‐修士論文‐
金メッキプロセスを用いた
GaN ショットキーダイオードに関する研究
徳島大学大学院
先端技術科学教育部
システム創生工学専攻
電気電子創生工学コース 大野・敖研究室
竹内
太郎
目次 第1章 序論 1.1 研究背景 1.2 ワイドバンドギャップ半導体 1.3 マイクロ波整流用 GaN ショットキーダイオード 1.4 本研究の目的 1.5 本論文の構成 第2章 金メッキを用いたショットキー接合の試作と評価 2.1 金メッキについて 2.2 試作プロセス 2.3 電気特性評価 2.4 熱安定性評価 2.5 センス端子を用いた電気特性評価 2.6 まとめ 第3章 マイクロ波整流用ショットキーダイオード 3.1 デバイス設計 3.2 プロセスフロー 3.3 オーミック接触の評価 3.3.1 TLM 法 3.3.2 クロスケルビン法 3.4 円形ショットキーダイオードの評価 3.4.1 容量-電圧特性 3.4.2 電流-電圧特性 3.4.3 耐圧 3.5 フィンガー型ショットキーダイオードの評価 3.5.1 ON 抵抗 3.5.2 容量 3.5.3 耐圧 3.6 まとめ 第4章 結論 参考文献 謝辞
第一章 序論
本章では、近年注目されているワイヤレス(無線)電力伝送の概要を述べ、そこで窒化 ガリウムを用いる有用性を解説する。そして、これまでの研究結果と課題を示し、本研究 の目的を述べる。 1.1 研究背景 近年の情報化社会の発達には目を見張るものがあるが、特に私たちの生活に大きな影響 を与えたのは、携帯電話を中心とするワイヤレス情報端末の発達であろう。これの登場に より私たちは情報を、「いつでも」「どこでも」「誰にでも」手にいれ、発信することができ るという「ユビキタス情報化社会」の恩恵にあずかることができるようになった。ところ が、次に出てくるのが電源の問題である。いくら端末がワイヤレス化しようと、電源がな ければ動作させることができない。バッテリー容量などを増やそうとしても、現在の技術 では大きなブレイクスルーがない限り、急激な成長は見込めない。そこで現在、電源もワ イヤレスで供給しようという試みが広がってきている。これは携帯端末だけに限らず、ポ ッドやミキサーなどの家電に始まり、自動車や電車など大型の電動機への給電、果てには 宇宙で太陽光発電を行い、その電力をワイヤレスで地上へ供給する、というアイデアまで ある。 そもそも電源をワイヤレスで供給する(ワイヤレス給電)という発想は、100 年ほど前に 活躍していたニコラ・テスラが最初であると言われている。ニコラはエジソンとの交流直 流論争で有名で、また磁束密度の単位[Tesla]に採用されている人物である。当時の実験で は 150kHz の交流電力を無線で伝送しようとしたが、周波数が低すぎたため失敗に終わっ てしまった。これは、電磁波がテレビやラジオの放送のように拡散して、受信側に届く前 に電力密度が低くなってしまったためである。その後はしばらく、ワイヤレス給電の研究 が陽の目を浴びることがなかったが、1968 年にアメリカの宇宙工学者であるピーター・グ レーザー(Peter E. Glaser)博士が、宇宙で太陽電池を展開して発電し、その電力をマイクロ 波に変換して地上に送るというアイデアを提唱し、SPS (Solar Power Satellite)と名づけた。直訳すると太陽発電衛星という意味で、現在でも世界中でSPS という略称が用いられてい
る。日本では、衛星だけではなく地上にある受電所も含めて宇宙太陽光発電システムSSPS
(Space Solar Power System)と呼ばれることが多い。ところでこのときにピーター博士が宇 宙太陽光発電を提唱したのには、ある時代背景がある。当時アメリカをはじめとする先進 諸国では、家電の普及により電力需要が急激に増大していったが、石油燃料などの化石燃 料の枯渇が危惧され始めており、様々な代替発電方法が模索されていた。その最中1970 年 代に、中東の情勢不安から原油の高騰を招きオイルショックが発生し、アメリカは解決策 のひとつとして宇宙太陽光発電に目をつけたのである。しかし、米エネルギー省やNAS Aが検討した結果莫大な費用がかかること、またオイルショックが解消されたこともあっ
て、計画は中止となってしまった。その後1990 年代に入ると環境問題、特に地球温暖化へ の関心が高まるようになり、再び宇宙太陽光発電が検討されるようになったという経緯が ある。一方で、日本でもアメリカの研究を受けて1980 年代から研究が進められており、ア メリカが研究をストップしていた間に技術の蓄積を行い、現在では日本が太陽光発電の分 野で世界をリードしているといわれている[1]。 これまで、宇宙太陽光発電で用いられるであろうマイクロ波によるワイヤレスエネルギ ー伝送について述べてきたが、ワイヤレスエネルギー伝送には他にも「電磁誘導型」「電場・ 磁場共鳴型」「レーザ送電型」「超音波送電型」などがあり、それぞれその特長により用途 が分けられると考えられている(図1.1)[2][3] 。 図1.1 ワイヤレス給電の方式とその用途 「電磁誘導型」はその名のとおり電磁誘導を利用したものである。電磁誘導とは、電線 を流れる電流が自分の周りに作る磁界によって近くにある別の電線の電子を振動させ、そ こに電流を発生させる効果である。具体的にはコイルを二つ用いてワイヤレス給電を行う。 一次コイルに交流電圧を印加し交流磁束を発生させ、それを近くにある二次コイルに印加 することで起電力が発生し、電力の伝送が完了する。特徴としては簡易な回路で実現可能 で伝送効率が高く、また扱うことのできる電力、周波数も大きくそれぞれ0.1~1000W程度、 100kHz~10MHz 程度という利点がある。しかし、伝送距離は短く、コイル径の 2.5 倍の 距離まで離れると伝送効率は50%にまで下がってしまう。 「電場・磁場共鳴型」は前述の電磁誘導の効果に加え、電界の結合も利用するという方 式である。電磁誘導型に比べて、長距離・大電力の伝送ができ効率も高いという特徴があ る。2007 年 6 月にはマサチューセッツ工科大学(MIT)が約 2m 離れた 60W の電球を点灯さ せることに成功したという発表を行っている。これら有用な特徴をもつ「電場・磁場共鳴 型」についての研究は当研究室の別の研究グループでも行われている。
「レーザ送電型」は電力をレーザで送信し、半導体で受信することで太陽光発電と同じ 原理によってレーザを電力に変換する、という技術である。静止衛星上から伝送された場 合、レーザ光はマイクロ波よりも大気中での散乱損失が大きい、変換効率が低いという欠 点はあるが、波長が短い分アンテナの寸法が小さくてすむという利点がある。またSPS ほ どの超長距離に限らず、地震や洪水などの被災地への比較的短距離な電力伝送に適してい る。 「超音波送電型」は数十kHz の超音波を発生させて電力を伝送する技術である。受信部 であるマイクにエネルギーを収束させて伝送を行う。気体中に限らず、液体や固体の中で も利用できるというメリットがある。伝送効率は数%程度とまだまだ低いが、私たちの周 りに存在する超音波をかき集めて電力に変換する、という興味深い利用方法も提案されて いる。 そして「マイクロ波送電型」についてだが、これは前述のとおり電力をマイクロ波に変 換して伝送するという技術である。大気中でのエネルギー損失が小さく、長距離の伝送が 可能であるという利点がある。この技術の中で重要なことは3 つあり、「マイクロ波の発生 技術」「効率よく送受電するためのアンテナ技術とビーム制御技術」「マイクロ波から電力 への変換技術」である。「マイクロ波の発生技術」は基本的に、マイクロ波を用いたデータ 通信や加熱技術などと同じである。異なる点は、発生させる電磁波を変調させる必要がな いが、発生効率の高さが求められることである。2 つ目のアンテナ技術とビーム制御技術は、 無線で効率よく電力を伝送するために必要な技術である。特に宇宙太陽光発電においては、 東京から名古屋にある25mのアンテナへ伝送する事ができるような高精度が求められる。 ただし、ユビキタス電源などの応用ではデータ通信と同様に電力を広く放射してそれをひ ろう、というような使い方が想定されるためあまり重視されない場合がある。「マイクロ波 から電力への変換技術」は、ダイオードを用いた整流回路とアンテナを組み合わせたレク テナ(Rectifying Antenna)が効率を決める技術である。レクテナの役割はマイクロ波を受電 し、直流電流に整流することである。ここでの変換効率は、過去の研究から主にダイオー ドが決めていることが分かっている。 これまで、Si(シリコン)や GaAs(ガリウムヒ素)のショットキーバリアダイオードを 用いたレクテナの研究が行われており、その効率は80%~90%と高い値を示している。し かしこれは数mW や数十 mW のような小電力の場合であり、大電力を扱うことができてい ない。これはSi や GaAs では物性上の特性から耐圧の限界が小さく制限されてしまうから である。解決方法としては大電力用に作製されたパワーデバイスを用いる方法があるが、 これでは高周波での特性が悪いためマイクロ波などには使用することができない。また、 高周波用のダイオードを複数個用いて、電力分配、再合成するというような方法もあるが、 効率が下がる原因にもなり、回路の大型化も避けられない。現に、過去の研究でSi ダイオ ードを複数個用いたレクテナの研究では、2.45GHz・100W の入力電力で効率が 55%とい う結果になったが、入力電力を下げ、ダイオード1 つでレクテナを作製すると効率が 80%
近いものが得られたという結果が得られている。 そのため、大電力でマイクロ波の整流を行う上で高効率なレクテナを作製するためには、 高出力かつ高周波動作が可能なダイオードの開発が必要になってくる。 1.2 ワイドバンドギャップ半導体 現代の情報化社会の構築には、半導体技術を中心としたエレクトロニクスの発展が必要 不可欠であり、大きな推進力となってきた。そして、この半導体技術はSi 半導体を用いた 集積回路や様々な電子デバイスをベースとした情報・通信技術であることは言うまでもな い。しかしながらSi は万能ではなく、その物性上の制約から発光デバイスやより超高速の 電子デバイスを実現するために、新たな半導体材料が必要とされてきた。この期待に応え Si エレクトロニクスの狭間を埋めるものとして、GaAs に代表される化合物半導体技術が急 速に発展し、高速大容量の光通信を中心とした光エレクトロニクスの発展により、今日の 高度情報化社会を築き上げた。しかし、現在の社会が直面するエネルギー問題、環境問題 を解決するためには、Si や GaAs などでは十分な性能を発揮できていない。現代社会のエ ネルギーは最終的に電気エネルギーとして使用されることが大半であるが、この電気エネ ルギー利用の高効率化を実現するために期待されるのが、パワー半導体デバイスの大幅な 性能向上である。電気エネルギーの輸送や変換には、電圧・周波数制御などで数多くのパ ワー半導体デバイスが使用されている。よって、これらのパワー半導体デバイスを低損失 化、高性能化することは電力利用の大幅削減に直接結びつき、その効果はきわめて大きい。 そこで求められる半導体材料の特性は、高出力動作が可能でかつ高周波動作も可能という ものである。 その特性を満たす新しい半導体材料の一つがSiC(炭化ケイ素)である。SiC は電子移動度 がSi よりやや小さいが、バンドギャップは Si や GaAs の 2~3 倍ある。ゆえに絶縁破壊電 界がSi や GaAs よりも一桁ほど大きいので高耐圧のデバイスとして期待できる。光学フォ ノンのエネルギーが大きいので電子飽和速度が大きく、Si や GaAs の二倍程度である。こ れは電界印加時の電子の速度が大きいことを示すので、高周波動作を可能とし、しかもそ こで大きな電流を流すことができる。また、SiC は広い範囲(1014~1019cm-3)にわたって p 型、n 型の制御が不純物添加によって容易に行うことができる。そして、SiC は熱酸化が可 能であり、高品質の酸化膜が作製できる。基板の伝導度制御は比較的容易で、伝導性基板 も半絶縁性基板も市販品として入手できる。パワーデバイスの観点からSi と SiC を比較す ると、SiC は絶縁破壊電界が Si に比べて約一桁大きいので、同じ耐圧を持たせようとする とデバイスの厚さが1/10 と小さくすることができる。ゆえに、電力変換時に熱損失の原因 となる ON 抵抗を低くすることができる。さらに扱える電流密度を大きくできるので、デ バイスの小型化が望める。また、熱伝導度もSi の三倍ほど大きいので、熱放射性がよく SiC パワーデバイスでは冷却機構が簡略化できる。これら有用な特性をもつ SiC パワーデバイ スが実現できれば、小型化と共に電力損失をSi の約 1/300 以下にでき、Si では 150℃であ
る動作上限温度を 300℃程度まで増大できるなど各種電気機器の大幅な効率向上と高性能 化が可能となる。 現在、窒化ガリウム(GaN)もまた高出力で高周波動作が可能な新しい材料として期待 されている。前述したように現代社会では情報・通信技術が大きく発展してきた。世の中 を行きかう情報量は今もなお爆発的な増加の一途をたどっている。このような中で、経済 性・利便性の要望が強まっている。すなわち、時間や場所の制約を受けずに必要とする情 報や知識を、誰もが自由に発信・共有できる情報通信環境の実現、いわゆるユビキタス IT 社会実現への要望である。このような情報通信環境を実現する上で必須と考えられている のが、バックボーンの光通信技術と共にアクセス系を中心とするワイヤレス通信技術であ る。ワイヤレス通信システムは、現在までに携帯電話を典型例として飛躍的な進歩を遂げ てきたが、今後予想される爆発的な情報トラフィックの増加に対応するためには、周波数 資源の有効利用と拡大が欠かせない。そのためにはシステムの高周波化、広帯域化そして 高度な変調方式の導入が必須と考えられている。周波数が増加すると、一般に伝播損失は 周波数の2.6 乗に比例して増加する。また、情報量の増加と比例して、必要な高周波電力は 増加する。一方で高度な変復調方式に耐えるためには、きわめて厳しい線形性が要求され る。このようなシステムの要求に応えるためには、高出力・高効率で線形性の良い低消費 電力型高周波デバイスの実現が必要となってくる。低出力では、高周波で雑音の少ないデ バイス開発は GaAs、InP などの従来型化合物半導体を利用して進められてきているが、 GHz 以上の高周波領域で働く高出力デバイスの実現には、ワイドバンドギャップ半導体、 特にGaN が期待されている。前述したように、エネルギー問題、環境問題に対処するため には電気エネルギー利用の高効率化が重要である。現在日本では、インバータ、コンバー タなどの電力変換機器、電源機器を通過して消費される電力量は、総電力供給量の40%に も達しており、電源機器本体の低損失化もエネルギー削減の大きな課題である。このよう な機器の高効率化のためには、デバイスの低 ON 抵抗化と動作周波数の高周波化、スイッ チングスピードの高速化が重要であり、SiC と共に GaN への期待が高まっている。 GaN は、高周波用デバイスとして実用化されているガリウム砒素(GaAs)と同じⅢ-Ⅴ 族半導体であるが、GaAs の高速性に加えてより高出力の動作ができる。表 1.1 は電子デバ イスに用いられる代表的な半導体材料の特性をまとめたものである。電子のドリフト移動 度では GaAs が高い。これが高周波デバイスとして開発実用化された理由である。しかし 高電界の状態にあるデバイスでは電子は飽和速度近くで走行するため、低電界でのドリフ ト移動度よりも飽和速度の方が重要になる。GaN はシリコンの 1×107cm/s、GaAs の 2×107cm/s より高い値が記されており、優れた高周波特性が期待できる。そのため低電界移 動度が高いことも重要な要素である。低電界移動度は GaAs には劣るが、シリコンと同等 である。先にも述べたようにワイドバンドギャップのGaN はシリコンに比べて 1 桁近い破 壊電界を持つ。高周波特性の指標の 1 つである遮断周波数は材料の飽和速度とチャネル長
より高い値を示しており、優れた高周波特性であると言える。これより、GaN 系電子デバ イスは次世代の高周波高出力素子として期待されている。[4][5] 表1.1 主な半導体の物性定数 GaN GaAs Si バンドギャップエネルギー (eV) 3.4 1.4 1.1 電子移動度 (cm2/Vs) 1200(バルク) 2000(2DEG) 8500 1500 電子飽和速度(cm/s) 2.5×107 2×107 1×107 絶縁破壊電界 (V/cm) 3.3×106 4×105 3×105 熱伝導率[W/cmK] 2.1 0.5 1.5 また、ダイオードの性能指標である時定数τ 積(τ = RON×C)の理論解析を式(1.1)に示す。 Kai-Chang 論文では容量を、ゼロバイアスでの容量である Cj0(V=0V の C)で解析してい るが、むしろ電圧変化の全域の平均値であるQtotal/VBの方(積分値容量)が実態に合ってい ると予想しているので、今回は下記式で定義した。 2
4
C B ONE
V
C
R
μ
=
=
τ
(1.1) ここで、VB は耐圧、EC は絶縁破壊電界、μ は電子移動度である。τ 積は移動度と絶縁破壊 電界の 2 乗に逆比例する。周波数を固定した場合、時定数も一定にする必要があるが、そ の場合使用できる最大電圧は移動度と絶縁破壊電界の 2 乗に比例する。このように、高い 絶縁破壊電界を持つGaN がマイクロ波電力整流用ダイオードとして極めて効果的である。 図1.2 に GaN、GaAs、Si の耐圧と字定数 τ の関係性を示す。上述したように、τ の逆数、つ まり同じ周波数で使うとなれば、GaN は Si や GaAs に比べて数十倍もの大電力を扱うこと ができる。1
10
100
1000
Breakdown Voltage [V]
τ = R
ON× C
Si
GaAs
GaN
Si GaAs GaN 10-11 10-12 10-14 10-13 10-15大電力
図1.2 破壊耐圧と τ= RON×C の関係性 ここで、時定数τ の導出について記す。破壊電界 ECの下で所望の破壊電圧VBが得られるよ うに、デバイスパラメータドナー濃度ND、エピ層厚さt、を決める。その値から Ron、C が 下記の計算式で求まる。その結果Ron と C の積である時定数は、 移動度 μ に逆比例 破壊電界強度 Ec の 2 乗に逆比例 破壊電圧 VBに比例 となる。つまり、同一周波数で使うために同一の時定数にするためには最大電圧は、 移動度 μ に比例 破壊電界強度 Ec の 2 乗に比例 となる。さらに、マイクロ波領域で一般的なインピーダンス線路を想定し、同じ特性イン ピーダンスの回路で用いるなら、処理できる電力は電圧の2乗、すなわち 移動度 μ の 2 乗に比例 破壊電界強度 Ec の4乗に比例 と破壊電界が大きなGaN が極めて効果的であることがわかる。1.3 GaN を用いたマイクロ波整流用ダイオード レクテナでの変換効率は整流ダイオードの特性に影響される[4]。実際のダイオードには 半導体とショットキー金属との接合部分に生じる空乏層容量(接合容量)Cj0や、半導体層 の直列抵抗Rs などの影響を考慮する必要がある。なぜなら、抵抗があるということはそこ に電流が流れるだけで熱損失となり効率の低下となる可能性があり、容量があることで、 ダイオードのON・OFF による電荷の充放電による損失や、寄生容量が大きくなるとイン ピーダンス不整合による損失などが想定される。 また、過去の研究やシミュレーションからダイオードの耐圧には理論値以上の耐圧が求 められ、目標としている 100W 入力に耐えるレクテナ整流回路を実現するためには、耐圧 250V、順方向電流 2A 以上が必要である。 レクテナでの整流用ダイオードにおいて、必要な要件は高耐圧、低 ON 抵抗、低寄生容 量である。 ( 1 ) 高耐圧については、先ほど述べた様に入力 RF 電力 100W での大電力レクテナで使 用される場合には、理論値75V、シミュレーション 250V となり、実用環境においても少な くとも100V 以上の耐圧が必要だと思われる。 ( 2 ) 低 ON 抵抗については、順方向電流に影響し、理論値では 4A 以上、シミュレーシ ョンでは2A となっている。ON 抵抗は低ければ低いほどよいと考えられ、研究室での過去 の研究から2Ω以下が望ましいとされる。しかし、ショットキーダイオードにおいて、耐圧 と ON 抵抗はトレードオフの関係にあるため、エピ基板設計やデバイス構造において両者 の兼ね合いが重要となってくる。 ( 3 ) 寄生容量についても、低ければ低いだけいいと考えられる。特に 0V で空乏層容量 が大きく、0V 時の寄生容量が重要視されている。これはデバイスの面積を小さくすること が重要である。過去の研究から0.1~1pF 程度に抑えることが必要だと思われる。 本研究室では、これらの目標を達成するためにこれまで研究を行ってきた。図1.3 に過去 に作製した、ダイオードの断面図を示す。 図1.3 過去の研究のダイオード構造
Cathode
Ti/Al/Ti/AuAnode
Ni/Au 2μm×100 μm Au electrode Filed Plates Structure (FP)SiO
2SI-SiC
n
+‐GaN
n
-‐GaN
耐圧は、n--GaN 層の不純物濃度と厚さで決定される。ここではNd=1×1017cm-3で厚さ 1.4μm のものを用いている。また、アノード電極端での電界集中も耐圧に影響するので、
SiO2膜を用いたフィールドプレート構造を用いている。ON 抵抗は、一次元で考えると
n--GaN 層の縦方向の抵抗成分、n+-GaN 層の横方向の抵抗成分がある。n+-GaN 層は Nd=5
×1018cm-3で1.2μm のものを用いている。これらの設計方法は三章のデバイス設計で詳し く述べる。表1.2 にこのダイオードの特性結果を示す。 表 1.2 目標値 測定値 耐圧 100 V 90 V ON 抵抗 2 Ω 2.1 Ω 容量 2 pF 3.69 pF どの結果も目標値に近い値を示してはいるが、まだ目標値には達していない。これはド リフトGaN 層が厚いため、ON 抵抗が高くなったことがある。また、電極間距離の短縮や オーミック接触の向上についても改善の余地がある。フィールドプレート構造を用いて耐 圧向上を達成したが、逆に寄生容量が増えていた。このダイオードでレクテナを作製し、 その効率を測定したが入力電力 2.45GHz・5Wで 74.4%であった。効率を悪くしている原 因としては抵抗成分による熱損失と、高周波での損失を与える容量がある。効率を上げる ためには、次のことが必要である。 (1)抵抗成分の低減。抵抗成分を低減するためには、ドリフト層厚さの低減、かつ不 純物濃度の増加が方法の一つである。その場合、耐圧は犠牲になる。プロセス制限はある ものの、電極間距離の短縮はデバイス構造によりON抵抗を改善する方法である。また、 オーミック接触を改善することで、寄生抵抗の低減に効果がある。 (2)寄生容量の低減。フィールドプレート構造を無くす、電極面積を低減することに より、寄生容量の低減ができる。その場合、新型デバイス構造が必要である。 更に、デバイスフィンガー数あるいは面積を大きくすることにより、寄生抵抗の低減に も効果があるが、寄生容量も同時に増える。これに関して設計のトレードオフが必要であ る。
1.4 本研究の目的 これまで述べてきたように、過去の研究ではいまだ目標値には達していない。しかし、 耐圧とON 抵抗にはトレードオフの関係があるため、両方を大幅に上げることはできない。 そこで、本研究ではレクテナの変換効率に大きく影響するダイオードの ON 抵抗と寄生容 量を低減させることを目的とする。ON 抵抗を低減するために、デバイス再設計、エピ構造 の再設計、オーミックプロセスの改善を行った。寄生容量を低減するために、金メッキプ ロセスを用いて、アノードショットキー電極と金配線をセルフアライン化する方法を開発 した。また、低ON 抵抗でかつ耐圧も維持する手法の可能性を探った。 1.5 本論文の構成 本論文は第一章から第四章で構成されている。第一章では研究背景やこれまでの研究結 果を述べてきた。第二章では本研究で用いる新構造のための金メッキプロセス開発の結果 について述べる。第三章では新構造のダイオードを作製し、その特性を示す。第四章では 本研究の結論を述べる。
第
2 章 金メッキを用いたショットキー接合の試作と評価
本章では新構造を作製するために金メッキを用いたショットキーダイオードを試作し、 その評価を行うことで、金メッキプロセスの最適化を目指す。 2.1 金メッキについて メッキにはいろいろな種類があるが、本研究で用いたのは電気メッキである。電気メッ キは直流電流を使うメッキ法で、メッキしたい物質(金属など)を含む溶液から陽イオン を還元させ、電導性のある物体にその物質の薄い層を形成させる。金メッキでは Au+の液 体の入った容器に陽極・陰極を入れ直流電流を流すと、Au+と陰極の e-が陰極の表面付近 で化学反応して、陰極に金が堆積していく。堆積速さは電流密度で決まり、堆積厚さは電 流を流す時間で決まる。電流密度が高いとめっきの形成が速くなるが、速すぎると密着性 が悪くなり、膜の品質も低下する。そのため、適切な電流密度に設定してやることが必要 である。図2.1 に金メッキ装置の概要を示す。 Au+ Au+Pt
陽極I
電流計 電流源I
サンプル 陰極 図2.1 金メッキ装置の概要2.2 試作プロセス
本実験で用いたエピの構造を図2.2 に示す。サファイア基板上に MOCVD (metal organic
chemical vapor deposition) 法でバッファー層、n+-GaN 層( Si:5×1018cm-3)を 1μm、
n-GaN 層( Si:1×1017cm-3)を 1μm 成長した構造である。
sapphire
buffer layern
+-GaN 1μm
5×10
18cm
-3n-GaN 1μm
1×10
17cm
-3 図2.2 エピ構造 上記のエピに金メッキプロセスを用いてショットキー接触の製作を行った。プロセスフ ローを図2.3 に示す。まず、カソードのオーミック電極を形成するためにスパッタ装置を用 いてTi/Al/Ti/Au を 50/200/40/40nm の厚さで堆積させた。その後窒素雰囲気中で 850 度 1 分のアニールを行った。次にショットキー電極を金メッキで形成するために下地金属Ni/Au を堆積させた。今回のプロセスでは下地金属が薄いほうがリフトオフを行いやすいが、Ni の厚さが薄くなると、ショットキー特性に何らかの影響を与える可能性があるため、Ni の 厚さを変えて特性を確かめる。このとき上のAu 層の厚さはすべて 10nm で下の Ni 層の厚さは10nm(サンプル No.1), 20nm(サンプル No.2),30nm(サンプル No.3), 40nm(サ
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3
オーミックリソグラフィ
Ti/Al/Ti/Au=50/200/40/40nm
堆積(スパッタ)
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3Ti/Al/Ti/Au
フォトレジスト
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3リフトオフ
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3(N
2雰囲気中
850℃1 分)
オーミックアニール
下地金属リソグラフィ
Ni/Au
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3Ni/Au=10,20,30,40/10nm
堆積(スパッタ)
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3金メッキリソグラフィ
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3Au
Au=1.5μm堆積
(金メッキ)
buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3Au
完成
リフトオフ
まず、リフトオフには大きな問題なく、マスクの設計通りに電極などが形成できている かを確認した。四種類のサンプルの拡大写真を図2.4 に示す。No.1 ではリフトオフには殆 ど残留なく、パターンがきれいにできていることを確認した。No.2、No.3 と No.4 のサン プルではNi の厚さの増加により、堆積金属が残っており微細なパターンでは使えないこと が分かる。 No.1 No.2 No.3 No.4 図2.4 サンプルの拡大写真
2.3 ショットキー接触について まず、ショットキー接触の原理について解説する。半導体デバイスには電圧を印加し、 電流を流すために電極が不可欠である。その電極(金属)と半導体の接触における特性は整流 性を示すものとオーム性を示すものがある。前者はショットキー接触として、後者はオー ミック接触として用いられる。この違いは金属と半導体の仕事関数(φm)の違いに基づいてい る。仕事関数は真空準位とフェルミ準位の間のエネルギー差である。ここで金属と n 型半 導体における接触前後のエネルギーバンド図を図2.5 に示す。仕事関数の間に φm>φsの関 係がある場合、金属と半導体が親密な接触を形成すると、金属-半導体界面にポテンシャル 障壁が形成される。両者が接触すると、半導体の導電帯にある電子は金属側に移動し、後 にはイオン化したドナー(正電荷)が残される。フェルミ準位が一致したところで平衡状態に 達すると、半導体表面にはイオン化ドナーが残されるので、金属側より高電位となり、電 子にとってはこれが図2.6 のような電位障壁ができる。 この障壁の大きさを半導体側から 見る場合の大きさを拡散電位Vbi、金属側から見る場合をショットキー障壁高さφbと呼ぶ。 理想的なショットキー接触ならば障壁高さは
χ
φ
φ
b=
q
m−
q
(2.1) と表される。ここでχ は半導体の電子親和力である。この金属-半導体界面の障壁高さ φbを 測定するためによく使われる方法として電流-電圧(I-V)特性と空乏層容量-電圧(C-V)特性が ある。また、障壁を半導体側から見た場合、その高さは以下のようになる。 S m biq
q
qV
=
φ
−
φ
(2.2) χ qφm 金属 n 型半導体 Ef φs qφb =φm-χ Ef qVbi n 型半導体 金属 図2.5 接触前のバンド図 図2.6 接触後のバンド図 オーミック接触というのは、基本的には仕事関数の低い金属を選択して、障壁高さを限 りなくゼロにしたものである。また、オーミックをとる方法としては、障壁高さをなくす こと以外にも、高濃度にすることや、トンネル効果、アニールなど様々な方法がある。さらに、逆方向リーク電流が起こる機構について示す。ショットキーダイオードは、理 論的に、pn ダイオードと比べて、逆方向バイアスを高くしていくと逆方向リーク電流値が どんどん増加していく。その理由としては、ショットキーダイオードは、逆方向にバイア スをかけると、図2.6 でいう金属のフェルミ準位が上に、半導体のフェルミ準位が下にいく ようにバンドが曲がる。すると、電気影像法の原理で、金属側に流れた電子が、接触境界 を境に、反対側にも存在しているようにみえ、そこにあたかも正と負の電荷があるように みえ、金属側にマイナス、半導体側にプラスとなり、半導体側から金属側にクーロン力が 発生する。このクーロン力が、ショットキー障壁を曲げ、それによって障壁高さが小さく なり、電流が流れる、これがショットキーダイオードのリーク電流であり、ショットキー 効果と呼ばれるものである。しかし、実際に作製したデバイスでは、リーク機構は、ショ ットキー効果だけでは説明できない。他には、トンネル効果や、表面や、バルク中、半絶 縁性基板中といったトラップ準位の影響(正バイアス帯電、負バイアス帯電)、結晶欠陥、 転移密度によるもの、ダイオードエッジ電界集中による、リークパスの形成など様々なも のが考えられる。
2.4 ショットキー接触の評価 作製したサンプルの電気特性の評価を行った。図2.7 に示すように評価パターンは円形シ ョットキーダイオードである。電極間距離は8μm で、円形ショットキーパターンの直径は 140μmと 190μmの二種類がある。 C-V 特性と C-V 特性から算出したキャリア分布を図 2.8-2.11 に示す。測定機器には LCR メータ(旧 HP 社製、4284C)を用いた。測定周波数 1MHz、印加電圧 2~-10V で step は-0.1V、 Hold Time は 1s、Delay Time は 1s、積分時間は medium にして行った。
sapphire buffer layer n+-GaN 1μm 5×1018cm-3 n-GaN 1μm 1×1017cm-3 ohmic 下地金属 Ni/Au 金メッキ 8μm 図2.7 サンプル構造と測定パターン
0.0E+00 2.0E-12 4.0E-12 6.0E-12 8.0E-12 1.0E-11 1.2E-11 1.4E-11 -10 -8 -6 -4 -2 0 2 Voltage(V) C a pa ci ta nce(F ) 0.0E+00 1.0E+16 2.0E+16 3.0E+16 4.0E+16 5.0E+16 0.0 0.2 0.4 0.6 0.8 1.0 Xd[μm] Nd [c m -3] (a) (b) 図2.8 サンプル No.1 の C-V 特性(a)とキャリア分布(b) 0.0E+00 5.0E-12 1.0E-11 1.5E-11 2.0E-11 2.5E-11 -10 -8 -6 -4 -2 0 2 Voltage(V) C a pa ci ta nce( F ) 0.0E+00 1.0E+16 2.0E+16 3.0E+16 4.0E+16 5.0E+16 0.0 0.2 0.4 0.6 0.8 1.0 Xd[μm] N d [c m -3] (a) (b) 図2.9 サンプル No.2 の C-V 特性(a)とキャリア分布(b) 0.0E+00 5.0E-12 1.0E-11 1.5E-11 2.0E-11 2.5E-11 -10 -8 -6 -4 -2 0 2 Voltage(V) C a pa ci ta nce(F ) 0.0E+00 1.0E+16 2.0E+16 3.0E+16 4.0E+16 5.0E+16 0.0 0.2 0.4 0.6 0.8 1.0 Xd[μm] N d [c m -3] (a) (b) 図2.10 サンプル No.3 の C-V 特性(a)とキャリア分布(b)
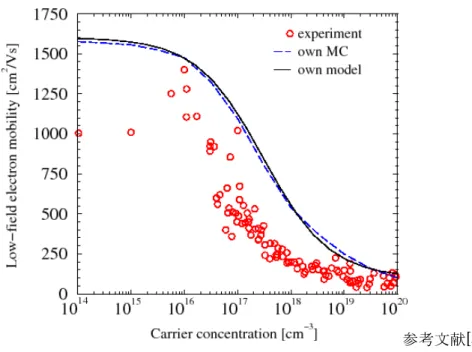
0.0E+00 5.0E-12 1.0E-11 1.5E-11 2.0E-11 2.5E-11 -10 -8 -6 -4 -2 0 2 Voltage(V) C a pa ci ta nce(F ) 0.0E+00 1.0E+16 2.0E+16 3.0E+16 4.0E+16 5.0E+16 0.0 0.2 0.4 0.6 0.8 1.0 Xd[μm] N d [cm -3] (a) (b) 図2.11 サンプル No.4 の C-V 特性(a)とキャリア分布(b) キャリア分布をみるとNo.1~No.4 のどれも設計値の 1×17[cm-3]よりも小さいものであ ることが分かった。特にNo.1 はキャリア密度が小さいため抵抗率が大きいことが予想され る。それぞれ値が異なるのは、同じウェハでも切り出す箇所によってドーピング濃度が異 なるためである。特にウェハの端はキャリア濃度が設計値と異なる場合が多い。 次に各サンプルの電流―電圧(I-V)特性とI-V特性から算出したショットキー接 触の理想因子nと障壁高さΦbを示す。
0
0.02
0.04
0.06
0.08
0.1
0
0.5
1
1.5
2
Voltage(V)Cu
rr
e
n
t(
A
)
No.3 No.4 No.2 No.1 図2.12 (a) 順方向の I-V 特性(リニア)1.E-12 1.E-11 1.E-10 1.E-09 1.E-08 1.E-07 1.E-06 1.E-05 1.E-04 1.E-03 1.E-02 1.E-01 -10 -8 -6 -4 -2 0 2 Voltage(V) Cu rr e n t( A ) 図2.12 (b) I-V 特性(対数) 0.9 1.0 1.1 1.2 1 2 3 4 サンプルNo. n 図2.13 (a) ショットキー接触の理想因子n値
0.5 0.6 0.7 0.8 0.9 1 1.1 1 2 3 4 サンプルNo. Φb [e V ] 図2.13 (b) ショットキー接触の障壁高さΦb 図2.12 では四種類のショットー接触の電流-電圧特性を示してある。この図から通常 なショットー特性であることが判った。図2.13 ではそのショットー接触の電流-電圧特性
から計算した理想因子n値と障壁高さΦbを示してある。No.1 と No.2 より、No.3 と No.4
サンプルの立ち上がり電圧は低くなっている。逆方向の電流から見ると、サンプルごとに は顕著な差がないが、低いバイアスではNo.3 と No.4 の方にはリーク電流が高いと見られ る。理想因子n値と障壁高さΦbを確認すると、No.3 と No.4 の方にはn,Φbともに低くな ったことが分かった。障壁高さの差から立ち上がり電圧と逆方向リーク電流の差を説明で きる。また、各サンプルのnとΦbの差は下地Ni 金属の厚さの傾向と一致していないため、 下地金属の厚さの違いによるものとは考えにくい。これはサンプルの結晶性の違いやプロ セス上での不均一性であると考えられる。特に今回は下地金属蒸着前に表面処理のための 塩酸処理を行っていないため、自然酸化膜などが残りΦbに影響していることが考えられる。
2.5熱安定性の評価 通常ショットキー電極を形成した後に、ポストアニールを行うことでショットキー界面が 安定し特性が向上するといわれている。そこでよく用いられるショットキーアニール条件 の 300 度 10 分を行った。また、想定される使用環境での熱安定性を見るために、さらに 400 度 60 分のアニールを行って特性の変化を調べた。図 2.14 にアニール前後の代表的な I-V 特性を、図 2.15 には I-V 特性から算出したn,Φbを示す。
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
0
0.5
1
1.5
Voltage(V)
C
u
rre
nt
(A
)
2
as-grown 300℃10分 400℃60分0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
0
0.5
1
1.5
Voltage(V)
C
u
rre
nt
(A
)
2
as-grown 300℃10分 400℃60分 図2.14 アニール前後の I-V 特性 1 1.025 1.05 1.075 1.1 1.125 1.15 as-grown 300℃10分 400℃60分n
1 2 3 4 2.15 (a) I-V 特性から算出した理想因子0.6 0.7 0.8 0.9 1 1.1 as-grown 300℃10分 400℃60分 Φb
1
2
3
4
図2.15 (b) I-V 特性から算出した障壁高さ図2.14 に示してあるアニール前後の I-V 特性を見ると、No.3 と No.4には顕著な変化が
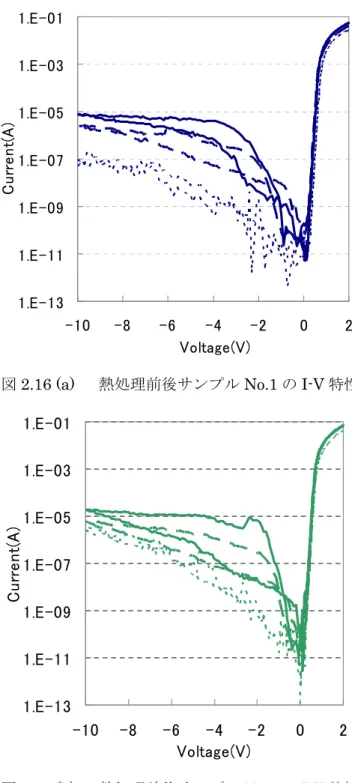
無いが、No.1と No.2 には変化が見られている。これは元々オーミック接触があまり良く 無く、アニールを行うことによりオーミック接触が変化していると考えられる。また、ア ニールを行うことで n 値が収束していることが分かる。これはアニールによってショット キー界面が緊密になったためだと考えられる。Φbに関してはすべてのサンプルで若干上昇 している。 次に各サンプルのON電圧とV=-10[V]でのリーク電流密度を見てみる。図 2.16(a)-(d)に は各サンプルの I-V 特性の縦軸を対数で表したものを示す。as-grown が実線、300 度 10 分が破線、400℃60 分が点線で示してある。そこから導出したON電圧とリーク電流密度 の変化を図2.17 と図 2.18 に示す。ON電圧は電流密度が 200 [A/cm2]の点での電圧とする。 リーク電流は電極の大きさが異なるデータの平均を取るために電流密度で表す。
1.E-13 1.E-11 1.E-09 1.E-07 1.E-05 1.E-03 1.E-01 -10 -8 -6 -4 -2 0 2 Voltage(V) C ur rent (A )
図2.16 (a) 熱処理前後サンプル No.1 の I-V 特性
1.E-13
1.E-11
1.E-09
1.E-07
1.E-05
1.E-03
1.E-01
-10
-8
-6
-4
-2
0
2
Voltage(V)
C
u
rre
n
t(
A
)
図2.16 (b) 熱処理前後サンプル No.2 の I-V 特性1.E-13
1.E-11
1.E-09
1.E-07
1.E-05
1.E-03
1.E-01
-10
-8
-6
-4
-2
0
2
Voltage(V)
Cu
rr
e
n
t(
A
)
図2.16 (c) 熱処理前後サンプル No.3 の I-V 特性1.E-13
1.E-11
1.E-09
1.E-07
1.E-05
1.E-03
1.E-01
-10
-8
-6
-4
-2
0
2
Voltage(V)
C
ur
rent
(A
)
図2.16 (d) 熱処理前後サンプル No.4 の I-V 特性0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
as-grown
300℃10分
400℃60分
O
N
電圧[
V
]
1
2
3
4
図2.17 熱処理前後各サンプルの ON 電圧 1.E-04 1.E-03 1.E-02 1.E-01 1.E+00 as-grown 300℃10分 400℃60分 リ ー ク 電流密 度[ A / c m 2 ]1
2
3
4
図2.18 熱処理前後各サンプルのリーク電流(-10V)ON電圧を見るとアニールを行うことによって上昇しており、Φbがアニールによって上 昇したことと相関がもてる。しかし、リーク電流を見るとΦbとの相関性が見えない。図2.19 にON抵抗の変化を示す。ON抵抗を見るとNo.1 と No.2 のサンプルが 400 度 60 分のア ニールを行うことで大きく上昇している。このことからNo.1 と No.2 のリーク電流が大き く減少したのはショットキー特性の変化ではなくオーミック電極自体の抵抗が変化したの ではないかと考えた。
0
5
10
15
20
25
30
35
40
as-grown
300℃10分
400℃60分
ON
抵抗[
Ω]
1
2
3
4
図2.19 熱処理前後各サンプルの ON 抵抗2.6 センス端子を用いた測定
ここまでの I-V 測定では全て 2 端子測定方法であり、オーミック電極の直列抵抗も含め
られている。特にオーミック特性が悪い場合は、理想因子と障壁高さの評価には影響が少 ないが、ON 電圧と ON 抵抗の評価には直列抵抗の影響は無視できない。そこで、I-V 測定
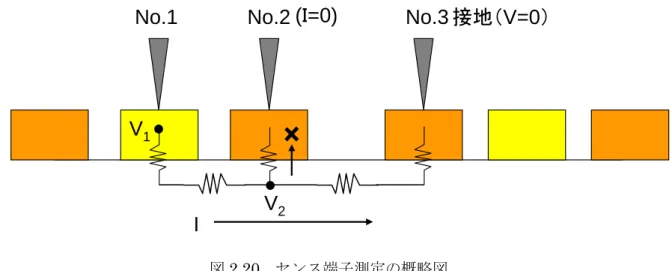
を2 端子ではなく 3 端子で測ることにした。測定方法を図 2.20 に示す。
通常は図2.20 の No.1 と No.2 の端子だけを使って I-V 測定を行うが、今回は 3 つ目のセ
ンス端子も用いて測定を行う。No.1 は電圧を 5~-10Vまで変化させ、No.2 は電流が流れ ないように設定して(I=0)電圧を測定し、No.3 は接地とする。No.2 は電流を流さないよ
うにしているのでNo.2 の端子で測った電圧は図 2.20 のV2ようになる。No.1 の電流、電
圧値、No.2 の電圧値の3つのデータを取り、I-V 特性を No.1 と No.2 間の電圧V12、No.1
の電流I1で表す。このように3 端子で測定することでオーミック電極の抵抗成分を除いた
I-V 測定ができる。
(I=0)
接地(V=0)
No.1
No.2
No.3
V
2I
V
1図2.20 センス端子測定の概略図
2 端子方法で測定した I-V 特性を図 2.21 (a),(b)に、センス端子を用いて測定した I-V 特
0 0.02 0.04 0.06 0.08 0.1 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 電圧[V] 電流 [A ] 図2.21 (a) 2 端子測定方法での I-V 特性(リニア) 1.E-14 1.E-13 1.E-12 1.E-11 1.E-10 1.E-09 1.E-08 1.E-07 1.E-06 1.E-05 1.E-04 1.E-03 1.E-02 1.E-01 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 電圧[V] 電流[ A ] 図2.21 (b) 2 端子測定方法での I-V 特性(対数)
図2.22 (a) センス端子を用いた I-V 特性(リニア) 1.E-14 1.E-13 1.E-12 1.E-11 1.E-10 1.E-09 1.E-08 1.E-07 1.E-06 1.E-05 1.E-04 1.E-03 1.E-02 1.E-01 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 電圧 [V] 電流 [A ] 図2.22 (b) センス端子を用いた I-V 特性(対数)
0 5 10 15 20 25 30 35 40 1 2 3 4 Ron 2端子 3端子 図2.23 測定方法違いによる ON 抵抗の変化 ON抵抗を見ると通常の2 端子測定に比べて下がり、また値のばらつきも小さくなってお
り、3 端子での測定が有効であることがわかる。No.1 と No.2 は No.3 と No.4 に比べてO
N抵抗が大きく下がり、図2.19 で見たON抵抗の変化は主にオーミック電極の抵抗率の変 化であると考えられる。 2.7 まとめ (1)金メッキを用いてショットキー接合を製作した。ショットキー接触の特性を調べ るために、下地金属Ni の厚さを変えて比較した。 (2)微細なパターンを扱う上ではより薄い下地金属が求められるので、完成後のサン プル写真を見ると下地金属はNi=10nm のものが有効であると考えられる。 (3)サンプルによってショットキー接触理想因子nと障壁高さΦbに差が出たが、ポス トアニールを行うことで n 値の差は収束した。ゆえにこの差は結晶性の違いやプロセス上 での不均一性であると考えられる。Φbに関してはすべてのサンプルで若干上昇した。 (4)アニールを300 度 10 分、さらに 400 度 60 分行ったが、400 度 60 分アニールを 行うとオーミック電極の抵抗が増大した。 以上のことから、金メッキを用いたショットキー接触を作成するためには、下地金属の 厚さはNi=10nm で、ショットキー金属形成後のアニールは 300 度 10 分が有効であると考 えられる。
第
3 章 マイクロ波整流用のショットキーダイオード
前章での結果を踏まえて、マイクロ波整流用のショットキーバリアダイオードを試作し、 その評価を行った。まず、デバイスの設計やプロセスの詳細について述べ、オーミック電 極の評価について述べる。そして、最後にショットキーダイオードの評価を行い、マイク ロ波整流用デバイスとしての可能性を述べる。 3.1 デバイス設計 デバイス設計を行う上で、耐圧を決定するための理論を述べる。今回作製するような縦 型構造のショットキーダイオードの耐圧は n--GaN 層のドーピング濃度と厚さで決定でき る。ダイオードの電界とエピ厚さ(空乏層)の関係を図3.1 に示した。まず理論耐圧の式を 導き出す。電界は電極から、基板への方向のみにかかるとし、一次元構造で近似してポア ソンの方程式を解く。n 形半導体のショットキー接触の場合、イオン化したドナーによる正 の空間電荷が電界に関与する。一次元構造を考えると、ポアソン方程式は次のようになる。( )
0 2 2ε
ε
ρ
sdx
x
V
d
−
=
(3.1) ただし、xは金属と半導体の界面を原点とする。εs、ε0はそれぞれ真空の誘電率、半導体 内の比誘電率である。ドナーが完全にイオン化していると、空乏層内では(
N
n
q
d−
=
)
ρ
(3.2) となり、空乏層の外では電荷中性条件が成り立ち、ρ=0 である。空乏層端のごく近傍の空 乏層内では、導電帯にわずかの電子が存在している。したがって、空間電荷の分布は空乏 層端でわずかになだらかになる。しかし、電子密度 n がマクスウェル・ボルツマン分布に 従う場合、q(Vd-V(x))≫kT であれば、近似的に n≪Ndとでき dqN
≈
ρ
(3.3) とおける。 式(3.1)を解くに当たっての境界条件を( )
0
=
0
V
(3.4)( )
W
V
V
V
dx
dV
d W x−
=
=
=,
0
(3.5) とする。ここで、W は空乏層端の座標であり、式(3.5)では、空乏層にのみ電界がかかり、 空乏層端での電界は0 としている。これを用いて式(3.1)の両辺を積分すると、( )
)
(
)
(
W
x
dx
x
dV
x
E
=
=
−
−
ε
ε
s 0ρ
(3.6)( )
(
)
2 02
W
x
qN
V
V
x
V
s d d−
−
−
=
ε
ε
(3.7) を得る。また空乏層幅W は(
V
V
)
qN
W
d d s−
=
2
ε
ε
0 (3.8) 式(3.6),式(3.8)から空乏層内での最大電界 Eb は、x=0 の時得られ(
V
V
)
N
W
qN
Eb
d s d s d=
−
=
0 02
ε
ε
ε
ε
(3.9) 上式においてV
=
−
Vb
とおき、d
b
V
V
>>
として変形すると、絶縁破壊耐圧Vb が得られる。 2 02
qN
Eb
Vb
d sε
ε
=
(3.10) GaN の絶縁破壊電界は理論上 3.3×106[V/cm]だが、結晶性の問題などから絶縁破壊電界は 多少小さくなり実際には約2.0×106[V/cm]程度とされる。逆方向に絶縁破壊電圧 VBに相当 する電圧を加えた際に、ショットキー電極と半導体の接合部の電界E が GaN の絶縁破壊電 界EBになり、そのとき接合部から伸びた空乏層がn--GaN 層と n+-GaN 層の境界にちょう ど達するようにn--GaN 層の厚さを調節する。電界
基板方向厚さ
x
空乏層幅
ショットキー接合部
n
+-GaN層
金属
ε
dqN
−
耐圧(面積)
電界
基板方向厚さ
x
空乏層幅
ショットキー接合部
n
+-GaN層
金属
傾き
Eb
ε
dqN
−
耐圧(面積)
n--GaN 層次に、ON 抵抗の設計について述べる。縦方向の抵抗は n--GaN 層ドーピング濃度と厚さ に左右される。n--GaN 層のドーピング濃度を上げれば ON 抵抗は下がるが耐圧も下がる。 厚さを薄くすれば、ON 抵抗は下がるが耐圧も下がる。このように耐圧と ON 抵抗はトレー ドオフの関係にあるので、設計上では注意しなければならない。また、横方向の抵抗は n+-GaN 層のドーピング濃度と厚さで決まる。ここは耐圧には影響しないため、ドーピング 濃度はできるだけ高く、また横方向の電流経路なので厚さは厚いほうが良い。 以上のことを踏まえ、表3.1 にエピの設計値を示す。今回は比較のため数種類のエピを用 意した。 表3.1 エピの設計値 sample name a b c d e f 表面GaN 層 n-GaN 0.1um 1E17 表面30nm エッチング p-GaN 10nm 1E19
n—GaN 層 n-GaN 1.4um
5-6E16 n-GaN 0.4um 3E17 n-GaN 0.3um 3E17 n-GaN 1um 1E17 n-GaN 1um 1E17 n-GaN 1um 1E17 n+-GaN 層 n-GaN 1.2um >5E18 n-GaN 3.1um ρ=10mΩcm n-GaN 3.1um ρ=10mΩcm n-GaN 3.1um ρ=10mΩcm n-GaN 3.1um ρ=10mΩcm n-GaN 3.1um ρ=10mΩcm
buffer 層 un-AlN buffer buffer buffer buffer buffer
基板 SiC Sapphire Sapphire Sapphire Sapphire Sapphire
a については従来の構造で耐圧 100V以上を達成できたもので、比較のために試作を行う。 b は耐圧を犠牲にして ON 抵抗の向上を狙う。理論耐圧は約 38Vである。c は b と同程度 のON 抵抗を想定し、表面に少し濃度の低いn層を堆積させることでより高耐圧を狙う。d は従来のエピで比較のために試作を行う。理論耐圧は約115Vだが、過去の研究結果より耐 圧約90V程度と予想される。e は従来エピの No.4 に表面処理の工程を加えより高耐圧を狙 う。f は d の表面にp層を堆積させたものでダイオードエッジに p 層のガードリングを設置 することでより高耐圧を狙う。 n+-GaN 層は、可能な限り抵抗を下げるような条件でキャリア濃度と厚さを調整したものを用意した。シ ート抵抗で言うと、厚さ10μmで 10Ωを想定してある。
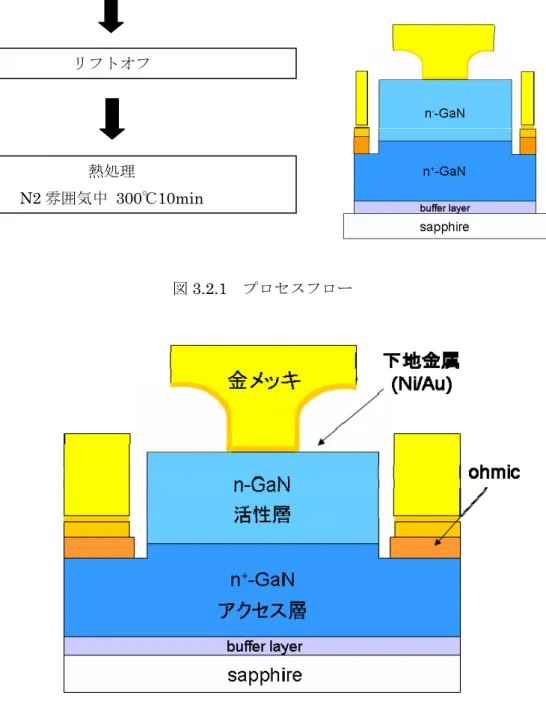
3.2 プロセスフローとデバイス構造 プロセスフローを図3.2.1 に示す。大まかなプロセスは前章での試作と同じだが、縦型ダ イオードにするためMESA エッチングなどの工程が加わっている。 まずe のみ ICP 装置で表面を 30nm 全面エッチングする。次に、MESA エッチングを行 うためのマスクとしてSiO2を300nm 堆積させ、n+GaN 層までエッチングを行う。このと きエッチング深さには多少のバラツキがあるため余裕を持ってn-GaN 層よりも 0.2μm深 くエッチングする。次にMESA エッチングと同様にマスクとして SiO2を300nm 堆積させ、 基板までアイソレーションのエッチングを行う。次に、希塩酸で表面の自然酸化膜の除去 を行い、スパッタ蒸着でオーミック電極を形成し、オーミックアニールを行う。ここでア ニールを行うのは、電極の合金化やn-GaN と電極界面を緊密化し抵抗を下げるためである。 前章の試作ではオーミック電極の抵抗が高かったため、オーミック金属の種類やアニール 温度を変えたものも作製した。次に、金メッキの下地金属とオーミック電極の接触を良く するためにTi/Au=30/70nm をスパッタ蒸着する。次に f のみ ICP 装置で 30nm のエッチン グを行う。これは、p 層を削り n 層とのショットキー接触を形成するためである。次に希塩 酸処理をした後、前章で結論付けたように金メッキのための下地金属をスパッタで Ni/Au=10/10nm を蒸着する。このとき Ni を用いているのは GaN 層との接着を良くするた めである。そして最後に、金メッキ法を用いてAu=2μm 堆積して、熱処理 300℃10 分を 行った。完成したデバイス構造を図3.2.2 に示す。 今回のデバイスが過去の研究と大きく違うのはショットキー電極の形状である。過去の 研究では、電極端での電界集中を緩和するためにSiO2膜を用いたフィールドプレート構造 を用いていたが、これでは耐圧を上げることはできても寄生容量が増えてしまうという問 題があった。このとき発生する寄生容量はショットキー接合による空乏層容量のほかにも、 SiO2膜を絶縁層としたキャパシタ構造ができてしまい、そこに寄生容量が発生してしまう。 そこで今回は、SiO2膜を用いずに図3.2.2 のような構造を作製することで、耐圧を維持しつ つ寄生容量の低減を狙っている。
表面エッチング 30nm 表面エッチング なし SiO2 膜 300nm 堆積 80count/3min (1:4), 110℃/8min HPR1183L/3000rpm, 110℃/4min, [MESA リソグラフィ] SiO2 膜 ウェットエッチング フッ酸 ICP エッチング
リフトオフ SiO2 膜 300nm 堆積 80count/3min (1:4), 110℃/8min HPR1183L/3000rpm, 110℃/4min, [ISO リソグラフィ] SiO2 膜 ウェットエッチング フッ酸
ICP エッチング
リフトオフ
80count/3min (1:4), 110℃/8min, UV: 80℃/3min, 塩酸:純水=1:1/5min
HPR1183L/3000rpm, 110℃/5min, [CATHODE リソグラフィ]
リフトオフ 80count/3min (1:4), 110℃/8min HPR1183L/3000rpm, 110℃/5min, [CATHODE_COVER リソグラフィ] 逆スパッタ150W/3min, Ti/Au=30/70nm CATHODE_COVER 金属 スパッタ蒸着 リフトオフ
[下地金属リソグラフィ] HPR1183L/3000rpm, 110℃/5min, 90count/2min (1:4), 130℃/8min, O2 plasma 100W/1min,塩酸:純水=1:1/1min 下地金属 スパッタ蒸着 Ni/Au=10/10nm [金メッキリソグラフィ] HPR1183L/3000rpm, 110℃/5min, 90count/2min (1:4), 130℃/8min, O2 plasma 100W/1min,塩酸:純水=1:1/1min 金メッキ 2mA/5min + 4mA/25min
リフトオフ
熱処理
N2 雰囲気中 300℃10min
図3.2.1 プロセスフロー
3.3 オーミック電極の評価 ここでは前章のオーミック電極の特性が悪かった結果を踏まえて、オーミックの電極材 料やアニール条件などを変えたサンプルのオーミック電極の評価を行う。 半導体デバイスは異種材料の接触界面から構成されていると言っても良いほど、界面の 占有率が高く、電流は多くの界面を横切って流れなければならない。従って、半導体デバ イスの性能は界面構造によって決定されるともいえる。さらに近年、デバイスの微細化が 進むとともに界面構造がデバイスの性能に与える影響はより大きくなっている。ここでは その界面構造によって発生する、コンタクト抵抗について評価を行った。通常、異種材料 を接触させると材料表面の不均一性などにより抵抗が生じ、これはコンタクト抵抗(接触 抵抗)と呼ばれる。コンタクト抵抗は排除できない抵抗(寄生抵抗)であるが、これはデ バイスの性能に熱損失などの形で悪影響を及ぼすため、できるだけ小さいほうが望ましい。 半導体と金属の接触によるコンタクト抵抗は、10-5Ωcm2以下が求められ、できれば 10-7 Ωcm2ほどが望まれる。[7] 一般に、コンタクト抵抗の測定はその値に対する精度に応じて二つの測定方法があり、
10-7Ωcm2以上の抵抗を求める場合には、TLM(transmission line model)法が用いられ
る。一方10-7Ωcm2以下の極めて小さな抵抗を測るためには、精度の高い測定方法が求め られるため、クロスケルビン法が用いられる。今回の測定で求めるものは、n+-GaN とオ ーミック金属間の抵抗はもちろんだが、新たに導入した金メッキ関連の抵抗も求めたい。 つまり、オーミック金属と下地金属間の抵抗、下地金属と金メッキの抵抗である。これら の抵抗は金属間の抵抗であるため極めて低いことが予想される。よって今回、TLM 法に加 えてクロスケルビン法を用いてコンタクト抵抗の評価を行った。 表3.3.1 には評価を行うオーミック電極の材料やアニール条件を示す。使用ウェハは本研 究室ナンバリングでW329 のウェハである。No.5 や No.6 で電極材料のスラッシュが2本入 っている部分は一度スパッタ装置から取り出しているためである。 表3.3.1 オーミック条件 サンプルNo. 1 2 3 4 5 6 電極材料 Ti/Al/Ni 50/200/50 Ti/Al/Ti/Au 50/200/40/40 Ti/Al/Ti/Au 50/200/40/40 Ti/Al/Ti/Au 50/200/40/40 Ti/Al/Ni//Ni/Au 50/200/50/10/40 Ti/Al/Ni//Ti/Au 50/200/50/10/40 アニール条件 850℃1min 850℃1min 850℃3min 450℃30min 850℃3min
3.3.1 TLM 法
TLM(Transmission Line Model)測定は、半導体のシート抵抗と電極と半導体間のコンタ クト抵抗を測定できる方法である。オーミック電極間の距離を変化させ、抵抗を測定する。 抵抗値は電極距離L に比例し、電極幅 W に反比例する。したがって測定される抵抗は以下 のように表される。
W
R
W
L
R
R
=
S+
2
C (3.3.1) ここでR=抵抗[Ω]、L=電極間の距離[mm]、W=電極幅[mm]、Rs=シート抵抗[Ω/□]、Rc=コ ンタクト抵抗[Ωmm]とする。 式(3.3.1)より、X 軸を電極間距離、Y 軸を抵抗値としてグラフを書くと、その傾きからシ ート抵抗Rs、Y 軸切片からコンタクト抵抗 Rc を求めることができる。 測定にはプローバと半導体パラメータアナライザー(Agilent 4155C)を用いた。測定に用 いたTLM パターンとその立体構造を図 3.3.1、図 3.3.2 に示す。 電極ひとつあたりの大きさは、90μm×90μm で、電極間距離 4,6,10,50μm という間隔で用 意した。 図3.3.1 (a) TLM 測定パターン(マスク) 図3.3.1 (b) TLM 測定パターン(顕微鏡写真) 図3.3.2 TLM 測定パターンの立体図測定結果を図3.3.3 に示す。測定データは 3 点だが、測定できなかったパターンがあった ためNo.2 と No.4 のデータ数はそれぞれ 2 点と 1 点である。
0
0.2
0.4
0.6
0.8
1
1.2
1
2
3
4
5
6
サンプルNo.
Rc
[Ω
m
m
]
図3.3.3 コンタクト抵抗比較(TLM 法) この結果から、電極材料がTi/Al/Ti/Au でアニール条件 850℃1min+850℃3min のサンプ ルとTi/Al/Ti/Au でアニール条件 850℃1min のサンプルのコンタクト抵抗が大きくなって いることが分かる。 また、n+-GaN 層のシート抵抗は平均約 25.9 Ω/□であった。n+-GaN 層の厚さはオー バーエッチングを考慮すると2.9μmである。3.3.2 クロスケルビン法
クロスケルビン法の測定パターンを図3.3.4 に接触部の拡大図を図 3.3.5 に示す。測定し
たい異種材料を図3.3.5 のように十字にクロスし、面積 a で接触させ、測定パッドを図 3.3.4
のように番号をつけるとする。測定の際には、No.1 と No.2 間に電流を流し、No.3 と No.4
で電圧を測る。こうすることで、異種材料間のコンタクト抵抗による電圧降下を測定する ことができ、そこからコンタクト抵抗が求められる。つまりコンタクト抵抗ρc[Ωcm2]は
a
I
V
c 12 34=
ρ
(3.3.2) で求めることができる。2
3
4
1
接触面積
a
2
3
4
1
接触面積
a
図3.3.4 クロスケルビンパターンV
34I
12V
34I
12 図3.3.5 接触部の拡大断面図クロスケルビン法で測定したn+-GaN 層とオーミック金属のコンタクト抵抗を図 3.3.6 に示す。測定データは3 点だが、No.3 は測定データが取れなかったため 2 点である。No.2 とNo.4 のサンプルは抵抗が極めて大きく、比較にならないので排除した。 0.0E+00 5.0E-06 1.0E-05 1.5E-05 2.0E-05 2.5E-05 3.0E-05 3.5E-05 1 3 5 6 サンプルNo. コ ン タ ク ト 抵抗ρ c [Ωcm 2 ] 図3.3.6 n+-GaN 層とオーミック金属のコンタクト抵抗 図3.3.6 から平均値はおおむね同じだが、No.6 はバラツキが大きいことが分かる。 次に、オーミック金属とカバー金属間のコンタクト抵抗を図3.3.7 に示す。測定データは
3 点だが、No.3 は測定データが取れなかったため 1 点である。No.2 と No.4 のサンプルは 抵抗が極めて大きく、比較にならないので排除した。 1.0E-10 1.0E-09 1.0E-08 1.0E-07 1.0E-06 1.0E-05 1 3 5 6 サンプルNo. コン タ ク ト 抵 抗 ρ c [Ω c m 2 ] 図3.3.7 オーミック金属とカバー金属間のコンタクト抵抗 図3.3.7 を見ると、No.3 のコンタクト抵抗が他のものより一桁ほど大きくなっているこ とが分かる。また、No.1 が No.5、No.6 よりも大きい。
次に、下地金属と金メッキ間のコンタクト抵抗を図3.3.8 に示す。測定データは 3 点だが、 No.1 は測定データが取れなかったため 2 点である。No.4 のサンプルは抵抗が極めて大きく、 比較にならないので排除した。 1.0E-10 1.0E-09 1.0E-08 1.0E-07 1.0E-06 1.0E-05 1 2 3 5 6 サンプルNo. コ ン タ ク ト 抵抗ρc[ Ω c m 2] 図3.3.8 下地金属と金メッキ間のコンタクト抵抗 図3.3.8 を見ると、No.3 の下地金属と金メッキ間のコンタクト抵抗が他のものより一桁以 上大きい。
![図 2.22 (a) センス端子を用いた I-V 特性(リニア) 1.E-141.E-131.E-121.E-111.E-101.E-091.E-081.E-071.E-061.E-051.E-041.E-031.E-021.E-01 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 電圧 [V]電流 [A] 図 2.22 (b) センス端子を用いた I-V 特性(対数)](https://thumb-ap.123doks.com/thumbv2/123deta/6583243.678825/33.892.256.630.163.539/センスリニアEEEEEEEEE電圧電流図センス端子用い対数.webp)