九州大学学術情報リポジトリ
Kyushu University Institutional Repository
通信用光デバイスにおける高信頼光接続技術に関す る研究
荒武, 淳
https://doi.org/10.15017/4060193
出版情報:Kyushu University, 2019, 博士(工学), 課程博士 バージョン:
権利関係:
博士論文
通信用光デバイスにおける 高信頼光接続技術に関する研究
2020年
九州大学大学院システム情報科学府 電気電子工学専攻
荒武 淳
目次
目次 ... 3
略語一覧 ... 7
1 序論 ... 9
1.1 本研究の背景 ... 9
1.1.1 通信の歴史 ... 9
1.1.2 光通信の登場... 9
1.2 光接続 ... 12
1.2.1 定義 ... 12
1.2.2 光接続の形態... 12
1.2.3 結合効率 ... 13
1.2.4 光接続の意味... 14
1.3 本論文の目的と概要 ... 16
1.3.1 本論文の目的... 16
1.3.2 本論文の概要... 16
1.4 まとめ ... 19
参考文献 ... 20
2 アクティブアライメントによる端面接続技術 ... 21
2.1 基本構造 ... 21
2.2 光モジュール構成部材 ... 22
2.2.1 PLC チップ ... 22
2.2.2 ファイバアレイ ... 23
2.3 光モジュール組み立て ... 28
2.3.1 組み立て工程... 28
2.3.2 モジュール化と課題 ... 29
2.4 まとめ ... 31
参考文献 ... 32
3 パッシブアライメントによる経済化実装技術 ... 35
3.1 パッシブアライメントの考え方 ... 35
3.2 光ファイバのパッシブアライメント技術 ... 36
3.2.1 V 溝固定 ... 36
3.2.2 先端位置合わせ ... 37
3.3.1 バンプを用いた光モジュール作製 ... 39
3.3.2 組み立て手順(セルフアライン機構) ... 39
3.3.3 位置合わせ評価 ... 40
3.3.4 接続損失評価... 42
3.4 嵌合構造によるチップのパッシブアライメント技術 ... 44
3.4.1 嵌合構造を用いた光モジュール作製 ... 44
3.4.2 組み立て手順... 45
3.4.3 接続損失評価... 46
3.4.4 モジュール評価 ... 47
3.5 調心方法の比較 ... 49
3.6 まとめ ... 51
参考文献 ... 52
4 光接続技術の異種材料への拡張 ... 55
4.1 ハイブリッドモジュール ... 55
4.1.1 異種材料集積の検討対象 ... 55
4.1.2 ハイブリッドモジュールの構成 ... 56
4.2 光軸方向の設計 ... 58
4.2.1 接着面の圧縮応力確保 ... 58
4.2.2 光ファイバ断線防止 ... 60
4.2.3 光ファイバ設計ガイドライン ... 61
4.3 光軸直交方向の設計 ... 63
4.3.1 光損失と電気クロストーク抑制 ... 63
4.3.2 高周波特性評価 ... 64
4.4 特性評価 ... 65
4.4.1 光モジュール基本特性評価 ... 65
4.4.2 温度変化に対する光学特性評価 ... 66
4.5 まとめ ... 68
参考文献 ... 69
5 光接続技術の信頼性検証 ... 71
5.1 端面接続デバイスの信頼性 ... 71
5.1.1 はじめに ... 71
5.1.2 パッシブデバイスの信頼性 ... 71
5.2 更なる信頼性確認 ... 73
5.2.1 加速試験 ... 73
5.2.2 曝露試験 ... 74
5.2.3 フィールドフィット ... 75
5.3 異種材料集積モジュールの信頼性 ... 77
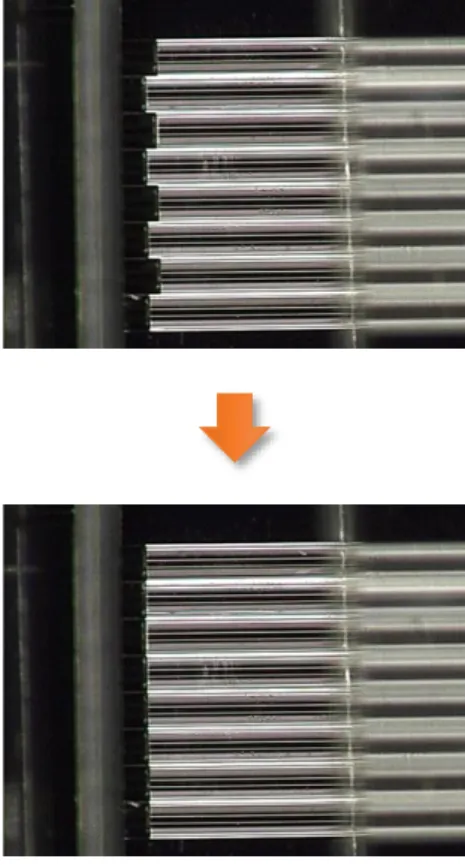
5.3.1 初期信頼性 ~振動・衝撃~ ... 77
5.3.2 熱変動に対する信頼性 ... 78
5.3.3 その他の信頼性項目 ... 79
5.4 まとめ ... 81
参考文献 ... 82
6 結論 ... 83
参考文献 ... 85
参考1.V 溝深さの制限 ... 87
参考2.面型デバイスへの端面光接続技術適用 ... 89
参考3.軸ズレと接続損失の極小値 ... 93
参考4.Sⅰベンチにおける応力解析 ... 97
研究業績リスト ... 99
本論文に関する研究業績 ... 99
本論文以外に関する研究業績 ... 101
謝辞 ... 111
略語一覧
AWG Arrayed Waveguide Grating アレイ導波路回折格子 CAPEX Capital Expenditure 資本的支出
DP-QPSK Dual-Polarization-Quadrature Phase Shift Keying 偏波多重4値位相変調
DSP Digital Signal Processor デジタルシグナルプロセッサ 若しくは Digital Signal Processing デジタル信号処理 FA Fiber Array ファイバアレイ(ファイバブロックとも言う)
FIT Failure In Time(109時間当たりの故障数を表す単位)
FMF Few-Mode Fiber 数モードファイバ、ヒューモードファイバ FTTH Fiber To The Home ファイバトゥザホーム
(光ファイバを用いた家庭向けデータ通信サービス)
GE-PON Gigabit Ethernet-Passive Optical Network ジーイーポン HAST Highly Accelerated Stress Test 高度加速ストレス試験 HWP Half-Wave Plate 半波長板
MCF Multi-Core Fiber マルチコアファイバ NFP Near Field Pattern 近視野像
OIF Optical Internetworking Forum
オプティカルインターネットワーキングフォーラム OPEX Operating Expense 運用費
PBC Polarization Beam Combiner 偏波ビームコンバイナ PD PhotoDiode フォトダイオード
PDL Polarization Dependent Loss 偏波依存性損失 PLC Planar Lightwave Circuit プレーナ光波回路
PMMA Polymethyl Methacrylate ポリメタクリル酸メチル樹脂(アクリル樹脂)
SMF Single Mode Fiber シングルモードファイバ
SS Spot Size スポットサイズ(モードフィールド半径)
SSC Spot Size Converter スポットサイズ変換器 TAT Turn Around Time 応答所要時間
TDM Time Division Multiplexing 時分割多重
UTC-PD Uni-Traveling-Carrier Photodiode 単一走行キャリアフォトダイオード VAD 法 Vapor-phase Axial Deposition Method 気相軸付け法
VCSEL Vertical Cavity Surface Emitting LASER 垂直共振器面発光レーザ WDM Wavelength Division Multiplexing 波長分割多重
1 序論
1.1 本研究の背景
1.1.1 通信の歴史
通信とは、空間的・時間的に離れた少なくとも2者間における情報の伝達を意味する。紙 などの記録媒体の輸送や、音声・光・電気などの信号を用いたコミュニケーションを指して おり、地球上に人類が誕生して以来、その活動に不可欠な概念である。古代ギリシャ時代、
マラソン競技の語源となるマラトンの戦いにおいて、人間が自らの力で勝利の情報伝達を 行った例は「口伝による通信」の代表と言えよう。更に、より遠方への知らせとして用いら れた狼煙(のろし)は、情報量としては限定的ながらも、生命に関わるような重要な情報を、
より速く・より遠くへ伝える手段として古今東西広く用いられた。日本においては、663 年 白村江の戦い後に西国各所に烽火(とぶひ)が設けられ[1]、律令制度の下、四十里(約 21km)
毎に烽台を設けて九州から京までの連絡を行う通信設備が、防衛強化の社会システムとし て整えられた[2]。煙の数や色を整えることで多値化を図り、複数の情報を送ることもできた が、伝達距離×通信速度(km・bit/s)については長きに亘り頭打ちであった。
18 世紀に入ると、伝達手段として「電気」を活用する方式が盛んに研究開発される。1832 年ロシアの Baron Schilling は、複数の信号線と制御線による符号式電気通信器の発明によ り、電信の実用化を大きく拓いた[3]。以後、電信技術は飛躍的な発展を遂げ、世界中が電信 網により繋がることとなる。日本では、1868 年に電信の官営を廟議決定、東京・横浜で電 信線架設工事に着手、1870 年、東京-横浜間で電信サービスを開始している[4]。更に、1876 年 Graham Bell による電話機の発明により、サービスとしての通信は電信から電話へ、さ らに有線から無線へと拡大・進展を続けている。通信の歴史に大きなインパクトを与えた
「電信」は現在ではすっかり影を潜めてしまったが、街路での「電信柱」や銀行における「電 信扱い」という言葉として、今もその存在感を残している。
1.1.2 光通信の登場
電気信号による電信・電話から、現在のようなデータ通信に溢れる世界観を与えた出来事 が、低損失な通信用「光ファイバ」の登場である。光ファイバの原理自体は、屈折率の高い ガラスに光を導波させ通信する発明が、1938 年「光線通信方式の改良」として Seki・Negishi 両氏により特許化されている[5]。しかし、長距離通信に用いられる光ファイバに至るには、
もう少し時間が必要であった。1966 年、C. K. Kao により光ファイバの低損失化、即ち長距 離伝送媒体としての可能性が提唱されると[6]、1970 年に F. P. Kapron らによって 20 dB/km の低損失化が実現された[7]。更に、T. Izawa らによる低損失かつ量産可能なファイバ製造方 法(VAD 法)が発明され[8]、長距離通信に向けた光ファイバの実用化が急速に進展した。
ムドープ光ファイバアンプ[10]が登場し、通信方式として WDM 技術が進展・実用化される ことにより、光通信は基幹系通信網の主役としての座を決定的にした。なお、現行の光ファ イバの伝搬損失は通信波長帯において 0.2~0.4 dB/km であり[11]、更なる低損失化の追求は 現在も進行中である。石英コアを使用した光ファイバで 0.1419 dB/km(波長λ=1.56 m)
という超低損失化が実現されている[12]。
光通信の特徴として、そのキャリア周波数が極めて高いことが挙げられる。例えば、大容 量通信で使用される波長λ=1.55 m の赤外光を周波数 f で表すと f = 193 THz となる。こ れは光のキャリアとしてのポテンシャルを表している一方で、光通信に必要な媒体や電子 デバイス・光デバイス・中継距離などの限界によりその容量が律速されていることを意味し ている。図 1-1 は近年の大容量光通信システムがどのような技術によって発展してきたか を示している[13]。1980 年代の TDM 技術をベースとした高速化は、WDM とデジタルコヒ ーレント技術によって 2 年で 2 倍の伸びを遂げ、伝送媒体の基本となる SMF の物理限界
(約 100 Tbit/s)まで到達した。更に、1 本のファイバに複数のコアを持つ MCF と1つの コアの中に複数のモードを立てる FMF が注目されており、研究レベルでは、6 モード 19 コ アの光ファイバを用いた 10.16 Pbit/s の伝送実験がなされている[14]。
実用化当初、光ファイバは主に基幹系通信網で導入されたが、扱う情報の大容量化・個別 化に伴いユーザ側に近づいている。身近な例として、日本における FTTH の形態である光 通信アクセス網(GE-PON)を図 1-2 に示す。
図 1-1 大容量光通信システムの発展と基盤技術の変遷[13]
PON を採用することで、FTTH を経済的に構成することが可能である。何故なら、複数 の加入者が 1 本の光ファイバを共通に使う(シェアする)ことで、通信事業者オフィスから 加入者までの光ファイバ回線数を集約できるからである。GE-PON においては、光スプリ ッタがキーデバイスとなっている。通信事業者オフィスでは 1×4 光スプリッタが、屋外の 架空クロージャ内では 1×8 光スプリッタが使用されている[15]。
国境すら意識することなく SNS や動画配信などのサービスを利用できるのは、高速・長 距離・大容量通信を支えるインフラ「光ファイバ網」が存在することによる。図 1-3 に示す ように、外出先では携帯電話などの無線アクセス網を使用し、自宅や WiFi スポットでは有 線の FTTx にて接続、デバイスとしてスマートフォンやタブレットを使うことで、いつで も・どこでも・低価格・定額でサービスを利用することが可能となっている。
光ファイバを媒体とした光通信システム内では、電気信号を光信号に変換する変調器、多 重化信号に対応する光合分波器、行路を切り替える光スイッチ、光信号を伝える媒体:光フ ァイバケーブル、光信号を増幅する光アンプ、光信号を電気信号に変換する受信器などさま ざまな光部品により構成される。これらのデバイスには、システムの安定的運用・低コスト 化の観点から、屋内・屋外それぞれの環境に応じた信頼性を有することが求められる。
図 1-2 GE-PON システムによる FTTH の形態
IDM
GE-PON OLT
センタ局
顧客宅
光架空クロージャ地下エリア 架空エリア
WDMカプラ、
1 x 4 光スプリッタ 光ケーブル
WDM カプラ
V-OLT GE-PON
ONU
V-ONU
1x8光スプリッタ
図 1-3 光通信アクセス網と無線通信網の連携による携帯端末の利用
1.2 光接続
1.2.1 定義
光接続とは、光デバイス/光ファイバ等の光学素子間を行き交う光を結合させること、即 ち「光学的に接続」することである。例えば、半導体レーザから出射する光を光ファイバに 入射し、光ファイバ内をレーザ光が伝搬することが可能となるよう物理的に配置する、若し くはその状態に素子等を固定することを意味している。本論文において、接続の対象とする 光は波長 1.3 m や 1.55 m の光通信波長帯における信号光である。加工用レーザ光、エネ ルギー源としてのハイパワー光、照明やファイバスコープ等で使用される可視光領域の接 続については除外する。また、光ネットワークにおける光回線接続のためのプロトコル設定 や、機器設定の意味で使用されるワードとしての「光接続」を指すものではない。
1.2.2 光接続の形態
光接続は、素子同士の突き合わせ(batt joint:バットジョイント)により行うことが最も シンプルかつ明快であり、結合効率の高さ・固定の容易さ・固定後の安定性などの観点から、
接着/融着/光コネクタ結合といった様々な形態で実現・実用化されている。図 1-4 は、光 接続の形態を光のサイズ(モードフィールド径)と接続に必要となる精度の観点でマッピン グしたものである。
図 1-4 本論文における光接続のターゲット
光ファイバ同士を接続する場合には、光コネクタやメカニカルスプライス・融着などの方 法により手動若しくは簡易な装置を用いて接続をすることが可能である。しかし、光ファイ バとチップやチップ同士の接続では、実際にチップに光を通し、チップから出射する光の強 度をモニタしながら相対位置を合わせるアクティブアライメント技術が用いられている。
例えば、石英系 PLC とファイバアレイとは、この技術を用いた接続によりモジュール化さ れ、FTTH を支えるデバイスとして実用化されている。現在、Si フォトニクスに代表され る小モードフィールド系におけるチップ端面接続でも同じ技術が利用されているが、シス テム側の光ファイバのモードフィールド径とチップのモードフィールド径が異なるために 発生する結合損失が大きい。そのため、Si フォトニクスが実用に供せられている現在でも 定石となる接続方法が1つに定まっている訳ではなく、チップの形態や特性に合わせて三 者三様である。新たな接続方法として、モードフィールド径の違いによる結合損失を解消す るためのスポットサイズ変換器(Spot Size Converter : SSC)を有する自己形成導波路が研 究レベルで進められている[16]。また、モードフィールド径が小さな領域でも、手動で簡単に 光接続できるような技術(次世代マイクロコネクタ)については、従来技術の延長ではなく、
新たなメカニズムに基づく光接続の新規研究開発領域になると推測する。
本論文の領域を図 1-4 の赤点線で囲んでいる。接続する対象は光ファイバとチップ、チッ プ間接続であり、モードフィールド径は 10 m 程度(スポットサイズ : SS = 5 m)であ る。本領域は、光通信システムのインフラとして利用されている SMF のモードフィールド 径と同程度であることから、応用範囲は極めて広く、学術的な探求に留まらず産業的な観点 での研究開発が進められている。
1.2.3 結合効率
光接続における最大の関心は、その結合効率を上げることである。逆の指標として、接続 損失=ロスの低減と考えても同義である。ここでは、高速大容量の基幹系通信網で重要とな るシングルモード導波を対象とした結合効率について述べる[17]。
シングルモード導波路や SMF における光結合系を図 1-5 のように設定する。𝑥0 は光軸 直交方向の軸ズレ(横ズレ)量、𝑧 は光の出射端中心間の距離(ギャップ)であり、それぞ れの導波路の SS が 𝑤1 および 𝑤2 である。
z x
z
x0
w1
w2
光導波路2
光導波路1
更に、左の光導波路系について、𝜃 だけ回転させると、光結合系は図 1-6 のようになる。
結合系はエアーギャップ(デバイス間の隙間が空気)とし、導波している光の波長を 𝜆 と すると、2つの導波路間の光の結合効率 𝜂 は次の式で表わされる。
𝜂 = 𝜅 ⋅ exp (−𝜅 [𝑥02 2 ( 1
𝑤12+ 1
𝑤22) +𝜋2𝜃2
2𝜆2 (𝑤12(𝑧) + 𝑤22) − 𝑥0𝜃 𝑧
𝑤12]) (1-1) ここで、
𝜅 = 4
(𝑤1 𝑤2+𝑤2
𝑤1)2+ ( 𝜆𝑧 𝜋𝑤1𝑤2)
2 (1-2)
𝑤1(𝑧) = 𝑤1√1 + ( 𝜆𝑧 𝜋𝑤12)
2
(1-3)
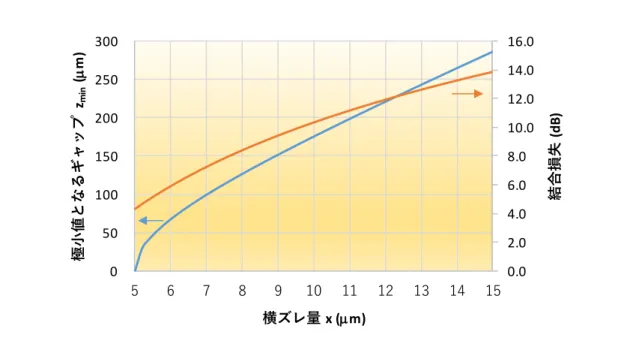
とした。例として、角度ズレがなく(𝜃 = 0)、𝜆 = 1.55 m、SS が同じ(𝑤1= 𝑤2)場合に おける横ズレ量 𝑥 およびギャップ 𝑧 に対する結合損失のグラフを図 1-7 に示す。
扱う信号光の SS が光ファイバと同程度(SS = 5 m)の場合、1 m の横ズレ量 𝑥 に対 して 0.2 dB 程度の損失が発生しているのに対し、ギャップ 𝑧 については、20 m 離れても 0.2 dB 以下の損失に抑えることができる。即ち、光接続においては光軸方向に対する要求 精度は低く、横ズレ方向に対しては高精度な位置合わせが必要であることが分かる。
1.2.4 光接続の意味
通信における光接続は極めて重要な意味を持つ。光ネットワークを構成するすべての光 部品は光学的に接続されており、安定に接続されていることはネットワークの信頼性に直 結する。更に、光接続は可能な限り低損失(低ロス)であることが求められる。1.1.2 で触 れたように、光通信で使用される光ファイバの伝搬損失は極めて低いことから、例えば伝搬
図 1-6 光結合系における光軸方向と光軸直交方向の軸ズレと角度ズレ z
x0
w2 θ
光導波路2
損失が 0.25 dB/km の光ファイバを使用した場合、損失 1 dB は距離 4 km の伝送に相当す る。接続部での過剰損失は、伝送可能な距離を短くしてしまうことを意味しており、通信イ ンフラ整備の上では中継設備への投資、増幅のための電力・装置の維持管理等コストに直接 影響する。
現在の基幹系通信網ではデジタルコヒーレント技術を用いた通信が行われており、光学 特性の劣化(分散や偏波クロストーク)は DSP により補償することが可能となっている。
しかし、強度の下がった信号光を S/N の劣化なしにアンプで増幅することは非常に複雑な 構成が必要となり、システムへの導入は CAPEX/OPEX の上昇を招くと考えられる。逆に、
光接続が理想的(~0 dB)であればあるほど、光ネットワークを構成する各部品に課せられ たロスバジェットを軽くすることができる。即ち、低損失な光接続技術そのものがネットワ ーク構築の差別化技術と言える。もちろん、実用化に際しては、低コスト化・高信頼性確保 とのトレードオフがあり、光接続が行われるそれぞれの領域や適用先において低損失化の 度合いが決定されている。
(a)
(b)
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
-3 -2.5 -2 -1.5 -1 -0.5 0 0.5 1 1.5 2 2.5 3
結合損失 (
dB)
横ズレ量
x (μm)SS=1 SS=2 SS=3 SS=4 SS=5
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
0 5 10 15 20
結合損失 (
dB)
ギャップ z (
μm)
SS=1 SS=2 SS=3 SS=4 SS=5
1.3 本論文の目的と概要
1.3.1 本論文の目的
光素子間における光接続において理想的な光結合系を組むことができれば、設計上の接 続損失をほぼゼロにすることが可能である。しかし、現実のモジュールでは部材の製造・組 み立て・使用時において数々の過剰損失を生み出す原因に突き当たる。表 1-1 にそれぞれの 段階で起こる過剰損失発生の原因と、それらを克服するための技術について示す。本論文で は主に組み立て・使用時に関する技術について検討対象としている。
導波路型デバイスへと光ファイバの光接続においては、組み立て段階で光軸ズレを極力 発生しないようアクティブアライメントを用い、サブミクロンまで精度を高めた位置合わ せを行った後に接着剤で硬化させる方法が一般的である。しかし、組み立て後の環境ストレ スにより、接着部分の横ズレや剥離が発生し過剰損失が発生することがある。また、アクテ ィブアライメントを用いているため、高精度な調心装置を導入する設備コスト(投資)が必 要なこと、製造時個々の光モジュールで光軸合わせに時間を要するため TAT(Turn Around Time)が長くなるという傾向がある。これを打破する技術としてパッシブアライメントに よる固定方法がある。パッシブアライメントは、デバイスに光を通すことなく機械的精度や セルフアライン機能、観察による位置合わせのみで光接続を行うものであり、パッシブで如 何に精度よくモジュールを組み立てられるかという課題が存在する。また、導波路型デバイ スが異種材料の場合、熱膨張係数の違いによる光軸ズレが発生することから、膨張収縮を吸 収する仕組みや設計の考え方が必要とされている。
最後に、どのような組み立て方法やデバイス構成を採用した場合においても、そのモジュ ールを普及させる(=実用化する)ためには、モジュールの信頼性を担保する必要がある。
本論文の目的は、高効率な光接続を行いつつ、如何に光接続部の信頼性を高めるかという1 点に尽きる。そのため、次節で述べる構成にて光接続技術の検証を行った。
1.3.2 本論文の概要
前節で述べた課題および技術を踏まえ、本論文では光接続工程における工程時の位置ズ レの問題に対し、アクティブアライメント・パッシブアライメントそれぞれの工程を検討し、
実デバイスの試作を行うことで高効率な光接続を試みた。
第2章では、第1章で述べた光結合効率を設計のベースとして、光接続の低損失化を追求 するアクティブアライメント技術により、デバイス端面-光ファイバ端面の接着剤による 接続方法とその特徴について述べる。
第3章では、抜本的低コスト化目指すパッシブ実装として、チップ位置合わせ機構につい て2つの手法を提案し、それぞれの光学特性について評価する。またファイバ実装として用 いたV溝固定法の特徴と課題について紹介する。
第4章では、光モジュールで使用する部品が異種材料の組み合わせである場合に対するア
表 1-1 過剰損失発生の原因と対応する技術
いつ どこ 原因1 原因2 原因3 対応する技術
部材 作製
導波路チップ
位置・角度ズ
レロス 作製時の導波路端ズレ 露光精度、部材変形 高精度露光・エッチ ング技術
モードフィー ルド径不整合 によるロス
コア径が大きい・小さ い
露光・エッチング精 度不足
高精度露光・エッチ ング技術
屈折率差Δが異なる コア・クラッド組成
のズレ 成膜プロセス技術 スポットサイズ変換器
作製不良 狭い製造トレランス 光学設計技術、高度 露光技術
散乱
端面の表面粗さ 研磨砥粒大、研磨不
足 高精度研磨技術
マイクロクラック ダイシング時のスト
レス 高精度チップ化技術
光ファイバ
※FA・実装基 板を含む
位置・角度ズ
レロス コア位置のばらつき
ファイバ外形誤差・
偏心 光学設計技術
ファイバ固定用V溝精 度不足
高精度加工・プロセ ス技術
散乱 光路上の部材端面の表 面粗さ
研磨砥粒大、研磨不
足 高精度研磨技術
曲げ損失 ファイバ屈曲の発生 固定時の変形 接着固定技術 マイクロベン
ト損失 応力集中部の発生 固定用接着剤が過
剰・応力集中 接着固定技術
組立
導波路チップ
光ファイバ 端面での散乱 チップ端面のカケ 調心時の物理的接触 高精度マニピュレー ション技術
接着層
位置・角度ズ レロス
調心ズレ
調心精度不足 高精度調心技術 ファイバ先端位置ば
らつき 高精度位置検出技術 固定による部材変形 加重調整技術 嵌合部異物混入 パーティクル管理技
術
接着剤硬化時のズレ
接着剤硬化収縮が大 硬化時の把持力・剛 性不足
ポリマー合成技術 高精度固定技術
伝搬ロス 材料吸収増加 硬化条件による変性 ポリマー合成技術
散乱 不純物・泡混入 濾過技術・脱泡技術
接着界面 フレネル反射
屈折率不整合 硬化条件による屈折
率変化 光照射技術
接着界面剥離 接着面汚染 洗浄技術、表面処理 技術
使用
導波路チップ
光ファイバ 破断 振動・衝撃・湿熱によ る材料劣化
共振・応力集中・熱 サイクル
材料設計・機構設計 技術
接着層
位置・角度ズ
レロス 接着層変形 外的応力付与 機構・熱設計技術 軟化、強度劣化 ポリマー合成技術 伝搬ロス 材料吸収増加 加水分解・熱分解 ポリマー合成技術 光反応 ポリマー合成技術 接着界面 フレネル反射 接着界面剥離 温度差・湿熱 高強度接着技術
モジュール 環境ストレス全般 信頼性評価技術
プローチを詳述する。材料が異なる場合、熱膨張係数による過剰損失の抑制と高信頼化のた めの設計が光軸方向および光軸に直交する方向の両方で必要となる。このような異種材料 における設計のガイドラインについて提示し、光学特性について評価を行う。
第5章では、接着剤による光実装技術の信頼性について確認する。先ず第 2 章で触れた 石英系 PLC デバイスに対する標準的な信頼性試験/加速試験/曝露試験の結果およびフィ ールドフィットを提示する。更に、第 4 章で初期光学特性を確認した異種材料集積モジュ ールの信頼性試験結果を示し、本接着技術および異種材料集積技術の確認を行う。
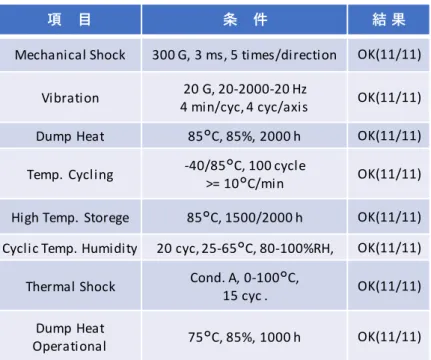
なお、第2章で説明する V 溝基板については、設計上の制限を巻末の参考1で記述し た。また、第3章で取り上げる端面接続技術を面型デバイスに応用するためのプロセス技 術(面型 PD 上のマイクロミラー作製)を参考2に、パッシブアライメント工程における 結合効率の特徴的な挙動について参考 3 に掲載した。第 3 章では、パッシブアライメント を用いた光モジュールとして、1×8 光スプリッタの実装を行った。その構造の妥当性を示 すため、組み立て後の温度変化で発生する熱応力解析の結果を参考 4 で提示した。
図 1-8 本論文の構成
第1章
序論(光接続)
第2章 アクティブアライ メントによる端面
接続技術
第3章 パッシブアライメ ントによる経済化
実装技術
第5章
光接続技術の信頼性検証 第4章
光接続技術の異種材料への拡張
第6章
結論
1.4 まとめ
本章では、光通信システムにおける光接続の重要性について述べ、光ファイバの伝送から 接続技術に関する背景まで幅広く触れた。第1節では、光通信が通信の主役となるまでの系 譜について説明した。第 2 節では、本論文における光接続を定義し、光接続における結合効 率を理論的に説明した。また、光通信システムにおける接続損失の低減と信頼性の確保の重 要性について説いた。第 3 節では、本論文の目的、並びに本論文の概要とその構成について 述べた。
次章から、具体的な光接続技術の設計・製造・評価について、実施例を交えながら深く言 及する。
参考文献
[1] 蔵敏則「地図・年表・図解でみる日本の歴史」 小学館 ISBN978-4-09-626087-6, p. 51, 2012.
[2] 日本語大辞典 第二版 第九巻 小学館 p. 1324, 2001.
[3] 松田裕之「モールス電信士のアメリカ史 - IT 時代を拓いた技術者たち」 日本経済評論社
ISBN978-4-8188-2151-4, p. 15, 2011.
[4] NTT 技術資料館「電信電話ことはじめから(1800 年代半ばから)」
http://www.hct.ecl.ntt.co.jp/floorguide/history_01.html 2019 年 10 月 21 日確認
[5] 枡野邦夫「光ファイバ物語」 サイバー出版センター ISBN978-4-9907800-4-3, 第 1 版 2 章 p. 19, 2014.
[6] C. K. Kao and G.A. Hockham, “Dielectric-Fibre Surface Waveguides for Optical Frequencies,” in Proc.
IEE, Vol. 113, No. 7, pp. 1151-1158, 1966.
[7] F. P. Kapron, D. B. Keck, and R. D. Maurer, “Radiation losses in glass optical waveguides,” Appl. Phys.
Lett., Vol. 17, No. 10, pp. 423-425, 1970.
[8] T. Izawa, S. Kobayashi, S. Sudo, and F. Hanawa, “Continuous fabrication of high-silica fiber preform,”
IOOC'77, C1-1, pp. 375-378, July 1977.
[9] I. Hayashi, M. B. Panish, P. W. Foy, and S. Sumski, “Junction lasers which operate continuously at room temperature,” Appl. Phys. Lett., Vol. 17, No. 3, pp. 109-111, 1970.
[10] R. J. Mears, L. Reekie, I. M. Jauncey, and D. N. Payne, “Low-noise erbium-doped fibre amplifier operating at 1.54 m,” Electron. Lett., Vol. 23, No. 19, pp. 1026-1028, 1987.
[11] T. Miya, Y. Terunuma, T. Hosaka, and T. Miyashita, “Ultimate low-loss single-mode fiber at 1.55 m,”
Electron. Lett., Vol. 15, No. 4, pp. 106-108, 1979.
[12] Y. Tamura, H. Sakuma, K. Morita, M. Suzuki, Y. Yamamoto, K. Shimada, Y. Honma, K. Sohma, T.
Fujii, and T. Hasegawa, “Lowest-Ever 0.1419-dB/km Loss Optical Fiber,” in Proc. OFC2017, Th5D.1, 2017 Optical Fiber Communications Conference and Exhibition, 2017.
[13] 宮本裕、川村龍太郎「大容量光ネットワークの進化を支える空間多重光通信技術」 NTT 技術ジャ
ーナル p. 8, Vol. 29, No. 3, 2017.
https://www.ntt.co.jp/journal/1703/files/jn20170308.pdf 2019 年 10 月 21 日確認
[14] D. Soma, Y. Wakayama, S. Beppu, S. Sumita, T. Tsuritani, T. Hayashi, T. Nagashima, M. Suzuki, H.
Takahashi, K. Igarashi, I. Morita, and M. Suzuki, “10.16 Peta-bit/s Dense SDM/WDM transmission over Low-DMD 6-Mode 19-Core Fibre across C+L Band,” ECOC2017, Th.PDP.A.1, 43rd European Conference on Optical Communication, 2017.
[15] H. Shinohara, “FTTH experiences in Japan,” J. Opt. Netw., Vol. 6, No. 6, pp. 616-623, June 2007.
[16] 齊藤洋平、鹿間光太、荒武淳(NTT 先端集積デバイス研究所)「自己形成テーパー導波路によるシ
ングルモードファイバ間光接続」 電子情報通信学会 ソサイエティ大会 2019.9.12 C-3-38 [17] 河野健治「光結合系の基礎と応用 第二版」 第 3 章 現代工学社 ISBN4-87472-151-6-C3055 pp.
40-45, 1998
2 アクティブアライメントによる端面接続技術
2.1 基本構造
光接続の例として、導波路型光デバイスチップと光ファイバの接続について取り上げる。
最も一般的な光接続方法は、光デバイスの導波路コア端と光ファイバのコア端の間を、屈折 率整合させた樹脂(接着剤)によって充填・硬化し、光デバイスと光ファイバを接着固定す るやり方である。光モジュールの基本構造を図 2-1 に示す。
上記では、光デバイスの例として石英系 PLC 型 1×8 光スプリッタを挙げているが、ア レイ導波路回折格子(Arrayed Waveguide Grating:AWG)や光カプラ/光スイッチなどの 他の石英系 PLC 型デバイスにおいても全く同じ構成により、光接続することができる。ま た、チップ端面で光の入出力が可能な導波路型のデバイスであればチップの材料はシリカ に限らない。ポリマーや半導体を用いた導波路チップに対しても、本光接続技術を適用する ことが可能である。
光接続方法が共通化・プラットフォーム化されていることは、光モジュールの効率的研究 開発という観点で非常に重要である。何故ならば、新規の光回路(チップ)を開発した際、
アセンブリにおける工程毎の詳細な検証や大がかりな信頼性試験無しで、安定した光モジ ュールを作製することが可能となるからである。同じプラットフォームで作製された光モ ジュールは、接続損失や反射減衰量などの光学的特性を予想できる。実用化の際には、完成 した光モジュールそのもののみの信頼性試験を実施すればよい。構成が殆ど変わらない場
図 2-1 PLC 型光モジュール例
1心ファイバアレイ
PLC
チップ
8心ファイバアレイ
SMF
テープファイバ
2.2 光モジュール構成部材
2.2.1 PLC チップ
石英系 PLC は、半導体プロセス技術を Si 基板上のガラスに応用することで 1980 年代に 誕生した光回路である[1]。光回路となる光導波路は、屈折率の高い約 8 m の矩形のコアが 屈折率の低いクラッドで囲まれた構造を持つ。コアのサイズは光ファイバのモードフィー ルド径に合わせて調整することが可能である。
PLC のウェハプロセスを図 2-2 に示す。先ず、火炎加水分解堆積(Flame Hydrolysis Deposition : FHD)法[2]により、Si 基板上にガラス膜を作製する。これは、第 1 章で紹介し た光ファイバを作製する VAD 法を基板上のガラス堆積向けに応用したものである。コア層 の堆積時には、例えば GeO2を添加することで屈折率をアンダークラッド層よりも高くする ことが可能である。続けて、フォトリソグラフィーにより、光回路パタンをフォトレジスト に転写し、反応性イオンエッチング(Reactive Ion Etching : RIE)によりコアパタンを作製 する。最後に、再度 FHD 法によりオーバークラッド層となるガラス膜を作製することで、
光導波路が完成する。
PLC は光回路として有用な様々な特徴を持つ。上記プロセスの自由度の高さから、SMF のモードフィールド径に合わせたサイズの設計・作製が可能である。即ち、モードフィール ド径のミスマッチによる接続損失を最小限に抑えることができる。また、SMF のコアと同 じ石英系の材料であることから、屈折率不整合による反射損失が少ない。光導波路としては、
石英の透明性を活かし、かつ半導体プロセス技術の高いリソグラフィー精度でコアの微細 な作製が可能である。即ち、導波路コアの形状や表面荒れに起因する伝搬損失を極めて低減 することができる。例えば、プロセス技術に加えて曲線部の設計を最適化することで、長尺 回路における伝搬損失 0.3 dB/m が達成されている[3](※単位が dB/cm ではないことに注 意)。石英は結晶ではなくガラスあることから、半導体や強誘電体と比して偏波依存性の小 さな光導波路を作製可能である。また、半導体プロセス技術により、Si 基板上に回路を作製 するため、大口径ウェハを用いた量産が可能で特性の再現性が高い。部材は Si や石英とい
図 2-2 PLC プロセス
(1)クラッド+コア製膜
Si基板 アンダークラッド層
コア層
オーバークラッド層
(2)コアパタン作製 (3)クラッド製膜
RIE
フォトレジスト
う安価でかつ安定な原料から成り、レアメタルのような産出地の偏在性がなく入手が容易 である。環境や人体に有害な物質を使用しておらず、製造・使用・廃棄における管理コスト が低い。
第 1 章で触れたように、GE-PON では、WDM システム内で広い波長領域に対応できる PLC 型光スプリッタが採用されている。通信事業オフィスでは 1×4 光スプリッタが、架空 クロージャ内では 1×8 光スプリッタが使用されている。このような使用環境において、石 英は半導体/強誘電体/ポリマーと比べて熱光学効果が小さく、環境温度に左右されるこ となく安定した光学特性を発揮できる。次世代の NG-PON2(Next Generation PON stage2)
では、GE-PON とは異なりより長波長の L バンド(1.565~1.625 m)を利用する予定で ある[4]。石英系 PLC は 1.2~1.7 m という広い波長領域に亘り高い透過性を持つ[5]ことか ら、次世代システムへも対応可能な光モジュールである。日本のように、GE-PON を導入 している場合には、既存の PLC を新たな光モジュールに置き換えることなく、そのまま新 システムに対応させることが可能である。このような PLC の利点を活かし、広い温度範囲
(-40~80℃)で中心波長変動の小さなアサーマル AWG[6]や、広い波長範囲(1.26~1.61
m)で波長依存性の小さい光スイッチ[7]も開発されている。石英系 PLC は、現行の光通信 システムだけでなく、これからの FTTx や 5G モバイル網を支える上で、鍵となるパッシブ デバイスと言える。
2.2.2 ファイバアレイ
ファイバアレイは、強度的に弱い光ファイバを補強し、チップとの接着面積を増やすこと で接続における強度も増すことのできる汎用的な基本部材である。単心の場合には、フェル ール状のガラス等に光ファイバを接着固定しているものもあるが、一般的には V 溝基板に 複数の光ファイバを整列させ、リッドにより光ファイバを押さえた状態で接着固定された 構造を持つ。V 溝同士の間隔(ピッチ)を任意に設定できるため、チップの光導波路間隔と 一致させることで、光導波路位置の横ズレによる接続損失が生じないように設計すること ができる。図 2-3 に 8 心ファイバアレイの模式図を示す。
図 2-3 では、接続対象チップの光導波路間隔が狭ピッチ(127 m 間隔)であることを想定 図 2-3 8 心ファイバアレイの模式図
V
溝基板
4
心テープファイバ リッド
接着剤
ファイバアレイとチップの接続面は、研磨を行うことで鏡面仕上げにする。これは、研磨 を行うことで光ファイバのコア部分の表面粗さをなくし、反射を少なくするためである。精 密な研磨により、リッド・ファイバアレイ用接着剤・光ファイバの表面が同じ平面上にある。
つまり、チップとファイバアレイ間の接着層厚さを均一にし、かつ清浄な表面で接着できる ことから、強固な固定が可能となる。研磨は、ファイバアレイ作製時の仕上げとして行うた め、リッドと V 溝基板を固定するファイバアレイ用接着剤は、十分な選定を行うべきであ る。接着強度の強さだけでなく、研磨時に流動したり抉れたりしないよう硬化後の硬度が高 い材料を選ぶことが好ましい。反射の抑制には、光軸に対し研磨面に角度を持たせることが 有効である。通常、ファイバアレイおよび PLC チップの接着面は 4 度、8 度といった斜め 研磨を行うことが多い。
光軸の高さ(y方向)は、溝の深さを変えることで調整することができる。V 溝深さ 𝐷 と接着層厚さ 𝐺 の関係は、光ファイバの半径を 𝑟 、V 溝角度の半分を 𝜗 、V 溝幅を 𝑊 とすると、図 2-4 の関係から
𝐺 + 𝐷 = 𝑟 + 𝑟
sin 𝜗= (1 + 1 sin 𝜗⁄ )𝑟 (2-1)
𝑊 = 2𝐷 tan 𝜗 (2-2)
と表すことができる。特に、V 溝角度が 60 度(𝜗 = 30°)の場合には、(2-1)式は
𝐺 + 𝐷 = 3𝑟 (2-3)
と非常に簡単なよく利用される式となる。V 溝作製方法として、ガラス基板をスライサーで 切削する場合には、V 溝深さ 𝐷 を与えて V 溝を作製する。一方、半導体をリソグラフィー
+ウェットエッチングで作製する場合には、V 溝幅 𝑊 を与えることで V 溝深さは自動的 図 2-4 V 溝実装時のパラメータ
D G r
θ r
r/sinθ
W
に決定される。使用するファイバアレイを設計する際には、接着層厚さ 𝐺 を決め必要とな る V 溝深さを計算する。接着層の厚さは巻末の参考1で示す V 溝の最小深さをクリアして いれば任意に設定可能であるが、数十m 以下で設計することが一般的である。また、接着 層が薄すぎると組み立て時の接着剤の浸透が遅くなることや、硬化時の剥離が発生するこ となど工程上注意を要する。接着層厚さについては、使用する接着剤の粘度や硬化収縮率を 考慮した上で適切な値に設定する必要がある。
V 溝基板と平板リッドによる光ファイバ固定の場合、リッドで光ファイバを押さえつけ、
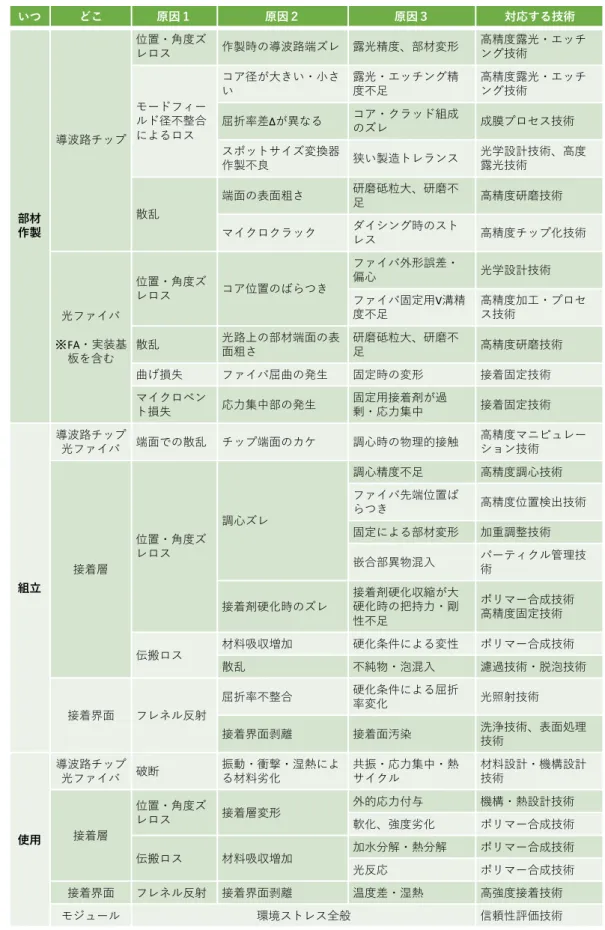
光ファイバを三点で支持することで光軸の位置を固定する。逆に、ファイバアレイ製造時の 不具合により非接触点があると、接着剤の変形等に伴い光ファイバの光軸が横ズレする恐 れがある。従って、多心の光ファイバを同一 V 溝基板・同一リッドで固定する場合、すべ ての光ファイバの光軸高さは一定となり、個別に高さを変えることはできない。しかし、フ ァイバアレイの基板側だけでなくリッド側にも V 溝を設ければ、任意の光ファイバに対し 任意の光軸高さとなるようなファイバアレイを作製することができる。石英系 PLC の場合、
基板・ガラス層の膜厚や膜質に応じて異なる反りを有する。その曲率半径は 5~25 m であ り、同一デバイスにおいてはプロセスにより設計された一定値となる。そこで、図 2-5 に示 すような反りのあるチップのコア位置にフィットする、曲線状にコアを配列した新規ファ イバアレイを試作し、その有効性について評価を行った。図 2-6 は PLC の反りに対応する よう試作した 128 心ファイバアレイの写真、図 2-7 はその端面写真である[8,9]。このように して実現したファイバアレイを使用することで、大規模な波長選択スイッチモジュールが 実現されている[10]。
図 2-5 PLC に反りがある場合の曲線状配列ファイバアレイ
反りのあるPLCチップ
曲線状配列 ファイバアレイ
y
x
z
V 溝の作製には、例えばピッチ送り精度 0.1 m などの高精度な装置が使用されるが、実 際にどのくらいのピッチ・高さ精度のファイバアレイが得られるのか評価した。試作した 128 心ファイバアレイについて、横方向(ピッチ)および縦方向(高さ)の光ファイバのコ ア位置測定を行った。ファイバアレイの光ファイバ両端(1ch、128ch)と中央(64ch、65ch)
で 8.6 m 高さの異なるファイバアレイについて、測定した設計値からの差分を図 2-8 に示 す。ピッチ方向・高さ方向共に±1 m 程度のばらつきが発生している。これらの値がその まま軸ズレ損失を発生させると仮定した場合の接続損失を計算により見積もった。接続す るチップと光ファイバのギャップは後述する光スプリッタと同程度で接着剤接続を仮定し た。SS4.6 m、波長 1.55 m における接続損失のヒストグラムを図 2-9 に示す。接続損失 の平均値は 0.12 dB であり、機械的精度により V 溝を作製したファイバアレイを用いれば、
十分に低い接続損失が実現できることが分かった。
図 2-6 曲線状に配列されたコアを持つ 128 心ファイバアレイ写真
V溝リッド
V溝基板 16心テープファイバ×8本
図 2-7 曲線状に配列されたコアを持つ 128 心ファイバアレイ断面形状とその写真
128ch付近
1ch付近 64ch付近 V溝リッド
V溝基板
V溝リッド V溝基板
yx
図 2-8 作製した 128 心ファイバアレイにおける設計からの差分 -3
-2 -1 0 1 2 3
0 16 32 48 64 80 96 112 128
差分 (μm )
ポート番号 (a) ピッチ
-3 -2 -1 0 1 2 3
0 16 32 48 64 80 96 112 128
差分 (μm )
ポート番号 (b) 高さ
図 2-9 上下 V 溝における接続損失のヒストグラム 0%
20%
40%
60%
80%
100%
0 10 20 30 40 50 60 70
0.1 0.2 0.3 0.4
累積度数
度数
接続損失 (dB)
2.3 光モジュール組み立て
2.3.1 組み立て工程
光ファイバと PLC との接続は、PLC 開発時から重要な技術として位置づけられ、様々な 検討がなされた。実用に耐え得る信頼性検討としては、炭酸ガスレーザによる石英基板 PLC と光ファイバの融着による方法が試みられ[11]、良好な機械的強度試験結果や AWG への応 用が報告されている[12]。しかし、本接続には大がかりな装置が必要となることから、光結合 用接着剤の進展[13,14]による光モジュールの信頼性が確認されるに伴い、端面接着による光 接続が主流となった。本技術は、接続する光ファイバと PLC に位置合わせ用の光を入射し、
出射してくる光をモニタしながら光ファイバの位置合わせを行う「アクティブアライメン ト技術」である。なお、コネクタ技術を応用し、PLC 端面と光ファイバ端面をフィジカル コンタクトさせる接続方法についても検討されおり、今後のオンボードオプティクスに向 けたレセプタクル接続として注目すべき技術といえよう[15,16]。
アクティブアライメントによる端面接着を用いた光接続について、1×8 光スプリッタの 例を用いて手順を説明する(図 2-10)。1 心ファイバアレイおよび 8 心ファイバアレイを 6 軸精密ステージに搭載し、接着する PLC チップをその間に固定する。1心ファイバアレイ から導波光を PLC チップに入射し、PLC チップから出射した光を 8 心ファイバアレイ側で 光の出力(パワー)をモニタしながら、ファイバアレイの位置合わせを行う。先ず、チップ が平行となるよう(=角度ズレがないよう)各ファイバアレイxyz3 軸周りの角度(𝜃𝑥, 𝜃𝑦, 𝜃𝑧)を合わせる。角度がすべて合うと、ファイバアレイと PLC チップの端面同士が平行と なるため、面同士が密着するまでz軸方向に移動することが可能となる。続いてxyz方向 にそれぞれサブミクロン精度で軸合わせを行う。すべての光軸があったところで、UV 硬化 樹脂(接着剤)を適量滴下し、UV 照射により接着層を硬化させる。光学的な接続と同時に、
PLC とファイバアレイの固定も行う。一連の固定において、6 軸精密ステージや PLC を固 定するステージは、調心における振動や接着剤硬化による収縮、UV 照射による温度変化に よる変位が生じないような対策が求められる。PLC チップやファイバアレイを強固に把持 し、高い剛性や適切な熱膨張係数を持った部材で構成する。また、UV 照射後のベアモジュ ールを取り外す際には、接続部分に応力を与えないよう慎重に取り外す必要がある。
アクティブアライメントによる接続では、UV 硬化時にチップと光ファイバアレイの相対 位置がずれないよう固定できている限り、使用する部材における最も低損失な接続を行う ことができる。1ch の場合には、軸ズレによる過剰損失はほぼゼロにすることが可能である
(そのように調心する)。多 ch の場合には、特定の ch に意味がある場合を除き、最大損失 となる ch が最も低損失となるように調心することでモジュールとしての歩留まりを上げる ことができる。しかし、多 ch 調心の際、チップやファイバアレイの ch 間位置精度を超えて 低損失化を行うことはできない。チップについては、半導体プロセスのリソグラフィー精度 でコア間の相対位置が決定されるため高い精度が得られる。一方、例えばガラス基板への V
溝を用いたファイバアレイの場合には、機械的作製精度による光ファイバのコア位置のゆ らぎの分だけ過剰損失が発生する。即ち、アクティブアライメントにおいては、主にファイ バアレイの精度が接続損失を発生させる主要因となっている。
2.3.2 モジュール化と課題
前節で説明した光ファイバと光デバイスの接続方法を用いて、様々な光モジュールの開 発が進められている。既に紹介した PLC 型光スプリッタについては、接着剤による実装で 懸念される熱・湿熱・温度変化等の環境ストレスによる信頼性も確認されている[17-19]。本技 術は、光スプリッタに限らず WDM システムで用いられる AWG 合分波器の信頼性も確認 されている[20]。また、複合モジュールであるデジタルコヒーレント向けの 100G 受信フロ ントエンドモジュール[21]にも適用されている。
しかし、更なる光通信システムの進展・普及に伴い、アクティブアライメントによる端面 接着による光接続技術に対して、以下の課題が浮上している。
1 サブミクロン以下の精度を有する高精度多軸調心装置が必要であり、高価な装置への 投資が必要となる。
2 導波光を用いたアクティブな光軸合わせが光モジュール一つひとつに対して必要なた め、光モジュールを構成する部材のセッティングや最適位置への光ファイバ調心に時 間を要する。
図 2-10 アクティブアライメントによる端面接着
2.4 まとめ
本章では、アクティブアライメント技術による石英系 PLC モジュールの基本構成とその 組み立て方法について説明した。第 1 節では、光モジュールの典型例として、端面接着によ る光接続の形態を 1×8 光スプリッタで提示した。第 2 節では、モジュールの部材となる石 英系 PLC チップのプロセスと V 溝を用いたファイバアレイの概要および応用例としての 128 心ファイバアレイについて説明した。第 3 節では、第 2 節で提示した部材のアクティブ アライメント技術による組み立て工程および工程上の課題を示した。本章の結論をまとめ ると以下の通りである。
チップの反りに対応する曲線状に配列されたコアを有するファイバアレイ構造を新 たに提案し、128 心のファイバアレイを試作・評価することで本構造の有効性を確認 した。
アクティブアライメントにおいて、1 ポート接続では軸ズレ損失をほぼゼロにできる。
一方、多ポート接続ではファイバアレイのコア位置精度に大きく依存する。提案した 128 ポートファイバアレイの場合、光接続による平均過剰損失を 0.12 dB と見積もる ことができた。即ち、ファイバアレイを高精度化することで、高効率な接続が可能な ことを明確化した。
次章では、これらの課題に対する抜本的低コスト化へのアプローチとして、パッシブアラ イメントによる実装方法について検討し、その可能性を追求する。
参考文献
[1] M. Kawachi, “Silica waveguides on silicon and their application to integrated-optic components,” Opt.
Quantum Electron., Vol. 22, pp. 391-416, 1990.
[2] M. Kawachi, M. Yasu, and T. Edahiro, “Fabrication of SiO2-TiO2 glass planar optical waveguides by flame hydrolysis deposition,” Electron. Lett., Vol. 19, No. 15, pp. 583-584, July 1983.
[3] T. Kominato, Y. Hida, M. Itoh, H. Takahashi, S. Sohma, T. Kitoh, and Y. Hibino, “Extremely low- loss (0.3 dB/m) and long silica-based waveguides with large width and clothoid curve connection,” in Proc. ECOC2004, Tu1.4.3, Sep. 2004.
[4] K. Asaka and J. Kani, “Standardization trends for next-generation passive optical network stage 2 (NG-PON2),” NTT Tech. Rev., Vol. 13, no. 3, p. 3, Mar. 2015.
[5] Y. Inoue, M. Ishii, Y. Hida, M. Yanagisawa, and Y. Enomoto, “PLC components used in FTTH access networks,” NTT Tech. Rev., Vol. 3 no. 7, p. 23, July 2005.
[6] S. Kamei, “Recent progress on athermal AWG wavelength multiplexer,” in Proc. the Optical Fiber Communication Conf., San Diego, CA, USA, Paper OWO1, 2009.
[7] T. Watanabe, T. Mizuno, Y. Hashizume, and T. Takahashi, “Silica-based PLC 1×N switch for all wavelength bands,” in Proc. the Optical Fiber Communication Conf., San Francisco, CA, USA, Paper Th1I.5, 2014.
[8] 荒武淳、石井元速、郷隆司、井上靖之(NTT フォトニクス研)「曲線状に配列されたコアを有する
128心ファイバ部品」 電子情報通信学会総合大会 2006.3.26 C-3-62
[9] 石井元速「石英系プレーナ光波回路と多心ファイバの接続技術に関する研究」 九州大学 博士論
文 p. 82, 2008.
[10] 郷隆司、石井元速、水野隆之、亀井新、小川育生、廣田栄伸、田村保暁、小林勝、柳澤雅弘、相馬
俊一、金子明正(NTT)「マルチチップ PLC 集積波長選択スイッチモジュール」 電子情報通信学
会総合大会 2006.3.24 C-3-19
[11] N. Shimizu, N. Imoto, and M. Ikeda, “Fusion-splicing between optical circuits and optical fibers,”
Electron. Lett., Vol. 19, pp. 96-97, 1983.
[12] 「光デバイス精密加工ハンドブック」 オプトロニクス社 第 1 部第 2 章第 6 節 融着「CO2 レー
ザによる石英系導波路と光ファイバの融着接続技術」 pp. 185-191, 1998
[13] N. Murata and K. Nakamura, “UV-curable adhesives for optical communications,” J. Adhesion, Vol.
35, pp. 251-267, 1991.
[14] N. Murata, “Adhesives for Optical Devices,” Proc. 48th Electronic Components and Technology Conference, pp. 1178-1185, Seattle, USA, 1998.
[15] S. Asakawa, M. Kobayashi, R. Nagase, and T. Kominato, “PLC Connector with PLC-Fiber Physical Contact for Multichannel Receptacle PLC Modules for Optical Circuit Board Integration,” J. Lightw.
Technol., Vol. 21, No. 3, pp. 821-830, Mar. 2003.
[16] K. Shikama, S. Asakawa, Y. Abe, S. Yanagi, J. Kobayashi, and T. Takahashi, “Compact multi-fiber receptacle interface for on-board optical interconnection,” in Proc. 2012 2nd IEEE CPMT Symposium Japan, 10-1, Dec. 2012.
[17] Y. Yamada, F. Hanawa, T. Kitoh, and T. Maruno, “Low-loss and stable fiber-to-waveguide connection utilizing UV curable adhesive,” IEEE Photo. Technol. Lett., Vol. 4, p. 906, 1992.
[18] Y. Hibino, F. Hanawa, H. Nakagome, N. Takato, T. Miya, and M. Yamaguchi, “High reliability silica- based PLC 1 x 8 splitter on Si,” Electron. Lett., Vol. 30, pp. 640-642, 1994.
[19] Y. Hibino, F. Hanawa, H. Nakagome, M. Ishii, and N. Takato, “High reliability optical splitters composed of silica-based planar lightwave circuits.” J. Lightw. Technol., Vol. 13, No. 8, pp. 1728-1735, Aug. 1995.
[20] M. Ishii, Y. Hibino, F. Hanawa, H. Nakagome, and K. Kato, “Packaging and environmental stability of thermally controlled arrayed-waveguide grating multiplexer module with thermoelectric device,” J.
Lightw. Technol., Vol. 16, No. 2, pp. 258-264, Feb. 1998.
[21] I. Ogawa, T. Ohyama, H. Tanobe, R. Kasahara, S. Tsunashima, Y. Sakamaki, and H. Kawakami, “100- Gbit/s optical receiver front-end module technology,” NTT Tech. Rev., Vol. 9 No. 3, pp. 1-7, Mar.
2011.
3 パッシブアライメントによる経済化実装技術
3.1 パッシブアライメントの考え方
光ファイバと光デバイスの光接続において、抜本的なコスト削減を図るには、製造レベル の工程で高価な高精度位置合わせ装置なしに、高速な光接続ができる必要がある。この課題 を解決する候補として、第 2 章で説明したアクティブアライメント技術に代わるパッシブ アライメント技術の導入がある。パッシブアライメントによる光接続実装は、部材の機械的 精度と位置検出のみで光接続を行うものであり、接続する光ファイバや光デバイスに調心 用の導波光を通す必要のない実装技術である。調心用の多軸精密ステージや調心装置、光源 や受光器が不要であり、部材の装置への精密な固定や調心工程が不要なことから、個々の組 み立てが圧倒的に高速化される。また、実装用基板を多数並べておき、光ファイバやチップ の搭載を治具レベルで一括搭載・一括工程することも可能となることから量産向きの実装 方法である。ただし、実装基板やチップ・光ファイバには、組み立て前の部材製造の段階で、
高精度な位置合わせ機構を仕込んでおく必要がある。精密な位置合わせの仕組みは、半導体 プロセス技術を用いてウェハレベルで一括作製することが可能であり、工程追加によるコ スト上昇を抑制することができる。
パッシブアライメントによる実装には、実装用基板にチップと光ファイバを両方実装す る方法[1]、チップ自身に光ファイバ位置合わせ用の構造を持たせる方法[2,3]、複数のチップ 同士のみパッシブアライメント実装し光ファイバはアクティブに接続する方法[4-6]など様々 で あ る 。 何 れ の 方 法 に お い て も 、 光 学 素 子 同 士 の 結 合 に は 6 つ の 光 軸 パ ラ メ ー タ
(𝑥, 𝑦, 𝑧, 𝜃𝑥, 𝜃𝑦, 𝜃𝑧)を合わせる必要がある。パッシブアライメントにおいて重要な点は、可 能な限り組み立て時の位置合わせが不要となるよう、調整するパラメータを減らすことで ある。
本章では、最もシンプルな系として1チップに対する光ファイバのパッシブアライメン ト技術について言及した。固定方法としては実装基板方法[1]を採用し、実装基板への光ファ イバの固定方法、および実装基板へのチップ固定に関する2つの方法について検討した。