単板 剥 ぎ取 り機 械 に関 す る研 究 (Ⅹ)*
単板 の引 き切 り三次元切 削 にお ける切 削抵抗 と ナイ フす くい面 の摩擦係数 の測定法
杉 山 滋
長崎大学教育学部技術 教育講座 (平成10年10月30H受理)
St ud i e so nVe n e e rCu t t i n gMa c hi n e( Ⅹ) *
MeasurementofCuttingForceandFrictionalCoefficientonKnifeRakeFaceinthe VeneerObliqueCuttingbyFeedingtheKnifetotheWorkpieceduringtheSliding
oftheKnifeintheDirectionParalleltotheCuttingEdge ShigeruSUGIYAMA
DepartmentofTechnology,FacultyofEducation,
NagasakiUniversity,Nagasaki852‑8521
(ReceivedOct.30,1998)
Abstract
lnthisreport,theveneerobliquecuttingbyfeedingtheknifetotheworkpiece duringtheslidingoftheknifeinthedirectiollparalleltothecuttlngedgeisexplained, Comparingitwiththeconventionalcuttingofveneer.Also,themethodofmaking cuttingtestswithanexperimentalapparatusdesignedforthisstudyisdescribed,and thedirectionsofthecutting‑forecomponents,themethodofmeasuringthesecompo‑
nents,andthemeasurementofthefrictionalcoefficientonthekniferakefaceusing thesemeasuredcomponentsarediscussed.
1
.緒
看ナイフの送 り方向に対 して,ナイフの切れ刃線 を直交 させて被 削材 を切 削す る二次元切 削方式 は,切れ刃線方向に切 削作用 を働 かせ ることがで きず, いわ ゆる "押 し切 り型''切 削方式 となるが, ナイフの切れ刃線 を直交位置か らある角度 (これ をバイアス角 と呼ぶ。) だけ斜交 させて被削材 を切 削す る三次元切 削方式 は,切れ刃線方向に切削作用 を働 かせ る
ことがで きる。前者 の "押 し切 り型"に対 して, これ を便宜上,
" 引
き切 り型"切 削方式 と 呼ぶ。"押 し切 り型"は勿論,上記でい う "引 き切 り型"の切 削方式 は, いずれ も被 削材 に* 前報 「単 板 剥 ぎ取 り機 械 に関 す る研 究 (IX)」 は,長 崎 大 学 教 育 学 部 紀 要 一 自然 科 学 ‑ 第60号 35‑‑41 (1999)に掲載。
44
杉 山
滋対 してナイ フを送 り方 向 にの み移動 させ る場合 の切 削方式 で あ るか ら, これ を便宜上,静 的切 削 と呼 ぶ。静 的切 削 に対 して, ナ イ フの送 り方 向移動 と同時 に,切 れ刃線 の一 方 向 に 一定速 度 の移動 を伴 った切 削方式 を引 き切 り切 削 と呼 ぶが,勿論 , それ は切 れ刃線 方 向 に 切 削作 用 を助 長 させ得 る典 型 的 な "引 き切 り型''切 削方式 とな る。即 ち,切 れ刃線 方向 の 切 削作 用 の有無 に よ り,切 削方式 は "引 き切 り型 " と "押 し切 り型 " に分類 され る ことに な る。 本報 で は, "引 き切 り型 "切 削方式 の うちの引 き切 り切 削 に着 眼 し,切 削作 用 の方 向,切 削抵抗分 力 の測 定方法 お よびナ イ フす くい面 の摩擦係 数 の測定 方法 を明確 にす る。
2 .引 き切 り三次元切削 におけ る切 削抵抗の解析
ナイ フの切 れ刃線 に平行 な方 向 (図1の Ⅹ′軸 方 向)にナイ フを移動 させ なが ら (その速 度ベ ク トル を Vkとす る), ナイ フを被 削材 に送 り込 む (その速度ベ ク トル を Vwとす る), いわ ゆ る引 き切 り切 削の模 式 図 を図1に示す。
引 き切 り切削では,Vk>0の場合 とVk<0の場合があるが,いずれの場合 もバイアス角 ikがik
‑Ooの場合 (二次元切削の場合)とOo<ik<900の場合 (三次元切削の場合)とがある。Vk‑0の 場合は静的切削の場合であ り,ik‑00,00<ik<900のいずれの場合 も切削速度ベ ク トルVはVw
と一致するが,Vk>0および Vk<0の引 き切 り切削では,Vは Vwよりも,Vw,Vkおよびikによ って定められる角度 E(これを切削方向偏差角 と呼ぶ。)だけずれを生 じる1)。 したがって,引 き切 り切削では,ikや
f
(‑VJVw,f
を相対速度比 と呼ぶ。)の大 きさに伴 い,Vと平行方向のナイフ 断面における切削角Ov(これを速度切削角 と呼ぶ。)がナイフの取付 け角 On(これを垂直切削角 と 呼ぶ。)より小 さ くなる1)。一般 に,"引 き切 りの効果"と呼ばれているが, これは,上記のように 切削角を減少 させる効果 と,そのほかに,切れ刃線 に平行な方向 (図1
のⅩ
′軸方向)に切削作用を助長 させ る効果を意味する。
V
kとikに よって切 削方式 を分類 す る と,図2に示 す よ うに,(a)静 的二 次元切 削,(b)お よび(C)引 き切 り二 次元切 削,(d)静 的三次元切 削,(e)お よび (f)引 き切 り三 次元切 削,に 分 ける こ とが で きる。 また,切 削抵抗 の分力 の うちでⅩ
′軸 方 向 に作 用 す る分 力F
x,を用 い, それの作 用 の有無 に よって切 削方式 を分類 す る と,F
x,‑
0の場合 の"押 し切 り型 " (図2
(a))とFx′キ0の場合 の "引 き切 り型" (図2
(b)〜 (f))とに分 ける こ とが で きる。 い うまで もな く,"引 き切 り型''は "押 し切 り型" に比 して "引 き切 りの効 果"が あ る。静 的二次元 切 削の切 削方式 を採 りなが ら,被 削材 の主軸 方 向 (図 1参照) をナイ フの送 り方 向 に対 し て傾 斜 させ る傾 斜二次元切 削2)は, この "引 き切 りの効果 " をね らった もので あ る。この研究で対象 としている引 き切 り切削は,ナイフの
Ⅹ
′軸方向の移動 を伴 うか ら, F
x・の測定が 困難 となる.そこで,つぎに,切削抵抗各分力の関係 を明 らかにし,F
x,を正確 に求める方法につ いて述べる。引き切 り切削では,ik‑OoおよびOo<ik<900のいずれの場合 も,切削抵抗Rの分力*1はつぎの 3方向に分解で きる。被削材切削面 を基準 とした場合 には,切削面内にあってナイフの送 り方向 に平行方向
( Y
軸方向) と垂直方向(
Ⅹ軸方向)および切削面 に垂直方向(
Z軸方向)にR
を分書1 本文で は,煩雑 にな るこ とを防 ぐため, 図1に示す被削材 の取付 け角 (被 削材傾 斜角)iw‑Ooとして,切 削抵抗R の分力 につ いて述べ る。Rの各分力 は,被削材 に加 わ る力 として表示 し,図 1の各軸 の矢印の方 向 (正 の方向)浴 よびそれ と逆方 向 (負の方向) にそれぞれ作 用す る分力 を正 の値 お よび負の値 とす る。
ナイフす くい面
ナイフの切れ刃線 方向への移動方向 電 削方向
V'f
;Y′←・
Y
ナ イフの 送 り方向
ナイフの切れ刃線 被削材の主軸方向 vk≧0;Oo<ik<90o VK<0 ;Oo<iK<90O 方向‑の移動方向
図 1 引 き切 り三 次 元 切 削 の模 式 図
ⅩおよびY:ナイフの送 り方向に垂直および平行な軸 :
Ⅹ′および Y′:ナイフのす くい面上 における切れ刃線 に 平行および垂直な軸 :Z:被削材の切削面 に垂直な軸 : Y′:ナイフのす くい面 に垂直 な軸 ;上記のⅩ〜Y′の各 軌 こ付 された(+)記号 :各軸に付 された矢印の方向を意 味する ;(‑)記号 :各軸 に付 された矢印 と反対の方向を 意味する;〜k:ナイフ傾斜角 (バイアス角);JⅥ:被削材 傾斜角
, '
(:切削方向偏差角 ;On:垂直切 削角 ;a :逮 度切削角 ;t'k :ナイフの切れ刃線方向移動速度 (ナイフ スライ ド速度);Vw:ナイフの送 り速度 :V :ナイフの 切削速度 ;正の角度 :それぞれの基準 となる軸か ら反時 計廻 りに計測 した場合の角度 を意味する :負の角度 :そ れぞれの基準 となる軸か ら時計廻 りに計測 した場合の角 度 を意味 す る;Vk>0お よびVkく0:X'の(‑)お よび (+)の方向へのナイフ切れ刃線方向移動速度 を意味する。ik‑Oo
I Fx.‑ 0
Ⅹ′ vk‑0 (a)
00
< > Ft
.X>1 仙
lIH訊(a) (b)
図 3 引 き切 り三 次 元 切 削 に お け る切 削 抵 抗 の 各 分 力 とそ れ らの 作 用 方 向
Fx,Fyお よび
爪:
Ⅹ′,Y′お よび Z′軸 の 各方向 に作 用する切削抵抗の分力 ;F :ナイフす くい面に作用す る摩擦力 ;ZF:ナイフす くい面に作用するFの作用方 向;E:切削方向偏差角,'∂。:ナイフす くい面上 にお ける Z′軸 を基準 としての ZF軸 とのなす角 ;速度 (Vk, Vuお よ び V):図 1参 照 :顔 (X,Y,X′,Y′ぉ よ び Z′):図 1参照 :軸 の方向の(正), (負)お よび角度 の (+), (‑):図1の記載 に同 じ :切削抵抗の各分力の 符号 :そOJ分力の作用する軸の方向の符号 と同 じにな るように表示 している。Oo<ik<900
図 2 i‑k,
V
kお よ び Fx.の 変 化 に基 づ く切 削 方 式 の 変 化 の 分 類ilk‑Ooの場合 ・'二次元切削の場合 ;Ooくik<900の場合 :三次元切削の場合 :Vk‑0の場合 :引 き切 り切 削でない 通常の切削の場合 ;I(k>0の場合 :正の引 き切 り切削の場合 :Vk<0の場合 :負の引 き切 り切削の場合 :Fx:X′
軸方向に作用する切削抵抗の分力で "引 き切 り力" ともいうo記号(ik,Vk,Vu,Z′およびY′):図 1の記載 に同 じ。
解 で き るO そ れ ぞ れ の 分 力 をFx (横 分 力 ),FY(送 り分 力 ) お よ びFz(背 分 力 ) とす る。 また , ナ イ フす くい面 を基 準 と した場 合 に は, す くい面 内 に あ っ て切 れ 刃 線 に平 行 方 向
( Ⅹ
′軸 方 向 ) と 垂 直 方 向 (Z′軸 方 向 ) お よ び す くい 面 に垂 直 方 向( Y
′軸 方 向 ) に β を分 解 で き る。 そ れ ぞ れ の 分 力 をFx・(引 き切 り力 ),Fz・(押 し切 り力 ) お よ び 凡 (垂 直 力 ) と呼 ぶ 。これ らの 各 分 力 の 間 に は, 次 式 の 関 係 が 成 立 す る。 た だ し,
F
は摩 擦 力 で あ るOR‑(Fx2+FY2+Fz2 )1/2‑ (Fx2+Fy2+Fz2)1/2 ‖)
46 杉 山 滋
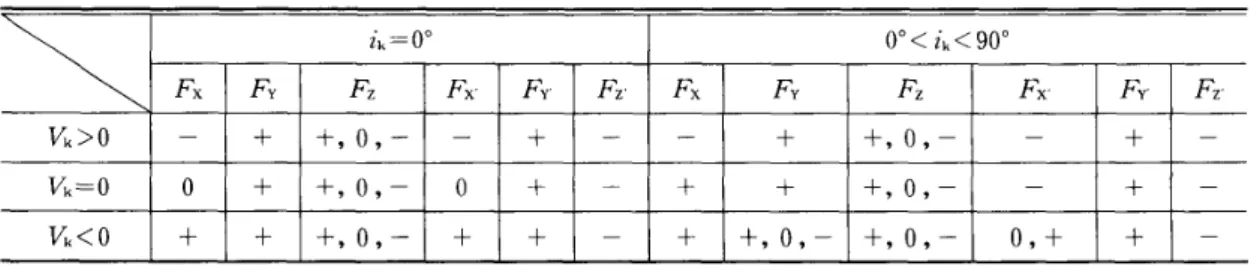
表1
種 々の切 削方式 にお ける切 削抵抗 の各分力 の作用方向
lト FY Fz Fxp Fy Fz. Fx FY Fz Fx. Fy.
‑ + +,0,‑ ‑ + ‑ ‑ + +,0,‑ ‑ +
Fx,Fy,Fz,Fx・,Fy,お よびFz′:図1に示す X,Y,Z,X′,Y′お よび Z′の各軸の方向 (矢印の方向 を十の方 向 とす る。)に作用す る切削抵抗の分力で,その値が +,‑, 0のいずれになるかは,ikお よび VTkの組 み合わせ によって決 まる。ikお よび Vk :図1参照。
9
7
圃
1○0 0 1 3
8 31 1 8 1 □ 2
111
‑ ̲ 5‥. 7 ‑ ‑
∫4l
′/〜' . . . . I l
5 せ 寸 l
(a)正面図
(b)平面図
図 4
引 き切 り切 削実験装置 ( 模式 図)
(∋ :ナイフ ;② :ナイフ固定装置 ;③ :試験片 :(杏 :切込量設定装置 ;⑤ :切 削抵抗の3分力測定 のための八角 形弾性 リング荷重装置 :㊨ :リバー シブルモータ ;⑦ :バ イアス角設定装置 ;⑧ :八角形弾性 リング荷重装置⑤ を固定す るための フレーム とベース ;⑨ :フレーム とベース⑧ を固定す るための コンク リー トベース ;⑩ :ナイ フの送 り台 :⑪ :送 り台⑩ を移動 させ るためのスライ ドユニ ッ ト (リニヤウェイ):⑫ :親 ネジ (リー ドスク リュ ー);⑬ :親 ネジの回転 を停止す るための装置 ;⑭ :電源 を遮断す るための リミッ トスイ ッチ :⑮ お よび⑯ :ナ イフの送 り台⑩ をスライ ドユニ ッ ト⑪ に垂直 お よび平行 に移動 させ るためのハ ン ドル :⑰ :プー リ ;
⑱:
Vベル ト ;⑩ :無段変速 モータ ;㊨ :ナイフ(∋お よびナイフ固定装置② を移動 させ るためのスライ ドユニ ッ ト (リニヤ ウェイ)F‑(F
x,
2+ F
z・2)1/2l
lノ凡
凡Lil"rL
CC1
237ハU
TロムU1
23α
αα(2)
i≡ ‡ (3,
ここに
, al‑ COS ik b1‑‑Sinik
C1‑ 0 a2‑ SinOn
sinik b2‑SinOncosi k
C2‑ COSO n
a3‑‑CO
S
On
sinik b3‑‑COSO n
cosik C3‑SinO n
(3)
式 に示 した各分力の作用方向 ( 図
1に示す各軸 の正 また は負の方向)を表
1に示す* 2 。分力の測 定 に際 しては,後述す るように,
3分力測定用八角形弾性 リング荷重装置 に試験片 を取付 けるこ とによ り ,F
x,F
yお よび F
zを直接測定す ることがで きるか ら,これ らを もとに
,(3)式か ら ,F
x, ,
FY , お よび
Fz・を容易 に求 めることがで きる。
3 .ナイ フす くい面の摩擦係 数の測定法
す くい面 に作 用 す る摩 擦 力 F は ,( 2 ) 式 で 求 め られ るか ら,垂 直 力
N (‑FY,)を用 い る と, す くい面 の摩 擦 係 数 〃 は,
p‑F/N (4)
で求 め られ る
1)。なお,図
3に示 す よ うに,す くい面 にお い て Z ′軸 方 向 を基 準 と して ,F の 作 用 方 向 ( 即 ち, 図
3の
ZF方 向 ) まで の角 度 を
Fの作 用 角 8Cとす る
。8Cは, 次 式 で表 さ れ る
。∂
。‑tanー1(F
x′/ F
z・)( 5 ) 4 .引 き切 り三次元切 削実験装置 と切削抵抗の測定法
試作 した実験装置 を図
4に示す。同装置 は,切れ刃線方向 にナイフを移動 させ る装置 と,被 削 材 に向 ってナイ フを送 り込 むナイフの送 り装置 とか ら構成 されてい る。試験片③ は微小切込量設 定装置④ に固定 され, さらにそれ らは切 削抵抗 を測定す るための
3分力測定用八角形弾性 リング 荷重装置⑤ に取付 け られてい る。 なお,八角形弾性 リング荷重装置⑤ は,別個 に設 け られた基礎 台( 勢に,L字鋼製 フレーム⑧ な どを介 して固定 されている。ナイフ① は,所定の垂直切削角 O nと な るように,しか も切れ刃線方向 に移動 で きるように特殊 に設計 されたナイ フ台( 多に固定 され ( ナ イフは表刃方式 に固定),それ らはバ イアス角 i kを設定す るための円形定盤 を介 して,ナイフの送 り装置⑩ に固定 されている。② お よび⑩ は, それぞれ リバー シブルモー タ⑥ お よび無段変速 モー タ⑩ の回転 によ り
Vベル ト⑱ を介 して, スライ ドユニ ッ ト (リニア ウェイ)⑪ お よび⑳上 を移動 す る。
*2表1において,分力が通常 の場合 と異 な る方向 に作用 す る場合 について,若干 の説明 を加 える(と くに断 りのない 分力の場合 は,切 削現象か ら考 えて,当然予想 され る通常 の傾 向 を示 す場合で あ る)。Fz≦0とな る場合 は,摩耗 し たナイ フによる切 削
,O n
を大 き くした切 削,裏 刃 を作用 させた切 削,繊維傾斜角の小 さい順 目切 削,お よび木 口切 削 な どで,一般 に切込量tnの小 さい切 削の場合 が考 え られ る。 また,Fxは Vkと ikに よって異 な り,Fx妻Oの場 合があ るOと くに,Vk<0の三次元切 削では,相対速度比f(‑ 帆/1ん)と ikの組 み合 わせ に よってFx<Oか らFx>0へ変化 す る(当然,Fx‑0の場合 が起 り得 る)。 また,F,く0の特異 な場合 が あるが, これ はVk<0の引 き切 り 切 削で,ikと