巻末資料 1 0 ユーザマニュアル
二次元バーコード法による木材トラッキング・システム
ユーザマニュアル
略語一覧 2 D 二次元 A C 交流 B U K B 丸太計測野帳 D C 直流 D K B 輸送丸太一覧表(S K S K B の附表) F A K B 丸太輸送票:企業職員である丸太輸送票発行人による発行される輸 送書類であり、国有天然林で合法許可を受けた木質林産物を国有林 外へ輸送するために必要 G P S 汎地球測位システム H T ハンディターミナル L H C 立木調査報告書:伐採作業区画での立木調査の実施により得られる 立木データを分析した結果で、樹木番号、樹種、直径、樹高、推定 材積等から構成 L H P K B 丸太伐採報告書:規定された伐採区/区画における伐採実績について の書類 L M K B 丸太移動報告書:貯木場で作成される丸太の入荷量、出荷量及び在 庫量を示す書類 P U H H 木材取扱い R K T 年次作業計画 Q R Q R コード:2 次元バーコードのコード法の一種 S I-P U H H 林産物取扱情報システム S K S K B 合法丸太証明書:権限のある官吏が承認した輸送書類。国有天然林 の許可地域から直接輸送される林産物の輸送、管理、所有を証明。 また、森林資源料量、再造林基金納入のプロセスが完了したことの 証明書 T P K 林内貯木場:数箇所の山土場からの丸太を集積する事業許可地域内 に設けられた貯木場 T P K A n ta ra 林外貯木場:事業許可地域外に設けた地上ないし水中の貯木形態の 貯木場 T P K In d u stri 加工場内またはその周辺にある地上ないし水中貯木形態の貯木場 T P n/T P N 山土場:伐採区画周辺の伐採木の仮置き場 U M 事業体
I. 一般事項
I.1 本マニュアルの使用目的 本マニュアルは、一般原則、目的、用途、ハードウェア、ソフトウェア及び操作と維持・ 保守に関する手引きの提供を目的とする。 I.2 二次元バーコード・システムを用いてできること - 少ない費用で伐採区から工場貯木場までの丸太トラッキングの信頼性を向上できる。 - 容易にデータの記録及び木材取扱い伝票の作成プロセスを実現できる。 - 伐採区から工場貯木場までの丸太のトラッキングの電子化により、丸太輸送上の手続きの 利便性を向上することができる。 I.3 二次元バーコード・システムの使用範囲 二次元バーコード・システムは、伐採地から丸太の一次加工工場までの搬出過程において 使用する。 I.4 必要な資機材 二次元バーコード手法に必要な資機材は次のとりである。 ①バーコードプリンタ ②ハンディターミナル(H T ) ③コンピュータ ④A 4 用紙(伝票)のためのプリンタ ⑤ワイヤレス通信のためのアンテナ ⑥G P S ⑦バーコード印刷用ラベル ⑧ガンタッカ ⑨多目的テスタ 図1.使用機材使用する機材は、次のような条件が必要である。 - コンピュータ
次の基本仕様により使用することができる。:
· W in d o w s X P S P 2 、N E T F ra m ew o rk2 .0 、M S S Q L E xp ress2 0 0 5 · 最低 でも In tel P en tiu m III 5 5 0 M H z の処理装置を持つ C P U
· 最小メモリ容量 1 2 8 M B (推奨 5 1 2 M B ) · ハードディスクの最少空容量 8 0 M B (Net Fra m ew o rkh、アプリケーション、データベ ースを含む/インストール済み) · 最低 8 0 2 .1 1 b /G のワイヤレスネットワークが接続可能 - ハンディターミナル(ハンディタイプのバーコード処理器) ハンディターミナルは、データ入力と二次元バーコードの読み取りに使用するもので、 W in d o w s C E 5 .0 以上のオペーレーション・ソフトを使用する。ハンディターミナルは、次 のような機材構成を持つ必要がある。 · In tel X sca le P X A 2 7 0 、5 2 0 M H z または同様の処理装置を持つこと · アルファベットと数字のキーボード · 対角線長 3 インチまたは 8 .9 cm のディスプレイ · 最小 R A M メモリ容量: 1 2 8 M B 、フラッシュ R O M : 1 2 8 M B · U S B 1 .1 (H o st a n d C lien t)によるドッキングシステムにより、R S 2 3 2 を通じたシステ ム接続により、コンピュータと通信が可能であること · ワイヤレス通信:IE E E 8 0 2 .1 1 g (2 .4 G H z)又は IE E E 8 0 2 .1 1 b (2 .4 G H z) · G P S モジュール · Q R コードの二次元バーコードについて全方向性スキャナ · 充電池パック: 3 .7 V 、2 2 0 0 m A h (8 .1 ワット時) - バーコードプリンタ 9x5 cm サイズで、磨耗、耐水、接着力のある P E T フィルム紙のラベル素材ロールとレジ ン系インクに対応したもの。 - 一般プリンタ(伝票の印刷用) レーザー方式やインクジェット方式のもの。 h マイクロソフト社が提供するサービス製品名
- セミパラボラ・アンテナとアクセス・ポイント 無線でデータ入力プロセスを接続コードなしで支援するためのもの。 - ガンタッカ 丸太にラベルを貼付するための大型ホチッキス - G P S 伐採箇所などの位置を決定するためのもの。G P S 内蔵のハンディターミナルの場合には必 要ない。 - 多目的電気テスタ 機材の使用条件に応じて電流を確認するためのもの。 - 携帯式の電源 携帯式電源として乾式充電池を利用する場合、直流から交流に変換するための変換器が必要 である。 - 充電器(乾式充電池[a ccu m u la to r]を利用する場合) 図 2 に、直流充電池を使用する場合の機材を示す。 ①:充電器 ②:直流を交流に変換する変換器 ③:直流電源となる乾式充電池 図 2 .電源機材
II. 機材の準備
II.1 構成 次に示す機材の試し運転を行なう前に、全システムが次に示すような接続に準じて接続さ れたか確かめる。 図 3 .機材の構成図 充電器への接続は、変換器のスイッチがオフになっている状態で、最後に行なう。上図の 接続が確認されたら、適切に(プラス、マイナスに注意)充電器のターミナルに接続ケーブ ルを接続し、変換器のスイッチをオンにする。 II.2 機材の点検 ハンディターミナル i. 電源の点検 次に示す図4のようにハンディターミナルの画面の上部右側の表示記号が出れば十分に充電さ れていることを示す。十分でない場合には一部しか表示されない。 図 4 .バッテリとワイヤレス接続の表示 機材内のバッテリ が十分な場合、接続 バッテリが弱い状態を示す ”W iF i(ワイヤレス)”について接続 はまだであるが機能がある状態をii. アプリケーション/ソフトウェアの点検 ハンディターミナルについて、丸太トラッキングに必要なアプリケーションが備わっている場 合、ウインドウズのアイコンをクリックして、図5に示すように、”P en g u ku ran (測定)”のソ フトウェアを選ぶ。 図 5 .”P en gu ku ra n (測定)”アプリケーションの初期の表示 iii. バーコードの読み取り能力の点検 ハンディターミナルの電源とアプリケーションの点検後、次のバーコードラベル見本の読み取 り(スキャニング)を行なってみる。 図 6 .バーコードラベル見本 二次元バーコードの読み取り/スキャニングのプロセスは、次の点に留意する。 ハンディターミナル(H T )で、”w o rd m o b ile”アプリケーションを起動させ、続い て”n ew ”を選ぶ。
ハンディターミナルのセンサーをバーコードラベルに向ける。できれば正面で、3 0 cm 程度の距離がよい。 ハンディターミナル上で“S ca n”のキーを押す。これによりバーコード内に保存され たデータが、ハンディターミナルで読み取れ、指定されたコラムに転載される。 図 7 .バーコード読み取り方法 iv . ハンディターミナルとコンピュータ間のワイヤレス接続の点検 図 4 では、ワイヤレスは稼働状態になっていないか、接続されていないことを示している。ワ イヤレスを稼働状態にするために、次のような手順を行なう。 1 . サーバとアンテナ間が図3の構成図に準じて接続されていることを確かめる。
2 . ハンディターミナルで”W iF i”表示をクリックして、”W ireless M a n ag er”の表示をクリック する。 3 . 次に示す図 8 a のように、”W iF i”キーをクリックする。 図 8 .ワイヤレス接続の起動方法 接続が円滑に行なわれていることを確かめるために、次の手順を行なう。 1 . ハンディターミナル下部左側の”S ta tu s(状態)”をクリックすると、接続が円滑な場合は上 図 8 .b の表示のように、”W ireless”が表示される。
電源 電源の確認は、多目的テスタを用いて行なうことができる。充電器単体及び変換器の電荷につ いては、二段階に分けて点検を行なう。まず、充電器の直流電圧を点検し、望まれる電圧(1 2 ボ ルト)を示す場合、電源は比較的安全であるとみなせる。つぎに、変換器の出力の交流電圧を確認 する。変換器の出力の交流電圧が 2 2 0 (ボルト)を示す必要がある。 充電器が混合した電荷の場合(直流が変換器を経へずにシステムに入ること)、多目的テスタによ り必要な電荷がどうか点検することができる。それぞれの機材ごとに特定の電圧仕様があり、備 え付けられたバッテリモジュールも電圧仕様に準じている。バッテリモジュールそれぞれの出力 について、次表を用いて点検することができる。 機材 機種/型 電圧 電流 ノート型コンピュータ H P N X 6 3 2 0 1 8 .5 V 3 .5 A 一般プリンタ H P 4 6 0 C B 1 8 .5 V 3 .5 A バーコードプリンタ Z eb ra L P 2 8 4 4 -Z 2 0 .0 V 2 .5 A アンテナ D -L in k D I-6 2 4 5 .0 V 2 .5 A 交流発電機からの電源を使用する場合、発電機の出力を点検するだけでよい。出力が 2 2 0 (ボル ト)で安定している場合、電源は安全かつ良好である。2 2 0 (ボルト)より小さい場合、光源やラベ ル印刷の品質に影響する恐れがある。 コンピュータとプリンタ i. コンピュータとプリンタの電源の点検 コンピュータとプリンタの電源を点検するためには、コンピュータ、バーコードプリンタ、一 般プリンタのスイッチをいれるだけで十分である。できれば、一度にスイッチをいれない方がよ い。コピュータのスイッチをいれてから、約 3 分後にバーコードプリンタ、さらに約 3 分後に一 般プリンタのスイッチを入れる。すべての機材のスイッチが入った場合、すべての電源が接続さ れ、良好であることを示す。 ii. アプリケーション/ソフトウェアの点検 アプリケーションまたはソフトウェアは、関連するアプリケーションを開けてみることにより 点検することができる。コンピュータ内には 3 アプリケーションがある。 4 . M S S Q L E xp ress 2 0 0 5 が中央データベースとして使用されている。コンピュータのス イッチをいれると、自動的に稼働する。 5 . W eb S erv ice がハンディターミナル内のアプリケーションとコンピュータ内のアプリケ ーションを接続する橋渡しとして使用されている。 6 . T im b er T ra ckin g S ystem が主要なアプリケーションで、ユーザが丸太の点検や伝票の 作成に使用する。
III. 作業プロセス
III.1 . 一般プロセス P e m as an ga n L ab el 図 9 .丸太輸送における二次元バーコード・システムの一般プロセス III.2 . 伐採箇所での作業 伐採箇所では、樹木番号、伐採作業区域、年次伐採計画、樹種、G P S による位置情報(緯度、 経度)などの情報を入力したラベルを作成し、根株と丸太に貼付する。必要とされる機材の設定 を終えたら、次の作業を行なう。 伐倒 根株の測定 立木調査報告書及び座標位置の入力 根株と木口の ラベルの印刷 貼り付けるIII.2 .A . 伐採される樹木の確認 伐採される樹木の確認プロセスは、事業体それぞれ作成する伐採計画による。伐採予定の樹木 が見つかったら、樹木の個体識別について赤白プラスチックの立木調査ラベルを見て、クロスチ ェックを行なう。(注意:赤白プラスチックが紛失している場合は、樹木番号、伐採作業区域、年 次伐採計画、樹種について、立木調査報告書または立木位置図から得る) III.2 .B . システムへデータを入力 伐採されたら、樹木の個体識別をシステムへ入力する。入力方法2種ある。一方がオンライン/ リアルタイム/ワイヤレス方式で、もう一方がオフライン方式である。 オンライン方式によるデータの入力 オンライン(リアルタイム/ワイヤレス)方式でデータ入力を行なうためには、全システムがハ ンディターミナルからサーバ/コンピュータへオンラインでデータ転送できるような状態で作動 していなければならない。 コンピュータとハンディターミナルがワイヤレスによる円滑に接続できることを確認する。同 時に、コンピュータシステムも準備されていなければならない。 コンピュータ上で開かなければならないアプリケーションは、”T im b er T rackin g S ystem ”であ る。アプリケーションを開くと、図 1 0 の画面がコンピュータに現れる。 図 1 0 .”T im b er T ra ckin g S ystem ”アプリケーションの画面 ハンディターミナルを使用してデータ入力する手順は、次のとおりである。 1 . 図 5 のように、ハンディターミナルから”P en gu ku ra n (測定)”アプリケーションを開く。 2 . ユーザ ID 番号 9 9 9 とパスワード 1 を入力すると、図 1 1 a の表示が現れる。続いて、”O K ” をクリックするか、”E n ter”を押す。
3 . 図 1 1 b のように、”T eb a n g a n (伐採)”を選択した後、”U K U R (測定)”のタブキーを クッリクすると、図 1 1 c のような画面が現れる。 図 1 1 .伐採箇所におけるデータ入力アプリケーション 1 . 続いて、次のデータを入力する。 - 樹木番号 - 伐採作業区画番号 - 年次伐採計画番号 - 樹種 - 樹木の位置(G P S より把握する) 2 . すべてのデータが入力されたら、ハンディターミナル上の”S a ve”キーをクリックする。不 通の場合には、ハンディターミナルとコンピュータ間のワイヤレス交信を点検する。それ でも不通な場合には、オフラインシステムに切り替える。 オフライン方式によるデータの入力 オンライン方式では、データ入力ごとにすぐにサーバ/コンピュータに保存されるが、オフライ ン方式ではハンディターミナルにまずデータが保存される。オフライン方式では、伐採された対 象木のデータが集まってから、接続ケーブルによりコンピュータへ上記のデータを転送する。 手順はオンライン方式と同じであるが、”S ave”キーを押すと、図 1 2 のような指示が順に現れ る。
図 1 2 .オフライン方式でのデータ保存指示 続いて、次の手順で保存されたデータをエクポートして X M L ファイルとして保存する。 1 . ハンディターミナル上でまだ開いているアプリケーションより、”L ih a t(見る)”を押す。 2 . “S a ve X M L ”キーを押すと、図 1 3の画面の指示が現れる。 図 1 3.測定結果データのエクポート 3 . 上記のプロセスが完了したら、次にケーブルでハンディターミナルとコンピュータを接続 する。コンピュータはハンディターミナルのファイルと同調する。
4 . ”T im b er T ra ckin g S ystem ”を稼働させて、メニュの”F ile” →”Im p o rt” →”X M L ”の順にク リックする。
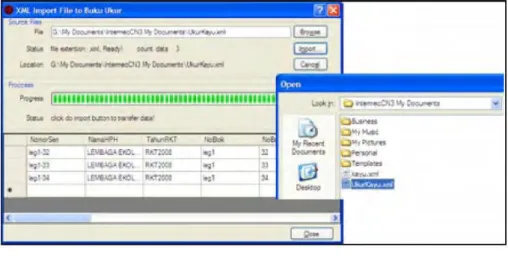
5 . インポートするファイルを探すために、図 1 4 に示すように”B ro w se”のキーをクリック する。”U ku rK a yu .X M L ”のファイルを選んで、その後、”O p en ”のキーをクリックする。 6 . ”Im p o rt”、さらに”C lo se”のキーを押す。
図 1 4 .測定結果データのインポート様式 III.2 .C . ラベル印刷 伐採された樹木の個体識別データを入力したら、ラベル印刷を行なう。印刷プロセスは、次の とおりである。 1 . バーコードプリンタがコンピュータに接続されていることを確認する。 2 . コンピュータ上でラベル印刷アプリケーションを開く。 ラベル印刷のために使用するアプリケーションは、上記の図 1 0 に示すように”T im b er T ra ckin g S ystem ”内にすでにある。
”F ile”→”P rin t” →”2 D L a b el”の順にクリックすると、図 1 5 の様式が現れる。
伐 採 箇所 で のラ ベル を印 刷す るた め には 、”L ab el L H C ” のチェックリスト を稼動させ て、”N u m b er o f la b el”の選択枝から印刷したいラベル数を決定する。 注:樹木1本当り 2 枚のラベルを印刷する。1 枚は、根株に貼り付け、もう 1 枚は、丸太の木口に貼 り付ける。玉切りされる場合には丸太数に応じたラベル(根株用)を印刷する。 3 . 印刷する。 対象樹木すべてのラベルを印刷するためには、”P rin t A ll” キーを押す。特定の樹木だけのラベ ル印刷の場合は、その樹木番号をクリックして、その後、”P rin t”キーを押す。 III.2 .D . ラベル貼り付け ラベルは、木口と根株にラベル大型ホッチキス(ガンタッカ)により貼付する。 III.3. 山土場での作業 計測 丸太データ入力 ラベル印刷 木口のラベル 丸太に貼り付け 丸太読み取り 伝票の印刷 伝票の印刷
山土場では、伐採箇所において得られた丸太個体識別データに追加して、丸太の形状(材長、 元口直径、末口直径)の他、その他の丸太取扱いプロセスを支援するためのデータを追加入力す る。 丸太計測野帳、(丸太)伐採報告書のような公式文書の印刷も、山土場で行なわれる。そのため、 山土場での作業プロセスが非常に重要になる。山土場での作業は、次のとおりである。 III.3 .A . 丸太データの入力 丸太データの入力には、二種類の方法がある。一つはオンライン(リアルタイム/ワイヤレス) 方式で、他方はオフライン方式である。 オンライン方式によるデータの入力 オンライン(リアルタイム/ワイヤレス)方式でデータ入力を行なうためには、全システムがハ ンディターミナルからサーバ/コンピュータへオンラインでデータ転送できるような状態で作動 していなければならない。 コンピュータとハンディターミナルがワイヤレスによる円滑に接続できることを確認する。同 時に、コンピュータシステムも準備されていなければならない。 コンピュータ上で開かなければならないアプリケーションは、”T im b er T rackin g S ystem ”であ る。アプリケーションが開くと図 1 6 の画面がコンピュータに現れる。 図 1 6 . T im b er T ra ckin g S ystem ”アプリケーションの画面 ハンディターミナルを使用してデータ入力する手順は、次のとおりである。
1 . 図 5 のように、ハンディターミナルから”P en g u ku ra n (測定)”アプリケーションを開く。 2 . ユーザ ID 番号 9 9 9 とパスワード 1 を入力する。図 1 7 a のような表示が現れる。続い
て、”O K ”をクリックするか、”E n ter”を押す。
3 . 図 1 7 b のように、” B u ku U ku r (丸太計測野帳)”を選択した後、”U K U R (測定)”のタブ キーを押す。 図 1 7 .山土場におけるデータ入力アプリケーション 4 . 図 1 7 b の黄色のエリアにカーソルを合わせる。続いて、伐採箇所で丸太に貼付されたラ ベルのバーコードをスキャニングして、樹木番号、伐採区画番号、樹種など丸太の情報を 確認する。 5 . 山土場では次のデータを入力する。 - 元口直径 - 末口直径 - 材長 - 玉切りされた場合の樹木番号データの変化(同じ樹木の部分となる丸太ごとに、 a ,b ,c と順に番号を付け足す) - 空洞がある場合は、空洞の直径 - 事業者が望むその他データ(搬出トラクタ・ブルドーザ運転手名、丸太計測技 師名など) 6 . すべてのデータが入力されたら、ハンディターミナル上の”S a ve”キーをクリックする。コ ンピュータとの間が不通である場合、ハンディターミナルとコンピュータ間のワイヤレス 交信を点検する。なお不通である場合には、オフラインシステムに切り替える。 オフライン方式によるデータの入力 オンライン方式では、データ入力ごとにすぐにサーバ/コンピュータに保存されるが、オフライ
ン方式ではハンディターミナルにまずデータが保存される。オフライン方式では、対象とする丸 太のデータが全て集まってから、接続ケーブルによりコンピュータへ上記のデータを転送する。 手順はオンライン方式と同じである。”S a ve”キーを押すと、図 1 2 のような指示が順に現れる。 続いて、保存されたデータをエクポートして X M L ファイルとして保存する。手順は、次のとお りである。 1 . ハンディターミナル上でまだ開いているアプリケーションよ り、”L ih a t(見る)”を押す。 2 . “S a ve X M L ”をクリックすると、図 1 3 の画面の指示が現れる。 3 . 上記のプロセスが完了したら、ケーブルでハンディターミナルとコンピュータを接続する。 コンピュータはハンディターミナルのファイルと同調する。
4 . ”T im b er T ra ckin g S ystem ”を稼働させて、メニュの”F ile”→”Im p o rt”→”X M L ”の順にクリ ックする。 5 . インポートするファイルを探すために、図 1 4 に示すように様式から”B ro w se”をクリッ クする。”U ku rK a yu .X M L ”のファイルを選んで、その後、”O p en ”をクリックする。 6 . ”Im p o rt”、さらに”C lo se”をクリックする。 III.3 .B . バーコードラベルの印刷 全データがサーバシステムに入力されたら、ラベル印刷を行なうことができる。印刷プロセス は、次に示すような手順で行なう。 1 . バーコードプリンタがコンピュータに接続されていることを確認する。 2 . コンピュータ上でラベル印刷アプリケーションを開く。 ラベル印刷のために使用するアプリケーションは、上記の図 1 0 に示すように主要 アプリケーションである”T im b er T ra ckin g S ystem ”内にある。
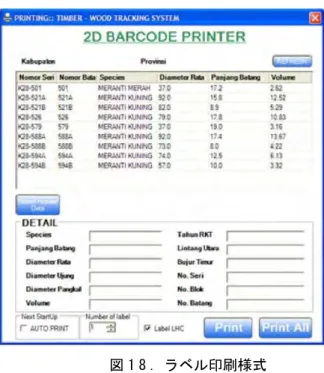
”F ile”→”P rin t”→”2 D L ab el”の順にクリックすると、図 1 8 の様式が現れる。 ラ ベ ル を 印 刷 す る た め に は 、”L a b el L H C ” の チ ェ ッ ク リ ス ト を 消 去 さ せ
図 1 8 .ラベル印刷様式 注:各丸太に 4 枚のラベル印刷を行なう。2 枚は、元口に上下に貼り付け、他の 2 枚は、末口に左右 に貼り付ける。これは丸太の一部が水に沈んだ場合(いかだにより輸送される時)、ラベルが水面上に あらわれる可能性を高めるために行う。 3 . 印刷する。 4 . 現存する樹木番号すべてのラベルを印刷するためには、”P rin t A ll” のキーを押すか、また は特定の樹木番号に対してだけラベルを印刷したいだけの場合は、その樹木番号をまずク リックして、その後、”P rin t”のキーを押す。 III.3 .C . ラベル貼り付け ラベルは、2 枚を元口の上下に、他の 2 枚は末口の左右に大型ホッチキス(ガンタッカ)で貼 付する。 図 1 9 .丸太上のラベルの位置 La b el Label Label 元口 末口 L ab el
III.3 .D . 丸太計測野帳(B U K B )の作成 コンピュータに備え付けられたアプリケーションによって丸太計測野帳を作成できる。当該ア プリケーションは、図 1 6 で示したように、”T im b er T ra ckin g S ystem ”のアプリケーションキ ーをクリックして開く。 アプリケーションが開いたら、”P ela p o ra n (報告/伝票作成)”メニュから、“B u ku U ku r K a yu B u la t(丸太計測野帳)”(図 2 0 参照)を選択する。 図 2 0 .伝票印刷メニュの選択 図 2 1 の様式が現れる。”T a m p ilka n L a p o ran (伝票)”をクリックするか、データ選択と伝票の 属性を事前に確定する。 図 2 1 .丸太計測野帳印刷の様式
III.3 .E . 伐採報告書(L H P )の作成 伐採報告書の印刷も丸太計測野帳の印刷工程に類似しており、使用するアプリケーションは同 じである。 図 2 0 の”P ela p o ra n (報告/伝票作成)”メニュから、“L a p o ra n H a sil P en eb a n g a n (L H P )(伐採 報告書)”を選択する。 図 2 2 の様式が現れる。”T a m p ilka n L a p o ran (伝票)”をクリックするか、データ選択と伝票の 属性を事前に確定する。 図 2 2 .伐採報告書印刷の様式 III.3 .F . 輸送丸太一覧表(社内管理用、D a fta r P en g a n ku ta n )の作成 輸送丸太一覧表(社内管理用)を作成するために、輸送される丸太に貼付されているラベルを スキャンする。 輸送丸太一覧表作成のための山土場でのスキャニングプロセス: 1 . ハンディターミナル上で”L o g S ca n ”アプリケーション(図 2 4 a 参照)を稼働させ、ユーザ ID 番号 9 9 9 とパスワード 1 を入力する。
2 . ”E n ter”を押し、”A n gku t(輸送)”と”T P n (山土場)“を選択し(図 2 4 b 参照)、さらに”S ca n ” タブをクリックする(図 2 4 c 参照)。
3 . それぞれのキーを押して運転手、トラック番号、輸送(何番目の輸送)に関するフィール ドを入力するか、テキストボックス内に直接入力する。
図 2 3 .トラックに積み込む前における丸太のスキャニング 図 2 4 .輸送丸太一覧表作成のためのスキャニングアプリケーション 4 . スキャンボックスは、上記のスキャンボックス内にカーソルが移動すると稼働する。輸送 される予定の丸太に貼り付けられたラベルのバーコードをスキャニングする。 5 . ”S a ve”キーを押して読み取り結果を保存する。データは、ワイヤレスを通じてコンピュー タ・サーバに保存される。二本目以降の丸太については 4 -5 の手順を繰り返す。 6 . 読取りプロセスの後、 “T im b er T ra ckin g S ystem ”アプリケーションを稼働させる。 7 . 続いて、”P ela p o ran (報告/伝票作成)”メニュより“D a fta r P en g an gu ku tan(輸送丸太一
覧表)”を選択する。
8 . ”T a m p ilka n L a p o ra n (伝票)”をクリックするか、データ選択と輸送丸太一覧表の属性を 事前に指定する。
伝票の印刷 輸送丸太一覧表(DKB-FA) 丸太の読取り 図 2 5 .輸送丸太一覧表印刷の様式 III.4 . 林内貯木場/林外貯木場での作業 両貯木場においては、新たな玉切りが無い限りバーコードラベルの作成は行わない。バーコー ドをスキャニングし、ロギング・トラックの運転手が携行する輸送丸太一覧表(D K B -F A (F A K B の附表))、丸太移動報告書(L M K B )及び輸送丸太一覧表(社内管理用)の印刷を行なう。 林内貯木場、林外貯木場での作業詳細は、次のとおりである。 III.4 .A . バーコードをスキャニング 林内貯木場/林外貯木場での丸太のスキャニングは、到着した丸太及び次の貯木場に向けて輸送 する丸太に対して行なう。林内貯木場でのスキャニングの結果は、丸太移動報告書(L M K B )及び 輸送丸太一覧表(社内管理用)の作成に使用される。丸太のチェックは、オンライン/ワイヤレス方 式かオフライン方式の 2 手法で行なうことができる。 オンライン方式による丸太データ受領(丸太移動報告書作成プロセス)のためのバーコード をスキャニング
オンライン(リアルタイム/ワイヤレス)方式でチェックするためには、まずコンピュータとハ ンディターミナルがワイヤレスによる円滑に接続できることを確認しなければならない。確認方 法については、上記 II.2 .iv 項で説明したとおりである。 手順: 1 . ハンディターミナル上で”L o g S ca n ”アプリケーション(図 2 6 a 参照) を稼働させ、ユー ザ ID 番号 9 9 9 とパスワード 1 を入力する。
2 . ”E n ter”を押し、適切な”T P K (貯木場)”及び”T erim (受領)”を選択し(図 2 6 b 参照)、さら に”S ca n ”タブをクリックする(図 2 6 c 参照)。 図 2 6 .林内貯木場における受領バーコードスキャニング・アプリケーション 3. スキャンボックスは、上記のスキャンボックス内にカーソルが移動すると稼働する。受領 した丸太に貼り付けられたラベルの読み取り(スキャニング)を行なう。 4. ”S a ve”キーを押して読み取り結果を保存する。データは、ワイヤレスを通じてコンピュー タ・サーバに保存される。二本目以降の丸太については 3 -4 の手順を繰り返す。 オンライン方式による輸送(輸送丸太一覧表(社内管理用)作成プロセス)のためのバーコード をスキャニング オンライン(リアルタイム/ワイヤレス)方式で輸送(輸送丸太一覧表[社内管理用]作成)のた めのバーコード照査を行なうためには、上記 III.3.F 項で説明した山土場での手順に準じて行なう。 III.4 .B 輸送丸太一覧表(D K B と D K B -F A )の作成 コンピュータに備え付けられたアプリケーションにより直接、輸送丸太一覧表(S K S K B 附表 である D K B 及び F A K B の附表である D K B -F A )を作成できる。当該アプリケーションは、図 1 6 で示したように、”T im b er T ra ckin g S ystem ”のアプリケーションキーをクリックして開く。
アプリケーションが開いたら、”P ela p o ran (報告/伝票作成)”メニュから、”D a fta r K a yu B u la t (丸太一覧表)”を選択する。続いて、図 2 7 の様式が現れる。”T am p ilka n L a p o ra n (伝票)”を クリックするか、データ選択と伝票の属性を事前に確定する。 図 2 7 .丸太一覧表印刷の様式 III.4 .C . 丸太移動報告書(L M K B )の作成 丸太移動報告書の作成のための手順は、次のとおりである。 1. “T im b er T ra ckin g S ystem ”アプリケーションを開く。“M u ta si K a yu (木材の移動)” を選択し適切な”T P K (貯木場)”を選択し、さらに、図 2 8 に示すように”P ela p o ran L M K B (丸太移動報告書伝票作成)キーをクリックする。 図 2 8 .丸太移動報告書作成の T im b er T ra ckin g アプリケーション
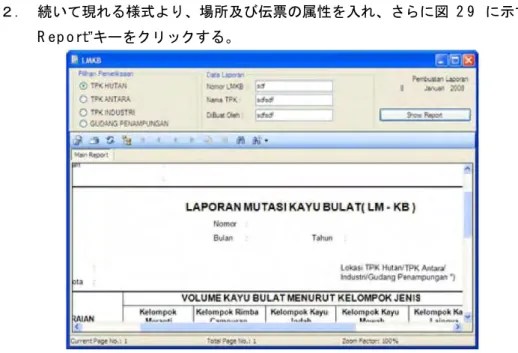
2. 続いて現れる様式より、場所及び伝票の属性を入れ、さらに図 2 9 に示すように”S h o w R ep o rt”キーをクリックする。 図 2 9 .丸太移動報告書印刷様式 III.4 .D . 輸送丸太一覧表(社内管理用)の作成 輸送丸太一覧表(社内管理用)の作成プロセスに先がけて、ロギング・トラックでの輸送準備が整 った丸太のバーコードをスキャンする。 輸送丸太一覧表(社内管理用)作成のための貯木場におけるラベルのスキャニング手順: 1. ハンディターミナル上で”L o g S ca n ”アプリケーション(図30 a 参照) を稼働させ、ユ ーザ ID 番号 9 9 9 とパスワード 1 を入力する。
2. ”E n ter”を押し、”A n gku t(輸送)”と”T P K “を選択し(図30 .b 参照)、さらに”S can ”タ ブを開くために”E n ter”を押す (図 3 0 .c 参照)。
3. それぞれのキーを押して運転手、トラック番号、輸送(何番目の輸送)に関するフィール ドを入力するか、テキストボックス内に直接入力する。
4. スキャンボックスは、上記のスキャンボックス内にカーソルが移動すると稼働する。輸送 される予定の丸太に貼り付けられたラベルのバーコードをスキャニングする。
5. ”S a ve”キーを押して読み取り結果を保存する。データは、ワイヤレスを通じてコンピュー タ・サーバに保存される。二本目以降の丸太については 4 -5 の手順を繰り返す。 6. 読取りプロセスの後、 “T im b er T ra ckin g S ystem ”アプリケーションを稼働させる。 7. 続いて、”P ela p o ran (報告/伝票作成)”メニュより“D a fta r P en g an gu ku tan(輸送丸太一
覧表)”を選択する。 8. ”T a m p ilka n L a p o ra n (伝票をあらわす)”をクリックするか、データ選択と輸送丸太一覧 表の属性を事前に確定する。 図 3 1 .輸送丸太一覧表印刷の様式 III.5 . 工場貯木場での作業 工場貯木場での作業は、本システムで行ったプロセスの最後にあたる。ここで行なわれる主要 な作業は、バーコードのチェックと丸太移動報告書(L M K B )の作成である。 III.5 .A . バーコードをスキャニング 貯木場から工場貯木場への丸太の輸送は、二種類の方式で行なわれる。一つは水に浮く丸太 (flo a ter 樹種)を筏で輸送する方法で、他方は水に沈む丸太(sin ker 樹種)を平底船で輸送す る方法である。
筏組みされた丸太に対するチェックは、丸太が筏組みのままか水中にあるときに行う。一方、 平底船で輸送された丸太は、陸揚げされてから行なう。
本チェックプロセスもオンライン方式かオフライン方式で行なう。 オンライン方式によるバーコード照査 オンライン(リアルタイム/ワイヤレス)方式で行なうためには、まずコンピュータとハンディ ターミナルがワイヤレスにより円滑に接続できることを確認しなければならない。確認方法につ いては、上記 II.2 .iv 項で説明したとおりである。 手順: 1. ハンディターミナル上で”L o g S ca n ”アプリケーション(図 3 2 a 参照)を稼働させ、ユーザ ID 番号 9 9 9 とパスワード 1 を入力する。
2. ”E n ter”を押し、適切な”T P K (貯木場)”及び”T erim (受領)”を選択し(図32 b 参照)、さら に”S ca n ”タブをクリックする(図32 c 参照)。 図32 .工場貯木場における受領バーコードスキャニング・アプリケーション 3. スキャンボックスは、上記のスキャンボックス内にカーソルが移動すると稼働する。受領 した予定の丸太に貼り付けられたラベルの読み取り(スキャニング)を行なう。 4. ”S a ve”キーを押して読み取り結果を保存する。データは、ワイヤレスを通じてコンピュー タ・サーバに保存される。二本目以降の丸太については 3 -4 の手順を繰り返す。
III.5 .B . 丸太移動報告書(L M K B )の作成 丸太移動報告書の作成のための手順は、次のとおりである。 1. “T im b er T ra ckin g S ystem ”アプリケーションを開く。“M u ta si K a yu (木材の移動)” を 選 択し適 切な”T P K (貯木場)”を選択し、さらに、下図の示すように”P ela p o ra n L M K B (丸太移動報告書伝票作成)キーをクリックする。” 図 3 3 .丸太移動報告書作成 T im b er T ra ckin g アプリケーション 2. 続いて現れる様式に場所及び伝票の属性を入れ、さらに下図の図 3 4 に示すように”S h o w R ep o rt”キーをクリックする。 図 3 4 .丸太移動報告書印刷様式