1. 緒 言 ニッケル基ろうを用いたろう付部は,接合強さや耐熱性 や耐食性に優れていることから,航空宇宙産業やエネルギ ー産業等の多くの分野でニッケル基ろうが使用されてい る.しかし,従来用いられているニッケル基ろうは,融点 降下元素としてボロン(B),リン(P)や多量のシリコン (Si)を含有しているために,そのろう層部には,硼化物 やリン化物や珪化物等のぜい化相が生成し易く,接合間隙 が大きい場合にはもろい継手になることが知られている. そのため,高強度で高信頼性の継手を得るためには,接合 間隙を 50μm以下に設定することが要求され1) ,ニッケル基 ろうを適用する際の隘路となっている. 本研究は,ろう層部のぜい化相の生成を極力抑えること を目的に,融点降下能の大きい元素である B や P を全く含 有せず,少量の Si を含有したニッケル基ろうの開発を試 み,その特性や継手およびろう層部の特性を調べた. 2. ニッケル基ろうの合金設計 緒言で述べたように,既存のニッケル基ろうは,ろう層 部にぜい化相を生成する B,P や多量の Si を含有してい る.そのため,これらの元素を含有しないニッケル系ろう の研究もされており,例えば,Ni−33Cu−15Sn−2Si や Ni−55Cu−18Mn−1.5Si 等がある2) .これらのろうを用いて ステンレス鋼 SUS316 丸棒を突き合わせろう付した場合, 接合間隙 100μm の継手の引張強さは JIS で規定されている ニッケルろう BNi−2 や BNi−5 によるろう付継手のそれよ り大きいものの,接合間隙が約 50μm より大きくなると引 張強さが低下することや,多量の Cu を含有しているため に耐熱性や耐食性の面で,問題を内包している. そこで,本研究では,1)液相線が 1100℃ 程度であるこ と.2)ろう層部でぜい化相の生成を抑制するために B や P を全く含有せず少量の Si を含有すること.3)耐熱性や耐 食性に優れているニッケル基合金であること,等の要求を 満たす合金組成を統合型熱力学計算ソフト Thermo-Calc を 用いて予測した.用いたデータベースは KP である. 基地である Ni への第一添加元素として,耐熱性と耐食 性の向上および融点降下のために Ni と共晶反応を示す Cr3) を選択した.また,Ni と全率固溶体を形成して融点の降下
低シリコン含有ニッケル基ろうの開発研究
* 渡辺 健彦**,若月 健***,柳沢 敦**,佐々木朋裕**Development of a nickel-based filler metal containing a small amount of silicon
*by WATANABE Takehiko**, WAKATSUKI Ken***, YANAGISAWA Atsusi** and SASAKI Tomohiro**
Authors tried to develop a new nickel-based brazing filler metal containing no boron and phosphorous to suppress the formation of brittle phases in a brazed layer. The properties of a joint brazed using the new filler metal were investigated and compared with those of a brazed joint using a conventional nickel-based filler metal of BNi-5. The following results were obtained in this study.
A new nickel-based brazing filler metal was successfully developed, which contains a small amount of Si and Mn and shows the melting temperature lower than about 1090℃. The hardness of the new filler metal was about 40% that of BNi-5 filler metal containing about 10% Si.
In brazing of SUS304 stainless steel, using BNi-5 filler metal, a hard and brittle finally-solidified region appeared in the brazed layers with joint clearance over 100μm. However, using the new filler metal, the finally-solidified region appeared in the brazed layers with joint clearance over 200μm. The hardness of the finally-solidified region in the brazed layer using the new filler metal was about 54% that using BNi-5 filler metal.
The tensile strength of a SUS304 joint brazed using BNi-5 filler metal extremely decreased at joint clearance over 100μm. On the other hand, the tensile strength of a joint brazed using the new filler metal decreased at joint clearance over 200μm. It seems that the brittle finally-solidified region formed in a brazed layer causes the joint to decrease the tensile strength.
It was shown that the newly developed filler metal is superior to the conventional BNi-5 filler metal in hardness and in tensile strength of joints with wider joint clearance.
Key Words: Brazing, Ni-based filler metal, Ni-Cr-Mn-Si alloy system, Joint tensile strength, BNi-5 filler metal, Brittle finally-solidified region
*受付日 平成23年 3 月15日 受理日 平成23年 9 月30日 **正 員 新 潟 大 学 大 学 院 自 然 科 学 研 究 科 Member, Niigata
University, Graduate School of Science and Technology ***正 員 大同特殊鋼株式会社 Member, Daido Steel Co. Ltd.
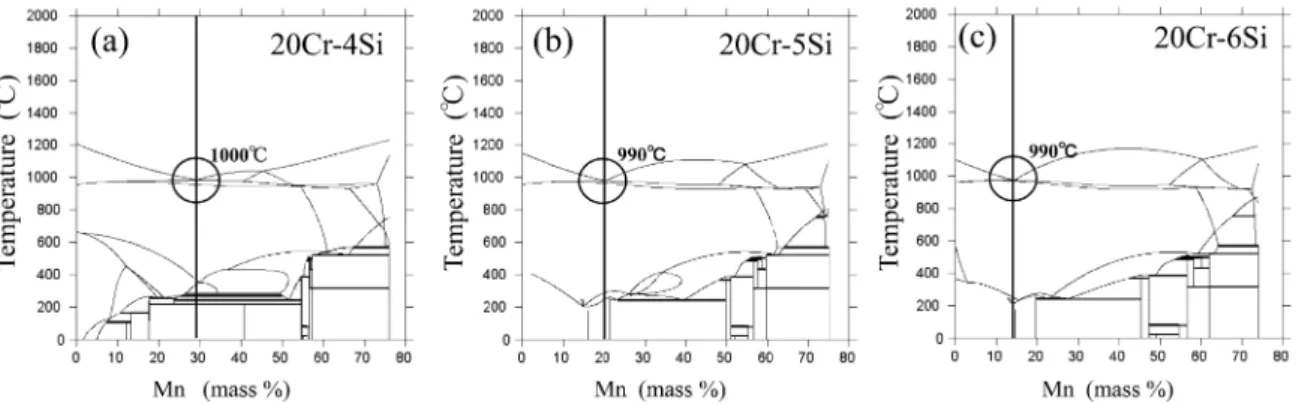
を期待できる Mn3) を第二添加元素として選択し,さらに, 融 点 降 下 の た め の 主 元 素 と し て , Ni や Fe 中 に 8 ∼ 10 mass%固溶する Si3) を選択した.以上の考え方に基づ き,Ni−Cr−Mn−Si の四元系ニッケル基ろう合金の作製を 試みた. 3. ろう組成の決定 Ni−Cr−Mn−Si の四元系ニッケル基ろうについて, Thermo-Calcを用いてその融点を予測した.最初に,Cr 量 を 20mass% に固定し,さらに Si 量はできる限り少量に抑 えるために 4,5, 6 mass% に限定して Mn 量を変化させて計 算した.その結果を Fig. 1 (a), (b) と (c) にそれぞれ示す.い ずれの合金組成においても,計算上の融点は図中に丸印で 示すように 1000℃ 以下であった.(b) の 5 mass%Si の場合に 融点が 990℃ であったので,次に,Mn もできる限り低量に するために,Si 量を 5 mass% に固定して Mn 量を 7 mass% と 10 mass% に限定し,Cr 量の影響を計算した.その結果 を Fig. 2 (a) と (b) に 示 す . Fig. 2 (b) に 示 す よ う に , Ni−31%Cr−10%Mn−5%Si (mass%) の組成で 995℃ の融点 となった.次に,Fig. 1 (c) の 6 mass%Si の場合にも融点が 990℃ であったことから,Mn 含有量を 4 mass% に抑えて Cr 量の影響を調べた結果を Fig. 2 (c) に示す.この場合に融点 が 980℃ となり,最低融点の組成が予測された. 4. ろうの溶解試作と試作ろうの特性 前節で,融点が 1000℃ 以下になる Ni−Cr−Mn−Si 系ろ うの組成を計算して,6 種類の候補組成を決定した.その 候補組成を Table 1 に示す.なお,表中のろうの呼称は Mn 量と Si 量を表している. ろうの作製には純度 99.9% 以上の Ni, Cr, Mn, Si 粉末を用 い,所定量を量り取り約 20 g のペレットを作製してアルゴ ン雰囲気でアーク溶解し,Table 1 の 6 種類のろうを溶解試 作した.試作したろうの組成を EPMA で分析した結果, Table 1に示す組成に対して約 0.5∼1 mass% の誤差範囲内で 溶製されていた. 4.1 試作ろうの溶融点の測定 試作した 6 種のろうの固相線と液相線を示差熱分析法 (DTA)によって測定した.その結果も Table 1 に示した. 実測液相線はいずれのろうにおいても予測融点よりも 60℃ ∼100℃ 高かったが,目標値である 1100℃ 以下であった. Ni−30Cr−4Mn−6Si ろう融点は予測では 980℃ であった が,実測液相線は約 1110℃ と高かった.なお,比較のため に, JIS で規定されているニッケルろう BNi−5 の組成と固
Fig. 1 Calculated phase diagrams of Ni-20Cr-Mn-Si system when Si and Mn contents were changed.
相線,液相線も Table 1 に示した. 4.2 試作ろうの組織 Fig. 3 (a)∼(f) に,6 種の試作ろうの光学顕微鏡組織を示 す.いずれのろう組織も,相対的に白く見える初晶部と灰 色に見える網目状の最終凝固部からなっている.例えば, 10Mn5Siろうを EPMA によって定量分析すると,初晶部の 組成は:50.0at%Ni−35.5at%Cr−7.0at%Mn−7.5at%Si であ り,Ni に Cr と Mn と Si が固溶したNi固溶体と考えられ る . ま た , 最 終 凝 固 部 の 組 成 は : 47.5at%Ni−15.8at% Cr−17.7at%Mn−19.0at%Si であり,Ni−Cr−Si 三元平衡状 態図4,5)上に現れるτ相(Ni 13Cr6Si7)の Cr 原子が Mn 原子に 置換された Ni13(Cr, Mn)6Si7相を主とした組織と考えられ る.なお,Fig. 3 (g) は後述する 1Mn5Si ろうの組織であ る. 次に,ろう組織中の最終凝固部の量に及ぼす Mn と Si 含 有量の影響を調べた.最初に,Si 含有量を 5 mass% 一定に し て , Mn 含 有 量 の 影 響 を 調 べ る た め に , あ ら た に Ni−31%Cr−1%Mn−5%Si (mass%) (1Mn5Si) ろうを作製 し,21Mn5Si ろう,10Mn5Si ろうおよび 7Mn5Si ろうの組 織と比較した.Fig. 3 (g) に示した 1Mn5Si ろうの組織,Fig. 3 (b),(c) と (d) に示した 7Mn5Si ろう,10Mn5Si ろうおよび 21Mn5Siろうの組織を比較すると,Mn 含有量とともに最終 凝固部の量が明らかに増加していることが分かる.Fig. 4 に,組織中の最終凝固部が占める面積率を示す.なお,画 像処理によって二値化して面積率を求めた. 続 い て , Si 含 有 量 の 影 響 を 調 べ た . 54%Ni−(36−x) %Cr−10%Mn−x%Si (mass%) として,x を 1, 3, 8 としてろ うを溶製した.10Mn5Si ろうの組織とともにそれらの組織 を Fig. 5 に示す.Si 含有量とともに黒灰色の最終凝固部の 量は増加していることが分かる.Fig. 6 に,組織中の最終凝 Table 1 Compositions of six kinds of candidates for filler metal and their calculated liquidus, measured solidus and liquidus.
Fig. 3 Solidified microstructures of filler metal candidates with various amounts of Mn and Si.
Fig. 4 Area ratio of finally solidified region in microstructure of filler metal candidates with various amounts of Mn and Si.
固部が占める面積率を示す. 以上の結果から,Ni−Cr−Mn−Si 系ろうにおいて,Mn と Si 含有量が多くなると最終凝固部の量が増加することが 明らかになった. 4.3 試作ろうの硬さ 既存のニッケル基ろうは一般に硬くてもろい.例えば, 市販の Ni−19mass%Cr−10mass%Si 組成の粉末状 BNi−5 ニッケルろうをアーク溶解させた後のろうの平均硬さは約 630 HVであり非常に硬い.ろうの硬さは継手のろう層部の 硬さやろうの塑性加工性に影響し,ろうの性能を左右する 特性の一つである.そこで,試作ろうのビッカース硬さを 測定した.硬さ試験における試験力は,初晶部では 4.903 N で最終凝固部では 0.981 N とし,保持時間は 15 s とした. Fig. 7にろう全体の平均硬さと初晶部および最終凝固部の 硬さを示す.BNi−5 の結果も示した.ろう中の Mn 含有量 も示したが,Mn 含有量が多いとろう全体の平均硬さや初晶 部と最終凝固部の硬さは大きく,Si および Mn 含有量が低 い場合に硬さが低下する傾向がみられる.硬さ試験結果か ら,ろう全体の硬さが小さくて初晶と最終凝固部の硬さの 差が小さい 7Mn5Si ろうと 10Mn5Si ろうがろう層部の特性 や塑性加工性に優れることが予想される. 5. 10Mn5Siろうによる突き合わせろう付継手の評価 次に,ろう全体の平均硬さが最低で融点の低い 10Mn5Si ろうを用いてステンレス鋼丸棒をろう付し,ろう層組織の 調査や継手の引張強さを調べて本ろうの特性を評価した. なお,BNi−5 ろうによる継手も作製して比較検討した. 5.1 ろう付方法および継手の評価 ろう付用試験片は,直径 6 mm の市販の SUS304 オーステ ナイトステンレス鋼丸棒から長さ 45 mm に切り出し,接合 面を 800 番までのエメリー紙で研磨後にアセトン洗浄して 接合に供した.二本の試験片を付き合わせ,接合面に直径 約 4 mm の円盤状の 10Mn5Si ろうを挿入し,さらに,接合 面周辺部に直径 50μm,100μm,200μm と 400μm のタン グステン線を挟んで接合間隙を 50μm,100μm,200μm と 400μm と変化させた.なお,BNi−5 ろうを用いる場合 は,粉末状のろうであるために市販の有機バインダーと混 合して用いた.ろう付は約 1×10−2 Paの真空中で行い,接 合時の付加応力は治具の自重のみで約 0.04 MPa である.試 験片の加熱は高周波誘導加熱によって行い,加熱速度およ び冷却速度は約 4℃/s であり,ろう付温度は,BNi−5 ろう および 10Mn5Si ろうのいずれの場合も 1170℃ とし,ろう付 温度で 600 s 保持した. ろう付後,ろう層部の組織観察および硬さ測定を行っ た.継手の引張強さは引張試験によって評価した.ろう付 された試験片を,中央部の直径が 4 mm で平行部が 20 mm Fig. 5 Solidified microstructures of filler metal candidates with various amounts of Si and constant amounts of 10% Mn.
Fig. 6 Area ratio of finally solidified region in microstructure of filler metal candidates with various amounts of Si and constant amounts of 10% Mn.
Fig. 7 Mn content and Vickers hardness of primary crystal and finally solidified region of filler metal candidates and mean hardness, including the hardness of BNi-5.
に な る よ う に 旋 削 し て 引 張 試 験 片 と し た . 引 張 速 度 は 0.5 mm/minである.
5.2 ろう層部の組織
接合間隙が 100μm の場合のろう層部組織を Fig. 8 に示 す . Fig. 8 (a) と (b) は , そ れ ぞ れ BNi−5 ろ う お よ び
10Mn5Siろうによるろう層部組織である.BNi−5 ろう層部
には,初晶に挟まれる形態の最終凝固部(矢印)が見られ るが,10Mn5Si ろう層部にはそれは見られない.
BNi−5 ろう層部での初晶と最終凝固部および 10Mn5Si ろ う層部の EPMA による組成分析結果を Table 2 に示す.
Table 1に示したように,BNi−5 ろうの組成は 19mass%
Cr−10mass%Si であるが,BNi−5 ろう層初晶部の Si 量は 半減している.しかし,最終凝固部の Si 量は増加して Cr が減少している.10Mn5Si ろう層部では蒸気圧の高い Mn6) の減少が大きい.いずれのろう層部においても Fe が検出さ れていることから,SUS304 母材の溶解が生じていることを 示している. 次に,接合間隙が 200μm の場合のろう層部組織を Fig. 9
に示す.Fig. 9 (a) と (b) は BNi−5 ろうによるろう層部を, (c) は 10Mn5Si ろうによるろう層部を示す.BNi−5 ろう層 部には,接合間隙 100μm の場合と同様に初晶と最終凝固部 が見られるが,(b) に示したように最終凝固部に沿った亀裂 が 見 ら れ , 最 終 凝 固 部 が も ろ い こ と を 示 唆 し て い る . 10Mn5Siろう層部には,接合間隙が 100μm の場合には見ら れなかった最終凝固部(矢印)が出現している.各ろうに よるろう層部の初晶および最終凝固部の EPMA 分析結果を Table 3に示す.BNi−5 ろう層部の最終凝固部には多量の Siが偏析富化しており,硬化していることが予測される. 10Mn5Siろう層部の最終凝固部の Mn 量は溶融前のろうの それより減少していたが,Si は多少偏析富化していた.ま た,BNI−5 ろう層部の初晶および最終凝固部における Fe 量は,10Mn5Si ろう層部のそれらにおける Fe 量よりもかな り多くなっており,BNi−5 ろうによる母材の溶解がより大 きいことが推測される. ろう層部のビッカース硬さを測定した結果,BNi−5 ろう 層部の初晶の硬さは約 250 HV で最終凝固部の硬さは約 740 HVであった.また,10Mn5Si ろう層部の初晶の硬さは 約 200 HV で,接合間隙が 200μm 時に出現した最終凝固部 の硬さは約 400 HV であった. BNi−5 ろう層部の最終凝固
Fig. 8 Microstructures of brazed layers with 100μm joint clearance, using BNi-5 (a) and 10Mn5Si (b).
Fig. 9 Microstructures of brazed layers with 200μm joint clearance, using BNi-5 (a), (b) and 10Mn5Si (b). Crack is observed along a finally solidified region in the brazed layer of (b).
Table 2 Chemical compositions of primary crystal and finally solidified region in brazed layers with 100μm joint clearance, using BNi-5 and 10MnBNi-5Si filler metals.
Table 3 Chemical compositions of primary crystal and finally solidified region in brazed layers with 200μ joint clearance, using BNi-5 and 10Mn5Si filler metals.
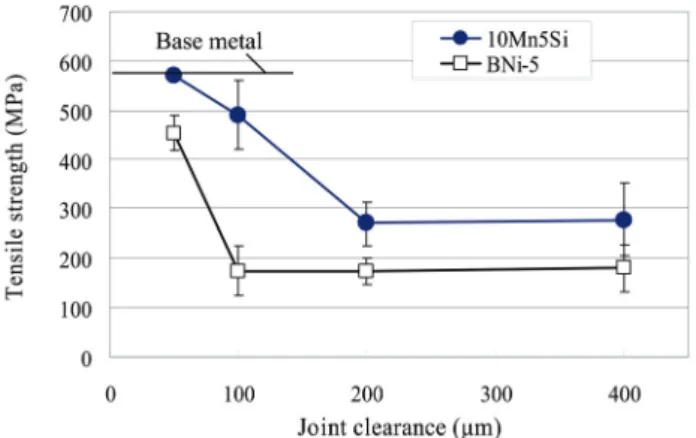
部には,Table 3 に示したように多量の Si が偏析富化してお り,Ni−Si 二元平衡状態図3) および Ni−Cr−Si 三元平衡状 態図4) から判断すると,δ相(Ni2Si)の Ni に Cr が固溶した (Ni, Cr)2Siの金属間化合物が生成して非常に硬化し,ぜい化 していると考えられる.そのために,Fig. 9 (b) に見られた ような最終凝固層に沿った亀裂がろう付終了後に発生した と考えられる.なお,BNi−5 ろう層部には接合間隙が 100μm 以上で最終凝固部が出現した. 5.3 継手の引張特性 接合間隙を 50μm から 400μm まで変化させてろう付した 継手の引張強さを Fig. 10 に示す.BNi−5 ろう付継手の引 張強さは 100μm の接合間隙で急激に低下して,それ以上の 接 合 間 隙 で は ほ ぼ 一 定 で 約 170 MPa で あ っ た . 一 方 , 10Mn5Siろうによる継手の引張強さは,接合間隙 50μm で はいくつかの継手では母材破断する程大きく,接合間隙が 100μm に お い て も 約 500 MPa と 大 き く , 接 合 間 隙 が 200μm 以上では約 270 MPa とほぼ一定であった.なお,ろ う付時と同様の熱サイクルを付与後の SUS304 母材の引張 強さは約 580 MPa であった. 引張試験後の破断経路を Fig. 11 に示す.BNi−5 ろう層 部には接合間隙が 100μm 以上において硬い最終凝固部が出 現して Fig. 11 (a) に示すようにその最終凝固部に沿って破 断した.また,10Mn5Si ろう層には接合間隙が 200μm 以上 において最終凝固部が出現するが,この場合も Fig. 11 (b) に示すようにその最終凝固部に沿って破断した.Fig. 10 に 示したように,BNi−5 ろう付継手および 10Mn5Si ろう付継 手の引張強さがそれぞれ 100μm および 200μm 以上の接合 間隙で急激に低下したが,これは破断経路となる硬い最終 凝固部が生成することに起因していると考えられる. 6. 結 言 本研究は,ろう層部のぜい化相の生成を極力抑えること を目的に,融点降下能の大きい元素である B や P を全く含 有しないニッケル基ろうを開発し,その特性やろう層部の 特性およびろう付継手の引張強さを既存のニッケル基ろう BNi−5 のそれらと比較して検討した.得られた結果は大要 次のようである. 1)融点降下元素として少量の Si と Mn を含有し,液相線 が約 1090℃ の Ni−Cr−Mn−Si 系のニッケル基ろうの開 発に成功した.開発ニッケル基ろうの硬さは小さく,融 点 降 下 元 素 と し て Si を 約 10mass% 含 有 す る 既 存 の BNi−5 ろうの約 40% であった. 2)SUS304 丸棒を真空ろう付した場合,BNi−5 ろうでは約 100μm 以上の接合間隙でろう層部に硬い最終凝固部が 出現するが,開発ニッケル基ろうでは約 200μm 以上の 接合間隙で最終凝固部が出現した.また,この最終凝固 部の硬さは小さく,BNi−5 ろうのそれの約 54% であっ た. 3)SUS304 丸棒のろう付継手の引張強さは,BNi−5 ろう付 継手においては接合間隙が 100μm 以上で急激に低下し て約 170 MPa であったが,開発ニッケル基ろう付継手に おいては,200μm 以上の接合間隙で引張強さが低下す るものの約 270 MPa であった.また,最終凝固部がろう 層部に出現する接合間隔で引張強さが低下し始めてお り,最終凝固部の存在が継手の引張強さの低下要因であ った. 4)開発ニッケル基ろうは,BNi−5 ろうに比して低硬度で あるとともに,広い接合間隙の継手においても大きな引 張強さを示す優れた特性を有するニッケル基ろうである Fig. 10 Tensile strength of joints brazed using BNi-5 and 10Mn5Si
with various joint clearance.
Fig. 11 Fracture paths occurred along a finally solidified region in a brazed layer. (a): BNi-5, 100μm joint clearance (b): 10Mn5Si, 200μm joint clearance
ことが明らかになった. 謝 辞 本研究は,宇宙航空研究開発機構委託業務「ロケット製 造技術(鋳造・溶接・ろう付等)に関わる信頼性向上のた めの検討」の一環として行われた.関係各位に深謝致しま す. 参 考 文 献
1) Welding handbook 8th Edition, AWS, Vol.2 (1991), 402.
2) S. Saito, T. Kayamoto and T. Onzawa: Mechanical properties of stainless steel joint brazed with Ni-Cu based filler metals, Quarterly J. of Japan Welding Society, 17-1 (1999), 35-40. (in Japanese) 3) Edited by T. B. Masalski et al: Binary Phase Diagrams on
CD-ROM, ASM, (1996).
4) Handbook of Ternary Alloy Phase Diagrams, ASM International, (1995).
5) K. Sasabe: ぶれいず技術特集編, Japan Welding Engineering Society, No.9 (1992), 17. (in Japanese)
6) Edited by Japan Institute of Metals: Metal Data Book, Maruzen, (1974), 73. (in Japanese)