マグネシウム合金ダイカストにおける薄肉化技術
5
0
0
全文
(2) マグネシウム合金ダイカストにおける薄肉化技術. 925. 表 1 マグネシウムダイカスト用合金地金. (m ぉs %) t 重忽. 化学成分. 記号. F c. Mg. 0 . 0 1以下. 一. 残鼠. 0. 2 5以下. 0 . 0 1以下. 一. 孜. 0 . 0 8以下. 0. 0 1 5以下. 叫 4 以下 o . ∞1以下 o.. 妓~. 0. 15以上. 0. 2 0以下. 0 . 2 5以下. 0 . 0 1以下. 妓~. 0. 2 0以下. 0. 2 7以上. 0. 0 8以下. 0. 10以下. 0.22-. 0.6-. C u. A l. Zn. Mn. S i. 1 1 宝A. MDI lA. 8.5-9. 5. 0. 45-0.9. 0. 1 7以上. 0 . 2 0以下. 0 . 0 8以下. l l i B. MDI lB. 8. 5-9.5. 0. 45-0.9. 0 . 1 7以上. 0 . 3 0以下. l t 主D. MD110. 8.5-9. 5. 0.45-0. 9. 17 以上 0.. 2段 λ. MOl2A. 5.7-6. 3. 0 . 2 0以下. 2 五 : 1B. MOl2B. 5.7-6. 3. 3段 A. MOl3A. 3 . 7 4 . 8. 0 . 4 8. 備考. N i. 一. ∞4以下 o . ∞ 8以下 o . ∞l以下 o. o . ω以下 0.01以下 一. m. 銭 l l f > 童 生 音 色. 1 .4. ∞. 量生化防止のためには,ベリリウムの含有量を o . α)Q5-0. 15 %にすることが望ましい. す.その中でも,湯口の位置と大きさの設定は品質を大. WEIGHτPERCENTALUvlI N llM. きく左右する.. 7 0 0 1. 前に述べたように,凝固時間内に充てんを完了するよ うに,湯口の大きさを役定することが必要条件である が,それだけで,必要十分条件にはならない.洛湯がキ ャピティ内を最短距離で,滑らかに流れる位置に,湯口 を鮫定しなければならない.また,最終充てん箇所には 十分な湯だまりを設置し,場合によってはキャピティ内 の背圧を小さくする目的で,真空装置を付加することも 薄肉マグネシウムダイカストには有効である.以前は金 型股針において,湯口の大きさは計算できても,湯口や 湯だまりなどの位偉は容易に決めることができなかっ. 副 + , 1 1 I f(MgI7AII1). た. しかし,最近になってコンピュータによる湯流れ解. A. C E. で設定可能となってきた.. v s. Nt o o. 山. yFX. 岬町帥叩. M O剛 WE崎刊. CRCA. l'. OAOL. ー ト. 析ができるようになり,ある程度適切な位置が設計時点 次に薄肉マグネシヴムダイカストでは,溶湯治、ら金型 への熱移動量が少ないので金型の温度が上らない.充て. 20 30 ATOMIC PERCENTALUMINIUvI. 10. 40. 図 1 Mg-AI系状態図. A Iの含有量が増えると液相線温度が低下し,溶湯温度 を一定にした場合,過熱上昇分が増えたことによると考. ん時間をかせぐためには,金型温度を高めに誘導する必 要がある.このため薄肉マグネシウムダイカストには, 金型温度コントロールシステムを設計段階で考慮する必 要がある. 3.3 鋳 造. A1系合金は,A1の含有量が えられる.したがって Mg-. 金型方案が設定され,金型が製作された後では,鋳造. おおいほど流動伎はよくなる. しかし,鋳造性は材料の. 条件で流動性をコントロールする方法は限られている.. 流動性だけでは評価できないので,参考までに褒 2に各. 最も容易な手段は,充てん時聞を短くするため,射出. 材料の鋳造性等の評価例を示す.. lS規定材の中では 薄肉ダイカストの材料としては, ]. MDIDが総合評価としても最も適しているといえる.. 速度を速くすることである.図 2に高速射出速度と流動 畏の関係を示す.通常のダイカストマシンが持つ最大射 出速度は, 5-6m/s程度であり,この手段にも限界が. 3.2 金型設計. ある.薄肉マグネシウムダイカストでは,マシンを最大. 金型方案は,ダイカストの品質に大きな影響を及ぼ. 射出速度に近い領域で鋳造する場合が多く,この時の湯.
(3) 9 2 6. 物 第 6 7巻 ( 1 9 9 5 )第 1 2号. 鋳. 8 ) 表 2 ダイカスト合金の鋳造性等 (ASTM規 格 B94・8. 表性面 判 気密性. 2 3. MD3A(A : S41A). 4. 2. 2. 3 2. る. 戸 ム. す 味 意 を 事 る. 悪. , 、 e. d守. L F F. ・3. 好. 良性. ス不め一. /. 8 0 0. I j (. a7∞. a. ∞. 艇. 7. ¥. 1 1 1. 、. 書. AZ91. ¥. 。 ". 峨. 丹 署. o ・. ADCI2. • I 8∞. 4. 2. l. //. 9 0 0. 強高度温判. 2. 2 2. 2. が理 1 処 に等地 的旗下 ト充のプ. ヵ・たリ イわのク. ダじ裟温. 評刷制判. :湯塗高 値:. 1 0 0 0. めっき性 処表理性 面判. 加 機 工 械性. サ'. M DrD(AZ91 D ) MD2s(AM60s). l れ 問性 書熱. ¥. •、 ¥. ¥ ¥ ¥. ¥. 、 、 、. ト ・. oADCI2. ・. ∞. 6. ∞. 6. AZ 9 1. • 2. 口速度は 100m/s以上に達し,アルミニウムダイカス. ¥. 、 、. 、. ∞. 5. 高速射出速度, m /s. 図 2 高速射出速度と流動畏. •. 、. ショット世イムラ汽 s. 図 3 ショットタイムラグと流動長 薄肉ダイカストでは,製品肉厚と湯口厚さが同じにな. トじ比べ焼付きにくいマグネシウムダイカストでも焼付. ることが多い. したがって,湯口切断の方法は,プレス. きが発生する.. マ切削による切断が必要となる.. 次にコールドチャンパ方式においては、溶湯温度の低. ダイカストの製造原価に占める仕上げコストは,通常. 下原因となるショットスリープ内での熱損失を極力押え. は低く押えられている. しかし,薄肉マグネシウムダイ. るため,溶湯のスリープ内での滞留時間を短くする必要. カストでは仕上げコストがかかる場合があり,この点が. がある .図 3にショットタイムラグと流動長の関係を示. 大きな問題となることがある.. す.ショットスリープ内での熱損失を少なくする方法と しては,セラミックススリープが有効である.. 4 . 応用事例. ( 1 )式から金型温度と溶湯温度を高くするれば,凝固. プラスチック成形品からマグネシウムダイカスト品へ. 時聞がかせげるため有効な手段に思える.しかし,実際. 材料置換された例として,可搬 PCの箆体がある.これ. には金型温度を上げすぎると,製品取られ,ひずみ,ふ. はマグネシウムダイカストの軽量,放熱性,電磁シール. 〈ー れ等の鋳造欠陥が発生する.また.溶湯温度を上げす. ド性などの特性が評価されたことによる.. ぎると溶湯が燃焼し始め,給湯が困難民なるなどの弊害. 4 . 1 可搬 PCの笹体に要求されあ特性. が発生する.. 4 .1 .1 軽量かつコンパクト. 3.4 仕 上 げ. 可鍛 PCは,持ち運びを前提とした商品であるから軽.
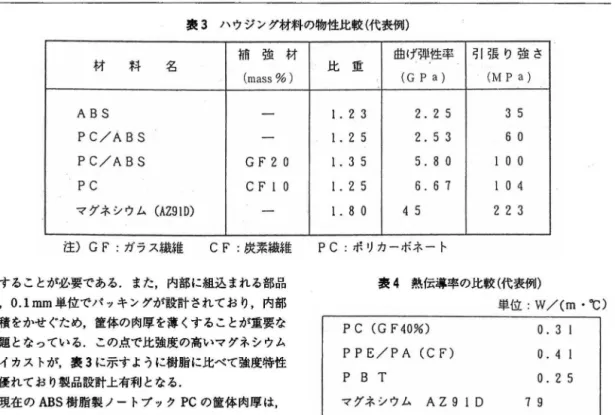
(4) 9 2 7. マグネシウム合金ダイカストにおける薄肉化技術 表 3 ハウジング材料の物性比較(代表例) 材. 車 ヰ. 1 市強材. 名. ( ma s s%). 一. ABS PC/ABS. 曲 げ i l l I 1 性 率. 比重. 引張り強さ. ( Gpa). ( M pa). 1 .23. 2.25. 35. 1 .25. 2.53. 60. PC/ABS. GF20. 1 .35. 5.80. 100. PC. CF10. 1 .25. 6.61. 104. マグネシウム. ( A Z 9 I D ). 注) GF:ガラス繊維. 1 .80 CF: 炭素繊維. 45. PC:ポ リカーボネート 表 4 熱伝導率の比較(代表例). くすることが必要である.また,内部に組込まれる部品. m・"C) 単位:W/(. は , O.lmm単位でパッキングが設計されており,内部 容積をかせぐため,雀体の肉厚を薄くすることが重要な 課題となっている.この点で比強度の高いマグネシウム ダイカストが,表 3に示すように樹脂に比べて強度特性. ABS樹脂製ノートブック PCの笹体肉厚は,. 2.2mm程度であるが,マグネシウムダイカストに置き 換えると,その肉厚は O.82mmで樹脂と同ーの剛性が 確保でき軽量化と容積増加が実現できる.. 4 .1 .2 放 熱 性 最近の M PUの高性能化に伴い,発生する熱の処理が. PC (GF40%). O .3I. PPE/PA ( CF). O .41. P BT. が優れており製品設計上有利となる. 現在の. 223. 0.25. マグネシウム. AZ91D. 19. アルミ. ADC12. 100. 亜. ZDC2. 1I3. 鉛. り,笹体の製品設計上の注意点、を示す.. 4 . 2 . 1 湯口設置場所の確保. Cでは,喚気ファン 問題となってきた.デスクトップ P. ダイカスト化にあたっては,重要な項目として,湯口. によって熱の放出ができるが,可搬 P Cではほとんどす. の設置場所をまず確保する必要がある .プラスチック射. き聞がないほど部品治す詰っているため,強制換気は困難. 出成形と異なり,ダイカストの湯口設置場所は制約され. である.. る.. マグネシウムダイカストは金属であるため,樹脂に比. 可鍛 P Cの形状は,機能的な制約により平たい箱型で. べると褒 4に示すように熱伝導率は数百倍もよく,僅体. ある. しかもアダプタカード,バッテリー,種々のコネ. を通して自然放熱することが期待できる.. クタ類を挿入する関口部が四方にあいている. したがっ. 4 .1 .3 電磁シールド性. て,スライド中子で鋳抜くことが必要なため,ますます. Cは使用する場所が不特定である.そのため, 可搬 P. 湯口設置場所が限られてくる.そこで,四方のうち長手. 電磁ノイズの発生源となることと問時に,外郡ノイズに. 方向の側面を湯口設置場所とし,ストレートでシンプル. よる誤動作防止対策が必要となる.従来,樹脂製可搬. な形状にすることを製品設計の段階で考慮する.. PCの電磁シールドの方法としては,雀体をめっきする 用法が取られている. マグネシウムダイカスト製箆体は,金属であるためも ともと導電体であり,すぐれた電磁シールド性を示す.. 4 . 2 製品設計 以上述べてきたように,可徹 P Cの雀体のマグネシウ ムダイカストへの材料置換は多くの利点がある . しか. 4 . 2 . 2 押出ピン位置の設定 薄肉品の場合,製品自体の強度が小さいため,金型か ら取り出す際の押出ピンを通常に比ぺて増やす必要があ る.特にポスやリプは取られやすいので,そういう箇所 に重点的に押出ピンを配置する.そのために必要な押出 座が,内部挿入部品と干渉することのないように事前に 考慮する .. し樹脂の図面でそのままダイカスト品を得ることは難 しい.ここでは,薄肉マグネシウムダイカストイヒにあた. これらはほんの l例であるが,極限の薄肉マグネシ.
(5) 9 2 8. 鋳. 物 第. 6 7巻 ( 1 9 9 5 )第 1 2号. ウムダイカストを製造する場合,ダイカスト用に製品形. イズで1.1mm,A4サイズ1.3mmといったところに. 状まで考えた製品設計か3 重要である.そのために完成品. ある .現有ダイカストマシンの能力からするとほぼこれ. メーカ(設計部門)と部品メーカ(製造部門)が,密接な協. が限界と思われる.さらなる薄肉化をめざすには,より. 議を行いながら進めることがより一層重要となってく. 速い射出能力を持つダイカストマシンの開発と,より断. る.. 熱効果の高い離型剤の開発が待たれる.. “何 mmまで薄肉化できますか"という質問をよく受 ける.実際には,薄肉化のポイントは製品設計を行う側 にもあることを十分認識する必要がある .. 5 . おわりに 残念ながら現時点では,ユーザの望む肉厚まで薄くす ることは達成できていない.現量産品の肉厚は, B5サ. 文 献 1 ) 菅野友信,植原寅蔵;アルミニウム合金ダイカス ト/その技術と不良対策 ( 1 9 8 8 )2 6 2 2 ) 軽合金鋳物・ダイカストの生産技術 ( 1 9 9 3 )3 3 5 3 ) 樋口和夫;コンピュータ機器へのマグネシウムの 利用(マグネシウムマニェアル)( 1 9 9 5 ).
(6)
図

関連したドキュメント
CN 割り込みが発生した場合、ユーザーは CN ピンに対応する PORT レジスタを読み出す
の変化は空間的に滑らかである」という仮定に基づいて おり,任意の画素と隣接する画素のフローの差分が小さ くなるまで推定を何回も繰り返す必要がある
シークエンシング技術の飛躍的な進歩により、全ゲノムシークエンスを決定す る研究が盛んに行われるようになったが、その研究から
このように資本主義経済における競争の作用を二つに分けたうえで, 『資本
攻撃者は安定して攻撃を成功させるためにメモリ空間 の固定領域に配置された ROPgadget コードを用いようとす る.2.4 節で示した ASLR が機能している場合は困難とな
口腔の持つ,種々の働き ( 機能)が障害された場 合,これらの働きがより健全に機能するよう手当
【通常のぞうきんの様子】
手動のレバーを押して津波がどのようにして起きるかを観察 することができます。シミュレーターの前には、 「地図で見る日本
