鋼管におけるTig 溶接技術の習得
著者
山森 英智
雑誌名
技術部活動報告集
巻
25(2019年度)
ページ
25-28
発行年
2020-03-01
URL
http://hdl.handle.net/10098/10971
福 井 大 学 工 学 部 技 術 部 活 動 報 告 集 VO1.25 令 和 2年 3 月
鋼管におけるTig 溶接技術の習得
山森 英智゛
1. はじ めに
先端 科学 技術 育成 セン ター では 委託 作業 とい
う形式 で学 内の研 究 室等 か らの依 頼に 対応 して
い る.そ の 中にお い て溶接 作業 も行 っ てい る が,
被覆 溶 接棒 を用い た 交流 アー ク溶 接及 び 半自動
溶接 だ けで は対応 が難 しい 肉厚の 薄い 鋼管 の溶
接 依頼 が増 えてい る.鋼 管は 重量 が軽い 割 に高
強度 を 得や すい た め,実 験装 置の架 台 ,作 業台
等 に頻 繁に利 用 され, 特 に 肉厚 が薄い 場合 は,
Tig溶接 で の接 合 が適 し てい る.こ のこ と から,
本研 修 ではTig 溶接 を行 う際に使 用す るジ グ及
び ク ランプ機 能 付き の作 業台 を製 作し ,そ れ ら
を 用い て薄 肉鋼 管にお け るTig 溶 接 の技術 習得
を行 い , 工具運 搬台 車な ど の製作 を行 え るよ う
に す る.
2. Tig 溶 接 に つ い てTig と は Tungsten inert gas の 略 称 で ,Tig 溶 接 は タ ン グ ス テ ン を 電 極 に し , 不 活 性 ガ ス を 吹 き 付 け な が ら 行 う ア ー ク 溶 接 の 一 種 で あ る . 尚 , ア ー ク 溶 接 と は 電 極 (溶 接 棒 等 ) と 材 料 の 間 に ア ー ク ( 放 電 ) を 発 生 さ せ , そ の 熱 を 用 い て 材 料 同 士 を つ な ぎ 合 わ せ る 溶 接 方 法 の こ と で あ る . 図 1 にTig 溶 接 の 概 略 図 を 示 す . タ ン グス テ ン 電 極 溶 加 棒 ア イ ノ ズ ル I ア ルゴ ンガ ス 岑 / 溶 融 池 図I Tig 溶 接 概 略 図 ま た , 本 研 修 で は ,Tig 溶 接 機 と し て パ ナ ソ ニ ッ ク 製 TIG STAR WX-200 (図2 ),不 活 性 ガ ス に は ア ル ゴ ン ガ ス を 用 い た .
*第
T
L技 術 室 機 器 開発 ・試 作班
図2 Tig 溶 接 機 WX200 3. 研 修 内 容 3.1 直 角 出 し ジ グ の製 作 材 料 同 士 を 直 角 に 溶 接 す る 際 , 直 角 度 の 出 て い る ジ グ を 用 い て 固 定 し な い と , 溶 接 熱 の 影 響 で 傾 い て 接 合 さ れ て し ま う. 本 研 修 以 前 は , 先 端 科 学 技 術 育 成 セ ン タ ー で 市 販 の 直 角 固 定 バ イ ス 及 び 直 角 溶 接 マ グ ネ ッ ト を 所 有 し て い た 八 数 量 が 少 な い こ と , 価 格 が 高 額 な こ と , 使 い 勝 手 が 悪 い こ と を 考 慮 し て , 直 角 出 し の ジ グ を 製 作 し ,市 販 の 安 価 な C 型 ク ラ ン プ と 組 み 合 わ せ て 使 用 す る こ と と し た . ジ グ に 使 用 す る 材 料 は20 ×200×800(mm)ア ル ミ 板 材 (A2017 ) で , 加 工 は ワ イ ヤ ー 放 電 加 工図 3 ジ グ切 り出 しイ メー ジ
機で 切 り出す こ と とし た.図 3 のよ うにな るべ
く 捨て る部 分を 減らす よ うに 作図 し,切 断加 工
を行 っ た.切 り 出し たジ グを図 4 に示す.ま た,
ステ ンレ スフ ラ ンジ と ステ ンレ ス管 のTig 溶 接
時, こ のジ グを 固定 に使 用し た様 子を 図 5に,
溶接 後 のフ ラン ジ底 面を 図 6に示 す.
1 図 4 直 角 出 し ジ グ 図 5 ジ グ使 用 の 様 子図6 Tig 溶接 後 のフラ ンジ 底面
3。2 クラ ンプ機 能 付き の作 業台 の設 計 ・製 作
先 端 科 学 技 術育 成 セ ン タ ー 内 に は溶 接 作 業
台 が 複数 あ るが ,い ず れ も クラ ンプ 機 能 はつ
い てお ら ず, 重 量 が重 く キャ ス ター もつ い て
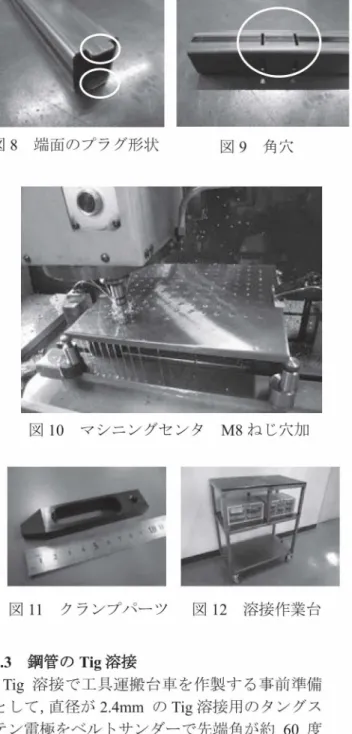
い な い た め 持 ち 運 び し 難 い . ま た , 台 の 高 さ が30cm 程 度 と 低 く ,溶 接 時 に は 椅 子 に 座 っ て 作 業 し て い る . そ の た め , 材 料 の 持 ち 運 び , 溶 接 機 の ス イ ッ チ 操 作 , 溶 接 部 晶 の 取 り 換 え 等 , 頻 繁 に 立 ち 上 が る 必 要 が あ り , 個 人 的 に で は あ る が , 長 時 間 溶 接 作 業 す る 際 は 立 っ た 状 態 の ほ う が 疲 れ に く い と感 じ た . 上 記 の 不 満 点 を 解 消 す る た め , 新 た に 溶 接 作 業 台 を 設 計 ・ 製 作 す る こ と に し た . 作 業 台 に 使 用 す る 主 な 材 料 は 断 面 寸 法 が 30×30(mm),30 ×60(mm) の い ず れ も 肉 厚 が 2.3mm の 角 型 鋼 管 ,15 ×400×450(mm) 鉄 板 (S50C) で あ る . 角 型 鋼 管 を 溶 接 で 接 合 し て フ レ ー ム を 製 作 し , 上 面 に 鉄 板 2 枚 を ボ ル ト 締 結 す る 構 造 で あ る . 製 作 に つ い て ,ま ず ,角 型 鋼 管 を 炭 酸 ガ ス レ ー ザ ー 加 工 機 で 切 断 し た( 図7). 図 フ レ ー ザ ー 加 工 後 の 角 型 鋼 管 こ れ は , 角 型 鋼 管 を 精 度 良 く 切 断 す る 目 的 の 他 に 鋼 管 端 に プ ラ グ 形 状 ( 図8 ), 鋼 管 中 ほ ど に 角 穴 ( 図9 ) を 設 け る た め で あ る . フ レ ー ム を 組 む 際 , 角 穴 にプ ラ グ 形 状 を 差 し 込 む こ と で 位 置 決 め及 び 仮 組 が 容 易 に な る . 溶 接 は 作 業 台 の 形 状 に 組 み 上 げ て か ら 半 自 勣 溶 接 機 を 用 い た . 次 に 鉄 板 2 枚 に ボ ル ト 締 結 用 の 座 繰 り 穴 を ボ ー ル 盤 で , ク ラ ン プ に 使 用 す るM8 の ネ ジ 穴 を マ シ ニ ン グ セ ン タ で 開 け て い る . マ シ ニ ン グ セ ン タ で の 加 工 の 様 子 を 図10 に 示 す .ま た ,ク ラ ン プ 用 の パ ー ツ は ,12 ×20×100(mm)の ブ ロ ッ ク 材10 ヶ (S45C )を フ ラ イ ス 盤 等 に て 図11 に 示 す 形 状 に 加 工 し た . 完 成 し た ク ラ ン プ 機 能 付 き 作 業 台 を 図12 に示 す .ま た ,大 き さ は 約45 ×80×100(cm)で あ る . 尚 , 加 工 後 の 鉄 板 と ク ラ ン プ 用 パ ー ツ は 外 注 業 者 に て 黒 染 め 処 理 ((四酸 化 三 鉄 被 膜 ) が 施 さ れ て い る .図 8 端 面 の プ ラ グ 形 状 図 9 角 穴 図10 マ シ ニ ン グ セ ン タ M8 ね じ 穴加 図11 ク ラ ン プ パ ー ツ 図12 溶 接 作 業 台
3.3 鋼管 のTig 溶 接
Tig 溶 接 で 工具 運搬 台 車 を 作製 す る事 前 準備
として, 直径 が2.4mm のTig 溶接 用 のタン グ ス
テ ン電 極をベ ル ト サンダ ーで 先端 角 が約60
度
に な るよ うに研 磨し た (図13 ).尚, 先端 角 が
60 度 よ り も鋭 角 に研 磨 す る と熱 が溶 接 箇所 以
外 に も広 がりや すく な るた め,穴 が開き や すい .
図13 タン グ ステ ン電 極
研磨 前 佐 ) 研 磨 後 (右)
使 用 す る 角 型 鋼 管 の 断 面 寸 法 は tl.6×25×25(mm)で 作 業 台 作 成 時 と 同 様 に 炭 酸 ガ ス レ ー ザ ー 加 工 機 で 切 断 し た( 図14).図14 レ ーザ ー切 断後 の角型 鋼 管
次に
余 分な 鋼管 同 士 を電 流 の値 を変 えな が
ら溶 接し (図15 )
, 最適 な電 流値 設定 を60A 前
後 とした .
溶接 作 業 は, 角型 鋼 管 を台 車 の形 状 に組 み 上
げた 状態 で, パー ツ クリー ナー で脱 脂洗 浄 を行
っ た 後, ジ グで鋼 管 と鋼管 の交 差角 度 がジ グを
用い て直 角 とな るよ う,作業 台 に図16 のよ うに
固定 し,仮 付け を行っ た(図17 ).仮 付け と は,
本 溶 接に 入 る前に 行 う重要 な作 業で ,本 溶接 中
に材 料 が勣い た り歪 んだ りしな い よ うに 行 う.
図15 Tig テ スト 溶接 風 景
図16 鋼 管 を 固 定 し た 様 子図17 仮 付 け 仮 付 け 箇 所 が 冷 え た ら 固 定 を 解 除 し , 同 様 に 鋼 管 の 交 差 部 分 の 全 箇 所 に 仮 付 け を 行 っ た . そ の 後 , 作 業 台 か ら 外 し , 本 溶 接 を 行 っ た . 天 板 や 棚 板 を 乗 せ る 部 分 は 溶 加 棒 を 使 用 し な い 「な め付 け 」 を 行 い , そ の ほ か の 部 分 は 直 径1.6mm の 溶 加 棒 を 使 用 し た ( 図18 , 図19 ). こ れ は 溶 加 棒 を 使 用 す る と 溶 接 箇 所 が盛 り 上 が り , 天 板 や 棚 板 が 傾 い た り 不 安 定 に な っ て し ま っ た り す る か ら で あ る . 図18 な め 付 け 図19 溶 加 棒 使 用