Journal of the Ceramic Society of Japan 104 [6] 510-516 (1996) Paper
高濃度 アルミナ スラ リーの鋳込 み成形 に及ぼすセ ッコウ型特性の影響
高 橋 実 ・清 水 準 ・鵜 沼 英 郎 ・松 林 重 治*・ 植 木 正 憲*・ 鈴 木 久 男** 名 古屋 工 業 大 学 セ ラ ミ ッ クス 研 究 施 設, 507多 治 見 市旭 ヶ丘10-6-29 新 日本 製 鐡 (株) 先 端 技 術 研 究 所, 211川 崎 市 中原 区 井 田1618 静 岡大 学 工 学 部 物 質 工 学 科, 432浜 松 市 城 北3-5-1Effect of Characteristics of Plaster Mold on the Slip Casting of
High Concentrated Alumina Slurry
Minoru TAKAHASHI, Jun SHIMIZU, Hidero UNUMA, Shigeharu MATSUFAYASHI* ,
Masanori UEKI* and Hisao SUZUKI**
Ceramics Research Laboratory, Nagoya Institute of Technology, 10-6-29 , Asahigaoka, Tajimi-shi 507
Advanced Materials & Technology Research Laboratories, Nippon Steel Corporation, 1618, Ida, Nakahara-ku, Kawasaki-shi 211 Department of Materials Science, Shizuoka University, 3-5-1, fohoku, Hamamatsu-shi 432
Effect of suction pressure pcap and permeability Km of plaster mold on the slip casting of a high concen trated alumina slurry of 58.8vol% was investigated. Three cylindrical plaster molds were fabricated from the slurries having water-to-plaster mass ratios of 0.55, 0.63 and 1, and designated as the 55%-mold, 63%-mold and 100%-mold. The 55%, 63% and 100%-molds were characterized by low p
cap and low Km, high pcap and low Km, and low pcap and high Km, respectively. Casting rate at an early stage in creased with increasing pcap•~Km or Km, and average bulk density of cast body increased with increas ing pcap. Local green density increased from the center toward the wall of mold because of consolida tion of the compressible cake. High pcap•~Km and low pcap enhanced percolation effect
, and resulted in remarkable segregation of fine particles near the mold wall. Green body with a high relative density of 66.3% and a homogeneous density distribution was obtained from the 63%-mold showing high p
cap and l
ow Km. [Received August 9
, 1995; Accepted February 9, 1996] Key-words: Slip casting, Alumina slurry, Plaster mold, Suction pressure
, Permeability, Green density distribu tion 1. 緒 言 セ ッコウ 型 を 用 い た泥 漿 鋳 込 み成 形 は複 雑 形 状 品 や 大 型 品 が 安 価 に 製造 で きる特 長 を有 し, 伝 統 的 セ ラ ミ ック ス の み な らず フ ァイン セ ラ ミ ック スへ の応 用 も図 られ てい る1). しか し, フ ァイ ン セ ラ ミ ック スへ の 鋳 込 み 成形 の適 用 に際 して は 寸 法精 度 が低 い こ とや厚 肉大 型 化 が 困難 な こ とが 問 題 に な って い る. これ らの 問 題 は 成 形 体 の乾 燥 収 縮 率 が大 きい こ とあ る い は その 異 方 性 に起 因 す る こ とが多 い. した が って, 解決 の 一 つ の 方 向 は 高 密 度 で均 質 な成 形 体 を得 る こ とで あ り, 鋳 込 み 時 にお け る着 肉挙 動 を知 る こ とが 重 要 とな る. 着 肉挙 動 は ス ラ リー特 性 と型 特 性 に よ って 支 配 さ れ る が, ス ラ リー特 性 に比 べ て型 特 性 に着 目 した 研 究 は 少 な い. この観 点 か ら, 前 報2) で は3種 の 円筒 セ ッ コウ型 を 用 いて 良 分 散 ア ル ミナ ス ラ リー を鋳 込 み, 型 吸 水 面 の変 化 が 着 肉 挙動 に及 ぼ す影 響 を検 討 した. そ の 結果, 着 肉層 成 長 面 及 び セ ッ コウ型 内 へ の水 の 浸 透 面 は セ ッ コウ型 の 吸水 面 形 状 に 依 存 して, 非 一 次 元 的 に発 達 す る こ とが 分 か っ た. 本 研 究 で は, 吸 水 圧 と透 水 係 数 が 異 な る3種 の 円 筒 セ ッ コウ型 を用 い, 型 特 性 とス ラ リー の着 肉挙 動 及 び成 形 体 密 度 分 布 との 関 係 を 実 験 的 に 解 析 す る こ とを 目的 とす る. 2. 実 験 2.1 セ ッコ ウ型 の作 製 と評 価 セ ッコ ウ (ノ リタ ケ カン パ ニ ー リ ミテ ド製, 一 般 用 特 級 グ レー ド) に蒸 留 水 を加 え, 真 空 か くはん 機 (春富 電 機 製, VC-1) を用 い て セ ッ コ ウ ス ラ リー を調 製 した. コン シス テ ン シ ー (水/セ ッ コ ウ 質 量 比) を0.55, 0.63及 び1.0と 変 え, 吸 水 圧 測 定 用 円柱 (外 径60mm, 高 さ100mm), 透 過 率 測 定 用 円 柱 (外径60mm, 高 さ30mm), 吸水 量 測 定 用 円 筒 型 (内 径30mm, 高 さ45mm) 及 び 鋳 込 み 成 形 用 円 筒 型 (内径60mm, 高 さ100mm) を作 製 した. コ ン シ ス テ ン シ ー に 応 じて, 各 型 を 便 宜 的 に55%型, 63%型 及 び100%型 と呼 ぶ. な お, セ ッコ ウ メ ー カー に よ る標 準 コ ン シ ス テ ン シ ー は0.63で あ る. ま た, 本 実 験 にお け る63% 型 は前 報2) の全 面 吸水 型 と同 じであ る. 祖 父 江 ら3) の 方 法 に準 じた 吸 水 圧 測 定 装 置 を 図1に 示 す. 手 順 は, ま ず コ ックAを 開 き上 部 タ ン ク か ら一 定 量 の蒸 留 水 を ガ ラス 筒 に 入 れ る. コ ッ クAを 素 早 く閉 じた 後, コ ッ クBを 開 く. セ ッ コ ウ に よ る吸 水 が 進 む と水 面 が 下 降 し, 系 内 の 空気 圧 が低 下 す る. 吸水 が平 衡 に達 した 時 点 の マ ノ メ ー タ ー差 圧 か ら吸水 圧 を定 め た. 図2に 透過 率 測 定 装 置 を示 す4). コ ッ クA, Bを 微 調 整 して 系 内 を 約 10kPaに 減 圧 す る. セ ッ コ ウ試 料 上 面 か ら水 が 浸 透 し, 試 料 が 水 で 飽 和 さ れ る と流 量 が 一 定 とな る. 定 常 状 態 に 510
高橋 実 他 Journal of the Ceramic Society of Japan 104 [6] 1996 511 な った 時 点 で 単位 時 間 当 た りの 透 水 量 を ガ ラ ス筒 の 目盛 か ら読 み取 った. 透 過 率 は次 のDarcy式 か ら計 算 した. (1) こ こ で, Km: セ ッ コ ウ 型 の 透 過 率 (m2), Q: 透 水 量 (m3), t: 時 間 (s), ΔP: 差 圧 (Pa), L: 試 料 高 さ (m), A: 透 水 断 面 積 (m2) 及 び η: 水 の 粘 度 (Pa・s) で あ る. セ ッ コ ウ 型 の 気 孔 特 性 と して, 開 気 孔 率 を ア ル キ メ デ ス 法 に よ り, 気 孔 径 分 布 を 水 銀 圧 入 法 に よ り 測 定 した. ま た, セ ッ コ ウ 粒 子 と 気 孔 の 形 態 を 走 査 型 電 子 顕 微 鏡 (SEM) を 用 い て 観 察 した.
Fig. 1. Schematic illustration of apparatus for measurement of suction pressure.
Fig. 2. Schematic illustration of apparatus for measurement of permeability. 2.2 ス ラ リ ー 調 製 セ ラ ミ ッ ク ス 粉 末 と して 市 販 ア ル ミ ナ (昭 和 電 工 製, AL16OSG-4) を 用 い た. 純 度99.58%, BET比 表 面 積 5.3m2/g, 平 均 粒 子 径0.6μm及 び 密 度3930kg/m3で あ る. ア ル ミ ナ/分 散 剤/蒸 留 水 か らな る ス ラ リ ー を ボ ー ル ミ ル に よ り48h混 合 し た, そ の 際, 固 体 濃 度 は85mass% (58.8vol%) と し, 高 分 子 分 散 剤 (中 京 油 脂 製, セ ル ナ D-305) を ア ル ミ ナ に 対 し て0.36mass%添 加 し た. 予 備 試 験 の 結 果, こ の 添 加 量 で ス ラ リー 粘 度 は 極 小 値 を 示 す. ミ リン グ終 了 後, 真 空 脱 泡 した ス ラ リー を用 い て 吸 水量 測 定 及 び 鋳 込 み成 形 を行 っ た.
Fig. 3. Schematic illustration of slip casting system.
2.3 鋳 込 み 試 験 と成 形 体 の評 価 図3に 鋳 込 み成 形 試 験 装 置 を示 す. また, 成 形 試 験 装置 と同様 な 構 造 で 寸法 の小 さ い 円筒 型 を用 い て 吸 水 量 す な わ ち 濾 過 量 を 測 定 した. 吸水 量 は上 部 に取 り付 け た ガ ラス 円 筒 の 目盛 変 化 か ら読 み とっ た. 本 実 験 で用 いた ス ラ リー は 極 めて 高 濃 度 で あ り, 流 動 限 界 に近 い ため にわ ず か な 吸水 量 で 着 肉 が 完 了 す る. 型 内 に ス ラ リー を充 満 す るた め に は 約1minを 要 す る が, ス ラ リー の セ ッ コ ウ 型 へ の 流 し込 み と同 時 に吸 水 は始 ま る. 更 に鋳 込 み 初 期 ほ ど吸 水 速 度 は 速 いた め, 鋳 込 み初 期 の 吸水 量 測 定 に は誤 差 が 伴 う. そ こ で 成形 体 か さ密 度, ス ラ リー 密 度, 吸 水 量 間 の物 質 収 支式 か ら最 終 吸 水 量 を計 算 し (最終 吸 水 量 計 算 値-最 終 吸 水量 実 測 値) を 各 時 間 に おけ る 吸 水 量 実 測 値 に加 え て 吸 水 量-時 間 曲 線 を 作 成 した. 乾燥 後 の 大型 円柱 成 形 体 の 中心 断 面 部 に沿 って 矩形 試料 (10×20×15mm) を 切 り出 し, 900℃, 1hで 仮 焼 処 理 し て アル キ メ デ ス法 に よ りか さ 密 度 を求 めた2). 仮 焼 試 料 の 気 孔 は ほ とん どが 開 気 孔 と仮 定 で き る た め, 粒 子 体 積= {(乾 燥 質 量-水 中質 量)/水 の 密 度}及 び気 孔 体 積={(飽 水 質 量-乾 燥 質 量)/水 の 密 度}の 和 か ら試 料 全 体 積 を 求 め た. 成形 体 の 粒子 充 填 状 態 はSEMに よ り観 察 した. 3. 結 果 3.1 セ ッコ ウ型 特 性 表1に3種 の セ ッ コ ウ型 の 吸 水 圧pcap, 透 過 率Km及 び 開 気 孔 εmを 示 す. pcapは55%型<100%型<63%型 と な った. しか し, 55%型 と100%型 との 差 は 小 さ く, 63% 型 よ り も約15%低 い 値 が 得 ら れ た. 一 方, Kmは55%型 <63%型<100%型 と コン シ ス テ ン シー の増 加 に伴 って増 加 した. 55%型 か ら63%型 で は13%, 63%型 か ら100%型 で は35%増 加 した. 3種 の型 の相対 的 な特 徴 をま とめ る と, 55%型 はpcap小, Km小, 63%型 はpcap大, Km小 及 び 100%型 はpcap小, Km大 とな る. コ ン シス テ ン シー の増 加 はKmと 同様 に εmも増 加 させ た. 図4に 細 孔 分 布 曲線 を示 す. 気 孔 径 は55%型 か ら63%
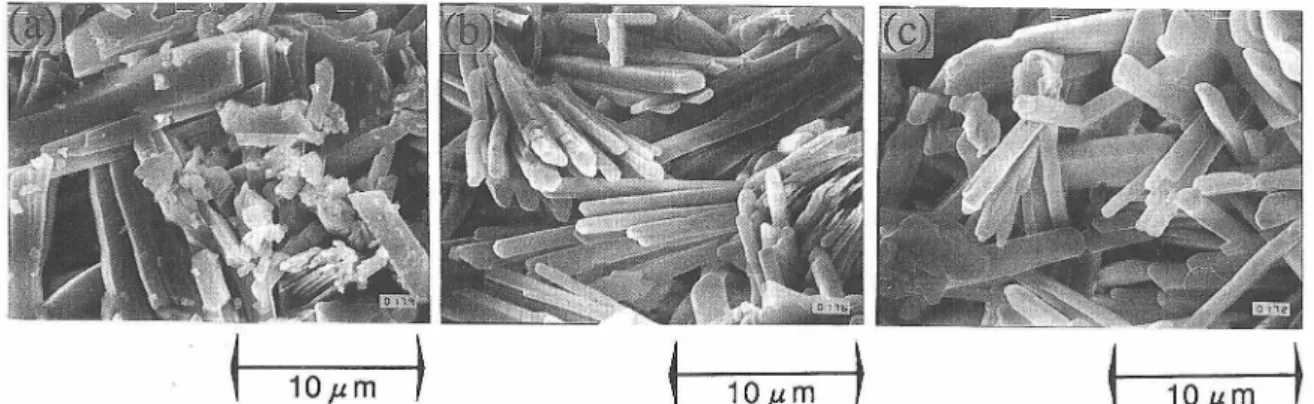
512 高 濃度 ア ル ミ ナ ス ラ リー の鋳 込 み 成 形 に及 ぼ す セ ッ コウ型 特 性 の影 響 型 で減 少 し, 100%型 で は再 び増 加 す る. 55%型 の気 孔 径 は100%型 よ り も若 干 大 きい 傾 向 を 示 す. 表1に 気 孔 の モ ー ド径dcを 記 す. 図5は 各 型 の 破 断 面 に 対 す るSEM 像 で あ る. 55%型 で は 二 水 セ ッ コ ウ粒 子 の 成 長 が 不 十 分 で, ア スペ ク ト比 の 小 さ い 針状 結 晶 や不 規 則 形 状 の 結 晶 が 認 め られ る (図5 (a)). 63%型 で は 針 状 結 晶 が均 一 に成 長 し微 細 気 孔 を 形 成 す る (図5 (b)). 100%型 で は針 状粒 子 が大 き く成 長 す る (図5 (c)).
Table 1. Characteristics of Plaster Molds and Casting Data
Fig. 4. Pore size distributions of the 55%, 63% and 100%-molds.
Fig. 6. Relation between filtrate volume and time .
(b)
Fig. 5. SEM micrographs of fracture surfaces of the (a) 55%, (b) 63% and (c) 100%-molds . 3.2 ス ラ リ ーの 吸 水 挙 動 図6に 吸 水量-時 間 曲 線 に及 ぼ す セ ッ コウ 型 特 性 の影 響 を示 す. 吸 水初 期 で は100%型 の 吸 水量 が最 も多 い. 63% 型 の初 期 吸 水 量 は100%型 よ り も少 な いが, 30minを す ぎ る と100%型 を上 回 る. 55%型 の20min付 近 ま で の 吸 水 量 は63%型 とあ ま り変 わ らな い が, 20min以 降 で は63% 型 よ りも 明 らか に少 な くな る. 吸 水量 測 定 後 に得 られ た 小 型 成 形 体 の か さ密 度 ρsか ら逆 算 した 最 終 吸 水 量Qfは55% 型<100%型<63%型 の 順 とな る (表1). な お, 63%型 で は2604kg/m3 (相 対 密 度 で66.3%) もの 高 い か さ密 度 が 得 られ て い る. 図7に 吸 水 速 度 の 時 間 変 化 を 示 す. 図6 の 時 間 に 関 す る微 分 曲線 に相 当 し, わ ず か な読 み と り誤 差 が 拡 大 さ れ て い る が, い ずれ の 型 も吸 水 す な わ ち着 肉 が進 む につ れ て 急 激 に 吸 水 速 度 は 減 少 す る. 100%型 の 吸 水 速 度 は 初 期 に は 最 も高 い が, 10min以 降 で は55%型 及 び 63%型 よ り も低 くな る. 55%型 及 び63%型 の 吸 水 速 度 は 同 様 な 変 化 を示 す. しか し, 63%型 の 方 が 全 体 的 に幾 分 か 高 く, 63%型 の 最 終 吸 水 量 が55%型 よ り も多 い こ と に
高橋 実 他 Journal of the Ceramic Society of Japan 104 [6] 1996 513
結 び つ く.
Fig. 7. Relation between apparent flow rate and time.
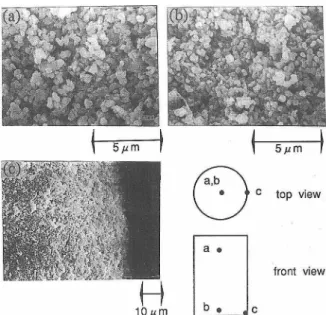
3.3 成 形 体 の 密 度 分 布 図8に 大 型 円柱 成形 体 の 中央 断面 部 に沿 っ た密 度 分 布 を 示 す. 各 型 と も側 面 及 び底 面 方 向 に 向 か っ て 高 密 度 とな り, 等 密 度 線 は下 に凸 の放 物 線 的 形 状 を 示 す. 55%型 で は 中 心 部 に 低 密 度 領 域 が 顕 著 に 現 れ る (図8 (a)). 63% 型 を用 いた 場 合 は 密 度 分布 幅 が小 さ く, 比 較 的 均 一 な 成 形 体 が得 られ る (図8 (b)). 100%型 で は上 部 中心 付 近 で の 低 密 度 領 域 の 発 生 な らび に壁 面 近 傍 (左壁 中央 部 及 び 右壁 上 部) に お け る高 密 度 領 域 の 局 部 的 形 成 が 特徴 的 で あ る (図 8 (c)). 各 測 定 試 験 片 の か さ 密 度 の 算 術 平 均 値 ρ1は55% 型<100%型<63%型 で あ る (表1). な お, 3.2節 で 述 べ た ρsは成 形 体 全 体 の仮 焼 試 料 に対 す る測 定 値 で あ り, ρ は 切 り出 し試 料 に 対 す る測 定 値 の 算 術 平 均 で あ る. した が っ て, ρ1の計 算 に は 切 り出 し位 置 の半 径 に対 して重 み を 掛 け る 必要 が あ るが, 切 り出 し方 法2) を考 え る と正 確 な 処 理 は 難 しい. ρsと ρ1の微 妙 な差 異 を も た らす 他 の要 因 と して, 二 つ の 型 の大 きさ や 底 面/側 面 比 の差 異 が 考 え られ る (参照, 2.1節). 3.4 成 形 体 の 粒 子 充 填 構 造 図9∼ 図11に3種 の 型 を 用 い て 得 た 大 型 成 形 体 破 断 面 のSEM観 察 像 を 示 す. 55%型 で は 上 部 (図9 (a)) か ら 底 部 (図9 (b)) に か け て 粒 子 が 密 に 充 填 し, 微 粒 子 の 存 在 割 合 が 増 加 す る 傾 向 に あ る. 同 様 な 粒 子 充 填 状 態 の 変 化 は100%型 (図11 (a), (b)) に つ い て も 認 め ら れ る が, 63%型 (図10 (a), (b)) で は あ ま り明 瞭 で な い. ま た, 着 肉 層 と型 面 の 接 触 部 で は, 図9 (c), 図10 (c) 及 び 図11 (c) の 右 端 部 に 見 ら れ る よ う な ク リー ム 状 の 微 粒 子 偏 析 層 (以 下, ク リ ー ム 層 と呼 ぶ) が 形 成 さ れ る. ク リ ー ム 層 の 厚 さ は63%型 (約5μm)<100%型(約20μm)<55%型 (約 30μm) の 順 に 大 き く な っ た.
Fig. 9. SEM micrographs of a cast body at (a) near the top, (b) near the bottom and (c) near the periphery in the 55%-mold sys tem.
(a)
(b)
(c)
514 高濃度 アル ミナス ラリーの鋳込み成形 に及 ぼすセッコウ型特性の影響
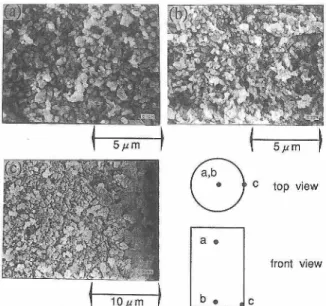
Fig. 10. SEM micrographs of a cast body at (a) near the top, (b) near the bottom and (c) near the periphery in the 63%-mold system.
Fig. 11. SEM micrographs of a cast body at (a) near the top, (b) near the bottom and (c) near the periphery in the 100%-mold system. 4. 考 察 4.1 セ ッ コ ウ 型 特 性 セ ッ コ ウ 型 は 微 細 な 気 孔 か ら な る多 孔 体 で あ り, そ の 透 過 率 はKozeny-Carman式 で 近 似 さ れ る5). (2) こ こで, Km: セ ッコ ウ 型 の透 過 率, εm: 型 の 開 気 孔 率 及 びdp: 粒 径 で あ る. Bは 気 孔 形 状 や気 孔 径 分 布 に依 存 す る 定 数 で あ る. 右 辺括 弧 内 の εmdp/(1-εm) は動 水 半 径 に比 例 す る量 で あ る. この項 を気 孔 径 に置 き換 えて 考 え れ ば, εmと 気孔 径 が大 き いほ どKmは 大 き くな る. コ ン シス テン シ ー の増 加 は反 応 に消 費 され な い水 を増 加 さ せ, εmの 増 加 を も た ら す (表1). 一 方, 気 孔 の モ ー ド 径dcは63%型 で3.06μm, 55%型 と100%型 で3.85μmと な り (表1, 図4), こ れ は 二 水 セ ッ コ ウ 針 状 結 晶 の 不 十 分 な 成 長 (図5 (a)), 均 一 な 成 長 (図5 (b)) 及 び 過 剰 な 成 長 (図5 (c)) に 対 応 す る. し た が っ て, 55%型 か ら 63%型 で は εmは 増 加 す る が, 気 孔 径 が 減 少 す る た め に Kmの 増 加 は 比 較 的 小 さ い. 63%型 か ら100%型 で は εmの 増 加 に 気 孔 径 の 増 加 が 重 畳 し, Kmは 著 し く増 加 す る (表 1). セ ッ コ ウ 型 の 微 細 気 孔 は 水 と の 濡 れ が 良 い た め 毛 管 負 圧 す な わ ち 吸 水 圧 が 発 生 し, 濾 過 駆 動 力 を も た ら す. 吸 水 圧 は (3) 式 で 近 似 さ れ る6). (3) こ こで, σは 水 の 表 面 張 力 で あ る. (1-εm)/dpεmの 項 は 本 質 的 に 気 孔径 の 逆 数 を意 味 し, 気 孔 径 が 小 さ いほ どpcap は大 き くな る. pcapは55%型 か ら63%型 で い っ た ん は 増 加 す る が100% 型 で は 減 少 す る (表1). 図4で 気 孔 モ ー ド径 が63%型 で 極 小 とな る こ とに対 応 し, pcapに 関 して 最適 コン シス テ ン シ ー が 存 在 す る. コ ン シ ス テ ン シ ー 変 化 に 伴 っ てpcapが 極 大 を示 す 挙 動 は 李 ら4) も報 告 して い る. 彼 ら の 結 果 で は, コン シ ス テ ン シ ー の低 い領 域 で は気 孔 径 は バ イ モ ー ダ ル 分 布 を示 し, 全 気孔 量に対 す る細 気 孔 量 の 割 合 は ほ ぼ 同 じで あ る. した が っ て, コ ン シ ス テ ン シー 増 加 に 伴 う全気 孔 量 の増 加 は, 細 気 孔 量 を増 加 させ るの で 吸 水圧 が増 加 す る. 一 方, コン シ ス テ ン シ ーが 高 す ぎ る と結 晶 が 大 き く成 長 す る た め に細 気 孔 量 が減 少 し, 吸 水圧 に極 大 が生 じる と 考 察 して い る. 本 実 験 で も, 高 コン シ ス テ ン シ ー域 に あ る 100%型 で は針 状 粒 子 が 著 し く成 長 し (図5 (c)), 李 らの 考 察 を支 持 す る. しか し, 低 コ ン シ ス テ ン シ ー 域 の55% 型 で は 気 孔 径 の バ イ モ ー ダル 分 布 は 明 瞭 に は 認 め られ な か っ た (図4). 図5 (a) を 見 る と, 55%型 で は反 応 水 の 不 足 に よ って 針 状 セ ッ コ ウ粒 子 の発 達 が不 十 分 であ り, 細管 状 の 微 細 気 孔 が 少 な い た め 低 い 吸 水 圧 を 示 す と考 え られ る. Km及 びpcapと セ ッ コウ 型 微 構 造 との 関 係 の解 明 は本 研 究 の 主 題 で は な い が, 前 述 した よ う に 図5 (a)∼(c) で 各 型 の 気 孔 形 態 は か な り異 な る こ とが予 測 さ れ る. Km及 び pcapの 正 確 な 解 釈 に は, 水 銀 ポ ロ シ メ ー タ ー に よ る気 孔 径 測 定 の 際 の 気 孔 形 状 に対 す る仮 定 を含 め, 3次 元 気 孔 構 造 の 解 析 な らび に気 孔 径 分 布 の詳 細 な 検 討 が 必 要 とな る こ と を注 意 す る. 4.2 スラ リ ーの 吸 水 挙 動 と 成形 体密 度 濾 過 理 論 に基 づ く着 肉 層 厚 さ と鋳 込 み 時 間 の 関 係 式 は AdcockとMcDOwal17) に よ り初 め て 示 さ れ た. この 理 論 式 で は セ ッコ ウ型 の透 水 抵 抗 は 無 視 され, 一 次 元 的 な着 肉 層成 長 及 び着 肉層 の非 圧 密 性 が 仮 定 され て い る. セ ッ コウ 型 の 透 水 抵 抗 と着 肉層 の 圧 密 性 を考 慮 した 着 肉速 度 式 は AksayとSchilling8) そ してTillerとTsai9) に よ り誘 導 され た. 更 に, TillerとHsyungは 非 圧 密 性 の 円 筒 曲面 着 肉層
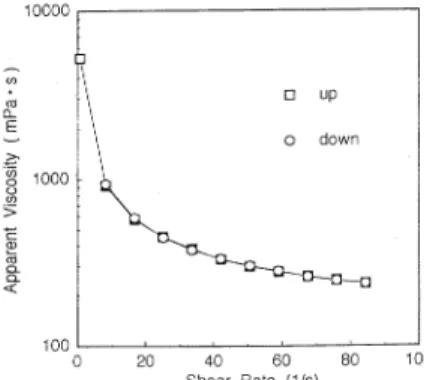
高橋 実 他 Journal of the Ceramic Society of Jahan 104 [6] 1996 515 に 対 して 一 次 元 的 成 長 を表 す式 を導 い た6). 本 系 に最 も近 い 系 はTillerとHsyungに よ る 円筒 内壁 着 肉 の 場 合 で あ る. しか し, 前 報2) で 述 べ た よ うに 本 実験 にお け る鋳 込 み シ ス テ ム (図3) で は 着 肉 層 は 三 次 元 的 に成 長 し, 一 次 元 的着 肉層 成 長 の 仮 定 に合 わ な い. 現 段 階 で は, 曲面 上 着 肉 層 の 三 次 元 的 成 長 を表 す 解 析 式 の 誘 導 は 極 め て 困 難 で あ る. そ こで, 円筒 表 面 へ の 一 次元 的 な 内壁 着 肉 を示 すDar cy式 ((4) 式)6) に依 拠 し, セ ッ コウ 型 のpcap及 びKmの 役 割 を定 性 的 に論 議 す る. (4) こ こで, Q: 吸 水 量, t: 時 間, a: 円筒 型 の 内径, rc: 着 肉 層 表 面 の 半 径, RL: セ ッコ ウ型 内へ の 水 浸 透 面 の 半 径 及 び Kc: 着 肉層 の透 過 率 で あ る. な お, 測 定 セ ッコ ウ型 の 側 面 に対 す る底 面 の 濾 過 面 積 比 は1/6で あ る が, 底 面 方 向 へ の 吸 水 は考 慮 さ れ て い な い こ とを注 意 す る. (4) 式 か ら, 吸 水 速 度 に対 して 着 肉層 及 び セ ッコ ウ型 の 二 つ の透 過 率Kc及 びKmが 影 響 す る. 一 般 に, KmはKc よ り もは る か に大 きい. 更 に 円 筒 着 肉 の 特 徴 を示 すa/rc 及 びRL/aの 項 を 比 べ る と, rcは 内 径 側 へ の 減 少 及 びRL は 外径 側 へ増 加 す るた めa/rcはRL/aよ りも相 対 的 に大 き く増 加 す る. した が って, 着 肉 進 行 に伴 って 型抵 抗 の寄 与 は急 激 に減 少 す る. しか し, 型 抵 抗 が 無 視 で きな い極 め て 初期 の着 肉 で は, 濾 過 速 度 はpcapとKmの 積 に比 例 す る こ と が (4) 式 か ら う か が え る. 実 際, pcap×Kmは55%型 <63%型<100%型 で あ り (表1), 初 期吸水 速 度 の順 に一 致 す る (図7). な お, 単 純 に はKmと 初 期 吸 水 速 度 の 間 に相 関 が認 め られ る. セ ッコ ウ型 のpcapとKmは 基 本 的 に コン シ ス テ ン シ ー に 依 存 す るた め, 初 期 吸 水 速 度 がpcap× Kmあ る い はKmの い ず れ に強 く支 配 され る か を 実 証 す る こ とは難 しい. しか し, 例 えばpcapとKmを 独 立 に制 御 で き る可 能 性 が あ る セ ラ ミ ッ ク型10) を用 い れ ば, こ れ ら二 つ のパ ラ メー ター と初 期 吸 水速 度 の 関係 を 明確 に で き る も の と思 わ れ る. 最 終 吸 水 量 及 び成 形 体 密 度 は55%型<100%型<63%型 で あ る (表1). とこ ろ で, 本 ス ラ リー は分 散 剤 を添 加 し て見 掛 け 粘 度 を 極 小 に調 製 して あ る. しか し, 回 転 粘 度 計 (レ オ ロ ジ製, MR-500) を用 い た レオ ロ ジ ー測 定 結 果 は, 図12の よ うに せ ん 断速 度 の増 加 に伴 って 見 掛 け 粘 度 が 減 少 す るせ ん 断速 度 流動 化 を示 す. 一 般 に, せ ん 断 速 度 流 動 化 は せ ん 断 速 度 の 増 加 に伴 う凝集 粒 子 の 破 壊 に よ っ て生 じ る11). す な わ ち, 本 ス ラ リー は幾 分 か の 凝 集 粒 子 を含 ん で い る と考 え られ る. 一 方, 凝 集 粒 子 は 圧 密 性 を示 す た め, 濾 過 圧 力 が高 い ほ ど高密 度 着 肉 層 を形 成 す る9). した が っ て, pcapの 大 小 (55%型<100%型<63%型) が最 終 吸 水 量 も し くは成 形 体 密 度 の 差 を もた ら した 要 因 と考 え ら れ る. な お, Hamptonら11) は か さ密 度 を650∼1300kg/ m3に 調 製 した セ ッ コ ウ型 を 用 い て, ア ル ミナ ス ラ リー の 鋳 込 み挙 動 を検 討 した. そ の 結 果, セ ッ コウ 型 特 性 は成 形 体 密 度 に影 響 しな い と述 べ て い る. しか し, Hamptonら に よ る成 形 体 か さ密 度 は 実 際 には2000∼2300kg/m3に 分 布 して い る. 本 実 験 で の 成 形 体 か さ密 度 の 最 大 差 は 高 々 50kg/m3 (相 対 密 度 で1.3%) で あ り, こ の 程 度 の 差 を 論 じて い る こ とを付 記 す る.
Fig. 12. Apparent viscosity versus shear rate for the alumina slurry containing 0.36mass% of dispersant.
4.3 成 形体 密度 分 布 と粒 子 充 填 構 造 鋳 込 み 成 形 で は 着 肉 速 度 と着 肉 層 の 平 均 密 度 だ け で な く, 着 肉 層 の 均 質 な 密 度 分 布 が 問 わ れ る. 図8で 各 型 と も壁 面 に近 づ くほ ど密 度 が 高 くな る. 濾過 理 論 に よ れば, 吸水 圧 は液 圧 と固 体 粒 子 に 加 わ る圧 力 の和 で表 さ れ, 固 体 粒 子 に 加 わ る圧 力は セ ッコウ型 面 に近 づ くほ ど増 加 す る9). 前 述 した よ う に本 ス ラ リー は若 干 の圧 密 性 を示 す. この た め, 圧 密 効 果 に よ って 壁 面近 傍 ほ ど高密 度 とな る. また, 各 型 と も等 密 度 線 が 幾 分 か下 に 凸 の放 物 線 的 形 状 を示 す の は, セ ッ コウ 型 の 三 次 元 的 吸 水 能 に よる2). この 形 状 は 着 肉層 前 線 の 成 長 過 程 に ほ ぼ 一致 し, 早 い時 期 に形 成 され た 着 肉層 ほ ど圧 密 効 果 を 強 く受 け て 高密 度 とな る こ とを意 味 す る. 平 均 密 度 を100と した 場 合, 各 型 で の ば らつ きは 55%型 で97.8∼102.0, 63%型 で98.1∼101.5な ら び に 100%型 で97.4∼101.7で あ る. 強 い 圧 密 を も た ら す63% 型 で 最 も均 質 な成 形 体 が 得 られ た.5 5%型 で 中 心 部 に 低 密 度 領 域 が 顕 著 に 現 れ る理 由 はpcapが 小 さ く, 圧 密 効 果 が 弱 い た め で あ ろ う. しか し, 55%型 と同 程 度 のpcapを 持 っ100%型 の 壁 面 近 傍 で の密 度 は 比 較 的 高 い. この 理 由 は不 明で あ るが, 後 述 す る パ ー コ レー シ ョン効 果 に加 えて 粒 子 慣 性 効 果 が 挙 げ られ る. 55%型 と比 べ る と100%型 の 初 期 吸 水 速 度 は 速 く (図7), これ に対 応 しセ ッコ ウ 型 面 へ 向 か う粒 子 速 度 も速 い と考 え られ る. す な わ ち, 着 肉 層 の圧 密 現 象 は 静 力 学 的 条件 で一 般 に は説 明 さ れ る が, 粒 子 速 度 が速 い初 期 段 階 で は慣 性 力 が もた らす既 着 肉層 へ の 衝 突 効 果 も圧 密 因 子 とな る可能 性 が あ る こ とを示 唆 す る. 更 に 図8 (c) を 詳 細 に 見 る と, 100%型 で は 左 壁 中 央 部 及 び 右 壁 上 部 に局 部 的 に 高 密度 領 域 が形 成 さ れ て い る. セ ッ コ ウ型 ヘ ス ラ リー を流 し込 む と, 瞬 時 に型 面 近 傍 で吸 水 が 起 こ る. 一 方, ス ラ リー の 型 へ の 充 満 に は 約1minを 要 す る. こ の 間, 円柱 型 内 の ス ラ リー 面 よ り上 で は 吸 水 が な く, 下 で は 激 しい 吸 水 が生 じる状 況 に あ る. この た め, ス ラ リー 面 の 境 界 で 不 安 定 な流 れ が発 生 し, 初 期 吸 水 速 度 が 極 め て 高 い100%型 で は壁 面 近 傍 で の 密 度 む らが顕 著 に な
516 高濃度アル ミナスラ リーの鋳込 み成形 に及ぼすセ ッコウ型特性の影響 る と思 わ れ る. 着 肉層 の 密 度 分 布 に 影 響 を 及 ぼ す 他 の 重 要 因 子 と して パ ー コ レー シ ョン (濾液 の 移 動 に伴 って 微 粒 子 が既 着 肉層 の 粗 粒 子 間 空 隙 を 通 り抜 け る現 象)11) が あ る. 図9∼11で 上 部 か ら底部 に か け て の微 粒 子 存 在 割 合 の 増 加 な らび に 型 面 接 触部 で の ク リー ム層 は この効 果 に よ って 生 じる. 少 な く と も, ク リー ム 層 は 吸 水 を 制 限 した 型 面 で は観 察 さ れ ず, 濾 液 流 れ に伴 う現 象 で あ る こ と には 疑 い が な い2). 同 じス ラ リー に対 して, パ ー コ レー シ ョン に よ る偏 析 層 の厚 さ は 濾 過 時 間, 濾 液 流 速 及 び 既 着 肉 層 気 孔 率 に 依 存 す る11). 図6に は2h程 度 の 吸水 挙 動 を 示 して あ るが, 脱 型 が可 能 とな る には 実 際 には 数 日を 要 す る. 脱 型 可 能 時 間 を 正 確 に決 定 す る こ とは難 しい が, 経 験 的 に63%型 の脱 型 日数 は100%型 や55%型 に比 べ て短 い. パ ー コ レー シ ョン は濾 液 移 動 に伴 う現 象 で あ り, 濾過 時 間 が短 い ほ ど換 言 す れ ば脱 型 時 間 が 短 くな るほ どパ ー コ レー シ ョン に よ る偏 析 効 果 は 弱 くな る とみ な せ る. 更 に, 63%型 は 強 い 圧 密 効 果 に よ り初 期 か ら低気 孔 率 の着 肉層 が形 成 され, 微 粒 子 の 通 り抜 け が 生 じ に く くな る. こ の 二 つ の 理 由 に よ り, 63%型 は ク リー ム 層 の 厚 さが 約5μmと 比 較 的薄 く, 全 体 と して 偏 析 の 少 な い 着 肉 層 が 形 成 さ れ た と思 わ れ る. 55%型 の ク リー ム 層 が 約30μmと 厚 く, 成 形 体 中 心 部 か らセ ッ コ ウ型 面 に 向 か っ て 微 粒 子 が 多 くな る傾 向 は63% 型 と逆 の 理 由 に よる. 100%型 も55%型 と同様 の 理 由 に よ り微 粒 子 偏 析 が顕 著 に な った と考 え られ る. な お, 100% 型 は63%型 の 密 度 分 布 パ タ ー ン に 類 似 す る が (図8 (b), (c)), 63%型 に 比 べ て壁 面 近 傍 で の微 粒 子 割 合 が 多 い (図 10, 図11). 100%型 の 初 期の 濾 液 流 速 は極 め て 速 く, 着 肉初 期 で のパ ー コ レー シ ョン 効 果 が 強 か った た め と思 われ る. 圧 密 及 びパ ー コ レー シ ョン と も既 着 肉層 の密 度 を増 加 さ せ, その 結 果 と して透 水 抵 抗 を増 加 さ せ る. した が って, 吸水 速 度 に対 して は 着 肉層 厚 さ の増 加 に伴 う透 水 抵 抗 の 増 加, 着 肉層 の 密 度増 加 に伴 う透 水 抵 抗 の増 加 及 び 着 肉 層 の 圧 密 に伴 う微 量 の 濾液 の わ き出 しが重 な って 影 響 す る. 逆 に, 吸 水 速 度 の変 化 はパ ー コ レー シ ョン に影 響 す る. この た め, 吸水 速 度 変 化 を定 量 的 に説 明 す る こ とは か な り難 し い. 図7の7∼10minに お け る 吸 水 速 度 の 屈 曲 点 は, セ ッコ ウ 型 抵 抗 が ほ ぼ 無 視 で き る と同 時 に圧 密 や パ ー コ レー シ ョン効 果 が弱 ま り, 非 圧 密 性 着 肉層 の定 常 濾 過 に近 似 で きる状 態 へ の移 行 を意 味 す る と思 わ れ る が, 詳 細 な物 理 的 意 味 は不 明 で あ る. 以上 を ま とめ る と, 高 濃 度 良 分 散 ス ラ リー に対 して高 密 度 で均 質 な厚 肉大 型 成 形 体 を得 るた め に は圧 密 効 果 が強 い (高pcap) 型 を用 い る こ とが一 つ の 指 針 とな る こ とが 言 え よ う. 高pcapは 初 期 着 肉 層 の 密 度 を高 くす る た め パ ー コ レー シ ョン に よ る粒 度 偏 析 を抑 制 す る効 果 も持 つ. 更 に, 速 い初 期 吸水 速 度 はパ ー コ レー シ ョン を助 長 す る お それ が あ り, pcap×Kmも し くはKmを 適 度 に低 くす る こ とが 壁 面 近 傍 で の 偏 析 を 防 ぐた め に 必 要 と考 え ら れ る. な お, 図 8で は 高 々50kg/m3の 密 度 差 が 強 調 さ れ て い る が, 小 型 品 の 鋳 込 み で は 問 題 に な ら な い ば ら つ き で あ ろ う. し か し, 大 型 品 で は 密 度 分 布 パ タ ー ン や 粒 度 偏 析 の 微 妙 な 差 異 が 乾 燥 ・焼 結 時 の 亀 裂 発 生 あ る い は 寸 法 変 化 に 影 響 す る こ とは 十 分 に 考 え ら れ, こ の 点 に 関 して は 別 途 に報 告 す る 予 定 で あ る. 5. 総 括 吸 水 圧pcap及 び 透 過 率Kmが 異 な る3種 の 円 柱 セ ッ コ ウ 型 を 用 い, 高 濃 度 ア ル ミ ナ ス ラ リ ー の 鋳 込 み 試 験 を 行 っ た. そ の 結 果, 初 期 吸 水 速 度 はpcap×Kmも し く はKmに 依 存 し た. ま た, 成 形 体 の 平 均 密 度 はpcapに 主 に 支 配 さ れ, 局 所 密 度 は 壁 面 に 近 い ほ ど高 い 値 が 得 ら れ た. い ず れ も, 本 ス ラ リ ー が 持 つ 若 干 の 圧 密 性 に 起 因 す る こ と が 推 察 さ れ た. 更 に, 高 い 初 期 吸 水 速 度 な ら び に 低 い 圧 密 効 果 は パ ー コ レ ー シ ョ ン を 助 長 さ せ る こ とを 指 摘 し た. 以 上 の 結 果 に 基 づ き, 高 密 度 か つ 均 質 な 厚 肉 大 型 成 形 体 を 得 る た め の 一 つ の 指 針 と し て, pcapが 高 く か つpcap×Km (も し く は Km) が 適 度 に 小 さ い セ ッ コ ウ 型 を 用 い る こ と を 提 案 し た. な お, 本 実 験 で 用 い た 比 較 的 に 良 く分 散 した ス ラ リ ー に 対 して は, セ ッ コ ウ 型 コ ン シ ス テ ン シ ー が0.63の と き, 最 も 均 質 な 成 形 体 が 得 ら れ た. し か し, 凝 集 系 あ る い は 低 濃 度 系 ス ラ リ ー で は 最 適 な セ ッ コ ウ 型 も 変 わ る と考 え ら れ, そ の 検 討 は 今 後 の 課 題 で あ る. 謝 辞 本 研 究 の遂 行 に 当 た りア ル ミナ 及 び分 散 剤 の提 供 を 頂 い た 昭和 電 工 (株) 及 び 中 京 油 脂 (株) に感 謝 申上 げ ま す. ま た, セ ッ コウ型 作 製 な らび にス ラ リー 調 製 に助 言 を頂 い た土 本 順 造 な らび に戸 高 栄 弘 (岐阜 県 陶 磁 器 試 験 場) の 両 氏 に 感謝 致 しま す. 文 献 1) 渡 辺 信 彦, “セ ラ ミ ッ ク ス の 製 造 プ ロ セ ス ー 粉 末 調 製 と成 形 ”, 窯 業 協 会 編 集 委 員 会 講 座 小 委 員 会 編, 窯 業 協 会 (1984) pp. 150-68. 2) 高 橋 実, 清 水 準, 鵜 沼 英 郎, 松 林 重 治, 植 木 正 憲, J. Ceram. Soc. Japan, 103, 1160-66 (1995).
3) 祖 父 江 昌 久, 酒 井 淳 次, 中 村 浩 介, 窯 協, 95, 309-15 (1987).
4) 李 冷, 王 炳 華, 荒 川 正 文, 粉 体 工 学 会 誌, 28, 684-88 (1991).
5) 三 輪 茂 雄, “粉 粒 体 工 学 ”, 朝 倉 書 店 (1984) pp. 310-14.
6) F. M. Tiller and N. B. Hsyung, J. Am. Ceram. Soc., 74, 210-18 (1991).
7) D. S. Adcock and I. C. McDowall, J. Am. Ceram. Soc., 40, 355-62 (1957).
8) I. A. Aksay and C. H. Schilling, "Forming of Ceramics", Ed. by J. A. Mangels and G. L. Messing, Am. Ceram. Soc., Columbus, OH (1984) pp. 85-93.
9) F. M. Tiller and C.-D. Tsai, J. Am. Ceram. Soc., 69, 882-87 (1986).
10) 近 藤 祥 人, 橋 塚 豊, 中 原 理 栄, 横 田 耕 三, J. Ceram. Soc. Japan, 101, 928-31 (1993).
11) J. H. D. Hampton, S. B. Savage and R. A. L. Drew, J. Am. Ceram. Soc., 71, 1040-45 (1988).