特 集:光電変換効率をいかに上げるか? 解 説
色素増感太陽電池の開発 ―現状と課題―
R&Ds of Dye-Sensitized Solar Cells宮 坂 力
*Tsutomu M
IYASAKA*要 旨 色素増感太陽電池(DSSC)は小規模設備で生産でき,寿命は短くとも破損したときに容易,安価にリニューアルできる 特徴を有する.さらに,低コスト以外にも印刷でつくるフレキシブルな太陽電池としての用途が広がると予想する.本稿 ではフレキシブル型色素増感太陽電池の開発を含めて,その技術動向を紹介する.
Abstract Dye-sensitized solar cells (DSSC) can be produced by small-size equipments and it is easy to renew at a low price when they are damaged. The usage as the flexible solar cells made from printing methods is expected besides the low cost. In this issue, we introduce the technology trends of dye-sensitized solar cells including the flexible type.
キーワード:色素増感太陽電池,低コスト,フレキシブル,印刷法,酸化チタン Key words: dye-sensitized solar cell, low cost, flexible, printing method, titanium dioxide
1. はじめに―災害から学ぶ電力供給社会のありかた― 一次エネルギーの自給率が 4%に満たない我が国で,原子 力は電力供給を支える有力な手段との考えもあったが,今回 の事故によってその考えは不確実になった.原子力発電の原 価は 5 円台/kWh と考えられていたが(火力発電,水力発電 は 7 円~ 10 円)これは是正され廃棄物処理までを考慮する と 13 円以上と見積もられる.いま代替電力源として将来の 自然エネルギー利用に強い関心が向けられている. 国内の総エネルギー消費を眺めると産業部門が横ばいであ るのに対し,IT 機器が増える民間生活では増加する一方であ る.膨大なエネルギー消費の中で,太陽光発電や風力などの 自然エネルギーの助けは微力であるが,今回の自然災害は分 散型の自給自足エネルギーの存在がいかに重要であるかを教 えた.とくに電力については,系統ネットワークとは別に, 太陽電池などの自立型電源の普及が急務である.自動車業界 ではガソリン供給の危機のあおりでハイブリッドカーに需要 が集中しており,これに同期してスマートハウスの構想が現 実的になってきた.太陽電池による電力をバッテリーに一次 蓄電し,これを家庭の電力の一部に使うとともに車の充電に 使用する. 住宅用太陽電池パネルは多結晶シリコンが主流である.し かしその生産コストはまだ系統電力の数倍と高く,環境負荷 の点では問題がある.現状では太陽電池は作れば作るほど系 統電力(火力発電,水力発電)以上にエネルギー消費が加速 する.また,メガソーラー発電所を建設したとしても自然災 害で破壊された場合,復興にはかなりのエネルギーを消費す る.一点集中型のエネルギー生産はどれもリスクが大きい. 解決策は,町工場程度の設備あるいは自宅でも簡単に作れる 小型太陽電池の実用化であろう.寿命は短くとも容易にリ ニューアルでき,破損しても安価で取り換えられるものが欲 しい.このように考えたとき,小規模設備でも生産できる太 陽電池が色素増感型である(Fig. 1). 無機あるいは有機系の各種の新型太陽電池が開発される中 で,色素増感太陽電池(DSSC) 1)だけは,原理が根本的に異
平成 23 年 9 月 16 日受付・受理 Received and accepted 16th, September 2011 *桐蔭横浜大学 大学院工学研究科 〒 225-8503 神奈川県横浜市青葉区鉄町 1614
Graduate School of Engineering, Toin University of Yokohama, 1614 Kurogane-cho, Aoba, Yokohama, Kanagawa 225-8503, Japan Fig. 1 光発電の産業用途
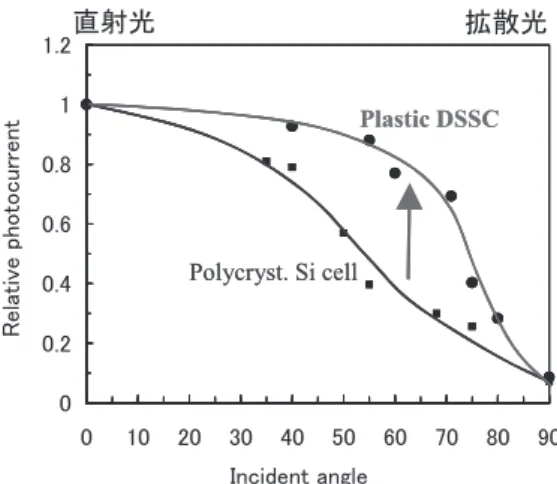
なる.発電原理が電気化学反応にもとづくためであり,乾電 池やリチウム二次電池,キャパシタ,コンデンサと同じく, 発電と同時にある程度の蓄電反応もおこる.蓄電反応の結果, 光照射が一時的に中断された場合にも発電が連続してつなが るという機能を付与することもでき,この機能を進化させた 光蓄電素子 1)2)も開発されている.DSSC では使用する酸化 還元物質によって電気化学電位が一定に制御されるために, 光の強弱によっても出力電圧が比較的安定である.また,温 度の上昇はイオンの拡散速度を速めることから,セルが温ま ることによる効率低下が起きにくい.これらの DSSC 独特の 性質は,実用化に向けた性能優位点である.もう 1 つの特長 は,安価な製造工程にある.乾電池を含めた電気化学デバイ スはすべて,塗布(印刷),乾燥,あるいは機械プレスといっ た工程でシート状の電極を作製し,この電極シートを巻き取 るかあるいは重ねるロール・ツー・ロールのプロセス 3)に よって組み立てられる.DSSC も例にもれず,同様な印刷式 生産が期待できる. 塗布型の印刷工程は低価格化の究極の姿であるが,2 つの 課題がある.1 つは,光を平面で受けこれを活物質層に届け るために,電極基板の少なくとも一方が光学的に透明でなけ ればならない.もう 1 つは,活物質すなわちナノ多孔質半導 体膜の塗設である.半導体として広く使われるニ酸化チタン (TiO2)はナノ粒子を分散した液を基板に塗布後 500°C近辺の 焼成によって形成する.この温度に耐えるためにガラス基板 が使われるが,ロール搬送するには剛直なガラスに代わるフ レキシブルな基板を用いる必要がある.しかしいずれの基板 を用いようとも,太陽電池用の低抵抗の透明導電膜はまだか なり高価である.これらの課題を解決したときに,低コスト 太陽電池が実現する. 同じく印刷型をねらう有機薄膜太陽電池 4)は DSSC とよく 比較されるが,前者は原理上は従来の物理太陽電池(薄膜シ リコン,CIGS 等)と同類と考えてよい.これら薄膜系太陽 電池の多くは超薄膜制御の製造設備が高価なため普及する多 結晶シリコン太陽電池のコスト(200 ドル/m2以下)を凌駕 できていない.唯一,有害物質の問題を抱えるが CdTe 型薄 膜太陽電池がシリコンを抜くプライスリーダーとして生産量 を競っている.この状況のなかで,低コストを売り物にする 本稿ではフレキシブル型 DSSC の開発を含めて,技術動向 を紹介する. 2. 色素増感太陽電池の特長 薄膜型太陽電池の発電層が 100 nm のオーダーの薄膜であ るのに対して,色素増感太陽電池(DSSC)においては光の 吸収と発電が,厚さが 10 μm 前後,表面粗さ係数が 500 以上 ある半導体ナノ多孔質を覆う増感色素の単分子層によって行 われる(Fig. 2).半導体材料の主流は化学的に安定な酸化チ タン(TiO2)である.一方,増感色素の主流は光耐久性に優 れた Ru 錯体系色素であるが有機系の色素も一般に用いられ, 前者は光耐久性の高いこと,後者は光吸収係数の高いことが メリットである.色素分子の光化学反応が光電変換の引き金 になり,これに続く電荷輸送として,電解液側では電気化学 酸化還元反応のサイクルがおこる.Ru 錯体増感系の感光波 長帯域(<800 nm)は薄膜アモルファスシリコンにほぼ近い (Fig. 3).しかしシリコン系にない光学的特長として,色素の 吸着したナノ多孔層が光透過性を示す点が挙げられる.これ によって,両面を使った光発電が可能になり,窓などへの応 用も可能になる.また,表面が光を反射しにくい性質をもつ ために,太陽光の散乱光や屋内の拡散光を高い効率で利用で き,曇天の屋外では,DSSC は結晶シリコン系に比べて 10 ~ 20%高い光利用率を示す 5)6).この特長によって応用する空 間が屋外から屋内にも広がる(Fig. 4). また,DSSC には固体接合型にない蓄電の機能があり,充 電反応にかかわる電気二重層が発電材料のナノ多孔膜の表面 に存在する.この充電現象は,急激に変化する光量のもとで, 出力変動をある程度平坦化することに役立つと考えられる. 筆者らは,この光蓄電機能を,カーボン蓄電層を内蔵するこ とで高め,「光キャパシタ」と名づけて開発を行っている 2). この充電に必要な電圧出力の安定性においても,DSSC は有 利である.電気化学方式の DSSC では,酸化還元電位差に よって電圧が規定されていることから低照度の光のもとでも 安定な電圧を出力できる.また,表面反射率の小さいナノ多 孔質膜を発電層にするため,光の入射角に対しても出力の変 動が小さい. ナノ多孔質膜の作製には,TiO2ナノ粒子を樹脂バインダー に分散した粘性ペーストを塗布したのち,450°C 以上の焼成 Fig. 2 色素増感太陽電池の構造と光発電のメカニズム
反応を行う.DSSC の最高効率はガラス基板と焼成の組み合 わせによって,Grätzel 教授の研究チームが更新しており,小 型テストセルで変換効率 11.5%に到達している 7).この効率は, 吸光係数の高い新型 Ru 錯体色素を TiO2の増感に用いて光電 流を 20 mA/cm2以上に高めた結果である.一方,国内の企業 と大学も 10%以上の効率を達成している.東京理科大学(荒 川教授) 8),九州工業大学(早瀬教授),シャープ 9),ソニー (11%以上) 10)はその例である.効率は,色素の純度や TiO 2 の構造に敏感であり,また無機系太陽電池と同様に反射防止 などの集光対策を加える方法によっても向上する(Table 1). 次の目標 15%の達成に向けては,これまで改良路線でなく, 発電のしくみの基本的変革が必要と思われる.その 1 つが, n型半導体(TiO2, ZnO)によるアノード光発電に加えて,p 型半導体を使ったカソード光発電を組み合わせることである が発電の電流密度が低く,効率を押し上げる効果は得られて いない.実用モジュールの製作は,アイシン精機,フジクラ, そして最近ではソニーが力を入れている.ソニーはモジュー ル効率としての最高値 10%を達成した.しかしその用途は屋 根置きのパネルよりも壁用や屋内用を指向している.DSSC が拡散光を使った発電に優位である特長を生かすためであ り,また,取り付け交換が容易な太陽電池の活用を重視して いるためと思われる. ロール・ツー・ロール印刷式製造にはフレキシブルな電極 基板が必要であり,この目的で金属箔やプラスチック基板が 検討されてきた(Table 2).しかし金属箔を基板に用いる製造 は,英国の G24i 社が手掛け,DSSC モジュール製作において 加工コストが高いことが問題となってきている.一方,プラ スチックを基板に用いる方法では焼成を行わない特殊な成膜 技術が必要となる.しかし,高温焼成なしで作る TiO2膜で は,ガラス基板ほどの効率が得られず,成膜手段によって 4 ~ 8%である.最高効率の 8%台はガラス基板の 2/3 の値であ り東京理科大学の荒川教授のグループが機械プレス法を使っ て達成している 11). 3. 印刷型フレキシブル色素増感太陽電池 フレキシブル基板にプラスチックフィルムや金属箔を用 い,これに半導体膜の低温成膜工程を組み合せて, DSSC を 印刷製造する考えは 2000 年に入ってからわれわれのグルー プが提案してきた.ここで基板に金属箔を用いる方法は,ガ
Fig. 3 色素増感太陽電池の IPCE スペクトル Fig. 4 変換効率の入射光角度依存性
Table 1 色素増感太陽電池モジュールの効率 研究機関 サイズ Jsc(mA/cm2) Voc(V) FF 効率(%) 発表年 構造 東京理科大学 5 cm角 18.5 0.72 0.65 8.6 2009 集電 ソニー 4.5 cm角 18.3 0.69 0.59 8.4 2009 8直 シャープ 5.5 cm角 2.1 0.61 0.61 8.2 2007 9直 日本写真印刷 12 cm角 12.0 0.70 0.70 6.0 2009 集電 Table 2 色素増感太陽電池の電極基板 電極基板 基板の厚さと種類 光透過性 安定性 透明導電膜の種類 半導体膜の被覆法 ガラス基板 1~ 4 mm (ソーダガラス) 有り ◎ FTO(F: SnO2) 塗布・焼成 (450°C ~ 550°C) 金属箔基板 (Roll to Roll 対応) 50~ 200 µm (Ti など耐腐食性の金属,他に Al 等) 無し ○ 必要なし (400°C ~ 500°C)塗布・焼成 プラスチック基板 (Roll to Roll 対応) 125~ 200 µm
(PET, PEN) (UV 光は不透過)有り △
ITOマイクログリッド 塗布・加熱乾燥
ラスと同様に高温の焼成工程を可能とする.しかし,印刷式 製造の量産メリットを引き出すには,この焼成工程を無くし, 塗布と乾燥の平易な工程で電極を作製すること,すなわち, 2枚の電極基板をいずれもプラスチックフィルムで製作する ことが望まれる. プラスチックフィルムを基板に用いた DSSC の開発には, 成膜に向けて特殊な印刷用チタニアペースト(インク)の考案 が必要となる 1)12–15).われわれはポリエチレンナフタレート (PEN)を用い,これに酸化インジウムスズ(ITO)を導電層 として被覆した透明導電プラスチックフィルム(シート抵抗, 13Ω/□)を電極基板に使用した.一方,印刷用の特殊ペース トとして開発したものは,絶縁性の樹脂バインダーをほとん ど含まないバインダーフリーの組成であり,酸化物粒子の結 合剤として酸化チタンナノ粒子の水性ゾルを含み,分岐状ア ルコールと水によって分散されている.150°C以下の温度で 酸化チタン多孔膜を形成し,強い密着力で ITO 表面に被覆で きる特長を持つ.セメントの固化に似たメカニズムで,ナノ 粒子表面の水酸基が作る水素結合のネットワークを脱水縮合 することで,粒子間そして粒子と ITO 表面と間が結合する. このペースト作製の鍵となっているのが,ナノ粒子を凝集な く分散させるための分散技術である.水分散を基本とし,助剤 としてチタニアの水性ゲルを混合して粒子結合を強化した. Ruビピリジル錯体(N719)を増感色素に用いた場合,ヨ ウ素を含有する有機電解液を使って小型の太陽電池(受光面 積 0.23 cm2)では,強い光量(1 sun=100 mWcm–2)のもとで 6.1%,低い光量では 7%近い変換効率が得られている.Fig. 2 には,光電流―電圧(I-V)特性と外部量子効率作用スペクト ル(IPCE)を示した.集電用のグリッドや封止材料等も低温 4. ロール・ツー・ロール印刷製造に向けて モジュールを組み立てる工程では,電極の発電材料だけで なく,周辺部材である集電用金属端子や封止材料等もすべて 印刷によって低温で設置できることが望ましい.ここで低温 とは,汎用のプラスチックフィルムが膨張等によって変形等 を起こさない 150°C 以下の温度と考えられる.導電膜の ITO 自体は,抵抗値の上昇に対して 200°C以上まで安定ではある が,プラスチック側の熱膨張等の問題によって工程温度が制 限される. 工程上の難点は,流体であり腐食性の高い電解液の封入で ある.この液体電解液は,液晶素子の製造のように液体材料 を注液によって封入するのではなく,決められた位置に塗布 によってパターン印刷のように設置できることが好ましい. この目的でイオン液体のような粘性の電解液あるいはゲル状 に半固体化した電解質材料が適している.流動性を持つ電解 質は,工程上は扱いにくいが,セルの構成上は,流体が TiO2 膜の凹凸や厚みの差を補償し対極基板との空間を埋めて電気 的接合を確保できる点がメリットであり,膜厚みの精度を高 めなくても平易な方法で素子作りの歩留まりを上げることが できる. DSSCの対極製造にも低温成膜の工夫が必要である.対極 の表面には,電気化学触媒として電子の放出を促進できる材 料を薄く被覆しなければならない.この触媒被覆の状態に よって太陽電池の特性は大幅に変動する.対極の材料に要求 される条件は,十分に高い電気伝導性をもつこと,電解質中 に存在するヨウ素に対して化学的安定であること,電気化学 的な還元触媒能(電子放出能力)を有していることなどの物 性である.ヨウ素の高い酸化腐食性によって対極に用いるこ とのできる材料は大幅に制限される.DSSC の対極触媒とし て広く用いられる白金は高価であり,色素増感太陽電池全体 のコストを押し上げてしまう.白金に代わる高活性な対極材 料としては,これまでに,カーボン系材料やポリチオフェン 系の導電性高分子材料を用いた研究があり,カーボン系では 単層カーボンナノチューブにおいて 3.5%の変換効率 16),カー ボンブラックでは 10%以上の効率が得られている 17).しかし 黒いカーボン材料は対極側から入る光も利用する「両面発電 型(bifacial)」のセル設計には不都合である.そこで,われわ れは導電性ポリマーにTiO2などの金属酸化物のナノサイズの Fig. 5 プラスチック色素増感太陽電池の I–V 特性(上,光量 100 mW/ cm2)と光電流の IPCE 作用スペクトル(下)
超微粒子(以下,ナノ粒子)を複合化させて電極表面積を増 大させ,I3–還元の反応場を増やすことにより,対極活性を高 めることを試みた 13).導電性高分子には PEDOT-PSS 水分散 液(高分子濃度:1.24 wt%),金属酸化物粒子には,TiO2ナ ノ粒子(50 nm)を用いた.PEDOT-PSS 水分散液に ITO 分散 スラリー(シーアイ化成)を体積比 1 : 1 で混合し振動撹拌 し,その分散液に各種金属酸化物ナノ粒子を添加し超音波処 理することで,粘度の高い TiO2・ITO/PEDOT-PSS 塗布ペー ストを調製した.また,電解重合法によってポリチオフェン 系導電膜を ITPO-PEN に室温で被覆する方法も効果があり, 高分子単独の構造で多孔性と光透過性に優れた薄膜が得られ る.触媒活性においても白金膜に遜色のない対極用フィルム が作製できる 15).Fig. 6 には,この方法によって被覆した多 孔性の対極触媒膜を示した.光透過性に優れた対極を色素増 感プラスチック電極と組み合わせることにより,シースルー なフルプラスチック色素増感太陽電池を作製できる. ロール・ツー・ロール組み立て工程の例を Fig. 7 に示した. ①から⑧の工程は時間のかかる焼成工程を含んでいないた め,ラインの生産速度(スループット)を決める律速工程の 1つは,色素吸着(染色)であろう.ラボでは染色に室温下 で終夜をかける場合もあるが,工程で許される時間は高々 20 分であろう.最近の有機色素の種類によっては,この染色を 数分以内で完了できるものもある.染色のほか,シート乾燥 時間などを考慮し,工程処理時間を 20 分,フィルム基板の 搬送速度を 30 m/ 時間と想定したとき,フィルムの塗布幅が 100 cm,稼働時間を 12 時間(1 日)×30 日(月)の条件で見 積もると,1 ライン当たりの電極生産量(セル生産量)は面 積換算で 10,800 m2となる.太陽電池モジュールの変換効率 を 5%としたとき,発電量換算では,およそ 0.5 MW の生産 量を予測できる.ちなみに,生産に必要な主要材料の基板面 積当たり使用量(基板を除く)は,以下の量になる. 半導体(TiO2)の使用量: 10~20 g/m2(出力 W 当たり約 0.3 g) (参考:Si 太陽電池では 10 g/W) 色素の使用量: 0.5~ 1.0 g/m2 電解液の使用量: 20~ 40 g/m2 Fig. 8は,厚さ 0.5 mm のフレキシブルな長尺フィルム状の 単セルであり,光量の小さい屋内照明のもとでも 0.7 V を出 力する.DSSC は,太陽光の 1/100 以下の照度のもとでも標 準の電圧が安定に出力される(結晶シリコンでは同じ環境に 置くと電圧が半減する).Fig.9 のモジュールは,両面発電型 であり,リチウム電池等の充電に必要な 4 V 以上を出力する. 厚みが 1 mm 以下で重量も 1 kg/m2と軽い.これを連結して 大面積化した約 1 m2のモジュールは,屋内に設置したとき, 天井の照明と床と壁の反射拡散光を効率よく吸収し,112 V 以上を出力することを実証した.試作したプラスチックのモ Fig. 6 ポリチオフェン系導電性高分子の電解重合膜.対極の多孔質 触媒薄膜であり光透過性に優れる. Fig. 7 プラスチック DSSC モジュールのロール・ツー・ロール生産の模式図,Printing 1 ~ 4 はスクリーン印刷機を使った塗布工程を示す.
ジュールは基板抵抗に由来する直列抵抗が比較的高いため に,その変換効率は,光量に依存するが,太陽光下,最大で 4%ほどの効率が得られる.また,屋内の蛍光灯照明などの 可視光を対象とした場合,この変換効率は 2 倍以上に増加す る.実用化の課題は,耐久性のさらなる向上である.現在は, 60°C以上の高温下,太陽光連続照射の加速試験において, 2,000時間以上の耐久寿命が得られている 18). このようなロール搬送工程には,機械的変形に対して靱性 を確保するためになるべく薄い半導体層を使うことが望まし い.この薄い半導体層には,集光性に優れた増感色素を組み 合わせる必要がある.また半導体膜を薄くすることで,内部 抵抗の低減の効果として出力電圧が向上し変換効率の改善に つなげることができる. 増感剤の開発は日進月歩であり,最近の高効率化は新色素 の開発に依存するところが大きい.増感色素の開発の中心ポ イントは,高い増感機能,光吸収能力(広い感光帯域と高い 吸光係数に支えられた集光機能),そして耐久性である.一般 に使われる Ru 錯体誘導体は吸光係数がやや低いがその他の 点で優れた増感剤である.また有機色素に代わって,無機ナ ノ粒子(量子ドット)を増感剤に用いる研究も活発化してい る.われわれのグループでもペロブスカイト結晶粒子(サイ ズ約 2 nm)をスピンコート法で TiO2上に成膜した太陽電池 を試作している 19).量子ドットは光吸収特性が色素より優れ ると考えられがちであるが必ずしもそうではなく,色素と量 子ドットを併用することによって集光能力を伸ばすための開 発につながると考えられる.この議論については最近の総説 を参照されたい 20). 5. おわりに 冒頭で触れたように,大型地震災害は集中型高エネルギー に依存する社会のリスクを浮き彫りにした.民間生活を支え る電力供給は将来的には高度に分散化しておく必要を感じ る.系統電力はもちろん必要不可欠であるが,一方で,個人 や世帯が自給自足できる小型で軽量の太陽電池も不可欠であ る.この目的に合った DSSC を,最終的にどこまで安価に製 作できるかは工程設計にかかってくる.すべての材料にプリ ンタブルな素材を使うことで,量産効果を上げ,量販店でも 購入でき,運搬や設置も容易なモジュールを実用化したい. こういった民生用の太陽電池は,IT 社会で大量消費される電 池の一部を置き換える方向でも効果を上げる.現在,パソコ ンと携帯電話だけでも世界市場は 35 兆円にのぼるが,この 用途で消費される小型電力の量は膨大で計り知れない.この 電力を置き換えるための安価な太陽電池の開発は,今後特に 重要になるだろう. 謝 辞 本研究の成果は,桐蔭横浜大学,池上和志博士,ペクセル・ テクノロジーズ株式会社,手島健次郎博士の協力によって得 られた.また本研究は,NEDO 次世代太陽光発電プロジェク トならびに最先端研究支援プログラムの支援を受けて行われ た.ここに感謝する. 引 用 文 献 1) 宮坂 力監修,“新コンセプト太陽電池と製造プロセス”,シーエ ムシー出版,2009.
2) T. Miyasaka, T. N. Murakami, Appl. Phys. Lett., 85, 3932 (2004); T. N. Murakami, N. Kawashima, T. Miyasaka, Chem. Commun. 3346 (2005).
3) 杉山征人監修,“ロール to ロール技術の最新動向”,シーエムシー 出版,2011.
4) 上原 赫,吉川 暹監修,“有機薄膜太陽電池の最新技術 II”,シー エムシー出版,2009 年;D. Kitazawa, N. Watanabe, S. Yamamoto, and J. Tsukamoto, Appl. Phys. Lett., 95, 053701 (2009).
5) T. Toyoda, T. Sano, J. Nakajima, S. Doi, S. Fukumoto, A. Ito, T. Tohyama, M. Yoshida, T. Kanagawa, T. Motohiro, T. Shiga, K. Higuchi, K. Tanaka, Y. Takeda, T. Fukano, N. Katoh, A. Takeichi, K. Takechi, and M. Shiozawa, J. Photochem. Photobiol. A. 164, 203 (2004).
6) T. Miyasaka, Y. Kijitori, M. Ikegami, Electrochemistry, 75, 2 (2007). 7) C.-Y Chen, M. Wang, J.-Y. Li, N. Pootrakulchote, L. Alibabaei, C.
Ngoc-le, J.-D. Decoppet, J.-H. Tsai, C. Grätzel, C.-G. Wu, S. M. Zakeeruddin, and M. Grätzel, ACS Nano, 3, 3103 (2009).
8) T. Yamaguchi, Y. Uchida, S. Agatsuma, H. Arakawa, Solar Ener. Mater. Solar Cells, 93, 733 (2009).
9) Y. Chiba, A. Islam, Y. Watanabe, R. Komiya, N. Koide, L. Han, J. J. Appl. Phys., 45, L638 (2006).
10) R. Y. Ogura, S. Nakane, M. Morooka, M. Orihashi, Y. Suzuki, and K. Noda, Appl. Phys. Lett., 94, 073308 (2009).
11) T. Yamaguchi, N. Tobe, D. Matsumoto, and H. Arakawa, Chem. Commun., 4767 (2007).
12) T. Miyasaka, M. Ikegami, Y. Kijitori, J. Electrochem. Soc., 154, A455 (2007).
13) T. Muto, M. Ikegami, K. Kobayashi, T. Miyasaka, Chem. Lett., 36, 804 (2007); T. Muto, M. Ikegami, and T. Miyasaka, J. Electrochem. Soc., 157, B1195 (2010).
14) K. Miyoshi, M. Numao, M. Ikegami, and T. Miyasaka, Electrochem-istry, 76, 158 (2008).
15) K. M. Lee, S. J. Wu, C. Y. Chen, C. G. Wu, M. Ikegami, K. Miyoshi, T. Miyasaka, and K. C. Ho, J. Mater. Chem., 19, 5009 (2009). 16) K. Imoto, M. Suzuki, K. Takahashi, T. Yamaguchi, T. Komura, J.
Nakamura, and K. Murata, Electrochemistry, 71, 944 (2003). 17) T. Murakami, S. Ito, Q. Wang, K. Nazeeruddin, T. Bessho, I. Cesar, P.
Liska, R. Humphry-Baker, P. Comte, P. Péchy and M. Grätzel, J. Electrochem. Soc., 153, A2255 (2006).
18) M. Ikegami, J. Suzuki, K. Teshima, M. Kawaraya, and T. Miyasaka, Solar Ener. Mater. Solar. Cells, 93, 836 (2009).
19) A. Kojima, K. Teshima, Y. Shirai, and T. Miyasaka, J. Am. Chem. Soc., 131, 6050(2009).