福岡県工業技術センター 研究報告 No. 19 (2009)
- 119 -
プリント配線板のスルーホールメッキ検査技術の開発
古賀 文隆*1
A New Inspection Technique for Through Holes of Printed Wiring Boards
Fumitaka Koga
プリント配線板は電子機器・装置の主要な部品の一つである。現在プリント配線板の検査は,外観検査装置等に より自動化が進んでいる。しかし,自動外観検査装置は,表面の欠陥を検出するのみでスルーホールの欠陥は検出 できない。そこで,スルーホールの自動検査装置の実現を目的とし,背面に白色の反射板を密着させて撮影したプ リント配線板の画像からスルーホール部の色情報を抽出して欠陥を検出する方法を開発した。本方法は,プローブ コンタクトによる導通検査でも検出できない部分的な断線でも検出が可能である。また,機構が簡単で既存の外観 検査装置への導入も容易である。
1 はじめに
プリント配線板は電子機器・装置の主要な部品の一 つであり,その不良は電子機器・装置の不良に直結す る。そのため,プリント配線板の検査は重要であり,
現在外観検査装置等により検査の自動化が進んでいる。
しかし,プリント配線板の自動外観検査装置は,表面 の欠陥を検出するのみでスルーホールの欠陥は検出で きない。そこで,スルーホールの自動検査装置が望ま れており,スルーホール内に円錐状の鏡を挿入し鏡に 映る画像を撮影する方法1),スルーホールの片端部を ふさいで光を照射し,反対端に漏洩してくる光を検出 する方法2),光軸を傾けて配置したカメラによりスル ーホール壁面を撮影する方法3),4)等が開発されている が,いずれも機構が複雑で実用化には至っていない。
本稿では,背面に白色の反射板を密着させて撮影し たプリント配線板の画像から,スルーホール部の色情 報を抽出して欠陥を検出する方法を開発し,その有効 性を確認したので報告する。本方法は既存の自動外観 検査装置への導入も容易に可能な簡単な機構で実現で き,検査時間の増加もほとんどないという特徴を持つ。
2 検査方法
背面に白色の反射板を配置した状態でプリント配線 板をカメラやラインセンサで撮影する。そのようにし て得られた画像の各スルーホール部の中心部分の明る さや色情報(RGB成分)を抽出し,同一配線板上の複 数の同一直径のスルーホールにおける値と相対的な比
較を行うなど,正常なスルーホールにおける値との比 較を行う。
スルーホールを通して見える背面の反射板にはスル ーホール内部で反射した光が到達するが,スルーホー ルメッキに部分的な欠損があると,その部分で反射光 の減少やRGB成分の比率の変化が生じる。そのため,
撮影された画像上においても欠陥のあるスルーホール 部では明るさやRGB成分に正常値との違いが生じるこ とから,欠陥検出を行うことができる。
3 実験
背面に白色の反射板を配置した状態でのプリント配 線板の画像の撮影は,フラットヘッドスキャナを使用 して行った。また,スルーホール部の色情報を抽出す る際は,画像のノイズの影響を低減させるために,中 心を含む複数画素の領域における平均値を取った。
3-1 RGB成分の絶対値による比較
図1にφ0.5mmスルーホールを持つプリント配線板か ら得られた画像を示す。配線板の厚さは約1.1mmであ る。この配線板には150個のφ0.5mmスルーホールがあ り,全スルーホールに1〜150の番号をつけた。その中 のNo. 83,84,95,100にはフェムト秒レーザにより スルーホールの一部に傷を付加した。これらのスルー ホールは電気的には導通している。また,No. 120は ドリルにより穿孔したもので,メッキ部が全く存在し ない貫通穴である。図1の画像から,スルーホール部 のRGB成分を抽出して150個全てのスルーホールに対し て各成分の値をプロットした結果を図2に示す。RGB成
*1 機械電子研究所
福岡県工業技術センター 研究報告 No. 19 (2009)
- 120 -
分のレベルは8ビットの情報で表されており,スルー ホールの中心を含む64画素の平均値である。図2で,
○は正常なスルーホール,●は傷を付加したスルーホ ールである。R成分とG成分において欠陥のあるスルー
ホールを明確に分離,検出できていることがわかる。
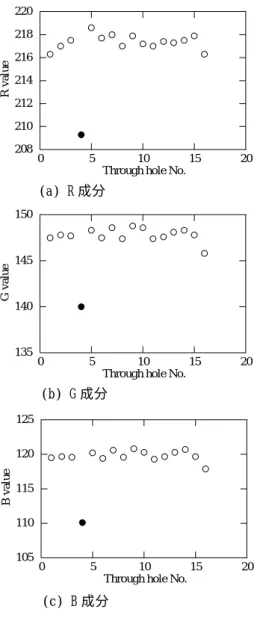
プリント配線板には,複数の径のスルーホールが混 在する場合がほとんどであることから,φ0.25mmとφ 1.3mmのスルーホールが混在する配線板について同様 の検証を行った。この配線板から得られた画像を図3 に示す。なおこの配線板は,外層パターン形成前の未 完成品で,厚さは1.5mmである。図3の画像の領域内に はφ0.25mmのスルーホールが98個,φ1.3mmのスルー ホールが16個あり,それぞれ独立に番号をつけた。φ 0.25mmスルーホールのNo. 27,42とφ1.3mmスルーホ ールのNo. 4にはフェムト秒レーザによりスルーホー ルの一部に傷を付加した。φ0.25mmスルーホールのNo.
65はドリルで穿孔したメッキ部が全く存在しない貫通 穴である。図4に全てのφ0.25mmスルーホール対する RGB成分の値,図5に全てのφ1.3mmスルーホール対す るRGB成分の値を示す。図4の値はスルーホールの中心 を含む36画素の平均値,図5の値はスルーホールの中 心を含む900画素の平均値である。図4,図5共に図2と 同様に傷を付加したスルーホール(●)を正常なスル ーホール(○)から明確に分離,検出できていること がわかる。スルーホールの径が異なればRGB成分の値 は大きく異なるが,図4,図5のように同じ径のスルー ホールだけで値を相対的に比較することで,複数の径 のスルーホールが混在する配線板の検査が可能である。
3-2 明度で正規化したRGB成分による比較
スルーホールの欠陥の状態によっては,3-1節で示 したRGB成分の絶対値で直接比較したのでは検出でき ない も のが あ る。 そ こで , その よ うな 欠 陥に 対 して RGB 成 分 を 明 度 ( Brightness = 0.299R + 0.587G + 0.114B)で除して正規化した値による比較,検証を行 った。
図6に,実際の製造過程で発生した,エッジ切れと (a) R 成分
(b) G 成分
(c) B 成分 0
20 40 60 80 100 120
0 50 100 150
R value
Through hole No.
10 20 30 40 50 60 70
0 50 100 150
G value
Through hole No.
0 10 20 30 40 50 60
0 50 100 150
B value
Through hole No.
図 2 φ0.5mm スルーホールを持つプリント 配 線 板 の 画 像 か ら 得 ら れ た ス ル ー ホ ー ル部の RGB 値
図 1 φ0.5mm スルーホールを持つプリント配線 板から得られた画像
83 84 95 120
100
27 42
65 4
φ1.3mm
図 3 φ0.25mm とφ1.3mm のスルーホールが混在す る配線板から得られた画像
福岡県工業技術センター 研究報告 No. 19 (2009)
- 121 -
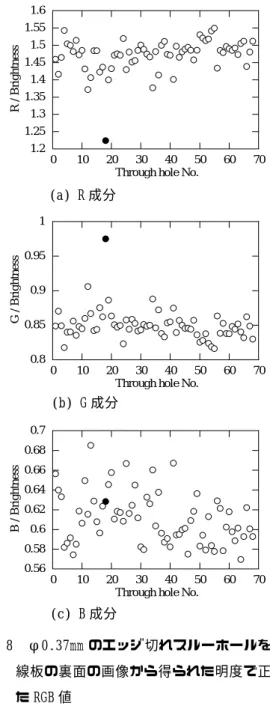
呼ばれる表面との境界部のメッキが欠損したスルーホ ールを持つ配線板から得られた画像を示す。この欠陥 は,RGB成分の絶対値による評価では検出できなかっ たものである。図6の画像の領域内にはφ0.37mmのス ルーホールが68個あり,No. 18がエッジ切れのスルー ホールである。この画像からスルーホール部のRGB成 分を抽出して,各成分を個々のスルーホールの明度で 除することで正規化し,全スルーホールに対してプロ ットした結果を図7に示す。図7の値は,スルーホール の中心を含む64画素の平均値を基に算出したものであ る。エッジ切れのスルーホール(●)は相対的にR成 分の比率が減少,G成分の比率が増加しており,分離,
検出することができた。
図6と同じ領域を裏面から撮影した画像を基にスル
ーホール部の色情報を抽出し,RGB成分を明度で正規 化した結果を図8に示す。図7と同様にR及びG成分にお いてエッジ切れのスルーホールの分離,検出が可能で,
エッジ切れが配線板の表裏どちらにあっても検出でき ることが確認できた。
図 4 φ0.25mm とφ1.3mm のスルーホールが混在 する配線板の画像から得られたφ0.25mm ス ルーホール部の RGB 値
(a) R 成分
(b) G 成分
(c) B 成分 0
50 100 150
0 20 40 60 80 100
R value
Through hole No.
0 10 20 30 40 50 60
0 20 40 60 80 100
G value
Through hole No.
0 5 10 15 20 25 30
0 20 40 60 80 100
B value
Through hole No.
図 5 φ0.25mm とφ1.3mm のスルーホールが混 在する配線板の画像から得られたφ1.3mm ス ルーホール部の RGB 値
(a) R 成分
(b) G 成分
(c) B 成分 208
210 212 214 216 218 220
0 5 10 15 20
R value
Through hole No.
135 140 145 150
0 5 10 15 20
G value
Through hole No.
105 110 115 120 125
0 5 10 15 20
B value
Through hole No.
図 6 φ0.37mm のエッジ切れスルーホールを持つ 配線板から得られた画像
エッジ切れ
福岡県工業技術センター 研究報告 No. 19 (2009)
- 122 -
スルーホールの欠陥の状態によっては,明度で正規 化したRGB成分より,RGB成分の絶対値で直接比較した 方が良い場合もあり,同時に両方の評価を行うことで 検査精度を向上できると考えられる。
4 まとめ
背面に白色の反射板を配置した状態でプリント配線 板を撮影し,得られた画像の各スルーホール部の中心 部分の色情報(RGB成分)を抽出し,同一配線板上の 複数の同一直径のスルーホールにおける値と相対的な 比較を行うなうことで欠陥を検出できることを示した。
欠陥の状態により,色情報の評価を行う際にRGB成分 の絶対値を用いた方が良い場合と,明度で正規化した RGB成分を用いた方が良い場合があることから,両者 を組み合わせることで検査精度が向上できることがわ
かった。
本方法は,ハードウェアの構成がシンプルであり,
既存の自動外観検査装置への導入も容易であると考え られる。
5 文献
1) 特開平9-251129 2) 特開2001-174420 3) 特開2006-177847 4) 特開2007-127486
6 謝辞
本研究の実験試料作製は,(財)JKA補助物品の光フ ァイバー回折格子作製装置を用いて行いました。
図 7 φ0.37mm のエッジ切れスルーホールを持つ配 線板の画像から得られた明度で正規化した RGB 値
(a) R 成分
(b) G 成分
(c) B 成分 1.2
1.25 1.3 1.35 1.4 1.45 1.5 1.55 1.6
0 10 20 30 40 50 60 70
R / Brightness
Through hole No.
0.8 0.85 0.9 0.95 1
0 10 20 30 40 50 60 70
G / Brightness
Through hole No.
0.55 0.6 0.65 0.7 0.75 0.8
0 10 20 30 40 50 60 70
B / Brightness
Through hole No.
図 8 φ0.37mm のエッジ切れスルーホールを持つ配 線板の裏面の画像から得られた明度で正規化し た RGB 値
(a) R 成分
(b) G 成分 0.8
0.85 0.9 0.95 1
0 10 20 30 40 50 60 70
G / Brightness
Through hole No.
1.2 1.25 1.3 1.35 1.4 1.45 1.5 1.55 1.6
0 10 20 30 40 50 60 70
R / Brightness
Through hole No.
0.56 0.58 0.6 0.62 0.64 0.66 0.68 0.7
0 10 20 30 40 50 60 70
B / Brightness
Through hole No.
(c) B 成分