<総 説>
(受理:平成 30 年 2 月 8 日)
射出成形による樹脂 / 金属の接合技術とその接合メカニズム
黒瀬 隆 *・伊藤 浩志 *
1.
はじめに
近年,CO2排出規制を背景とした自動車の軽量化,意匠 性や快適性の要求を背景に携帯型電子機器などの薄型化,
軽量化が強く求められている。特に自動車分野においては,
CO2排出規制の強化に加え,車両安全性能の規制強化も 進むと予想され (参考:Euro NCAP HP “Euro NCAP 2025 Roadmap”,https://www.euroncap.com/en/for-engineers/
technical-papers/),車両ボデー構造の大半を占める鋼板 の高強度化や生産技術向上,構造の合理化のみならず,『適 材適所』の考えの基,アルミニウム (AL)や繊維強化樹脂 複合材料 (FRP) などの低比重材料を必要な部分に適用す るマルチマテリアル化の検討が進められている1)。
一般に金属材料は,樹脂材料に比べ,弾性率,強度,耐 熱性,熱伝導率,電磁波シールド性などに優れるが,比重 が大きい。一方,樹脂材料は,低比重であることの他,複 雑形状部品を射出成形等により短時間で成形可能という特 長がある。そこで金属と樹脂のハイブリッド構造設計,異 種材接合方法についての研究開発が進められている2 ~ 5)。 金属と樹脂との接合は,金属と樹脂の各部品を成形した 後に接着剤で接合する方法,レーザーや超音波照射等によ り樹脂を再溶融させる溶着,ボルト・ナットやリベットで 機械的に接合する方法の他,金属と樹脂とを樹脂の射出成 形時に接合する射出成形接合がある。本稿では,この金属 と樹脂の射出成形接合の手法,特性,解析技術などの現状 をご理解頂くことを目的として,金属表面処理技術や射出成 形条件が接合強度へ与える影響やそのメカニズム,接合強 度の評価方法について,最近の研究報告を中心に紹介する。
2.
金属と樹脂の射出成形接合とは
金属と樹脂の射出成形接合は,射出成形用の金型に,樹 脂と接合する金属部品を予め設置しておき,樹脂を金型へ 射出成形することで行われる。通常,樹脂と接合する金属
表面は,高い接合強度を得るために表面処理などが行われ る。従って,射出成形接合とは,インサート成形における 金属と樹脂の接触界面を強固に締結する接合技術と理解 することができる。この射出成形接合の利点は,ⅰ)樹脂 の射出成形時に接合するため接合工程数が削減できるこ と,ⅱ)金属と樹脂界面へ高い圧力が加えられるため高い 接合強度が得られやすいこと,ⅲ)金属と樹脂の接合界面 の気密性・水密性 (シール性)が高いことなどが上げられ る。Fig. 1に金属と樹脂の射出成形接合を適用した部品例 として,自動車のフロントエンドキャリアを示した6)。金 属部品 (白色)と複雑形状の樹脂部品 (黒色)が一体化し たハイブリッド構造であり,部品点数や工程数が削減で
* 山形大学 有機材料システム研究科 山形県米沢市城南 4-3-16 〒 992-8510
黒 瀬 隆
経歴: 2004 年 博士 (工学)(山形大 学 ), 2004 年 山 形 大 学VBL
( 博 士 研 究 員 ), 2005 年 南 ミ シシッピ大学 (博士研究員),
2007 年 トヨタ自動車㈱,2014 年 トヨタ自動車ヨーロッパ,
2017 年 山形大学 (プロジェク ト准教授)
専門: 高分子レオロジー・成形加工・
複合材料。
伊 藤 浩 志
経歴: 1990 年山形大学大学院工学研 究科修了, 1990 年沖電気工業 研究員,1993 年鶴岡工業高等 専門学校助手,1996 年山形大 学博士 (工学) 取得, 1996 年東 京工業大学助手, 2007 年山形 大学准教授, 2010 年山形大学
教授, 2015 年山形大学グリー
ンマテリアル成形加工研究セ ンター長,山形大学工学部副
学部長, 2016 年山形大学大学
院有機材料システム研究科研 専門: 究科長高分子成形加工, 高分子構造・
物性, 繊維・複合材料, マイク
ロ・ナノデバイス加工。
きる。この他にもインストルメントパネル補強部品(クロ スビーム)(参考:ダイセル・エボニック㈱ HP,”金属/ プラスチックの複合部品用接着剤 架橋型共重合ナイロン
『VESTAMELT®』”, https://www.daicel-evonik.com/down-
load/)やブレーキペダルなど7),金属と樹脂の射出成形接
合を用いた開発が多数進められている。
金属と樹脂の射出成形接合における接合機構をTable 1 のように分類した。(1)金属と樹脂接合界面の分子間相互 作用による接合,(2)サンドブラスト,レーザー加工等に より金属表面に凹凸形状を形成させ,金属と樹脂の接合部 の接触面積を増やす接合,(3)金属表面のエッチング処理 等により連続孔などを形成させアンカー効果を発現させる 接合に分類した。これらの接合機構は,原理的に複合的に 組み合わせることも可能と考えられる。
桝井8)は,類似の観点で接合方法を分類し,実用化技 術の概要,出願特許について紹介している。本稿では,主 に近年報告された学術論文を上記の接合機構の観点で分類
し,金属表面処理後の形態や射出成形条件が接合強度に与 える影響やそのメカニズムについて説明する。
3.
金属と樹脂の射出成形接合技術の現状
3.1 金属・樹脂の分子間相互作用の向上W.G. DrosselとA. Albertら6, 7)は,金属プレート (鋼,
AL)表面に架橋型共重合ポリアミドを(Vestamelt®X1333)
を塗布し,ガラス繊維強化ポリアミド 6 (PA6) 樹脂との射 出成形接合を検討している。比較として金属プレート未加工 品,サンドブラスト加工,ローレット加工,レーザー加工に より凹凸構造を形成させたものを用いている。3Dレーザー 顕微鏡で測定した加工後の金属表面特性をTable 2に示し た。試験片は鋼およびALのパイプをハイドロフォーム(窒 素ガス使用) した後,パイプに内圧を加えながら射出成形 し引張,せん断,ねじり特性評価用の接合試験片を作製し ている。せん断試験に用いた試験片をFig. 2に示す。パイ Fig. 1 The metal plastic injection molding joining part (An
automotive front end carrier).
Table 1 The classification of metal resin injection molding joining and surface treatment methods.
s d o h t e m t n e m t a e rt e c a fr u S n
o it a c if is s a l C
1 Intermolecular interaction on metal and resin interface (Covalent, hydrogen bond䠅 Coating on metal surface6, 7, 8, 19)
2 Contact area on metal and resin joint plane(Surface micro-structuring䠅
Sandblast treatment6, 7, 12, 13)
Leaser treatment 6, 7, 9, 11)
Knurled treatment 6, 7)
3 Mechanical constraint on metal and resininterface (Anchor effect䠅
Etching on metal surface (nano-scale) 14, 15) Etching on metal surface (micron-scale) 16, 19) Formation of pin structure on metal surface 20)
Table 2 The optical surveying of surface structure tubes measured values.
Blasting Knurled Laser
structured Blasting Knurled Laser structured
Maximal structural height [µm] 68 351 592 119 376 905
Surface ratio
(treated surface / untreated surface) 1.8 2.8 3.2 2.1 2.8 4.9
m u n i m u l A l
e e t Name S
Test piece for shear strength test
Fig. 2 The metal plastic injection molding joining parts.
プにリング状 (幅 6mm)に樹脂が成形された部分を用いて 圧縮せん断試験を行っている。Fig. 3のように試験冶具に 切出した試験片を設置し,試験機で金属パイプを下方に押 し込むことで,金属パイプと樹脂リングの接合界面にせん 断変形を負荷している。
Fig. 4の試験結果を示すように,Vestamelt®を用いた接 合試験片は金属材質 (鋼,AL) の種類に関わらず最もせん断 強度が高く,20MPa前後の値を示している6)。Vestamelt® の金属表面および射出樹脂との高い親和性により,高い接 合強度が発現すると考えられる。金属表面に凹凸加工した ものでは,凹凸構造深さの最も大きいレーザー加工品のせ ん断強度が高く,次にローレット加工(Knurled),サンド ブラスト処理の順でせん断強度が低くなり,凹凸構造深さ とせん断強度に相関性が見られる。
架橋型共重合ポリアミドVestamelt®は,金属表面へ膜 厚 50 ~ 150µmで静電粉体塗装またはコイルコーティング した後に 150 ~ 200℃で 5 分程熱処理し,通常の金型温度 よりも 10 ~ 20℃程高温で射出成形することが推奨されて いる。金属と樹脂の射出成形接合時には,各材料の収縮率 の違いに起因する応力が接合界面付近に発生し,構造に
よっては反り変形が課題となるが,架橋型共重合ポリアミ ド層が応力緩和層として働き,反り変形が低減すると言わ れている。ガラス繊維強化PA6, PA66, 半芳香族PA,ポリ プロピレン(PP)への適用が可能であり,メルセデスベン ツAクラスのクロスビームに 2013 年に採用された実績が ある。
3.2 金属・樹脂接合部の凹凸形成による接触面積増大 我々9)はALプレート表面に深さ 100µm,溝幅 30µm, ピッ チ間隔 200µmのマイクロスケールの格子パターンをレー ザーアブレーション技術により形成させ (Fig. 5),AL表 面微細構造へのGF強化PBT樹脂の充填特性に与える射 出成形条件 (金型,樹脂温度)の影響について調査を行っ た。射出成形接合により引張せん断強度試験片を作製し,
試験片を軸方向へ引張り,ALと樹脂の接合強度測定を行っ た。接合面積は 16.5 × 10-6m2 (5.5mm× 3.0mm)である。
接合後に水酸化ナトリウム水溶液によりALのみを溶解さ せ樹脂側の接合界面を観察することにより,AL微細構造 への樹脂充填挙動の確認を行った。その結果,射出成形時 の金型温度が高く,ノズル温度(射出温度)が高い条件で は,樹脂がAL表面の隅々まで充填し,微細な形状が転写 されていることが確認できた。また,ノズル温度が高い程,
ALと樹脂が強固に接合し,より高い引張荷重に耐えられ ることが分かった。せん断強度試験時の破断モードは,樹 脂一般部の引張破断であり,界面せん断強度は 12MPa以 上を有することが確認された。
さらに,熱可塑性エラストマー (TPE)と表面をブラス ト加工により凹凸処理を施したALプレートの射出接合技 術についても系統的に評価を行った10)。ここでは,得ら れたTPE/アルミニウム一体成形品について引張試験を行 い,荷重-変位曲線の面積をせん断剥離エネルギーとして 評価した。その結果,TPE単体と比べ,TPEに相溶化剤 を添加することで変位が増加し,さらにLLDPEを添加し
Fig. 4 The shear strength values determined for components hydroformed in combination with injection molding (metal tube and injected PA6/GF).
Plastic ring
Metal pipe
Fig. 3 The compression shear test sample and a test tool.
Fig. 5 The SEM micrograph of micro grid formed with laser ablation on AL substrate.
たTPEポリマーブレンド系材料で荷重が増加した。一般 的な傾向と同様,アルミニウムの表面粗さが大きいほどせ ん断剥離エネルギーは大きくなった。
瀬戸ら11)は,ALプレート表面にマイクロスケールの凹 凸をレーザー加工し,表面凹凸部への樹脂流動挙動の観察 を行い,接合強さ向上のための射出成形条件を明らかにす る検討を行った。予めレーザー加工したALプレートを金 型キャビティ内に設置し,溶融したポリプロピレン(PP) をキャビティ内に射出成形し,引張せん断強度試験用の 試験片を作製している。ALと樹脂の接合領域 60 × 10-6m2
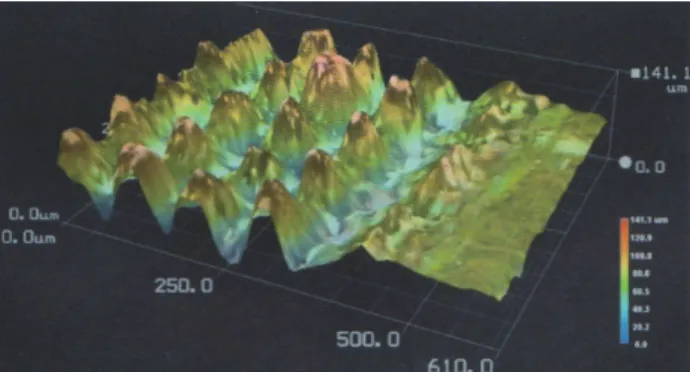
(15mm× 4mm) に深さ 140µm,ピッチ 100µmのレーザー 加工を施している(Fig. 6)。界面せん断強度は,引張最大 荷重を接合面積で除することで算出している。AL表面凹 凸部への樹脂流動挙動の観察は,金型の一部にガラスブ ロックを組込み,光を照射しながら,高速度カメラを用い 行っている。
Fig. 7(a) にAL表面凹凸部への樹脂流動挙動の観察結果
を,Fig.7(b)にその模式図を示す。接合部にフローフロ
ント (樹脂の流動先端)が到達した時点では,凹凸部への 樹脂流入は確認されず,流動の進展とともに徐々に凹凸部 へ樹脂が流入し,キャビティ―内に樹脂が完全に充填され た後,凹凸部の最深部に樹脂が充填されることが確認され た。凹凸部への樹脂流入に影響を与えると考えられる射出 速度,金型温度,樹脂温度を高くすると,高いせん断接合 強度 (最大 6MPa) が得られている (Fig. 8)。これらの結果 より,樹脂の射出過程における金型表面の樹脂固化層の成 長が,凹凸部への樹脂充填を困難にしていると考え,射出 過程で固化層が成長しづらい成形条件が,高いせん断接合 強さを得るために必要と考察している。
X. Liらは,4 種類の条件でサンドブラスト処理を行っ
たALプレートを用い,ALプレートとポリプロピレン樹 脂(PP) 12)およびポリサルフィド樹脂(PPS) 13)との接合強 度について研究を行った。また,彼らは金型急速降温装置 を用い,成形時のALプレート温度の影響について調べて いる。PPS樹脂との接合に用いられるALプレートは 4 種 類の粒径の異なる研磨材を用いてサンドブラスト処理を行 い,表面粗さの異なるもの (Ⅰ-Ⅳ) を用意している。サン ドブラスト処理後のALプレート表面の算術平均粗さRa と凸形状ピーク密度 (単位面積あたりのピーク数)の測定 より,粒径の小さい研磨材を用いる程Raは低下し,Raは それぞれ 6.5(Ⅰ),5.5(Ⅱ),4.3(Ⅲ),4.0(Ⅳ)µmであった。
一方,Raの値が低い表面程,凸形状ピーク密度(単位面 積あたりのピーク数)が高い傾向が関係が示された。接合 強度試験はASTM D1002 に準拠した引張せん断試験を実施 Fig. 6 The 3D observation image of laser processing surface in AL
plate (Height: 141.1µm, pitch: 100µm).
Fig. 7 (a) The visualization result of resin flow in uneven part. (b) the schematic diagram of relation between resin flow and resin pressure.
している。試験片のALと樹脂の接合面積は 150 × 10-6m2
(10mm× 15mm) である。
ALプレート温度 120℃で射出成形接合した試験片の引 張せん断試験結果より,ALプレート表面の単位面積あた りの凸形状ピーク数が多くなるに従い,せん断強度が高 くなる傾向が確認され,引張耐荷重はそれぞれ 432(Ⅰ),
588(Ⅱ),656(Ⅲ),652(Ⅳ)Nとなり,サンドブラスト処 理が無いALを使用した場合の 112N比べて高い値を示し た。表面粗さRa = 4.3µmのALプレート(Ⅲ)を用い,AL プレート温度 (30, 60, 90, 120, 150℃)を変化させて作製し た試験片のせん断強度の評価を行っている。プレート温度 の上昇に伴い,せん断強度が高くなり,温度 150℃時に最 もせん断荷重は高く(約 675N),せん断強度は約 4.5MPa (= 675N/150 × 10-6m2)であった。この理由として樹脂流動 中における金型表面のスキン層(固化層)の形成が微細凹 凸形状への樹脂流入を妨げるために,ALプレート温度が 高いほど,凹凸形状へ樹脂が流入しやすくなり,せん断強 度が高くなると考察している。
3.3 金属・樹脂接合部へのアンカー効果機構の導入 大成プラス㈱の板橋14)は,金属に特殊表面処理を施し 表面にナノスケールの微細な孔を形成させ,射出成形によ りこの孔に溶融樹脂を流し込みアンカー効果を発現させて 強固な接合強度を得る,ナノモールディングテクノロジー
(NMT)を報告している。AL合金表面は,脱脂層,酸・ア ルカリエッチング槽,中和槽においてAL合金表面の加工 油や指油,付着汚れを除去した後,水溶性アミン系化合物 水溶液を含むNMT槽で浸漬処理される。これによりAL 合金表面に周期 10-80nm,深さ 70-100nmの凹凸が形成さ れる(Fig. 9)。
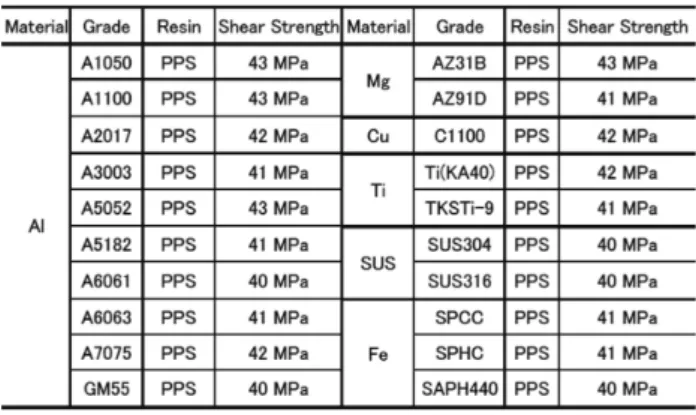
特殊表面処理を施した各種金属を用いPPS樹脂と射出 成形接合した接合試験片のせん断強度をFig. 10に示した。
試験はISO19095 に準じた試験片形状,条件で行っており,
接合面積は 50 × 10-6m(52 mm× 10mm)である。各種金属 とPPSの接合強度は何れも 40-43MPaと高いせん断強度 を示した。また,PPS樹脂と代表的AL合金 3 種(A7075,
A5052, A6061)およびSUS304 との接合試験片を用いて長
Fig. 8 The measurement results of joining strength undereachcondition.
V: injection speed, M: mold temperature, T: resin temperature, and R: holding perssure.
Fig. 10 The results of tensile shear strength tests for various metal and PPS injection joining parts..
Fig. 9 The SEM micrograph of AL surface after NMT treatment
(200,000 times).
期信頼性試験を実施している。温度×湿度環境は 80℃×
85%RHである。この環境下で 8,000 時間経過した後も接 合強度が低下しないことを報告している。また,ISO19095 に準じた接合面積 20 × 10-6m(22 mm× 10mm)の垂直引張 試験片 (突合わせ試験片) を用いた試験においても,ALと PPS樹脂の接合強度は 44.6MPa,銅(Cu)とPPS樹脂の接 合強度は 29.7MPaと高い接合強度を示した。
木村ら15)は,上記と同様のNMT技術を適用したAL合 金 (A5052)とガラス繊維強化ポリブチレンテレフタレー ト(PBT)の射出成形接合における成形条件と接合強度の 関係について研究を行っている。引張せん断強度試験に用 いた試験片の接合面積は 50 × 10-6m2 (5mm× 10mm)であ る。接合強度に大きな影響があると考えられる圧力をモニ ターするために金型内の接合部近傍に圧力センサーが設置 されている。成形条件として保持圧力,パック圧力 (キャ ビティ内に樹脂が満たされた際の圧力),射出速度の 3 つ の条件と接合強度の関係を調べている。射出速度 (300m/s)
が一定の場合,保持圧力,パック圧力が高くなるに従い,
せん断強度が緩やかに上昇する傾向があるがその影響は小 さい。保持圧力(60MPa),パック圧力(40MPa)を一定と した場合の射出速度とせん断強度の関係についても測定を 行っており,射出速度が速くなるに従い,ほぼ線形にせん 断強度が低下する結果が示されている。射出速度が速い場 合,樹脂の粘性抵抗が高くなり表面微細構造に樹脂が流入 しづらくなることが理由だと考察している。
メック㈱の林ら16)は,エッチング処理したマイクロス ケールの細孔を表面に有するAL合金 (A5052) プレートを 金型に設置し,ガラス繊維強化PPS樹脂との射出成形接 合を実施した。AL合金表面をメック社製の薬液で化学エッ チングすることで,開口径および深さが共に数 µm~十数
µmの細孔がAL合金表面に均一に形成される。エッチン グ処理後のAL合金表面SEM観察像をFig. 11に示す。用 いた接合試験片はISO19095 に規定された垂直引張強度試 験片(突合わせ試験片)であり,接合面積は 20 × 10-6m2
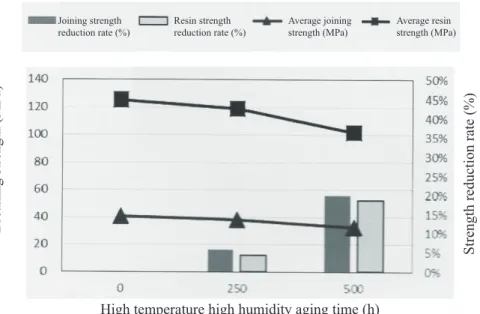
(2mm× 10mm)である。試験片を 85℃,85%RHの高温 高湿環境下で加速老化させる耐久性試験を実施している。
高温高湿環境下における樹脂自体の劣化挙動も引張試験に より測定している。接合試験片と樹脂単体の高温高湿耐久 性試験結果をFig. 12に示した。老化時間が長くなるに従 い接合強度が低下するが,樹脂自体の引張強度も同様の割 合で低下していること,初期および老化処理品の破壊は何 れも樹脂破断が原因であることから,この接合強度の低下 は,樹脂自体の劣化が原因であり,樹脂と金属の接合界面 特性の劣化に起因したものではないと考察している。
Breaking strength (MPa) Strength reduction rate (%)
High temperature high humidity aging time (h)
Joining strength
reduction rate (%) Resin strength
reduction rate (%) Average resin
strength (MPa) Average joining
strength (MPa)
Fig. 12 The results of high temperature high humidity durability tests (85oC× 85%RH).
Fig. 11 The SEM micrograph of AL surface after etching treatment.
4.
射出成形接合試験片の評価試験方法
接着剤のせん断接着強さの試験方法としてISO4586 や JIS K6850 が制定されている。しかし,高い接合強度が得 られる射出成形接合技術で上記規格の試験片を作製し試験 を行うと,接合部以外から破断し,接合強度の測定が困難 となる。そのため各社各様の試験法によるデータ取得が行 われていた。金属と樹脂の射出成形接合は,自動車部品や 電気電子部品への応用が期待されているが,上述のように 客観的かつ定量的なデータ,耐久性に関するデータの不足 により,取引先の信頼を得ることも容易では無く,産業界 への普及はあまり進んでいなかった。
接合技術に取り組む大成プラス㈱が,東ソー㈱,東レ㈱,
三井化学㈱と共同で経済産業省のトップスタンダード制度 へ申請,採択された後,国際標準化活動が進められた。産 業技術総合研究所と日本プラスチック工業連盟は,経済産 業省からの委託を受け,2012 年 10 月から活動を開始し,
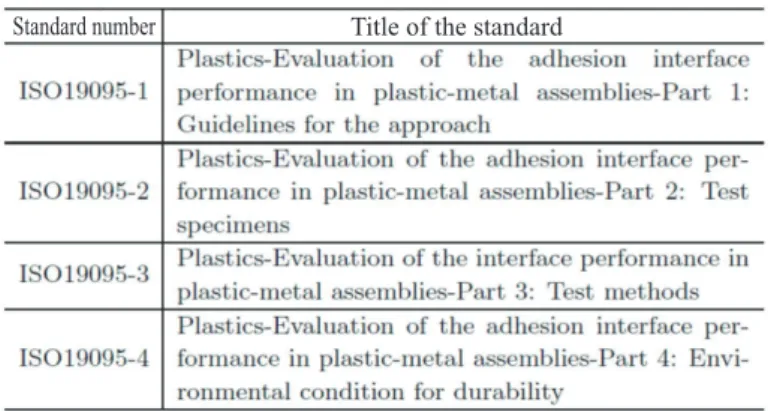
提案した規格は国際標準化機構 (ISO)に承認され 2015 年 7 月にISO19095 として発行された。発行された金属と樹 脂接合特性の評価試験方法ISO19095 シリーズをTable 3 に示した17)。この規格では,引張強度(突合わせ試験片),
引張せん断強度,剥離強度,樹脂・金属接合界面の封止特 性,冷熱衝撃試験・高温高湿試験などの試験方法について 規定されている。
Fig.1で示したような自動車部品の場合,外部から負荷
される変形や荷重は,接合面に対して必ずしも一方向とは 限らない。そのため引張,せん断,剥離モードといった複 数の変形モードにおける接合特性を把握することは大変重 要となる。上記のような接合試験方法が標準化されたこと は,企業や大学で研究開発を進める者にとって非常に有益 となる。また,一般に異種材料の接合部位は,材料の線膨 張率や力学特性が大きく変化するため,市場での耐久性が 懸念される。通常,耐久性試験は長期に渡ることが多いた め,耐久性試験法の標準化により有効活用できるデータが 増えることは,自動車部品や電気電子部品業界への異種材
接合技術普及を促進させるものと考えられる。
5.
おわりに
表面微細構造を有する金属と樹脂の射出成形接合におい て,金属表面微細構造への樹脂充填挙動の可視化,型内セ ンサーによる温度・圧力モニタリング,接合界面解析技術 の進歩により,射出成形接合条件と接合強度の関係,接合 強度発現メカニズムが明らかになりつつある。
金属と樹脂接合特性の評価試験方法ISO19095 の発行に より,客観性,信頼性の高い試験結果,耐久性に関する研 究報告が増え始めている。金属表面処理技術,成形技術,
材料技術,耐久性に関する研究開発がさらに活発化してい くと予想される。今後も射出成形接合の樹脂充填挙動,接 合界面,接合強度解析の進歩により,より高い接合強度,
耐久性を得るための成形条件,金型構造,金属・樹脂界面 形態が明らかになり,金属と樹脂の射出成形接合技術がよ り広く産業界へ普及することを期待したい。
文 献
1)藤本雄一郎, 漆山雄太監修,”自動車のマルチマテリアル戦 略:材料別戦略から異材接合, 成形加工, 表面処理技術まで”
エヌ・ティー・エス(2017).
2) S. T. Amancio-Filho, J.F. dos Santos, Polym. Eng. Sci., 49, 1461(2009).
3) A. B. Abibe, S.T. Amancio-Filho, J.F. Dos Santos, E. Hage Jr.
Mater. Design., 46, 338(2013).
4) M. Grujicic, V. Sellappana, M.A. Omara, N. Seyrb, A. Obieglob, M. Erdmannc, J. Holzleitnerc, J. Mat. Proc. Technol., 197, 363 (2008).
5) J. Lotte, U. Reisgen, A. Schiebahn, J. Adh. Soc. Japan, 51, 264
(2015).
6) W.G. Drossel, C. Lies, A. Albert, R. Haase, R. Muller, P. Scholz, Mat. Sci. Eng., 118, 012042 (2016).
7) A. Albert, W.G. Drossel, W. Zorn, W. Nendel, D. Raithel, Mat.
Sci. Forum Vols, 825-826, 552 (2015). 8)桝井捷平,プラスチックエージ,60, 62(2016).
9) K. Taki, S. Nakamura, T. Takayama, A. Nemoto, H. Ito, Microsyst. Technol., 22, 31(2016).
10) K.Ohnami, T.Takayama, K.Taki, H.Ito, D.Funaoka, K.Shiga, TPE magazine, 3, 200-203(2016).
Table 3 ISO 19095 series.
Standard number Title of the standard
11)瀬戸雅宏, 朝見芳浩, 板倉雅彦, 田中宏明, 山部 昌, 成形加 工, 27, 68(2015).
12) X. Li, F. Liu, N. Gong, P. Huang, C. Yang, J. Mat. Proc.
Technol., 249, 386(2017).
13) X. Li, F. Liu, N. Gong, P. Huang, C. Yang, B. Wang, Comp.
Struct., 184, 545(2018).
14)板橋雅己, 表面技術, 66, 359 (2015).
15) F. Kimura, S. Kadoya, Y. Kajihara, Precis. Eng., 45, 203(2016).
16)林 知紀, 秋山大作, 成形加工, 28, 58 (2016). 17)堀内 神,計測と制御, 54, 743(2015).
18) O. Izadi, P. Mosaddegh, M. Silani, M. Dinari, J. Manuf. Proc., 30, 217(2017).
19) R.-Y. Yeh, R.-Q. Hsu, J. Adh. Sci. Tech. 29, 1617 (2015). 20) C. Hopmann, J. Klein, B. I. Schönfuß, U. Reisgen, J.
Schönberger, A. Schiebahn, Prod. Eng. Res. Devel., 11, 183
(2017).
<Review>
Plastic and Metal Injection Molding Joining Technology and its Joining Mechanism
Takashi KUROSE *, Hiroshi ITO *
* Graduate School of Organic Material Science, Yamagata University
4-3-16 Jonan, Yonezawa, Yamagata, 992-8510 Japan(Accepted for publication : February 8, 2018)
Abstract
Plastic and metal injection molding joining technology has various benefits such as obtaining high joining strength, reduction of number of process, and realization of the hybrid structure with a complex structure.
The joining technologies recently reported to scientific journals were classified into “intermolecular interaction on metal and resin interface (e.g. covalent, hydrogen bond)”, “contact area on metal and resin joint plane (e.g. surface micro-structuring)”, and “mechanical constraint on metal and resin interface (e.g.
anchor effect). Their reports were reviewed focusing on the effects of metal surface treatments and injection molding conditions on their joining strength and their mechanisms. Recent analytical technologies with direct in-situ observation and monitoring physical condition inside the mold during injection molding were reviewed and injection molding conditions to obtain higher joining strength were indicated.
The establishment of the standard ISO19095 series for plastic and metal injection joining was mentioned and their usefulness were emphasized. Objectively reliable plastic and metal injection joining technologies would be brought by ISO 19095. The results showing shear and tensile joining strength more than 40MPa and excellent durability have been reported, which would be brought by the mechanical constraint mechanism on metal and resin interface (e.g. anchor effect). Advances in the analysis of joining interface during molding and mechanical fracture are expected to spread metal and resin injection molding joining technology to the industry more widely.
Key words : Plastic metal joining, injection molding, surface treatment, plastic metal hybrid structure, ISO19095 series.