吉田 顕二
* 住友ベークライト株式会社 電子デバイス材料研究所 〒 822-0006 福岡県直方市大字上境 40-1半導体封止用エポキシ樹脂成形材料の展開
吉田 顕二* 概 要 半導体封止用エポキシ樹脂成形材料は,機械的外力,湿度,熱,紫外線などから半導体素子を保護する目的で 使用されており,半導体パッケージの薄型化,小型化,高密度化に伴い高性能化,高機能化が行われてきた。ま た近年では,世界的な環境保護への意識の高まりから,環境対応や省エネルギー対応が要求されている。本稿で は,半導体封止用エポキシ樹脂材料の概要を,次いで半導体封止用エポキシ樹脂成形材料の難燃化,高耐熱化の 取り組みについて解説する。1.はじめに
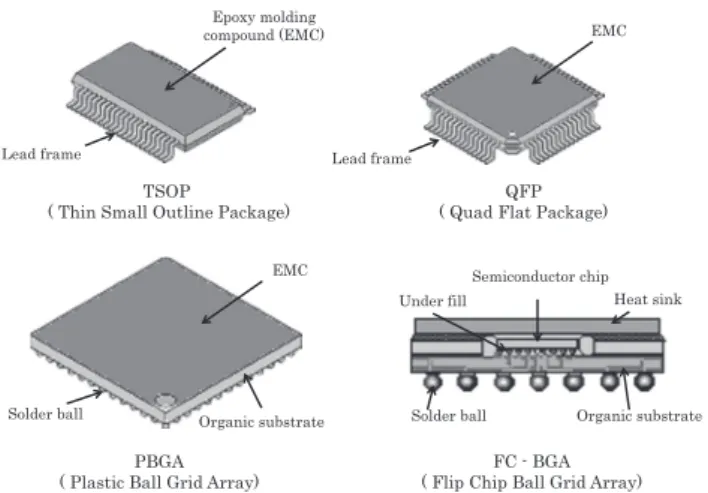
半導体封止用エポキシ樹脂成形材料は,衝撃や圧力 などの機械的外力,湿度,熱,紫外線などの外部環境 から半導体素子を保護し,電気絶縁性を確保するとと もに,プリント配線基板への実装を容易にするために パッケージの形態を付与するなどの目的で使用され る。半導体パッケージの形態分類には,挿入実装型半 導体パッケージと表面実装型半導体パッケージに分類 される。挿入実装型半導体パッケージは,プリント配 線基板の貫通孔に外部端子用リードまたはピンを挿入 して固定する。表面実装型半導体パッケージは,プリ ント配線基板の表面に半導体パッケージの外部端子を 載せて固定する。代表的な表面実装型半導体パッケー ジである TSOP(Thin Small Outline Package),QFP (Quad Flat Package),PBGA(Plastic Ball GridArray),FC-BGA(Flip Chip-Ball Grid Array)につ いて,Fig. 1 に示す1)。 これまで半導体パッケージの薄型化,小型化,高密 度化に伴い,高性能化,高機能化が行われてきた2)。 更に半導体パッケージの機能面,性能面に加えて世界 的な環境保護への意識が高まり,環境負荷を与える有 害物質の使用規制が進んでいる。これまでの半導体封 止用材料には臭素などハロゲンを導入し難燃性を付与 したエポキシ樹脂や難燃助剤としてアンチモン化合物 が含有されている。ヨーロッパの RoHS 規制3)の規 制物質としては臭素化物の PBB(ポリブロモビフェ ニル),PBDE(ポリブロモジフェニルエーテル)が あり,ハロゲン化物を含んだ材料を燃焼した際のダイ オキシン発生を危惧している。このため,地球保護の 観点からハロゲンフリー化の要望に応じるために環境 対応型のエポキシ樹脂成形材料も進化を遂げている。 近年,自動車や家電やロボットなど各種産業分野,
【総 説】
Fig. 1 Standard package structure.鉄道および社会インフラに対してエネルギー高効率 化,高耐圧,大電流通電性が要求されるパワーデバイ スにシリコンカーバイド(SiC)素子やガリウムナイ トライド(GaN)素子が採用されてきている4)-6)。SiC 素子や GaN 素子では,Si 素子に比べ高温で動作させ ることが可能となったため,封止材料にも高温動作に 対応した高耐熱化技術が要求されてきている。ここで は,半導体封止用エポキシ樹脂成形材料の環境対応難 燃化技術,および高耐熱化技術の取り組みについて解 説する。
2.半導体封止用エポキシ樹脂材料の概要
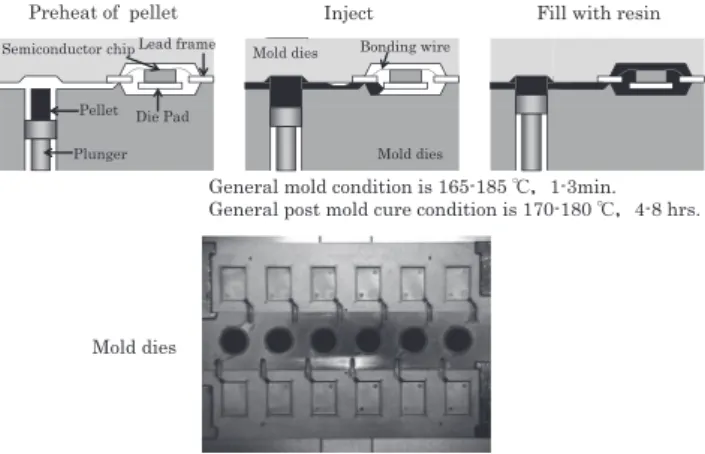
半導体の封止方法としては液状封止材を用いる方法 と固形封止材を用いる方法があり,製造方法が異なっ ている。液状封止材は,CUF(Capillary Under Fill) と呼ばれ,毛細現象を利用して,注型法,浸漬法,落 下法などでパッケージングするのが一般的である。固 形封止材にはエポキシ系熱硬化性樹脂と無機フィラー を主成分とする半導体封止用エポキシ樹脂材料が用い られており,一般的にトランスファー成形で行うこと が多い。エポキシ系熱硬化性樹脂は,トランスファー 成形時の流動性や粘度に影響を与え,硬化物の機械的, 電気的,熱的な基本特性に寄与する。無機フィラーは, 機械強度向上,熱膨張,電気絶縁性,吸水率などの特 性に寄与する。その他の添加剤として,硬化促進剤, 離型剤,着色剤,難燃剤等を配合している。一般的に は各種原料を混合,ニーダーやロールにより加熱混練 均一化させ混練物をシート状にした後,冷却,粉砕す ることで成形材料とする。粉末状の成形材料はタブ レット状に圧縮打錠されて,トランスファー成形工程 で使用される。トランスファー成形工程では,半導体 がセットされた 180 ℃程度に加熱された金型内に溶 融流動させながら所定のキャビティに注入され,1 分 間程度維持し初期硬化させ金型から取り出す。一般的 な固形封止材のトランスファー成形の工程は,Fig. 2 に示す7)。成形後の半導体パッケージは特性を安定化 させるために通常後硬化を行う。 一般的にエポキシ樹脂は,高接着性,硬化収縮が小 さい,耐薬品性に優れる,耐湿性に優れる,比較的高 い耐熱性を有する,電気特性に優れるなどの硬化後の 特性面や硬化に高温を必要としない,短時間で硬化す るなどプロセス面においてもバランスがとれて利用し やすい。代表的な固形封止材用のエポキシ樹脂の構造 を Table 1 にまとめた。固形のエポキシ樹脂としては 架橋密度が高いフェノール系ノボラック樹脂を用いる のが主流であった。しかし,半導体パッケージの表面 実装化に伴い表面実装の部品とプリント配線基板とを はんだ接合する際には,リフロー炉ではんだを溶融加 熱するために,半導体パッケージ全体に熱的なストレ スがかかるようになった。吸湿した半導体パッケージ がリフロー炉で高温にさらされると水分の気化により 発生する応力によって半導体素子やリードフレームと エポキシ樹脂成形材料との界面に剥離が発生し,ひい ては半導体パッケージにクラックを生じる等,半導体 パッケージの信頼性を大きく損なう不良となる。こう いったリフロー工程での半導体パッケージに生じる不 良に対する耐性を耐はんだリフロー性という。耐はん だリフロー性を向上させるために半導体封止用エポキ シ樹脂成形材料には低吸湿化,低寸法変化が要求され るようになり,フィラー高充填化の手法が検討された が,溶融粘度が上昇するという課題が生じた。そのた め,ビフェノール類のエポキシ化合物に代表される結 晶性低粘度エポキシ樹脂の適用も行われている。ビ フェニル型エポキシ樹脂(BP-E.R.)は,対称性の高 い分子構造をもち,融点が約 100 ℃の結晶性固体で ある。従来のエポキシ樹脂系(軟化点約 55 ~ 85 ℃) に比べ,高軟化点であるが,成形温度(180 ℃程度) では低粘度化するため,フィラー高充填化が可能とな る。O- クレゾールノボラック型エポキシ樹脂(OCN-E. R.)は,多官能であるために,硬化性が良く,Tg,低 吸水率,低コストとバランスが取れており,使いやす い樹脂の一つである。多官能のトリスフェノールメタ ン型エポキシ樹脂(TPM-E.R.)は,官能基密度が高 Fig. 2 General transfer molding method.くなるので,硬化物の Tgが非常に高い。また硬化収 縮低減もできるため反り抑制に関して効果的である。 ジシクロペンタジエン型エポキシ樹脂(DCPD-E.R.) は,嵩高い環状脂肪族炭化水素骨格を有するために, 低吸水,低弾性,低誘電率といった特徴がある。 代表的な半導体封止材用の硬化剤としてフェノール 樹脂の構造を Table 2 にまとめた。フェノールノボ ラック(PN)樹脂は,フェノールがメチレン結合で 連結されて,2 ~数十核体の混合物である。流動性や 硬化物の機械特性のバランスを考慮して,目的に合っ た軟化点グレードを選定して使用する。トリスフェ ノールメタン型ノボラック樹脂(TPM-N.R.)は,エ ポキシ樹脂と同様に官能基密度が高くなるので,硬化 物の Tgが非常に高くなり,反り抑制に有効である。 フェノールアラルキル型ノボラック樹脂(Aralky-N. R.)は,疏水性のアラルキル基を有するために,低吸 Table 1 Structure of general epoxy resins for molding compounds Type Chemical structure Epoxy equivalent (q/eq) ICI viscosity at 150 ℃ (mPa・s) Softening point (℃) Biphenyl type epoxy resin (BP-E.R.) 180 ~ 200 10 ~ 30 100 (※ melting point) o - cresol novolac type epoxy resin (OCN-E.R.) 195 ~ 220 100 ~ 1500 55 ~ 85 Tris phenyl methane type epoxy resin (TPM-E.R.) 165 ~ 175 100 ~ 300 55 ~ 70 Dicyclopentadiene type epoxy resin (DCPD-E.R.) 240 ~ 280 20 ~ 500 50 ~ 85 Table 2 Structure of general hardeners for molding compounds
Type Chemical structure OH equivalent (q/eq) ICI viscosity at 150 ℃ (mPa・s) Softening point (℃) Phenol novolac resin (PN) 103 ~ 106 30 ~ 1500 60 ~ 120 Tris phenyl methane type novolac resin (TPM-N.R.) 95 ~ 99 600 ~ 1000 80 ~ 120 Phenol aralkyl type novolac resin (Aralky-N.R.) 170 ~ 180 60 ~ 1000 60 ~ 90
水率であり,耐はんだリフロー性に優れる。水酸基当 量が大きいので,エポキシ樹脂との架橋密度が低くな ることから硬化後の内部応力が小さい。
3. 半導体封止用エポキシ樹脂成形材料の
難燃性
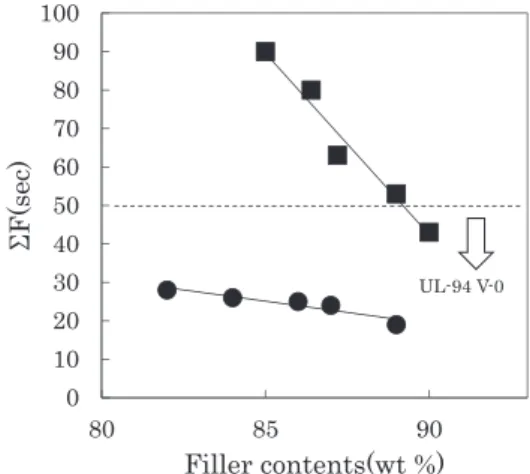
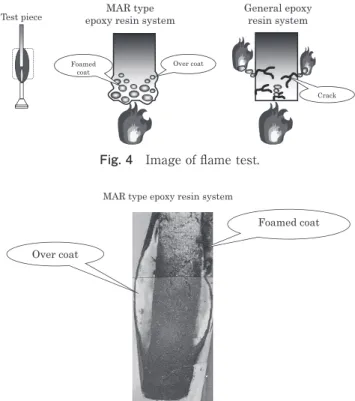
電子部品用に用いられる半導体封止用エポキシ樹脂 成形材料は,火災防止のために高度な難燃性を要求さ れている。従来の半導体封止用材料には臭素などハロ ゲンを導入し難燃性を付与したエポキシ樹脂や難燃助 剤としてアンチモン化合物が含有されている。難燃性 効果に有効なエポキシ樹脂としては,ハロゲン化エポ キシ樹脂,特に臭素化エポキシ樹脂(モノブロモフェ ノールノボラック型エポキシ樹脂やテトラブロモビス フェノール A 型エポキシ樹脂)などが挙げられる。 三酸化アンチモンなどのアンチモン化合物と併用する ことで難燃性の相乗効果が得られ,少量の配合量で難 燃性効果を発現する。臭素化エポキシ樹脂は燃焼時に 分解してハロゲンラジカルを生成し,気層中での樹脂 分解物とのラジカルトラップ機構によって難燃化す る。しかしながら,燃焼時に発生するダイオキシン類 似化合物の人体への有害性,さらに,難燃助剤として 通常使用されていた三酸化アンチモンの慢性毒性の懸 念から,ハロゲン及びアンチモンフリーの材料が求め られている。 ハロゲン及びアンチモンフリーの手法としては,臭 素化エポキシ樹脂や三酸化アンチモンの代わりに,金 属水酸化物やリン系化合物を用いる手法がある8), 9)。 しかし,単純に従来の難燃剤から置き換えて同程度の 難燃性を達成しようとした場合に,エポキシ樹脂成形 材料としての性能が低下することがある。金属水酸化 物では多量に配合しなければ難燃効果が得られない。 その結果,硬化性,成形性,流動性,密着性などが低 下するため,半導体パッケージとしての生産性や信頼 性の低下が懸念される。リン系化合物では,環境安全 性が心配され,特に高温高湿の条件下で半導体素子の 腐食や電気特性の低下が懸念される。 半導体封止材用途としては,シリカフィラーの高充 填化による難燃化も実現されている。可燃成分のレジ ン量を減らし,不燃成分のシリカフィラー量を増やす ことで,エポキシ樹脂成形材料としての難燃性を向上 させている。一例として著者らの検討結果を Fig. 3 に示した。難燃剤無配合のビフェニル型エポキシ樹脂, シリカフィラーの充填率 90 wt%の組み合わせで,難 燃規格 UL94 V-0 を達成している。UL-94 の試験方 法は,垂直に試験片を留めて,規定された炎を一定時 間試験に当て,燃焼時間を測定しランク分けを行う10)。 Fig. 3 の耐燃性試験は,長さ 127 mm,幅 12.7 mm, 厚み 3.2 mm 以内の試験片を 5 本 1 組として,専用の 金型を用いてモールド成形条件 175 ℃,硬化時間 120 秒,後硬化条件 175 ℃,4 時間で作製した。消炎まで の合計時間Σ F と各接炎後の残炎時間で V-0,V-1, V-2 の判定を行う。消炎までの合計時間が 50 秒こえ ないものを V-0 として,250 秒超えないものを V-1 と判定する。半導体封止用エポキシ樹脂成形材料には V-0 ランクが望まれる。さらに,シリカフィラーの 高充填化の手法により,耐はんだリフロー性を向上す ることができる。フィラーの高充填化によって成形物 の線膨張係数が小さくなることで半導体素子との線膨 張係数の差が小さくなり,はんだリフロー時の熱応力 を低減できる。さらに吸水率も低減し,はんだリフロー 時に発生する蒸気圧を低減させることで剥離,及びク ラックを抑制できる。フィラー高充填化によるデメ リットは,成形時において樹脂が金型内部に完全に充 填される前に硬化反応が進み,樹脂粘度上昇や流動性 の低下により,ボンディングワイヤーの不具合(変形, 接触,切断)や樹脂の未充填が生じることや,基材と の濡れ性低下による密着力の低下が挙げられる。その ため,フィラーの粒度分布の最適化やビフェニル型エ ポキシ樹脂のような低粘度レジンを適用する。低粘度 レジンは成形材料の硬化性を低下させるため成形工程 Fig. 3 Relation between filler content and flame resistance. ● MAR type epoxy resin system, ■ Biphenyl type epoxy resin system.での半導体パッケージの離型性が低下し,生産性低下 の原因にもなるため,低粘度化と硬化性の両立が必要 である。 多芳香環樹脂(MAR:Multi Aromatic Resin)とし てビフェニレンを主骨格に含むビフェニルアラルキル 型エポキシ樹脂及び,その硬化剤が挙げられる11)-13)。 Table 3 にその構造式を示す。一般的なエポキシ樹脂 及び硬化剤に比べて,軟化点,及び ICI 粘度は同程度 であり,最大の特徴は高い難燃性を発現できることで ある。その効果は,ハロゲン系化合物,アンチモン化 合物,代替難燃剤など添加することなく,UL94 規格 V-0 を達成できて,比較的フィラーの充填率が低い 系でも高い難燃性を得ることができる。Fig. 3 の難燃 剤無配合の MAR 型エポキシ樹脂成形材料は,ビフェ ニル型エポキシ樹脂適用時には V-1 となる 85 wt% 付 近 で も 容 易 に V-0 を 達 成 す る こ と が で き る。 MAR 型エポキシ樹脂成形材料の難燃化発現メカニズ ムを以下のように考えている。MAR 型エポキシ樹脂 成形材料は架橋点間距離が比較的長く(低架橋密度), 高温時に柔軟になるために燃焼によって可燃性ガスが 発生した際にも,樹脂表面が膨張し,表面保護膜・発 泡層を形成する。さらにビフェニレン骨格由来の高い 耐熱分解性を有することにより,接炎中においても安 定した表面保護膜・発砲層を維持でき,酸素供給阻害, 熱の遮断等の効果によって,きわめて高い難燃性を発 現できる。Fig. 4 に燃焼試験時のイメージ図を示す。 従来型のエポキシ樹脂を適用し,ハロゲン系化合物, アンチモン化合物,代替難燃剤を含まない場合には, 架橋密度が高いためこのような発泡層は形成しない。 燃焼時に樹脂表面が脆くなりクラックが発生し,可燃 性の分解ガスが拡散するために燃焼が継続する。Fig. 5 は実際 UL94 燃焼試験後の MAR 型エポキシ樹脂成 形材料試験片の外観形状を示す。 さらに MAR 型エポキシ樹脂成形材料の特徴として は,低吸水性,熱時低弾性,高密着性を示す。著者ら は,独自に耐はんだリフロー性の指標として抗力応力 指数【=(抗力変化)/(応力係数)=接着強度×曲げ強 さ/(吸水率×寸法変化×弾性率)】を計算し,耐はん だリフロー性の実力を予想している。抗力応力指数は, 大きな値ほど好ましい。Table 4 は(OCN-E.R./PN), (DCPD-E.R./PN),(BP-E.R./ Aralky-N.R.),(MAR-E. R./ MAR-N.R.)の(エポキシ樹脂 / 硬化剤)の組み 合わせでシリカフィラー 86 wt%のエポキシ樹脂成形 材料の特性表を示している。(BP-E.R./ Aralky-N.R.) の組み合わせの特性値を 1.0 とし,相対比較を行った 結果,MAR 型エポキシ樹脂成形材料は従来のレジン Table 3 Structure of multi aromatic resin (MAR) type resin Type Chemical structure Epoxy equivalent (q/eq) OH equivalent (q/eq) ICI viscosity at 150 ℃ (mPa・s) Softening point (℃) Multi aromatic resin type epoxy resin (MAR-E.R.) 270 ~ 300 - 50 ~ 400 55 ~ 75 Multi aromatic resin type novolac resin (MAR-N.R.) - 200 ~ 215 50 ~ 200 65 ~ 75 Fig. 4 Image of flame test. Fig. 5 Appearance of test piece after flame test.
系成形材料と比較して,約 1.6 倍の抗力応力指数を示 し,優れた耐はんだリフロー性を発揮する。MAR 型 のエポキシ樹脂/硬化剤の組み合わせが,他の組み合 わせよりも低吸水,低弾性,高接着に最も有効である ことがわかる。開発当時の MAR 型エポキシ樹脂は, ビフェニル型エポキシ樹脂と比較して,レジン粘度が 高く,成形性・流動性の面で不利とされていた。しか しながら,フィラー粒度分布の最適化や高潜伏性硬化 促進剤の技術向上で,配合設計で調整できるように なった。フィラー粒度分布は充填密度と流動性,粘度 に大きな影響を与える。粗粒領域と微粉領域の 2 山分 布をもつものが一般的である。粗粉領域と微粉領域の 配合比率を調整し 2 山分布を最適化することで流動性 が向上できる。高潜伏性硬化促進剤は,エポキシ樹脂 とフェノール樹脂との触媒となる活性種をあらかじめ 塩にして,活性制御させることで潜伏性を持たせてい る。成形時の熱履歴にて反応促進されるために,樹脂 が流動する時間が長くなり低粘度化できる。これらの 技術向上により現在では MAR 型エポキシ樹脂がハロ ゲンフリー半導体封止用成形材料の主流になってい る。
4. 半導体封止用エポキシ樹脂成形材料の
高耐熱化
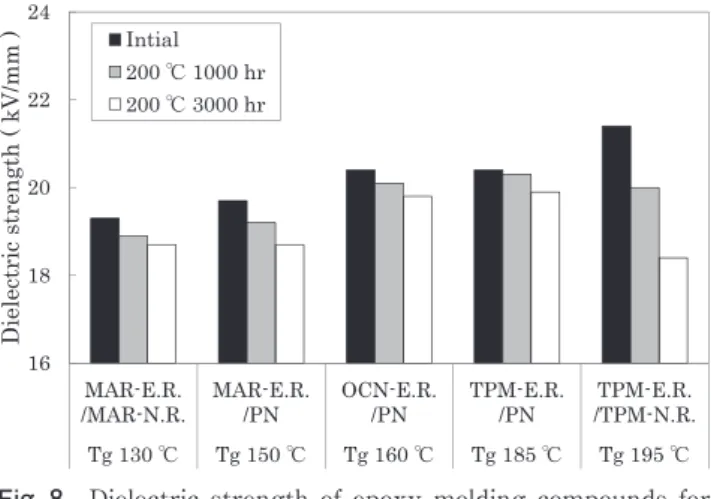
近年の省エネギー化の流れで,電力を制御や変換す るインバーターやコンバーターなどに使用される半導 体素子であるパワーデバイスへの関心が高まってきて いる。これまでは比較的に低電力のエアコンといった 白物家電やサーバーなどに限られていたが,現在では 大電力を必要とする自動車業界や鉄道の分野にまで広 がり,電力変換器における電力損失の低減や小型・軽 量化が望まれている。現行材料の Si 素子を SiC 素子 や GaN 素子といった次世代パワー素子に置き換える ことで,電力損失が小さくなり効率向上による省エネ 効果や 200 ℃以上の高温での動作が可能となること による冷却機構の小型化等が見込まれる。この次世代 パワー素子を搭載するために,素子以外の実装部材の 高耐熱化が求められている。 著者らは,175 ℃や 200 ℃といった高温での動作を ターゲットに半導体封止用エポキシ樹脂成形材料の高 耐熱化に取り組んでいる。SiC 素子や GaN 素子を搭 載したパワーデバイスを高温環境下で動作させるため には,半導体封止用エポキシ樹脂成形材料にも高温下 で特性変動が小さいことが要求される。Fig. 6 は 175 ℃と 200 ℃での HTSL(高温保存)試験の結果を示 している。HTSL 試験とは,デバイスが保障する保存 環境下での信頼性評価である。高温では金属合金や樹 脂の劣化による信頼性低下が懸念され,一般的には定 格温度下での抵抗値変動を評価している。 エポキシ 樹脂/硬化剤の組み合わせは,(MAR-E.R./ MAR-N. R.),(BP-E.R./ PN),(TPM-E.R./ TPM-N.R.)のシリ カフィラー 86 wt%のエポキシ樹脂成形材料で,低架 橋密度の MAR 型のエポキシ樹脂/硬化剤の組み合わ せは,ビフェニレン骨格によって架橋点間距離が長い ため,Tgは低い。一方で,TPM 型のエポキシ樹脂/ 硬化剤の組み合わせは,分子中に含まれるエポキシ基 及び水酸基の反応基数が多いため,高架橋密度の硬化 物を形成でき Tgも高くなる14)。HTSL 試験の結果は, Table 4 Comparison of general properties of epoxy molding compounds for encapsulation Epoxy OCN -E.R. DCPD -E.R BP -E.R. MAR -E.R. Hardener PN PN Aralky -N.R MAR -N.R Water absorption rate 1.15 0.95 1.00 0.85 Dimensional variation ratio 0.80 1.00 1.00 1.00 Modulus of elasticity 1.85 1.30 1.00 0.85 Adhesive strength 0.80 1.10 1.00 1.20 Flexural strength 1.40 1.05 1.00 0.95 Resistance/ stress index 0.66 0.94 1.00 1.56 Filler content is 86 wt%. ✓The data are expressed as relative values, with (BP-E.R./Aralky-N.R.)being 1.0. Fig.6 Effect of Tg and resin system on HTSL test. ✓The data are expressed as relative values, with initial internal resistance value being 1.0.Tgが高い水準の方が接合信頼性も高い傾向にある。 これは,エポキシ樹脂成形材料の Tgが高温環境下よ り低いと,分子運動が活発になり,電荷キャリアが移 動しやすくなるためと考えられる。 一方で Tgが高い場合のデメリットとして,熱分解 性が挙げられる。Table 5 で示すような各種レジン組 み合わせによる硬化物の 200 ℃ 5000 h までの高温下 空気中での長期放置後の物性劣化について評価した。 エポキシ樹脂/硬化剤の組み合わせは,(MAR-E.R./ MAR-N.R.),(MAR-E.R./ PN),(OCN-E.R./ PN), (TPM-E.R./ PN),(TPM-E.R./ TPM-N.R.)のシリカ フィラー 85 wt%のエポキシ樹脂成形材料で,Fig. 6 のレジン骨格の傾向と同様に,MAR 型のエポキシ樹 脂 / 硬化剤は架橋点間距離が長く,低架橋密度となる ため,Tgが低い。一方で TPM 型のエポキシ樹脂 / 硬化剤は架橋点間距離が短く,高架橋密度になるため 高 Tgを有している。高 Tg水準の方が,重量減少変 化が大きい結果となっている(Fig. 7)。Table 6 と Table 7 で示すように 225 ℃ 1000 h 熱処理後の成形 物の断面を観察すると,高 Tg水準の TPM 型のエポ キシ樹脂/硬化剤の組み合わせには表層から約 100 μm の劣化層が見られる。劣化層にはレジン層が熱分 解して外界に揮発したためボイドが散見されている。 Table 8 で EDS による元素分析結果を示した。中心 部には大きな組成変化が見られないが,表層の劣化部 分には C や O の組成変化が認められる。表層部はレ ジン層が酸化劣化したことが示唆される。一方で,低 Tg水準の MAR 型エポキシ樹脂/硬化剤の組み合わ せには,劣化がほとんど見られない。これは,剛直な ビフェニレン骨格が熱分解しにくいためと考えられ る。また,Fig. 8 の絶縁破壊強度は,高 Tg水準の TPM 型のエポキシ樹脂/硬化剤の組み合わせは初期
Table 5 Comparison of Tg of several epoxy molding
compounds for encapsulation type #1 #2 #3 #4 #5 Epoxy MAR-E.R. ○ ○ OCN-E.R. ○ TPM-E.R. ○ ○ Hardener MAR-N.R. ○ PN ○ ○ ○ TPM-N.R. ○ Tg / TMA ℃ 130 150 160 185 195 Filler content is 85 wt%. Mold condition is 175 ℃, 2 min. Post mold cure condition is 175 ℃, 4 hr. Table 7 Cross section of epoxy molding compounds after high temperature treatment
Type Before treatment After treatment225 ℃ 1000 hr
TPM-E.R. /TPM-N.R. MAR-E.R. /MAR-N.R. Table 8 Chemical analysis of TPM-E.R / TPM-N.R. resin system by EDS
Element Before heat treatment After heat treatment Location Center area Surface area Center area Surface area
C 46.6 47.7 47.4 40.0 O 11.5 11.2 11.9 12.6 Si 41.9 41.1 40.7 47.4
Table 6 Cross section of epoxy molding
compounds after high temperature treatment
Type Before treatment After treatment 225 ℃ 1000 hr TPM-E.R. /TPM-N.R. MAR-E.R. /MAR-N.R. Fig. 7 Weight loss of epoxy molding compounds for encapsulation at 200 ℃.
値が最も高い値を示しているが,長期高温処理後によ り顕著に劣化する傾向にある。以上の結果から 200 ℃の高温環境下では高 Tg水準は接合信頼性が良好で あるが,一方で酸化反応によって架橋密度が高いと容 易に結合開裂が起こり,ラジカルを生じて熱分解が進 みやすいと推測される。つまり,高 Tg化と耐熱分解 性の両立化が必要である。現在,著者らは架橋密度が 高く,耐熱分解性に優れる樹脂骨格を導入した半導体 封止用エポキシ樹脂成形材料の検討を進めている。
5.おわりに
半導体封止用エポキシ樹脂成形材料の概論,及び環 境対応難燃化技術,および高耐熱化技術の取り組みに ついて解説した。エポキシ樹脂は,高耐熱性,高接着 性,高流動性,低応力性などの優れた特性を多く持ち, 今後も半導体封止用途に広く展開されると考えられ る。半導体封止用エポキシ樹脂成形材料としては特に 高耐熱化のニーズに対応できるように検討が進んでい る。さらに世界的な環境保全対策にも寄与していくも のと今後の展開が期待される。 参考文献 1) 嶋田勇三,エレクトロニクス実装学会誌,16,No.6, 422-427 (2013). 2) 佐藤健二,”エレクトロニクスと高分子(5 訂版)”, ㈶化学技術戦略推進機構(2004)p.2-5. 3) 武田邦彦,”難燃化への化学的アプローチ”,技術情 報協会(2004) p.28-30. 4) 根津 禎,日経エレクトロニクス,No.1099,53-60 (2013). 5) 根津 禎,日経エレクトロニクス,No.1150,33-45 (2014). 6) 阿部 界,”2012 年版 次世代パワーデバイス&パワ エレ関連機器市場の現状と将来展望”,富士経済 (2012)p.46-55 7) 菅沼克明,杉岡卓中,”SiC/GaN パワー半導体の実 装と信頼性評価技術”,日刊工業新聞社(2014)p.117 -118. 8) 池澤良一,第 13 回難燃材料研究会シンポジウム予稿 集,31 (2004). 9) 西沢 仁,第 15 回難燃材料研究会シンポジウム予稿 集,19 (2005). 10) 武田邦彦,“難燃化への化学的アプローチ”,技術情 報協会(2004)p.153-158.11) M. Iji and Y. Kiuchi,Polym. Adv. Tchinol., 12, 393 (2001). 12) 位地正年,木内幸浩,片山 功,宇野隆行,電子材料, 2000 年 4 月,86(2000). 13) 坂本有史,大須賀浩規,エレクトロニクス実装技術, 18,44 (2002). 14) 宮入裕夫,小池常夫,”構造接着の基礎と応用”,シー エムシー(2006)p.49-55. Fig. 8 Dielectric strength of epoxy molding compounds for encapsulation.
[Review]
Development of Epoxy Resin Compounds Used for
Semiconductor Molding Compound
Kenji yOshida*
* Electronic Device Materials Research Laboratory, SUMITOMO BAKELITE CO., LTD. (40-1, Ohaza-Kamizakai, Nogata-shi, Fukuoka 822-0006, Japan)
Synopsis
Epoxy resin compounds for encapsulation of semiconductor devices are used to protect the semiconductor devices from mechanical force, humid, heat and ultraviolet rays et al. As semiconductor packages are getting more sophisticated, smaller, and high density, they are required to offer improved performance and functionality. Recently, with the increasing global environmental awareness, the requirements for epoxy resin compounds for encapsulation of semiconductor devices have become environment responsive and energy saving. In this paper, the feature of epoxy resin compounds used for semiconductor molding compound, and the studies on flame retardancy and high heat resistance of epoxy resin compounds used for semiconductor molding compound are described.
(Received July 7, 2015 ; Accepted September 16, 2015)