1
論 文】 UDC :69.
057.
5 日本 建築 学 会構 造 系 論 文 報 告 集 第 392号・
昭和 63 年 10 月工
事 用 機 械
の
生 産
保
全
シ
ス
テ
ム
化
に
関
す る
研 究
第
1
報
滑 動
型枠
工 法 に用
い る機 械装 置
の故 障
モー
ドの影 響
解析
お よ び機械
故障
の実
態調 査
正 会 員 正 会 員 正 会 員野
三吉
中
根
田
直
哲
稔
* 人* *一
* * * 第1
章 序 論 1.
1 機械施工 を め ぐ る生産保全 手 作 業の機 械 化は,
施工能 率の 増 大,
工期の短縮,
生 産性の向上な ど を目標と し て,
近年一
層拡 大す る傾向を 示してい る。
し か し機械化施工の 推 進を 図 り な が ら も 現 実に は問題が少な く ない。 施工の機 械 化に よっ て建 築の生 産 方 式が製 造 業に近い 形 態に進むにつ れ, 施 工 段 階に おける工 事 用 機 械・
設 備 の機 能に対する保 全 管 理 体 制の確 立が重 要な課 題とな る。
そこ で筆 者ら は,
建 設 生 産の機械 化 率が増 加 すること を前 提と して建設 機 械・
装 置 類を対 象と して,
信 頼 性工 学・
保 全 性工学に基づ く管 理シス テムの確 立す ること を 目指し研 究を進めて き た。
本 報 告は,
機 械 装 置の一
部が故 障し て も施工に重 大な 影 響 を あた え る塔 状 構 築 物に用い られ る滑 動 型 枠工法 を とりあ げ,
工事 中に生じ る故 障の調 査を行い,
機 械 各 部 の信 頼 性につ い て分 析すると ともに生 産 保 全の導入 を図 り,
施工管 理を シス テム化す ること を意 図し た。1.
2
滑 動型枠工法の装 置の開発と課 題 1.
2.
1 滑動型枠工法の問 題点 滑 動 型 枠工法は, 鉄 筋コ ンク リー
ト造の塔 状 構 築 物 を 短い工 期で施 工 する ための技 術で ある。 我が国で採 用さ れ て い る工法に は海 外か ら技 術 導入し たものが多い。 し か し,
筆 者らは鉄 筋コ ン ク リー
ト造サ イロ な どの建 設に 多くの実 績をもつ ス ライデ ィングフ ォー
ム工法を基本と して,
超 高タワー ・
同 煙 突な どの工事に適用す ること が 可 能な滑 動 型 枠工法を 独自に開 発する こと を 目指 し た。
こ の工法は,
あ る一
定 時 間 以上,
型 枠 部 分の滑 揚が停 止すると, コ ン クリー
トが型 枠に付 着し て,
作 業 全 体の 停止 を招くことに な る。 また資 材の運搬などの面で欠 陥 を生じ る と,
工事の連 続 性が妨げ ら れ,
構 築 物の品 質を * 清 水 建 設 技 術 研 究 所 主 席研 究 員 # 清 水 建 設 技 術 研 究 所 主 任研 究員 *# 清 水 建 設 技 術本部 課 長 〔昭和63年3月 9日原 稿 受理) 損な う原 因 とな る。
し た がっ て, 油 圧 ジャッキ を含 めた 滑 揚装置, 揚 重 装置 な どは高 度な信 頼 性と,
故 障し て も 修理 に よっ て容易に使用可 能と な る保全 性が要 求され る。
筆 者ら は,
既 存のス ライ ディングフ ォー
ム装 置 を 棊 本と し, それ に新たに開 発 し た各 種の機器類 を組み合わ せ て全 装 置 をま と め た。
し た がっ て こ れ らの装 置・
機 械 の接 続や,
作 業 系とな るオペ レー
ター・
作 業 者 間の連 係 を 正しく保ち,
工事を遅 滞な くい か に進め る か に開 発の 主 眼 を置いた。1.
2.
2
滑動 型枠工 法の開 発の課題 滑 動 型 枠 工 法は,
連 続 的に コンク リー
トの打 設,
鉄 筋 の組み立て な どの作業を続行し な け ればな ら ない 。 雨天 時で も 昼夜連続で作業を行い, 従事す る作 業者は各作業 と も 足場 上で苦しい姿勢 を求め ら れ,
常に 苦 渋 労 働に近 い 状態にお か れてき た。 こ の た め,
次の3
項 目を開 発の 基本条件と し た。 悪 天 候 時などの場合に滑揚を停止して も,
コ ン ク リー
トと 型枠の付 着が発 生 し ない装置と す る。 作 業 者の作 業 姿 勢 を劣 悪な状 態か ら開 放し, 適 切 かつ正 確な作 業が出 来る装 置 とする。
本工法の装 置・
機 械は, い か な る 自 然 条 件 下に あっ て も,
部 分システムの故 障に よ る不 稼 動を出来 る だ け少な く す る た めに,
信頼 性・
保 全性を高め る。
以 上 を 念 頭にお き,
装置 各 部の試 験,
自然 環 境 下 での 耐 久 試 験, 施工経験 を踏ま えて, 装置・
機械類の改良, 改 善 を重ね て完 成 を目指すこと と し た。
1.
3
建 設 機械の保 全管理 に関す る従来の研究と問題 点 建 設機械の信頼性・
保 全 性につ いて は,
機械施工の進 展に合わ せ て,1970
年以 降に な り よ う や く注目 さ れ る よ うに なっ た。 本 装 置お よ び 工法の 開 発に着 手 し た 1972年 当 時は,
こ の 種の機 械 等に つ いて保 全 管 理の手 法と して ま.
と め ら れ た も の は皆無に等し く,
施工の信頼 性の確 立が重要 な 課 題であっ た。
ところで, 保全 性の考 え方が積 極 的に検 討 され る よ うに な る の は 80年 代に なっ て からで あり,
主 とし て機 器メー
カー
の人々 に よる 研 究 結 果の発 表が ある。 す な わち久 我 経 夫は,
建設機械1
の アベ イラ ビ リテ ィ につ い てn
,
ま た本響 慎一
は, 油 圧 ショ ベ ル・
ホ イー
ル ロー
ダにつ い て故障調 査を行うな ど2[,
こ のほ かに も建設機械の信 頼 性・
保 全 性の考え方 の導入の必要性を述べ て いるものが 見ら れる。
しか し,
いずれ も単 独の建 設 機 械の運 用 方 法につ い て 述べ た もので あ り, 現 場の施 工 段 階において,
作 業 系と 関連し た機 械・
装 置 類の保 全 管 理につ い て は発表さ れ た ものが ない。
そ こ で本 研 究は,
開 発しに滑 動型枠工法を 対 象 として施 工 過 程における保 全 管 理の在り方につ い て 研 究する こと と し た。
1,
4 本 研 究の 目 的と範囲本研 究は,建 設 機 械
・
装 置 を対 象と して,
その信頼性・
保 全 性がいかに生 産 効 率の向上,
工期の 短縮へ とつ な が る か を 明 らか に し, 生 産 保 全 (Productive Mainte−
nance 以 下 PM と略 記 する)の 考え方に基づ い て施工 管 理 をシ ステム化 すること を目的と してい る。 特に本 報 で は滑 動 型 枠工 法 を採り 上 げ, 下 記の項 目につ い て実 施 し た調 査 研 究の結果につ い て述べる。
(1
)滑 動 型 枠 工 法の装 置 機 械の シス テム的 考 察 (2
)滑動 型 枠工法の故 障モー
ドの影 響 解析 (3 ) 施工過 程に お け る機 械 故 障の実態 調 査 当 論 文の一
部は建 築 学 会 大会な どで発表し た ほ か, 筆 者の所 属する技 術 研 究 所報な どに発表して お り,
本論 文 はそ れら の研 究を総 括して記述 して い るS)・
4}。
第2
章 滑 動 型 枠の構 成 2.
1 滑動 型 枠 装 置 開 発の概 要滑動 型枠装 置は, 型 枠
・
上昇 装 置・
資 材 揚 重 装 置・
作 業足場が一
体となっ て構 成 されて お り,
その工法は,
作 業 足 場 上で繰 り広 げら れ る諸 作 業に合わせ て装置を上昇 させ鉄 筋コ ンク リー
ト構 築 物を 成形す る。
す な わち若 令 時の コ ンク リー
ト強 度測定に よっ て打 設 し た コ ン クリー
トの 強 度の成 長 を見な が ら,
上 昇 装 置に よっ て型 枠 と一
体と なっ てい る部 分を 10〜
20 cm 上 昇 さ せ る。
こ の上 昇に応じて,
鉄 筋の組み立て,
コ ン ク リー
トの 打 設,
構 築 物 を所 定の形 状にす る た めの ヨー
クの水 平移動, 型 枠の調 整と操 作が行わ れ る。 これ らの作 業 と機 械 操 作は,
本工法 全 体を掌 握してい る 司令の指 示に よっ て,
その都 度 行わ れ る。 こ の一
連の 作業と操 作は一
体 化し て い る作 業 足 場上で展 開し,
構築 物が逐 次建設さ れ る。
ま た滑 揚に伴 う装 置の垂 直誤 差は レー
ザによ る鉛 直測 定 装 置,
ま た高さ・
形 状につ いて は 各 種の計 測 器によっ て所 定の精 度 内に納まるよ うに計測 管理 さ れ る。
図一
2.
ユ に こ の滑 動 型 枠工 法の 構成の概念 図 を示 し た。
こ の図は,
本工法の滑揚に寄与す る主 要な部 分 を表 したものであ る。 た だ し地 上部分の コ ンク リー
ト リフ ト 用の ウ インチ・
ド ラム お よび制御 盤, 生コ ンク リー
ト車 の搬入部分,
鉄 筋お よび付 帯 作 業 用 資 材の仮 置き場,
作2
ヒ茄ヨ
ー
ク助
ド/径ジ い明 疑・
川唱
由 圧 ソト
’
キ℃
水 票騨哲
鴨 轣ト
タり一
ケ / 剛 辱調 陵闇
ボ ルトー
駁砕罰
衂 胴 竪 シ や・
.
ノ
キ 周 艮矚箆 ジセ ッキ「
r 『陶一
ケ
ヨー
ク 製 砕 本 平 基 準 壌1田 係 図 司糴一
一
一
ウ ワー
ホッパー
目飾レー
ザF
鉛 直 濁定 菌毋 1 水甼畜準 購層
層
上 段廻 堀1
恥 畉 簡 加 工送り 藝置 ク1
ノー
ト箸“ 觚就験 囮 厂 庄 由ジヤ ッキ 支 臣俸F
丶
≡r一
ク 中段 吊足 旧↓
}
下段吊足 旧 :Lレ ペー
ヲー
鞭り四 りケー
ジ エ レ ベー
タ卩
^レ
墸.
ll ザ 記1湊用 砥 皺“
壽
レ 1ー
ダー
射出レー
ザー
組直光 線 丁 盟 枠一
。
: 巨]ロロ奨 o レ 聾 砌定 レー
ザ 光 廼 皿コ
ンク リー
ト1’フト ;・
畧 ヌ 強度 檎出 肉 〔地 」二
睡分 ) レー
ザー
継酬II定 餓皿 コ ン :ア
リー
ト着令‘
皿 臼剛 載 } 図一
2.
1 滑 動 型 枠 工 法の構 成 を 示 す 概 念 図 業 者 用エ レ ベー
タへ の乗り 込 み足 場などは省 略し て あ る。
2.
2
滑 動 型 枠 工 法の機 構 とその関 連滑動 型枠工 法は, 種々 の部 材 (は り や作 業 足 場)を組 み 合わ せ
,
こ れ に各 種の機械
や制 御装置など が取り付け ら れ て構成さ れ ている。
こ れ らは塔 状 構 築 物の設 計に合 わ せて現 場で組み立て・
解 体が容 易に行え る機構を そ な え た もの と し てい る。
こ の ため,
装 置は機 械 的お よ び機 能 的に連 続し た系を な し てい る。
す な わちそ れ ぞ れの働 きに よっ て,
装 置 全 体 が一
つ の シス テム とし て こ の工法 に要 求さ れ る任 務 を達 成する仕 組みとな っ て い る。本工 法の機 構は, 工 事 を遂 行 する ための情 報 伝 達, 機 械
・
工具を動か す た めの電 力の働き, そ して 工事 進 行の た め の作業者と機 械 との連 係 が 適 切であること を前 提と して い る。 ま た 工事は, 資材の揚 重と分 配,
鉄 筋の組み立て,
コ ン ク リー
トの打 設,
左 官 仕 上 げ,
その他の付 帯 作業が一
環し て進行する。
さ らに こ れ を確 認し て ヨー
ク・
型 枠の 調整そ し て上 昇 が 行われるほ か, 材 料 や形 状・
寸 法お よ びその取 扱い など を管 理 する ための各 種の計 測 作 業が あ る。 これ ら の働きを支持す る ものが 作 業 足 場で あり, ま た作業員 用の昇降エ レベー
ター
でもある。
この よ うに本工法の シス テム は, 資 材の搬 入,
作 業 時 期の設 定な どの情報伝 達の要である司 令 者の指 示によっ てすぺ て進 行する。
本 工 法の シス テムを分 解し,
そ の関 連を模式化し て.
示 す と図一
2.
2滑 動型枠工 法の機械 関 連 図 と なる.
すな わ ち,
主 要 機 構は13個のサブシス テム に分解され る。
各 サブシステ ム は,
数個の部品や機 器 を組み合わ せ た構 成lli
「ll隅
隅
lllll
跚
1
跚
lill
:
:
1
:
1
:
1
:
1
:
:
:
:
:
:
:
:
:
:
:
ll
:
:
1
:
:
:
:
農
II鬟ぎ
8当
;!;黜1
階1
盟1
脚i
;1
盟膃ll
:1
:鼎:}::1
:1
::llll
:躍
1[1塞
=
≡=
■
齟
一
≡=
2肱II川ll園IIIIlllll‘II匚闘ll川1川 田111llll1匚Ill通 信サ フシス 干 ム II開III闘川 川 口1睦1闘II」1【1■II【IIIIIII【1」lllllllI
≡
≡ ≡ ≡ 蕚 ≡ 雲≡揚 兎
サ ア シ ス テ ム ヒIIII■IIII■川 悶ILII
≡ ≡
=
≡ ≡ 窰 雨111[
川
田
11川
1 計 測 サ アシステ ム一
≡ 鉄筋組 立 サブシ ステ ム コ冫クリ・
用 設 サフ シス テム 付帯.
匸8 111 サ フシ ス 子ム 給 ’k サ ブ.
シ ス子 ム 1111■
Ilrllll1111111111 ヨー
サブシス テ ム ク 型 桿 調 罵 111田Ilrlll11EIIIIIII[II サ7シ ス テム 凡 例 川llll匹IIIIIII騾II口1川1「1川 川lllll「1811「川1 上 昇 FIIIIII匚
II
幽
L
悟 服 伝 違 聞 サプシ ステム 工8遷行 手願で一
サ7シ ス テ ム の 足場サ アシステ ム 給 リ ア シ ス テ ム 電昇
1
匣
IIII冨
II川
lllllllllrll サ ブソス子 ム 図一
2.
2 滑動型枠工法の機 構 関連 図胃
≡=
=
≡=
≡=
i「
i■
≡ 3一
「
=
≡【
=
≡=
門
=
=
m扁
≡冒
=
品 (以下,
コ ンポー
ネン トとい う)か ら 成 る。
ま た サブ シス テ ム に は ζ れ ら の コ ンポー
ネン トを操 作す る オペ レー
ター
や種々 の作業に 従事する作業員が含ま れて い る。 図一
2.
2は各 サ ブシステム相 互の機能に つ い て,
工事 の作 業 手 順か らみて密接な関 連を もつ もの を,
各々位置 づ けて示し た。
ま た オペ レー
ター
や 作 業 者へ の作 業 手 順 の指示な.
どの情 報伝達機能の系統を も 図示し た。
こ の 関 連 図に示し たとお り,
一
つ のサ ブシス テム の不 稼動が, さ まざまな形で シ ス テム の各 部に影 響 する こ と が わか る。
2.
3 施 工 時の作 業 系 滑 動 型 枠工法の施工時に は,
図一
2.
2に示し たサブ シ ステム の う ち,
以 下に示す9種 類のサブシ ス テムが互い に連 係を とり,
作 業 系と して作 業に直 接 関 与す る。 通 信 作 業 系 :工事 全 体の情 報 を司る。
作 業の進 行を決 定し, 各 作 業 系へ の情 報 伝 達に当たる。 コ ン ク リ
ー
ト打 設 作 業 系 :生コ ン車の入 場,
コ ン ク リー
トリフ ドによる搬 送,
上 部ホッ パー
へ 排 出,
カー
トによ る打設 場所へ の運搬,1
ン ク リー
ト締め 固 めの各 作 業であ る。
鉄 筋 組 立 作 業 系 :仮 置 場 より鉄 筋の揚 重,
組 立て 場 所へ の配 置,
鉄 筋 組 立て の各 作 業で ある。 付 帯 作 業 系 :資 材の揚 重,
開口部 型 枠,
埋 込み金 物,
壁面 仕 上げ用の各 資材の所 定位置へ の配置お よ び 取 付 け,
左 官 仕 上 げの各 作 業で ある。
揚 重作業 系:必要資材をク レー
ンおよ び リフ トに よ り揚 重す る た めの操 作である。
ヨー
ク 作 業系 :構 築 物の形状に従い, ヨー
クの水 平 移 動を行う作業であ る。
型 枠 調 整 作 業 系 : と同 じ く構 築 物の形 状に従 い,
型枠の傾 斜,
周長,
壁厚の調整作 業であ る6 こl
−
ー
ア 立 卜−
1−
−
ー ア 組1
謄
描 , (弄
・y
−
一
刃
■鑼
型 枠 ];O’一
一
トtvyl、o ]刀 丿一
ト1}一
ト1N
1
.
ヒ段 足場,
段 駐 「騨
中 足゜
下 足 コンク丿一
ト 1 打諷 雌司め コ;b
」−
F1 表面仕.
ヒ巳≡
・
一
一
≡
[
i
茎
・
一
響
丿.
・
・
コン労 尋 リフト 鉄 筋】刀 丿一
ト煙突1
↓
.
(人荷用 鉄 筋 揚重曹
一
一
匠
ア觴
調
厥肅
「
ル、−’
湘)齟
一
一
失筋仮 置’
「
1
剿
受飜
1
.
難
.
1
1
1 図一
2.
3 滑動型枠工法に お け る作 業 系の概 要 図の作業は
,
ヨー
ク作業系
と一
体と なっ て行う。上昇 作 業 系 :滑揚 めた めの油庄ジャ ッ キ を め ぐ る 保 守 点 検 作 業で ある。 計 測 作 業 系 :諸 材 料の品 質
,
鉄 筋の組 立 位 置・
寸 法お よ び打 設し たコ ンク リー
トの形 状,
施工精 度お よ び品 質を管 理す る作 業で あ る。以 上 あ 各作業系が
,
すべて繰 り返 さ れ な が ら 工事は進 行す る。
ま た 各 作業は密接に関 連 し合っ て進 め ら れ,
作 業 系の一
つ が 混 乱し て も 工事 全体に そ の影 響が波及 す る。
図一
2.
3に作 業 系の概 要を 図示 し た。
上記の すべ てを とりあ げたもの で な く,
主な作 業の配 置を示し たもの で ある。一
例と し て作 業 員 数を示せ ぱ,
高さ約 160m の超 高 煙 突工事で は,
コ ン ク リー
ト打 設 系 7人,
鉄 筋 係9.
人,
足 場の保 守などの仮 設 係 3人,
左 官 係 4名,
機 械の保 守 や型 枠 調 整に 5名,
計 28名の作 業 者 がこ れ に従 事する。
こ の こ と は, 人間一
機 械 系と し て, 機 械 系の み の信 頼 性の向 上では な く,
人 為 ミ ス の削 減,
監 督 者の指 示の徹 底な ど,
人 間 系の信 頼 性を高め る ことも最 終 的に;は施工 効率お よ び 施 工 品質の 向 上へ つ な.
が る。
第
3
章滑動型枠工
法
の故 障モー
ドの影響 解 析 3,
1 調 査の概 要本 章で は機 械 装 置め開発に当た り
,
シ ス テ ム の ある部 分の故 障が シ ス テ ム全 体の稼 動に及ぼす 影 響を と りあ げ,
これ を系 統 的に検 討 して,
その故 障が シス テム に及 ぼす影 響の大きな もの か ら装 置の改 善 策を逐 次 立 案す る こと を意 図した。 前 述の ごと く滑 動 型 枠 工 法はサブシ ステムおよびコ ン ポー
ネン トに分解するこ とが出 来る。
そこで システム の設 計・
開 発 段 階での機 械 装 置の弱 点3
はどこにある の かを把 握する目的で
,FMECA
(FailureMode
Effect and CriticalityAnalysis
>s)を適用し た。 この方法は
,
システム を構 成す る サブシス テム・
コ ン ポー
ネン トや人 間のエ ラー
が,
シス テムの 不 稼 動にどの ような影 響 を 及ぼすかを, そ の影 響 度, 出 現の頻度, 故.
障の検 出 時 間, 修 復の難 易 度などにつ いて項目別に等 級 を設 定し,
これを総 合 して評 価するもの である。
本工法の故 障モー
ドの影 響 を解析す るに当たっ て は,
工事 を実 際に担 当 した経 験 者4名 と本 工 法の開発に寄与 し た技術 者 3名と が参 加し,
互に意 見 を述べ 合う ブレー
ン ス トー
ミング を繰り返 して,
そ の影 響 度の分 析・
検 討 に当たっ た。3.
2 信 頼性ブロ ッ ク 図 の作成 図一
3.
1はFMECA
の実施手 順 を 示 し た もの で あ る。
手 順の概 略 を述べ る と次の と お り で あ る。 まずシステ ム・
サ ブシステム の任務,
コ ンポー
ネン トの機 能 など を 確 認し,
そ れぞれ の分解 レベ ルを決め る。
次 に シス テム の詳 細図・
仕様 書に よっ て機能別に ブロ ック を決め, シ ス テム全 体の信 頼 性 ブロ ック 図を作成す る。 この機能 別 ブロ ッ クごとに故 障モー
ドを列 挙し,
そ れ を整 理す る。 故 障モー
ドごとに推定される原 因, あ るいは装 置の開 発 時に行っ た部 分 試 験によっ て得ら れ た故 障デー
タ を列挙 する。
こ れらをFMECA
の記入 用 紙に書き 入 れて全体 を ま と め る。 これに よっ てサ ブシ ス テ ム・
コ ンポー
ネン トの故障が,
システ ム全 体の不 稼 動に及ぼす影 響 を調 査 し,
影 響の大きい ものか ら改善 対策を立て る。
図一
3.
2は滑動型枠工法の信 頼性ブロ ッ ク図を示す。 FMECA の適用 方針の明確化 故障の発 生と原 因 を 謂 査 す る 目的 および対象 を明かにす る.
サブシ ス テ ム・
コ ンポー
ネン トに 分 割 する サ ブシ ス テム・
コ ンポー
・
ネン トの 機能を確 認し、
それ らの分析レベ ルを庚め る 機 能 ブロ ッ ク の立 案↓
信 頼 性 プロ 7 ク図 を 作成 機 能図・
明 細 書 を 調 査し、
機能ブ ロッ
クをま と め る1
機 能ブロ ック図 を作 成 し、
信 頼 性 につい て検 討 する 各 故 障モー
ドの形 態の設 定一
こ
不 稼 働 状 態の検 討↓
シ ス テム の影響の評価L
工
. 法 。 改 。1
」
メー
カー
の 試験 デー
タ に基づ き故 障の内 容・
頻 度 な ど を 推 定 す る FMECA 用紙に要点 を 記 入 す る コ ンポー
ネン ト・
サブシ ステムの 不 稼 働 影 響 を 評 価 する 装 置の設 計 変 更 な どの対 応策を.
立 案する 図一
3.
1FMECA の実 施 手順 涌動 型枠T.
法 給 電 9フ’
iptfム 謂枠 醐整 tit
/
」 テ ム 上 昇 9iシliL キt一
ピケn 計 齟 リラシ スit 揚 面,ゴシ ヌ ラ ム 昇 降 eipスラム 別一
卜打.
,フシzヲ 畉 筋組 ,7シ ス テ 曲 篳 躙整2置 油圧‘ン
ブ 高さ 園定 装置 分岐盤 躙整 装 誕腰繕 97→ トン 通 信 サフシ 翼 ア & 乗 り移 リ ケー
ジ 支 侍 栂 ト1,
1
,一
庄 給 水 9 ブ・
y ス テ ム lif プレー
9 作 婁 員 レー
歹 臼 酋 直測定 鹽 母 躙整 装 置 鉄筋 加工 君 ぐ レー
, 足場,フ’
シπヲ 1一
ケ サブ淵 ヲ & 場 内 遍 信灘1
レ ≦−
1
水 平 嗣 啣装 置 分電 盤 分 配 作 曩 員 ンケリ層
ぴ若 囎 周 艮 凋 笹 装 讃 支侍ワィセ 配 管 シゴクレー
冫 エレ、气
9 制 御 弁 作 GtVii ]fiム セン
9り 7グ 外鳳 電話 ぢノ
ブ 作 婁 員 向風 連 盡 辱ウブ9イ? 隆 調 整 装霞 曲 圧 ジ,
7亦 賜水‘ガ 接 傚 曾イレ噌
夕 書 てリ ソ ト レー
タン
クIJ
−
} 度 闘足 コ冫セント’
,7吟ン , 制 田 整 測定 作羣.
筋 自動加 1.
.
送 袋沼 ハイブレー
ウ 鉄 筋 組 立 作 婁 員 コ ンケ1「一
卜 分配鞍画 金 物取] 作 震 員.
基 準 檗 V一
ク騾
鸛
.
面 仕1.
}覇 フけ ヌ,リブ 熨砕 制 御 弁 コ ンブレワ
, 制 櫛盤 9ワー
ホ7 ハ 油圧 彬ブ : ンケ1,一
} 1 , ; ト 型枠 潤燹 作 婁 員 図一
3.
2 滑 動型枠工法の信頼性 ブロ ック一
4
一
同 図 は シス テム 全体の機 能 的連結を示 し たもの である。 こ の ことはコ ンポ
ー
ネン トの故障はサ ブシス テム の機 能 停 止と な り,一
つのサブシス テムの停止 は システ ム の不 稼 動へ と進 展 す ること が 理解で き る。 この 図で は各サブシステムが直 列に,
また各 サブ シス テム に対し て各コ ンポー
ネン トが同じ く直 列に位 置づけ られてい る。
ま た各サ ブ システム の大きさ は, それぞれ の コ ンポー
ネン トの機 能によっ て異なる。 しか もその位 置で重要度に差が あ る わ けでは な く,
図は各 サブ シス テ ム とコ ンポー
ネン トの関 係を表し た もの である。 同 図につ い て, そ れ ぞ れの品 目ご とに潜 在 故 障 を仮 定 す ることに よ り,
発生す る故障と そ れ が シス テムに及ぼ す影 響を 見落 し な く検 討す ること ができ る。
3.
3 故 障モー
ドの影 響解析 3.
3.
1 故 障モー
ドの調 査 と評 価 項目の内 容 こ の滑 動 型 枠工法に おい て は実 際の 工事に適用 する こ とに工事 内容に合わせ て機 械 装 置の構 成につ い て検 討 を 加えて装 置 を設 計し,
また施 工 計 画の立 案 を試み た。
こ の際FMECA を用い て そ のつ ど改 良を加え てい る。
こ の方 法 を 進める に は, サ ブ シス テム・
コ ンポー
ネン ト,
部 品そ れ ぞ れの故 障に関す るデー
タ が必 要である。
こ の故 障デー
タ の収 集は,
部 品につ い て は メー
カー
の調 査デー
タ や資 料を用い, 新し く設 計し た各種の部品 を組 み合わ せ た装 置につ い て は,
試 作 実 験 中の デー
タ, また は前工事
に お い て発 生し た故 障デー
タを用いた。
な おサ ピ プ シスゲム につ い て は,
その故 障 が 招い た シス テム の不 稼 動 記 録な ど を参 考に して いる。 こ の上で工事 担 当 者お よび 本工法の開 発 担 当 者と が滑 動記録,
各サブシス テム の故 障およ び修理記 録 をも とに 幅 広く討議を繰り返 し た。
以 上の解 析 を行うに当たっ て は, 評 価 項 目お よ び その 内容につ い て,
以 下の 4項目をと り あげた。
シス テ ム全 体の稼 動へ の影響 故障の 内容と その 発 生頻度 故 障の発見お よ び 保 全 作 業の 容 易 さ 部品 の 冗 長性 こ の 評価 項目別に影 響 度の大き さをA .B .
C
の 3段 階に分 けた。
表一
3.
1に は各 評 価 項目に対する評 価 程 度 の内 容 を示す。
3.
3.
2 システム の不 稼 動へ の影 響 度の評 価 図一
3.
2に示 し た滑 動型枠工法の信頼 性ブロ ック 図 は,
システム を構 成す る サプシステム ま たは コ ンポー
ネ ン ト間の機能の接続状態を示す線図 で あ り, 見 方 を変え ればシステム の稼動停止の原因 と な るコ ンポー
ネン ト・
サ ブシス テム の関 係を示し てい る。 こ の信頼性ブロ ック 図は,
稼 動 中の装置の故障に対す る保全管理 に適 用す る こと も可 能で あり,
また シ ステム全体の稼 動に与え る影 響 度の分 析にも用い ることがで きる。 表一
3.
1FMECA に よる滑 動 型 枠の装 置の不稼 働に関す る評 価 項目 と その程度 鰤 評 価 程 度 A B C 項 目 シ ス テ ム稼画へ
故阻によりシ ス テ ムが 直ち 故阻に よりシ ス テ ムカ特止 敵園によ リシ ス テ ム は停止 の影霧 に厚II二
す る.
停止までm分 す るまでLO分以Lかか る.
し ない力鯉 度は低下 ず る.
以内.
故阻の瓣 殳 しば しば、
作 桑 日7日 間に ま 拡:、
f臙 8日〜
認lrの ほ とん ど 故障 し ない,
滑 勤 1回 以1ゐ 間 に1匝』 開蛤か ら終了 ま で に0〜
1 臥 故陣の発見と侃 異需音、
動作不良が鰰 定期点検で発見可能なもの 故圀と同時に故鬮 が わ 全の容易さ に発生するまで発見不能な で、
予防保全ができる.
かり、
保全力韓に でもでき もの、
黼 顔るもの る騨
部 品 の 螂一
物 卜 まっ
た く冗 腕 い。
敵障 して も、
躑 下 攤 代替 品 が1白 以 上用 意 され に対す る 冗 長性 迄で) は す る もの の断 続 作 て お り、
故障と 同時に代 替 粟等 が じ きる。
品に切換可能な もの.
注)A シ ス テ ム の不 稼働の腮 が大きい。
(評 点:
3.
劇 邑繍
霧 懿 黜 黷
、1 (轡
;
2・
a) 表一
3.
2 滑 動 型 枠工法の上昇 システム に関す るFMECA の結 果 〔一
部 ) 翻 価サ
ブン
ス
テ
ム
舮 部 品 部品 蹟 齦 配モ
ー
ド 全 シス
故泣の 総 舗稗
卜
テム
湿 齲睡の 発 見 と 冗侵匪 働へ
の 搬 脚 岡 容昌 さ 上昇シ ス ナム
曲 圧シ
リン
ダー
18冶 )シ
雫
助らの飆 れ GCBB4 ジ
,
7キ 鄙 シリン
ダー
の曲 り BCB 臼 且2 9一
ク取付ビン
の曲 り ビ GB 巳 匚2 ナウ
7 ク ヨ5 (台 , 取付ネン
破田ACB
噛
巳 自} ソ レ ノ イ ド作勤 不良 B 1GAB12 ま た は短耡 3 け ,}1込パ イ プ作動不良 BcAB15 磁黜 板 璽胙不 臼 BCAB15 コ レ7
卜鯡不良 CBBB8 制 主 制御81 (台 ) 作動 不 良 ACAB ゐ 醐 に よ る 1ル駒
ABAB 罰 俵 3.
3む一
剛 図 副 制 抽 盤 2【台1 作勤不良 AG 八 C 騨 電 巴 弁 18 ソレ
ノイ ド齢 よ る AGA じ 日) 作勤不良ン
リン
ダー
の
欠旧に
よ る ARAC 日a 作動不 良 油シー
ル
劣 他に よ る作黝 CGA 昌 5 不良 旌 量噛 弁 L9 しぼり作勤 不良 ) BCACr}−
12 圧力個 節弁 12 作勤不 良 BCAc 」一
些一
取 ‘・
F盤 B 収「・
言ガタ増加 じ CBGi3 刻 寺協 さ や 管 嶇口
7 ド厘 屈 に よ る曲 り cB へ B 田 卿 BGAB15 掬緲ン に よ る霞屈 GBAB10ロ
ッ
ド 佃 コ レッ
ト餾暢 よ る径変化 じ じ cc2 取1・
揃か ら の 陶 ワ cccC2 器 切断面 GG 匚 c2 序四 A 臼 AAフ
ン
クリ}
卜,
カ ← 卜ド ラ ム 1・
7イヤー
乱感 A 臼 AA50 打 麿サブシス
リ フ ト ドラム破 而 AGAA 跚 テム
取付が タ ACAA 鉛 ワ イ ヤ 1 摩耗の
壗加 CcBB “ 欠損 の塾生 AcBB 黔 四 Ac呂
B 跏 9イ
ア
ヂ 1の
誤作勤 AGAA 幼 制 御 盤 黼 止.
ABAA 凸D ’抄 表中 に示寸A,
H.
じ の1−EMの区分は、
翼1.
1に猜つ く もの で あ る,
以上 の検 討分析に基づ く結果の一
部 を 表一
3.
2に示 す。 総 合 評 価 値C
。 は 表一3.
1に示 す 評 価の程 度A を3 点,B
を2点,C
を1点と して求めたもの である。
ただ し, 全シ ステム の稼 動へ の影 響 (E )の み につ い て は そ の影 響 度が大きい こ と か ら,
A を5 点,
B を 3点,
Cを 1点とし た。・
総 合 評 価 値Ca
は本 滑 動 型 枠工法の特 質を考 慮して, 菅 野 氏の提 案6)Cこよ る (1.
)式に 示す計算式 を採 用して 求め た。C
α三E
×PX
(α+β)・
…………・
・
…『
・
・
………
(1
) ただし,
E :全シ ス テ ム稼 動へ の影 響 P :故 障の頻 度 α :故 障の発 見と保 全の容 易さ5
β:冗 長性 (
1
)式の計算式の各 項 目の評 価の最 高 点 を代 入 すれ ば,
計算上Ca
は 90点と な り,
各 項 目の評 価の最 低 点 を代入 する と 2点と な る。
そ こ で筆 者ら は, 故 障モー
ド に よ る総 合 評 価の計 算 上90点の 1/3,
つ ま り30点 以上 は 全 シス テムに対す る影 響が非 常に高いと判 断し,
装 置 の改良の必要が ある もの とし た。
また, 10〜
29点は故 障の発 生は避け ら れ ないが,
故 障して も修 復が容 易であ る と 判 断 し,
9点以 下の場合は影 響する範 囲が狭く,
し か も 日常また は定 期 点 検で故 障 を事 前に予 知し,
装 置の 不 稼 動 を防 止で きる と考え た。 以上の ような評 価 値を も とに して,
どの部分に最も問 題がある か を見 極め,
故 障 発 生の機 構に対 応し た措 置の とり方 を決 定し た。 また,
表一
3.
2は全シス テムに対して システムへ の不 稼 動へ の影 響 度の大きい サブシステム (上昇 シス テ ム) につい て の評 価の結 果を例示し た。
3.
3.
3 結 果の考察 滑 動 型 枠工法につ い て FMECA に よ る 不 稼 動 分析の 結 果か ら, 開 発した装 置につ い て以 下に示す部 品の影響 が極めて大きい こと が分かっ た。
制 御 盤の主 制 御 盤 制 御弁の電 磁 弁 支持棒の ロ ツ ド コ ン ク リー
ト リフ トの ウィンチ ドラ ム コ ン ク リー
トリフ トの ウィ ンチ制 御 盤 上 記の各 部 品に対 し て,
故 障の状 態や程 度を さ ら に詳 細に わ た っ て点 検を加え,
想定さ れ る故障の原 因 を列 挙 し てこれを整 理 し,
さ らに研 究 所 内で試行実験を行っ て 故 障の発 生 状 態につ い て検 証し た。 これ ら の検討結果に 基づい て複 数の対 応 策を立て,
次に示す項 目に従っ て実 施案を 取り ま と め た。
改 良に要す るコ ス トおよ び 時 間 改良に よっ て隣 接す るほ か の コンポー
ネン ト・
サ ブシス テム に与え る影 響の程 度改 良に よっ てオペ レ
ー
ター ・
作 業 者に与え る影響 以 上の結果を 各コ ンポー
ネン ト別に整理 し,
表一3.
3 表一
3.
3 滑動 型枠工 法の FMECA に基づ く装 置の改 良 策 :1冫疹一
串ント 離 1琴.
原 因 対 策鹵
.
.一
.
山
一
一
.
.7一
D油圧ユ
ユ
7 ト部へ
の フィ ルター
の 制 藺 弁 i劉 弁 電磁弁へ
のゴ ミの付 菅 畷 2)ター
ビン油の早期取替え一
.
一
「
▼
躙 1三制御 タ槨 配 織の躑 こよ る内部 Dヒユ
冑
ズ黷 に よ る遇 顳 の防止 曹日品の桂競 2)使用環 境に耐 え る配恕に変 更.
. 一「
〒 .
.
1
「冖
’
}一’
齟
』
’
『
Dロ 7 ド径を φ36に変更 攴恃棒 ロ7 ド 荷璽に対す るロ7 ド播 の 不 さや 管材 料の性 能向 止 足に よ る座屈 3)ロ
ッ
ドとさや管のク リア ラン スを 1.
勘 に変 更一
齟
L幽
11
か ト ト1
” 卜一
一
一
1T一
ウイン
チFラ ム ワ イ ヤー
の乱 巻 き ワイ ヤー・
ガ イ ドの設置一
一
.
一
}
一
.
.
.
一
.
.
一
1).
’
次 躑 劃 御方 式の ド ラム 1)US 襯 方式に変更 用モー
ター
に ほ こ リ カ府 軒 尠防水タ イ プの醐 ジョ
イントに変 砺トウ杤 ウ傍制醴 する ことによる過電旗 更 2)バケッ
トウ イ ン チ 用配 恕内 へ の水の侵入による過ミ諌一
6
一
表一
4.
1 超高煙突鉄 筋コ ン クリー
ト造 工 事の概 要 工 事 名 称 H 工 事 S工 事 所 在 地 北 海 道 砂 川 東 京 都杉 並 区 用 途 火 力 発電所 清 掃 工 場 施 工 年1980
年1980
年 地 上高 さ 116.
6 口159
旧 底 部8.
5m
16m
規 樮 外 径 頂 部5.
3
旧101
η 底 部0.
55
皿0.615
皿 肉 厚 頂 部0.
2
囮 0.
2.
5 ロ 正 味 滑 揚工 期45
日79
日 ヨー
ク 台 数10
台18
台 揚 重 機 夘一
クレー
ン7t
湘 妙一
仍一
ン12t−
n 調 整 装 置 台 数 径 調 整 壁 調 整 周 長 調 整10
台10
台5
台 18 台18
台9
台 コンケリー
ト酌7 卜0.4
田30.
7m3
エ レ ベー
タ250kg
500kg
油 圧 ジ ャ ッ キ10
台18
台 の ごと く具 体 的に立 案す ること がで き た。
な お,
埋 込 金 物などの資材の 手配の遅 れ, 作 業 者へ の 指 示の間 違い,
予 定 作 業 時 間の超過な ど人 間のエ ラー
に よる不 稼 動は,
装置・
機 械の故 障による不 稼 動 より少な いが,
稼動 時 間の経 過に と も ない 増 加の傾 向を示し てい る。 これ は,
作 業負荷の増加が習 熟 効 果の上昇よ り 大 き い もの と推定でき る。
第
4
章施工過程にお ける機 械 故 陣の実 態 調査 4
.
1 実 態 調 査の概要 4.
Ll 調 査の 目的 第 3章における解 析結果を適 用し,
本装置の信 頼 性の 向 上 を目指して,
問 題と な る部 品ま た はコ ンポー
ネン ト を改 良 し た 上で,
実際の 工事に使用し た。
本 章に おける 調 査は開 発 段 階に お け る故 障モー
ドの解 析 結 果と,
実 際 の工事にお ける部品・
コ ンポー
ネン トな らびにサブシス テム の故 障 が 不稼 動に及ぼ す影 響の 差 異を調 査する こと を目的 としてい る。
ま た同 時に この よ う な機械お よ び装 置を開 発する場 合の参 考 資 料を 得 るこ と を意図 し た。 4.
1.
2 調 査の項 目お よび方法A .
調 査 対 象と なっ た 工事 実 態 調 査は表一
4.
1に示 す2
件の超 高 煙 突工事を対 象 とし た。 各 工 事の概 要は若干異なる が, いずれ「
も所 定の 工 期 内に竣 工 して いる。B .
調 査の項 目 実 態 調 査は,
装 置の運 行,
機械の故障お よび.
修復に要し た時間, 作 業者の稼 動 状況, 工 事の進 捗 度 等に つ いて 以 下の
3
点 を主眼 と し て行っ た。
’
(1) 装 置の 開発 過 程で行っ た改 良結 果の確 認 (2 ) 機 械 装 置を再 度改 良するた めのデー
タの収 集 (3) 保 全 管 理 をシステム化す る た めのデー
タの収 集C .
調 査の方 法 装 置の各サ ブシ ス テ ム・
作 業 系に分けて, コ ンポー
ネ ン ト・
部 品 別に故 障が発 生し た時の状 況と時 刻, 修復に 要し た時 間な どを記 録 する用 紙 を 用 意し,
装 置の運 行 状 況を監 視しつ つ , そ のつ ど該 当する事 項につい て記入 し た。 記 入 者は,
・
各 サブ シス テムを受 持つ オペ レー
ター
であ り, 作 業 系につ いて は そ れ ぞ れ の監 督 者に担当させ た。 4.
1.
3 シ ス テム の不 稼 動の定 義お よび修 復限界 時 間’
の設 定 滑 動型枠工法は 13のサ ブシ ス テ ム と 9種 類の作 業 系 か ら な り,
その いずれ が故 障して も,
本工法は成 立し な い。
し か し本工法の特微か ら,
あ る サブシステムや作 業 系が 故 障 し て も,一
定の時 間 内 に 修復で き れ ば,
システ ム全体の不稼 動に はな ら ない 。 そこで シス テム の 不 稼 動 を次の ように定 義 し た 『ある サプシステムが故 障し て も 装 置の滑 動に影 響を 及 ぼ さ ない で修理 を終え る時間 を修 復 限界時 間と し, あるサ ブシ ステム の故 障が修復限 界 時 間 を超えても修 理が完了 し ない た め,
シス テムを上 昇す べ き時に上昇で き ないよ う な状 態を シス テム の不 稼 動と 言う』。 そこで サブシス テムを構成す るコ ンポー
ネン ト個々 に つ いて 修 復限 界 時 間 を 設 定 し た。
こ の 時 間の 設 定に当 たっ て は, 問 題 点の一
つ であるコ ンクリー
トが型枠に付 着して滑 動 停 止 を生 じた り, 本 工 法に求め られ る工 事の 連 続 性か ら み て コ ン ク リー
トな どの資 材の搬入停 止に直 接つ な がる 事態であ る か否か を考 慮し た。 また こ の修 復 限 界時間は, 本工法に よ る施工 を経 験し た技 術 者と 工法 の開発 担 当 者が 過去の 工事にお け る滑 揚 記 録,
故 障 記 録 お よ び保 全記 録 を参 考に して,
討 議の上で設 定 し た。
表一4.2
は サブシス テム・
コ ンポー
ネン ト別に設定し た時 間 値の一
例を示す。
4.
2 実態 調 査4
:2.
1
シス テムの不 稼 動の実 態 表一
4.
2 サブ システム の修 復 限 界時 間の一
例 サ ブ シ ス テ ム コ ン ポー
ネ ン ト 修 復 限 界 時 間 (分 ) 適 要 上 昇 油 圧ジ ャッキ 30 問隣の油圧ジャ7 キ で約40 制 御 弁 上昇分 【時 間にして30分 )の 支 持 棒 荷電ま で負 匿できる.
水 平 制 匐 装置 制 御 盤 0 故 障する と全て の油 圧 ジャッ
油 圧 ポンヅ キが倅1ヒす る。
コ ン ク リー
ト 打 設 コンクリー
トリフト コン ク リー
ト分 配 装 置 10 本 工 法 で にコン疏リー
ト扛 設 の迎 続性 は 最 も巫 要 な 要 嚢で タ ワー
ホッ
パ あ り、
IO分 以 上 の供 給 停 止 は エアコ
ンプレッ
サ 全体の故陞に結 び付 く。
パ イブレー
タ.
表一
4.
3.
システム の不 稼 働 調 査の結 果 工事 H 工 事.
S 工 事 シ ス テ ム の サブ シ石 ムの 時間 比 率 システム の プ 汲 テムの 時閊 比 率 サ ブ 稼 働 畤 間 合 稼 働 時 問 合−
システム 不稼 働 回数 計 (時 間 ) σ9 不 稼 働 回数 計 (時 間 〉 09 上 昇 1913.
詑 84.
3 置417.
毘 距.
6懿
羅
51L 昭 0.
跖 6.
81.
6193・
16.
」424633.
58.
5 給 電 10.
お L6 旦25.
mlL2 揚 重 20,
754.
70o.
ODo.
o ヨー
ク 0o.
oo0.
035.
厨 11.
2 通 信 10.
161.
0o.
0.
ODo.
o.
合 計 2915
.
綛 loo.
o5149.
oo100.
o注)H工事の実働日数:45日 S工事の実働日数:79日
H
工事
お よ びS
工事を対 象と し たサブ シス テム の故 障 に よ る システムの不稼 動の実態 調 査 結 果 を表一
4.
3に示 す。
同表で は サブシス テム別に シ ス テ ム の不 稼 動回数と,
シス テム の不 稼 動になっ た故 障の時 間の合 計 と を表し た もの で, 両工事と も 上昇サブシステム の故 障に よる もの が多 く, つづい て コ ン ク リー
ト打設サブシス テ ム の不 稼 動 時間の合 計が 多い 。 こ の故 障 時 間は, シス テム の不稼動につ な が る ものめ.
み である。
つ ま り修 復限 界 時 間 を 超え た ものをい い,
ま た故 障 発 生か ら修 復 が完了 し, 故 障し た サブシス テムが 稼 動 状 態に な る まで の時 間 を言っ てい る。
1
な おザ 工事は 8時よ
.
り 18時ま で昼 間の み で, 日 曜 日 お よ び雨 天は休日 とし て, H工 事で実 働45日間,S
工 事で実働79
日間で あっ た。 なお雨 天の翌日は電 気 お よ び制御系統の故 障が多 発して い た。
4.
2.
2 修 復 時 間の調 査 故 障の多かっ た H工事の上 昇 サブ シス テムに.
つ い て,
修復に要した時 間の調 査 結 果 を表一
4.
4に示す。
表 示の ごと く油 圧ジャ ッキの修 復 時 間が最 も多い。
ま た油圧 ジャッ キの故 障 回 数が29回,
修 復 時 間の合 計が645
分で あ り,
そ の う ち支 持 棒の ロ ッ ドに 油圧 表一
4,
4 H工 事にお け る上 昇 サブ システム の修復 時 間 調 査の結 果コ
ンポー
ネント 鰓 臨間 (分) 故隍お よび 修塵 内容 悠 観 時 間 〔分 ) 吽 数 黼 含計 (分) 油圧 ジャッ
キ.
コレッ
ト清掃 lO,
3),
10.
40,
10.
15,
lOJO.
L5.
15.
3D、
IO、
2σ、
10、
【5,
5,
LO,
25、
10、
10,
10.
10、
詛,
524 躅 絶縵部の シー
ル不良 35,
45 2 即 電磁 チャッ
ク交換 1且5 1115 ジャッ
キ本体の交換 50,
鉐 2 躑 制 梱 弁 3助隔 コイ ル部に雨 水が人 り電磁 弁 が侮動しな い 1015110,
5,
10,
30,
10、
40 8120 制驪 磁 石茂 換 35,
LO,
1015450 油圧 ホー
ス臥 肱 破掲 蕊,
m,
10 355 支 持 棒 繍 支持棒変 形 あ.
60.
70.
釦 4 躪 水平飜 辺 フォトマ
スタ が作動し ない 5、
5 210 フ囗
一
トユニ
7 卜交 喚 5,
加 2 器 キや
プレ7 クスワ イ ヤ交換 LO 1LO「
油 圧ポ ンプ 0 ポンプ内配憮 み 35 1 鴿 購 Io 110 注)剏 こつい ては、
故障が なかr「
た た め表か ら は除い た.
一
7
−
.
表
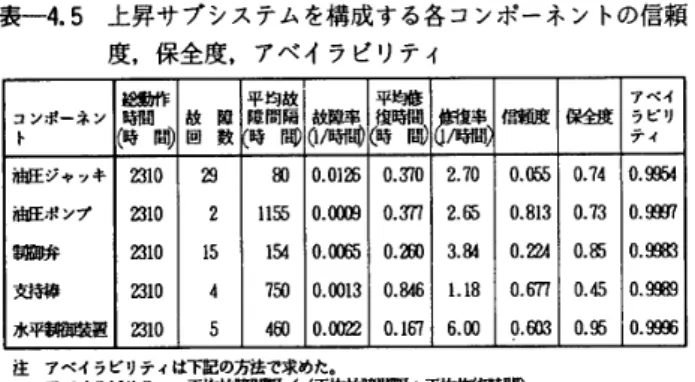
一
4.
5 上昇 サブシス テムを構 成す る各コ ン ポー
ネン トの信 頼 度,
保 全 度,
アベ イラ ビリテ ィ 鯲 平 均 故 平均 修 アベイ コンポー
ネン ト 黼 備 圃故回 数阻 障 問 隔 噂 脚 故解 o劇齶
『
脇攤
黻 慮 ラビリ ティ 油臣ジャッ
キ 2訓D29 册 0.
0】お 0.
3102.
m0.
0550,
74o,
蠍 油圧ポンプ 脇102U550.
o.
跚 2,
650、
8130.
73D.
蠍 謝 23止o15L54o.
oo団.
2603.
劭 0.
224o.
断 0.
支持栂 23104750O
,
0013o.
団6LL80.
6η O.
45o.
嬲水平制 御芸 置 23105 姻 o
.
皰 0.
量研 6,
00D.
603o.
蛎 o.
嬲 注 アベイ ラ ビ リティ
は 下記の方法で求め た.
アベイ ラ ビ リティ=
平均厳 障間隔 / 【平均 敵陞 問隔+平 均修復 時聞) ジ ャッキ を保 持す る た めの く さび 状の爪 金 物, つ ま り部 品名コ レ ッ トの 清 掃は修 復 時 間の平 均 値が 15.
2分であ る。
この値は設 定し た修復 限界 時 間の範 囲内であ る。 し か し故障回 数 が少ない とは いえ油 圧ジャッキに用いた電 磁チャ ックの交 換,
油 圧ジャ ッキの シー
ル の不良,ジャ ッ キ本 体の交換などは修復限 界時間を大 幅に超えている。
また,
支持 棒の変形はいずれ も修復限 界時間 をこ え, シ ステ ム の不稼動を招い ていること が分か る。
4.
3 調 査 結 果の分 析 上昇シス テム の う ち,油 圧ジャッキの故 障は特に多い。 ま た支持棒の変形に対す る修 復 時 間はいずれも限 界 値を 超えてい る。
これは鉄 筋の仮 置 きな どによる支持 棒へ の 過 大な荷重が原因 と考え られ る。
支持 棒の変 形は シ ステ ム の不稼動につ な が る の で, 鉄 筋の揚 重, 作 業 足 場 上で の仮置き管 理を徹底す る 必要性を意味し てい る。
このH
工事の 故 障と修 復 時 間の調 査結果を もと に, 上 昇サブシス テムを構成す る各コ ンポー
ネン トにつ い て,
信 頼 度・
保 全 度・
アベ イラ ビリティを求 め,
その結 果を 表一
4.
5に示 した。
同 表に より以 下の こと が明ら か と なっ た。 (1) 油圧 ジャッ キの故 障率は高く,
そ の信 頼 度は ほ かの コ ンポー
ネン トに比較し て著し く低い。
(2) 保 全 度は支 持棒が最も低く, 油圧 ジャ ッキは そ の ほ か他のコ ンポー
ネン トと同程 度である。
(3) 油圧 ジャ ッ キ の アベ イ ラ ビ リ ティは他の コ ン ポー
ネン トに比較し て低い。 以 上の こと か ら,
油 圧ジャッ キ の故 障率は高く,
その 機能の維 持は ほと ん ど が修 復に頼っ てい る とい え る。
し たがっ て, システム全 体の故 障を低 減す る に は,
上昇サ ブシ ス テム の油 圧ジャ ッ キにつ いて,
そ の信頼性を高め る た め, さ らに,
部品 レベル まで分 解 し,
故 障の原因に つ い て詳 細な分 析を行う 必要が ある。
ま た,
支 持 棒の変 形につい ては,
作 業 足 場 上にお け る 鉄 筋の仮置き の不 適 切などに よ る過 大な荷 重が原因で あ るの で,
鉄 筋 作 業系の作 業標 準につ い て は見直しが必 要8
であ る。
ま た修 復限界時 間につ い て は, 故 障 件 数55件の中で 修 復 時 間 を超える ものが 19件あっ た。例え ば電磁 チャ ッ ク の絶 縁 不 良につ い て は故障か所の発 見が 遅 れ,
修 復の た めの部 品の準 備 不 足,
機 構上修復か所の解体に時間 が か かっ たこと な ど が そ の原因 で あ る。
な お修復の方 法につ いて は, 修 理 部 品の準 備 数,
修 理 を容 易にする た めの コ ンポー
ネン ト, 部 品 機 構の改 善な ど と るべ き対策につ いて明ら か に し た。
また, 作 業 系に よる装 置・
機械へ の 影響を見 直し,
シス テム の信 頼 性・
保 全 性 を 高 める努 力が必 要で あ る。 第 5章 結 論 本 報で得られ た結論を以下に示す。
(1) 滑 動 型 枠工法の構 成, 機構や作 業系につ い て説 明し, そ の 工法 上の 問題 点と装 置 全 体の開 発の・
条件 を示 し た。
(2 > 本工法の装 置を サ ブシ ス テム,
コ ンポー
ネン ト に分 割し, それ ぞれ の弱 点を明ら かにす る た め, 信 頼 性 ブロ ック図を作 成 し,FMECA
に基づ く,
故 障モー
ド の影 響 解 析を行い,
その結 果か ら,
部品 とコ ンポー
ネン トな どにつ い て対 応 策を立案し,
改善を実施した。
(3) 実 際の工事に おいて行っ た装 置・
機 械 をめ ぐ る 実 態 調 査は, 開 発 過 程で加え た改良 効果の確認,
さ らに 改 良す る た めのデー
タの収 集に あう た が,
オペ レー
ター
一
, 作 業者の協 力の も とに十 分の結 果を収め た。 次報に お い て さ ら に実 施し た調査結 果に基づ く 生 産保 全システム の試 案 を示 す。 謝 辞 本 研 究の実 施に当た り,
早 稲 田 大 学 理 工 学部 建 築 学 科 田 村 恭 教授に ご指 導を 賜 り まし た。
末 筆なが ら こ こ に 記し て 深甚の謝 意 を表しま す。
参 考 文 献 1) 久 武 経夫 :“
稼 動現 場 でのアベ イラ ビリティ向上 技 術”
建 設機 械,
82,
7,
日本 工業 出 版 2) 本 響 慎一
:“
大 型ホィー
ル ロー
ダお よ び大型 油圧 ショベ ル のアベ イラ ビ リ テ ィ” 建設の機械化,
85.
2,
日本 建 設 機 械 化 協会 3)野中 稔,
吉田 哲二, 上野 高 敏 ;“
ス リップフ t一
ム工法 の稼 動 信 頼 性に つ い て”
日 本 建 築 学 会 大 会 学 術 講 演 梗 概 集,
p.
389−
390,
1979年9月 4) 吉 田哲二,
上 野 高 敏,
野 中 稔:“
シ ミズフ レ 7スリップ シス テム の稼 動 信 頼性分析” 清 水 建 設 研 究 所 第 32号, p.
51−
59, 1980年4月 5) 鈴 木 順三郎,
牧 野鉄 治,
石 坂 茂 樹 :“
FMEA・
FTA 実 施 法”
第4刷,
日科 技 連 出 版 社,
1983年6月 6) 菅 野 文 友 :“
信 頼 性工学”
,
コ ロナ社,
1982年3月SYNOPSIS
UDC:69.057.5A
STUDY
ON
SYSTEMATIZATION
OF
PRODUCTIVE
MAITENANCE
FOR
CONSTRUCTION
MACHINES
AND
EQUIPMENTS
Part
I
:Failure
mode, effect and criticality analysis(FMECA)
andinvestigation
of machine and equipmentfailures
in
actualproject
by MINORU NONAKA,
'NAOTO
MINE and TETSUJIYOSHIDA, Members of
A.I.J.
As
the construction industryhas
advanced andits
systembecomes
similar to the manufacturing industry,it
is
important
to establish the maintenance systemfor
machines and equipments which aTe used ih construction sites.Since
enhancement of mechanizationin
constructionindustry
seems tobe
continued, authershas
been
studied about reliability and maitenability of thecenStruction machines and equipments inorder to establish maintenancesystem.
This paper
describes
the productivemaintenanee forslipform method which is applied to tower shapedstruc-ture.
In
slipform method, machine failuredirectlydamages
thewhole system criticaly.In
part
I,
folowingsaredescribed.
'
'
(
1>
The
configuration, mechanism ahdjob
system of slipform method are examined.Based
on thetion,problems of construction method and conditions of methocl
improvement
are shown.(
2)
Based
onFMECA
for
machines which are useclin
plipform method.improvement
ofelements and'
ponents
are achieved.'
,
(3)
The
improved slipform ihethod is applied toact"al construction.Investigation・of
machine andment
failures
is
achievd, anddata
for
verification ofrpachine
improvements
are obtained which are appliedto