層 130℃*15分 130℃*1時間
135℃(30分間)
⇒140℃(30分間);積算2時間 200℃*0.5時間 200℃*1時間
( BPパック)
( a-PETパック)
(◎)
(◎◎)
(◎)
(◎):手で引裂ける
(◎◎):手で容易に引裂ける
(3) ( I H 方式 )過熱水蒸気処理事例(於・DK-社)
写真 1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-続き
次いでこの経験を踏まえて
130℃×(投入後)15分 ⇒ 130℃×1時間 ⇒ (昇温)⇒ 135℃×30分
⇒(昇温)⇒ 140℃×30分
の温度プロファイルによるSHS処理を実施したところ(写真1.2.1(3))、130℃×1時間処 理時点でBP容器は白化し、手による引き裂きが可能な程度に強度が劣化した。140℃×30 分処理を加えた段階では極めて脆い。同時にa-PET(非晶性ポリエチレンテレフタレート)
写真1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-(3)
11 製鶏卵パックのSHS処理を実施したところ、
200℃×(投入後)30分 ⇒ 200℃×1時間
の段階で手による引き裂きが可能な程度に強度が劣化したことを確認した。
(4) ( I H 方式 )過熱水蒸気処理事例(於・HZ-社)
logMw
相対強度
処理前:Mw=18万(PS換算)/10万(UCM換算)
Mw=4.8万(PS換算)/2.9万(UCM換算)
常温 ⇒110℃×15分 ⇒130℃×(30+30)分 ⇒140分×60分
130℃×30分 130℃×60分 140℃×30分 140℃×60分
(容易に圧壊可能)
写真 1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-続き
以上によりIH方式SHS処理によりBP製容器の加水分解が促進されることが推定され たが、実際に
130℃×30分 ⇒ 130℃×1時間 ⇒ (昇温)⇒ 140℃×30分 ⇒ 140℃×60分 の温度プロファイルでSHS処理した検体の分子量分布を測定すると
SHS未処理検体の重量平均分子量(Mw):18万(PS換算)/10万(UCM換算)
(UCM換算分子量については[3]を参照)であった検体がSHS処理により
SHS処理検体の重量平均分子量(Mw):4.8万(PS換算)/2.9万(UCM換算)
写真及び図1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-(4)
12
へ分子量低下していることが確認できた(図1.2.1(4))。
130℃*60 min 135℃*10 min
+5℃↑
135℃*30 min 135℃*50 min
手で容易に引き裂くこ とが可能
手で容易に引き裂くこ とが可能
(5) ( セラミックヒーター方式 )過熱水蒸気処理事例(於・NM-社)
写真 1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-続き
1.2.2 ヒーター加熱方式
小型シーズヒーターを複数使用した方式によりIH 加熱方式と同程度の加熱精度が実現 される装置のテストを実施した。
すなわち、
常温 ⇒(昇温)⇒ 130℃×1時間 ⇒(昇温)⇒ 135℃×10分 ⇒ 135℃×10分
⇒ 135℃×30分 ⇒ 135℃×50分
の温度プロファイルによるSHS処理を実施したところ(図1.2.1(5))、BP容器は白化し、
手による引き裂きが可能な程度に強度が劣化していることを確認し、IH 加熱方式による SHS処理品との相違は認められなかった。
写真1.2.1 過熱水蒸気によるBP製容器の暴露試験(事前テスト)-(5) (5) (シーズヒーター方式)過熱水蒸気処理事例(於・NM-社)
13 1.3 過熱水蒸気発生/曝露装置の仕様設計及び試作
前節の結果、性能上は IH 加熱方式とヒーター加熱方式間の差異を認めなかったことか ら、処理量の確保(処理庫容量の拡大)と試作経費のバランスから小型シーズヒーター方 式に着目し、SHS処理装置としての仕様検討に入った。
すなわち、仕様検討に向けては開発経費を極小化することを想定して、新たな部品開発 を必要としない量産機に着目し、外食産業用調理器具として普及し始めている機器(図
1.3.1)をベースにBP製容器のSHS処理仕様を検討した。
1.3.1 仕様検討用実験装置
図1.3.2及び写真1.3.1に仕様検討用装置の設計図及び据付状態を示した(外食産業調理
器具として350℃までのSHSを発生することが可能)。
本装置を利用してBP製容器としてPLA(ポリ乳酸)製鶏卵パックや透明コップなどを 対象として、110℃~140℃程度までのSHS暴露実験を実施し、その加水分解反応の進行 状況を、概観、機械強度や分子量分布の変化などにより調査した(詳細第2章)。
(a) 過熱水蒸気発生の仕組み (b) 調理器具への応用事例
小 型 ヒ
| タ
| で 更 に 加 熱
過熱 水蒸気
100℃飽和 水蒸気
図1.3.1 ヒーター加熱方式による過熱水蒸気発生の仕組みと
調理器具への応用事例
出所:直本工業株式会社カタログ(350 DC Steam Oven)より(許可を得て掲載)
図1.3.1 ヒーター加熱方式による過熱水蒸気発生の仕組みと調理器具への応用事例
出所:直本工業株式会社カタログ(350DC Stem Oven)より(許可を得て掲載)
14
写真1.3.1 SHS処理装置仕様検討用実験機器(於・据付先)
図1.3.2 SHS処理装置仕様検討用実験機器
(設計図:直本工業株式会社による)
SHS処理装置実験機
写真1.3.1 SHS処理装置仕様検討用実験機器(於・据付先)
15
この検証実験も基にBP製容器のSHS処理仕様として以下を基本骨格とした:
(1) 処理庫のサイズ:
第1候補:590W×385D×370H
第2候補:590W×385D×555H(最終的に第2候補を選択)
(2) 水蒸気供給量:
現行実験装置処理庫ベースで容積換算:約9.5 kg-Steam/H
(3) 処理庫内ガス流通条件:
過熱水蒸気 + 熱風 + ファンによる強制循環
(4) 温度設定様式:
・処理温度/時間プロファイルのプログラム設定可能な方式(最少3水準)
・処理温度上限:220℃(PET対応可)
・温度センサー:可能な限り投入サンプル近傍の設置
・必要電源容量:
過熱水蒸気発生用基本ヒーター6本:約6.3 kW/H 庫内加熱用:約4 kW/H程度(総計:10 kW/H+α)
(5) その他(実際に実験した経験からの指摘事項)
・材質は加熱部=SUS316 & 処理庫=SUS304 をベース
・過熱水蒸気の処理庫内滞留時間を若干高め、加水分解の働き高を稼ぐために 水蒸気排出口:ダンパー方式 & ドレン排出口:小径側へ
・処理庫ドアーは経過観察用窓付き とする。
以上の基本方針の下で1号機の試作に取り組むこととした。
1.3.2 試作1号機 試作1号機について
概観:写真1.3.2(1)及び写真1.3.2(2) ブロック図:図1.3.3(1)
配線図:図1.3.3(2) 部品配置図:図1.3.3(3) 部品図:図1.3.3(4)
16 仕様:表1.3.1
に示した(本機の使用方法については添付資料Aを参照)。
742 mm
770 mm 1569mm
681 mm
操作盤 過熱水蒸気発生口(+庫内強制循環ファン)
軟 水 化 器 処
理 庫
蒸気発生器 過熱蒸気ユニット
主仕様:
加熱温度:100~220℃
過熱水蒸気発生量:max. 6.0 L/h
プログラマブル昇温・保温・冷却温度プロファイル方式 検
体 セ ッ ト 事 例
写真 1.3.2(1) 過熱水蒸気発生/暴露装置・試作1号機の概観(於・試作元)
試作器全景
検 体 処 理 事 例
写真 1.3.2(2) 過熱水蒸気発生/暴露装置・試作1号機の概観(於・据付先)
写真1.3.2 過熱水蒸気発生/暴露装置・試作1号機の概観-(1) 於・試作元
写真1.3.2 過熱水蒸気発生/暴露装置・試作1号機の概観-(2) 於・据付先
17
220℃までの SHS を発生させることができ、標準サイズの鶏卵パックであればおよそ
200パック(約3.4kg)程度を積み重ねて処理庫に納め、SHS処理することが可能である
(詳細後述)。
図1.3.3(2) 過熱水蒸気発生/暴露装置・試作1号機:配線図 図1.3.3 過熱水蒸気発生/暴露装置・試作1号機-(1) ブロック図
図1.3.3 過熱水蒸気発生/暴露装置・試作1号機-(2) 配線図
18
図1.3.3 過熱水蒸気発生/暴露装置・試作1号機-(3) 部品配置図
図1.3.3 過熱水蒸気発生/暴露装置・試作1号機-(4) 部品図
19 引用:
1: 宮武和孝,“過熱水蒸気の特性を生かした食品への応用展開の可能性について”,食品 と開発誌,43(12)4-7(2008)
2:財団法人機械システム振興協会報告書,”平成 19 年度・バイオマス・プラスチックの 普及を実現する技術システムの開発に関するフィージビリティスタディ”,平成20年3 月(委託先:財団法人バイオインダストリー協会)
3: UCM換算分子量について[4]
一般的にポリマーの分子量分布はサイズ排除クロマトグラフィー(GPCあるいはSEC と略称される)で簡便に測定される。
この方法では、通常は実質的に分子量分布のないリビング・ポリマーであるポリスチ レン(PS)を基準とした分子量で換算評価されるものの、厳密な議論のためには絶対分 子量評価が必要であり、最近は汎用較正曲線法(UCM 法)に基づいた UCM 換算分子 量が使用されるようになった。この手法は以下の関係式から評価される:
[η]・M = [η]PS・MPS ・・・・・(a)
表1.3.1 過熱水蒸気発生/暴露装置・試作1号機:仕様(概要)
20 ここで、
[η] :対象ポリマーの固有粘度
M :対象ポリマーの絶対分子量(UCM換算分子量)
[η]PS :PSの固有粘度
MPS :対象ポリマーのPS換算分子量
式(a)中の固有粘度[η](単位:dℓ/g)は希薄溶液中のポリマー鎖の広がりを反映して次 式(b)で表記される:
[η]= K・Ma ・・・・・(b)
PLAについての式(b)中のパラメターKと指数aについては以下の数値が報告されてい る:
K=4.41×10-4 dℓ/g;a=0.72 ・・・・・(c-1) K=3.25×10-4 dℓ/g;a=0.77 ・・・・・(c-2) K=5.45×10-4 dℓ/g;a=0.73 ・・・・・(c-3)
これらを使用した場合、MとMPSの間には大まかな相関があり、
M ≒ MPS ×( 0.3 ~ 0.5 ) ・・・・・(d) とされている。
4:公開特許公報,特開2009-249508(P2009-249508A)[出願人:国立大学法人九州工 業大学,株式会社武蔵野化学研究所;出願日:平成20年4月7日]
21
第2章 過熱水蒸気処理実験
第1章で載試した過熱水蒸気(SHS)発生/暴露装置仕様検討用実験装置及び試作1号 機によるBP製容器の暴露実験を実施し、その加水分解挙動、更に最適な再商品化原料を 実現する分解条件を検証した。
2.1 過熱水蒸気による加水分解挙動
BP 製容器として最も普及が進んでいると思われるポリ乳酸(PLA)製鶏卵パックを選 び、そのSHS処理を
処理温度:110, 120, 130, 及び140℃
処理時間:30, 60, 90, 120, 240, 及び360分
の範囲で実施して、BP 製容器の形状及び分子量変化から加水分解反応の進行状況を検討 し、反応の活性化エネルギーの評価を進めた(SHS発生装置:仕様検討用実験装置を使用)。
2.1.1 形状の変化
写真2.1.1(1)~(4)にBP製容器のSHS処理に伴う形状変化を示した。
PLA のガラス転移点はおよそ 60℃前後であり、この温度以上では熱力学的ゴム状態と なり、ポリマー鎖の熱運動が活発となることから、PLA製鶏卵パックはSHS処理に伴い 熱収縮が生じて凹凸のついた形状が平坦化される。
PLA鎖はおよそ110℃前後の結晶化が最も速く進行する。したがって処理温度110℃以 上では処理過程(場合により昇温過程)で再結晶化が進行し、サブミクロン~ミクロン・
メーター以上の微結晶(クリスタリット)が形成されて白化する。
辻・筏ら[1]、また白井・西田ら[2]によれば非晶鎖のエステル基/酸基が優先的に 加水分解を受けるので、上記の微結晶間の非晶相を構成する PLA 鎖の分子量低下が起こ り、一定の分子量、すなわち臨界分子量以下になると機械強度が著しく低下して形状崩壊 が容易に起こる(図2.1.1)。今回の処理温度の場合、この形状崩壊が見られる処理時間は おおよそ表2.1.1のとおりであった:
表2.1.1 PLA製鶏卵パックのSHS処理に伴う形状崩壊の概要
処理温度,℃ 110 120 130 140 形状崩壊が見られた処理時間,分 120 120 90 60 容易な形状崩壊が認められた処理時間,分 240 240 120 90
22
形状崩壊が 容易に進行 形状崩壊が 容易に進行
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:110℃
写真 2.1.1(1) BP製容器の過熱水蒸気処理の状況(処理温度:110℃)
形状崩壊が 進行し始める 形状崩壊が 進行し始める
Mw(UCM) = 9.2×104 Mw(UCM) = 8.0×104 Mw(UCM) = 6.6×104 Mw(UCM) = 5.7×104
Mw(UCM) = 4.4×104 Mw(UCM) = 2.3×104 Mw(UCM) = 1.5×104
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:120℃
写真 2.1.1(2) BP製容器の過熱水蒸気処理の状況(処理温度:120℃)
Mw(UCM) = 9.1×104 Mw(UCM) = 7.2×104 Mw(UCM) = 5.9×104 Mw(UCM) = 4.8×104
Mw(UCM) = 3.7×104 Mw(UCM) = 1.9×104 Mw(UCM) = 1.0×104 形状崩壊が
進行し始める 形状崩壊が 進行し始める
形状崩壊が 容易に進行 形状崩壊が 容易に進行
写真2.1.1 BP製容器の過熱水蒸気処理の状況-(1) 処理温度:110℃
写真2.1.1 BP製容器の過熱水蒸気処理の状況-(2) 処理温度:120℃
23
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:130℃
写真 2.1.1(3) BP製容器の過熱水蒸気処理の状況(処理温度:130℃)
Mw(UCM) = 9.2×104 Mw(UCM) = 6.7×104 Mw(UCM) = 5.1×104
形状崩壊が 進行し始める 形状崩壊が 進行し始める Mw(UCM) = 4.1×104
形状崩壊が 容易に進行 形状崩壊が 容易に進行
Mw(UCM) = 2.7×104 Mw(UCM) = 1.2×104 Mw(UCM) = 1.2×104
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:140℃
写真 2.1.1(4) BP製容器の過熱水蒸気処理の状況(処理温度:140℃)
Mw(UCM) = 9.3×104 Mw(UCM) = 6.1×104 Mw(UCM) = 4.2×104
形状崩壊が 容易に進行 形状崩壊が 容易に進行 Mw(UCM) = 3.1×104
Mw(UCM) = 1.8×104 Mw(UCM) = 1.0×104 Mw(UCM) = 0.31×104 形状崩壊が
進行し始める 形状崩壊が 進行し始める
写真2.1.1 BP製容器の過熱水蒸気処理の状況-(3) 処理温度:130℃
写真2.1.1 BP製容器の過熱水蒸気処理の状況-(4) 処理温度:140℃
24
PLA微結晶相 PLA非晶相
分解点(酸基)
分解が進行して亀裂が発生し易くなる。
分解しやすい非晶相で 均一ランダム分解が進行し、
次いで結晶相存在によって 不均一分解へ移行していく(*)
⇒ 容易な形状崩壊へ (*)臨界分子量域
図2.1.1 ポリ乳酸の加水分解(イメージ)
-出所:第1回分科会資料(西田委員)-
2.1.2 分子量の変化
図2.1.2(1)~(4)にBP製容器のSHS処理に伴う分子量分布の変化を示した。
形状崩壊が進行し始める
(処理時間:120分)
形状崩壊が進行し始める
(処理時間:120分)
形状崩壊が容易に進行
(処理時間:240分)
形状崩壊が容易に進行
(処理時間:240分)
処理時間
logMw(UCM) 検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:110℃
乳酸 1 モノマー 乳酸 10 モノマー
(水溶性分解物)
乳酸 100 モノマー
(Mw≒1万) 乳酸 1000 モノマー
(Mw≒10万)
図 2.1.2(1) BP製容器の過熱水蒸気処理に伴う分子量分布の変化(処理温度:110℃)
①:
②:
③:
④:
⑤:
⑥:
⑦:
①
②
③
④
⑥ ⑤
⑦
図2.1.1 ポリ乳酸の加水分解(イメージ)
-出所:第1回分科会(SHS処理装置試作)資料-
図2.1.2 BP製容器の過熱水蒸気処理に伴う分子量分布の変化-(1) 処理温度:110℃
25
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:120℃
処理時間
logMw(UCM)
形状崩壊が進行し始める
(処理時間:120分)
形状崩壊が進行し始める
(処理時間:120分)
形状崩壊が容易に進行
(処理時間:240分)
形状崩壊が容易に進行
(処理時間:240分)
図 2.1.2(2) BP製容器の過熱水蒸気処理に伴う分子量分布の変化(処理温度:120℃)
(水溶性分解物)
乳酸 1 モノマー 乳酸 10 モノマー 乳酸 100 モノマー
(Mw≒1万)
乳酸 1000 モノマー
(Mw≒10万)
①:
②:
③:
④:
⑤:
⑥:
⑦:
①
②
③
④
⑤
⑥
⑦
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:130℃
処理時間 形状崩壊が進行し始める
(処理時間:90分)
形状崩壊が進行し始める
(処理時間:90分)
形状崩壊が容易に進行
(処理時間:120分)
形状崩壊が容易に進行
(処理時間:120分)
logMw(UCM)
図 2.1.2(3) BP製容器の過熱水蒸気処理に伴う分子量分布の変化(処理温度:130℃)
乳酸 1 モノマー 乳酸 10 モノマー 乳酸 100 モノマー
(Mw≒1万)
乳酸 1000 モノマー
(Mw≒10万)
(水溶性分解物)
①:
②:
③:
④:
⑤:
⑥:
⑦: ①
②
③
④
⑤ ⑥
⑦
図2.1.2 BP製容器の過熱水蒸気処理に伴う分子量分布の変化-(2) 処理温度:120℃
図2.1.2 BP製容器の過熱水蒸気処理に伴う分子量分布の変化-(3) 処理温度:130℃
26
処理時間 形状崩壊が進行し始める
(処理時間:60分)
形状崩壊が進行し始める
(処理時間:60分)
形状崩壊が容易に進行
(処理時間:90分)
形状崩壊が容易に進行
(処理時間:90分)
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:140℃
logMw(UCM)
図 2.1.2(4) BP製容器の過熱水蒸気処理に伴う分子量分布の変化(処理温度:140℃)
(水溶性分解物)
乳酸 1 モノマー 乳酸 10 モノマー 乳酸 100 モノマー
(Mw≒1万)
乳酸 1000 モノマー
(Mw≒10万)
①:
②:
③:
④:
⑤:
⑥:
⑦:
①
②
③
④
⑤ ⑥
⑦
写真2.1.1との対比から、分子量分布(UCM換算)のピークがおよそ1~5×104程度の
時に形状崩壊が容易に進行することがわかる。
白井・西田によれば非晶鎖の自己触媒的ランダム加水分解が進行する場合、分子量の対 数は処理時間とともに直線的に低下する[1]:
lnMw(t)=lnMw(t=0) – K’・t ・・・・・(2.1.1) ここで
K’ = -(K/3)・(2・PD – 1),PD:分子量分布
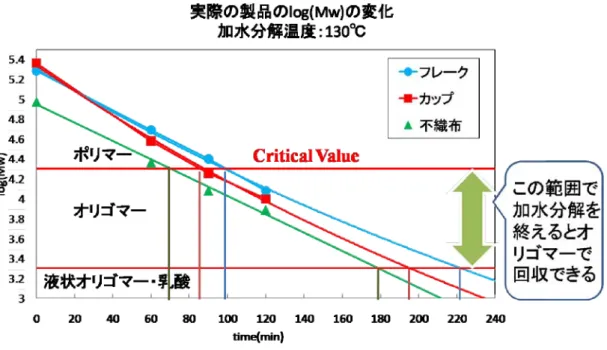
各処理温度における重量平均分子量(Mw)の対数を処理時間でプロットした結果を図
2.1.3に示した。特に処理温度130℃でのプロット(図2.1.4)を詳細に見ると、処理時間
2時間以内で直線性が認められる。図2.1.5はSHS処理を加える前の重量平均分子量( 初 期分子量;Mw(t=0) )で規格化して各処理温度における低下進行状況の直線性を示した。
この図から重量平均分子量の臨界値はおおよそ 1~3 万程度と推察され、この状態に到達 する処理時間を概観するとおおよそ表2.1.2のとおりとなった(図2.1.6)。
表2.1.2 PLA製鶏卵パックのSHS処理に伴う形状崩壊の概要
処理温度,℃; 110 120 130 140 臨界分子量に到達する処理時間,分 240 180 120 90
図2.1.2 BP製容器の過熱水蒸気処理に伴う分子量分布の変化-(4) 処理温度:140℃
27 0
20,000 40,000 60,000 80,000 100,000
0 5000 10000 15000 20000 25000
Mw(UCM換算)
処理時間,t, sec.
SHS処理:
-装置:仕様検討用実験装置
-温度:
●:110℃
▲:120℃
◆:130℃
■:140℃
図 2.1.3 過熱水蒸気処理に伴う加水分解の進行状況
← BP:PLA製鶏卵パック(Mw≒9.2×104;Tm,DSC≒154℃ ) 0.5 h 1.0 h
2.0 h
4.0 h
6.0 h
0 20,000 40,000 60,000 80,000 100,000
0 60 120 180 240 300 360
Mw(UCM)
T:130℃
均一分解
(自己触媒的ランダム;非晶鎖が切断)
不均一分解
(結晶鎖も切断)
0 2.5 5 7.5 10
0 60 120 180 240 300 360
Mw/Mn(UCM)
処理時間,min.
分子鎖辺りの結合切断数
≒ 0.5~1
図 2.1.4 過熱水蒸気処理に伴う加水分解の進行状況
-処理温度:130℃
図2.1.3 過熱水蒸気処理に伴う加水分解の進行状況
図2.1.4 過熱水蒸気処理に伴う加水分解の進行状況-処理温度:130℃の場合
28
-4.0 -3.0 -2.0 -1.0 0.0
0 5000 10000 15000 20000 25000
ln{Mw(t)/Mw(t=0)} ; UCM換算)
処理時間,t, sec.
SHS処理:
-装置:仕様検討用実験装置
-温度:
●:110℃
▲:120℃
◆:130℃
■:140℃
非晶相での
自己触媒的ランダム分解域
図 2.1.5 過熱水蒸気処理に伴う加水分解の進行状況
-分解機構
理論式:
ln{Mw(t)/Mw(t=0)} = -K’・t, where
K’ = -(K/3)・(2・PD-1)
with
PD:Polydispersity 0.5 h 1.0 h
2.0 h
6.0 h
4.0 h
← 臨界分子量(Mw,c)
≒ (2±1)×104
( この分子量以下で 容易に形状崩壊が 起こる )
0 60 120 180 240 300
100 110 120 130 140 150
検体:PLA製鶏卵パック/装置:仕様検討用実験装置/加熱温度:110~140℃
処理時間,t, min.
処理温度,T, ℃
図 2.1.6 過熱水蒸気処理に伴う加水分解の進行状況
-臨界分子量到達処理時間(概算)
図2.1.5 過熱水蒸気処理に伴う加水分解の進行状況-分解機構
図2.1.6 過熱水蒸気処理に伴う加水分解の進行状況
-臨界分子量到達処理時間(概算)-
29 2.1.3 加水分解機構
表 2.1.3 に図 2.1.5 で認められた直線性が成立する範囲から評価した加水分解反応定数
(KMw)を示した。この反応定数の処理温度依存性から求めた加水分解反応の活性化エネ ルギー(Ea)は
Ea = 39.3 KJ/mol ・・・(2.1.2)
となった(図2.1.7)。
表2.1.1 過熱水蒸気処理に伴う加水分解反応定数の温度変化
注:
理論式 :ln{Mw(t)/Mw(t=0)} = -KMw・t, ここでK’ = (K/3)・(2・PD-1), PD:分子量分布の多分散度 に従って KMw を算出 ( 表中のR2は相関係数 )
引用[2]において白井・西田らが求めた加圧加熱水蒸気による高結晶性 PLA(結晶融 点≒170℃)のEaは87.2 KJ/molとされ、(2.1.2)式は45%に相当する。
この相違は、加圧水蒸気と過熱水蒸気の相違か(加水分解反応への圧力効果、あるいは 反応装置・操作に基づく効果など)、PLA の結晶性によるのか(本試験に供した鶏卵パッ クの結晶融点はおよそ154℃で、結晶性は低い)、あるいは副成分などによるのかは現時点 では不明で、今後の調査課題となろう。
表2.1.3 過熱水蒸気処理に伴う加水分解反応定数の温度変化
30
図 2.1.7 過熱水蒸気処理に伴う加水分解反応の
活性化エネルギーの評価
KMw= A・exp( -Ea/(R・T) ), Ea : 活性化エネルギー T : 処理温度, K R : 期待定数
lnKMw= lnA +(Ea/R)・(1/T), lnA= 3.0278 & Ea/R = 4729.7 ( 相関係数:R2= 0.9958 )
⇒ Ea = 39.3 KJ/mol
(T=110℃)
(T=120℃)
(T=130℃)
(T=140℃)
2.1.4 検体の厚さの影響
これ迄検討してきたSHS処理の効果について、BP製容器の形状、特に厚みの影響を調 べるために、PLAペレット(数平均分子量Mn=3.8万&重量平均分子量Mw=10.0万)を 熱プレス機によって厚さの異なるシートを調製した:
溶融条件:200℃×5分
⇒ 熱プレス:7MPa×3分
⇒ 強制冷却:湿潤布×5分
⇒ 厚さ:150±30m,370±30m,770±30m
以後、上記3種のプレス・シートの130℃におけるSHS処理実験を実施した。処理過程 における形状変化を写真2.1.2(1)~(3)に示した。形状崩壊の容易性から判断すると、各シ ートは単一の鶏卵パックと対比してわずかに進捗が遅れる傾向を示した。分子量分布の変 化状況(図2.1.8)、及び処理時間に対する重量平均分子量の減少傾向(図2.1.9)でも同じ 傾向を示している。
図2.1.7 過熱水蒸気処理に伴う加水分解の活性化エネルギーの評価
31
検体:PLA製熱プレス・シート/装置:仕様検討用実験機/加熱温度:130℃/検体厚み:150m
写真 2.1.2(1) BP製容器の過熱水蒸気処理の状況(検体厚み:150m)
Mw(UCM) = 6.3×104 Mw(UCM) = 5.3×104 Mw(UCM) = 4.8×104 Mw(UCM) = 3.2×104
Mw(UCM) = 3.1×104 形状崩壊が 容易に進行 形状崩壊が 容易に進行
Mw(UCM) = 1.3×104 Mw(UCM) = 0.71×104 形状崩壊が
進行し始める 形状崩壊が 進行し始める
写真 2.1.2(2) BP製容器の過熱水蒸気処理の状況(検体厚み:370m)
検体:PLA製熱プレス・シート/装置:仕様検討用実験機/加熱温度:130℃/検体厚み:370m
Mw(UCM) = 6.9×104 Mw(UCM) = 5.7×104 Mw(UCM) = 4.4×104 Mw(UCM) = 3.0×104
Mw(UCM) = 3.0×104 形状崩壊が Mw(UCM) = 1.3×104 Mw(UCM) = 0.72×104 進行し始める
形状崩壊が 進行し始める
形状崩壊が 容易に進行 形状崩壊が 容易に進行
写真2.1.2 BP製容器の過熱水蒸気処理の状況-(1) 検体厚み:150m
写真2.1.2 BP製容器の過熱水蒸気処理の状況-(2) 検体厚み:370m
32
写真 2.1.2(3) BP製容器の過熱水蒸気処理の状況(検体厚み:770m)
検体:PLA製熱プレス・シート/装置:仕様検討用実験機/加熱温度:130℃/検体厚み:770m
Mw(UCM) = 7.4×104 Mw(UCM) = 5.3×104 Mw(UCM) = 4.1×104 Mw(UCM) = 3.6×104
Mw(UCM) = 3.0×104 Mw(UCM) = 1.4×104 Mw(UCM) = 0.83×104
写真2.1.2 BP製容器の過熱水蒸気処理の状況-(3) 検体厚み:770m
33
図 2.1.8 BP製容器の過熱水蒸気処理に伴う分子量分布の変化(検体厚みの影響)
logMw
2 3 4 5 6 7
処理時間
①
⑦
(a) 鶏卵パック
1 2 3 4 5 6 7
logMw 処理時間
①
⑦ 処理時間:min.
①: 0(未処理)
②: 30
③: 60
④: 90
⑤:120
⑥:240
⑦:360
(b) 熱プレス・シート (0.150 mm )
検体:PLA製鶏卵パック&熱プレス・シート/装置:仕様検討用実験装置/加熱温度:130℃
相対強度
相対強度
-2.5 -2 -1.5 -1 -0.5 0
0 5,000 10,000 15,000 20,000 25,000
SHS処理:
-装置:仕様検討用実験装置
-温度:130℃
-検体厚み:
○:0.150 mm
▲:0.370 mm
◆:0.770 mm
0.5 h 1.0 h 2.0 h 4.0 h
処理時間,t, sec.
6.0 h
← 臨界分子量(Mw,c)
≒ (2±1)×104
鶏卵パックのSHS130℃処理で見られた傾向線
ln{Mw(t)/Mw(t=0)}; UCM換算)
図 2.1.9 過熱水蒸気処理に伴う加水分解の進行状況
-検体厚みの影響
図2.1.8 BP製容器の過熱水蒸気処理に伴う分子量分布の変化:検体厚みの影響
図2.1.9 過熱水蒸気処理に伴う加水分解の進行状況:検体厚みの影響