Technical Sheet
キーワード:球状炭化物、バナジウム炭化物、高マンガン、非磁性、耐摩耗性、球状化処理
(1)はじめに
当研究所では、鉄(Fe)-炭素(C)-バナジウム (V)系組成において、晶出するバナジウム炭化 物を球状化することに成功し、その技術を応 用して靱性と耐摩耗性を有する白鋳鉄を開発 しました。このバナジウム炭化物の球状化処 理技術を更に白鋳鉄以外の異なる基地の材料 に適用して、複数機能を有する新たな材料の 開発を継続しています。
今回、オーステナイト系の耐摩耗材料とし て知ら れて いま す高 マ ンガン(Mn)鋳鋼組 成 を対象として、これにバナジウム炭化物を球 状に晶出・分散させました。その結果、球状 バナジウム炭化物含有高 Mn 鋳鉄が高Mn 鋳 鋼以上の耐摩耗性を有し、高 Mn 鋳鋼に必要 であった水靭熱処理を施すことなく、鋳放し で非磁性を示したことを報告します。
(2)組織と特性
図1に試料の鋳放しでの顕微鏡組織を示しま
す。目標組成は 3.0%C-12.8%V-13%Mn で、
Ni-Mg 合金によりバナジウム炭化物の球状化
処理を施しました。バナジウム炭化物はよく 球状化していることが観察され、冷却徐冷中 に析出する鉄炭化物は基地には認められませ ん。このことはX線回折結果からも明らかで、
認められる相はバナジウム炭化物(V8C7)とオ ーステナイト相のみでした。硬さは32.0 HRC で、シャルピー衝撃値は9.8J/cm2 (U-notch)で
図 1 球状 VC 高 Mn 鋳鉄材料の顕微鏡組織
A: 軟鋼 SS400:重量減少: 1.48 g B: 高Mn鋳鋼: 重量減少: 0.48 g C: 開発材料: 重量減少: 0.0434 g
図2 粒子噴射摩耗試験後の摩耗痕の比較
球状バナジウム炭化物含有高マンガン鋳鉄材料の開発 ---耐摩耗性と非磁性のふたつの特性を有する鉄系材料の開発---
No.07002
地方独立行政法人
大阪府立産業技術総合研究所 〒594-1157 和泉市あゆみ野
2 丁目 7 番 1 号http://tri-osaka.jp/ Phone:0725-51-2525
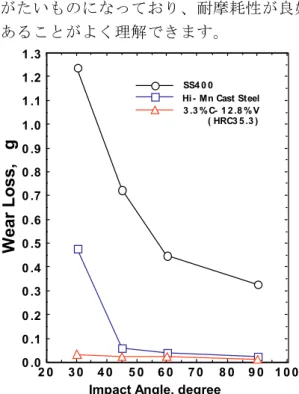
図3 摩耗減量に及ぼす噴射角度の影響 した。
図2にサンドブラストを用いた粒子噴射摩 耗試験後の摩耗痕形態を示します。試験に使 用した粒子は180μ径のスチールショットで 噴射圧力0.466MPa、噴射角度30度、噴射時 間1.8ks、噴射量3.57x10-2kg/s、ノズル径 7x10-3m、ノズル・試料間距離5x10-2mです。
比較材料のひとつである軟鋼SS400では著し く大きく、かつ深い摩耗痕が認められます。
もう一つの耐摩耗材料の高Mn鋳鋼SCMnH2 においてもこの試験条件下では摩耗痕が明瞭 に認められます。一方今回開発しました球状 バナジウム炭化物鋳鉄材料では摩耗痕は認め がたいものになっており、耐摩耗性が良好で あることがよく理解できます。
1 0 0 9 0 8 0 7 0 6 0 5 0 4 0 3 0 0 .02 0 0 .1 0 .2 0 .3 0 .4 0 .5 0 .6 0 .7 0 .8 0 .9 1 .0 1 .1 1 .2 1 .3
SS4 0 0 Hi - Mn Cast Steel 3 .3 %C- 1 2 .8 % V ( HRC3 5 .3 )
Impact Angle, degree
Wear Loss, g
図3に摩耗減量に及ぼす噴射角度の影響を、
比較材のSS400と高Mn鋳鋼および球状バナ ジウム炭化物鋳鉄について示します。いずれ の比較材においても噴射角度が30度から増 大するにつれて摩耗減量は低下します。高 Mn鋳鋼は噴射角度が45度以上になると表面 が加工硬化するためか、摩耗減量が著しく低 下し、この角度以上では、耐摩耗材料の特徴 を発現します。これに対して球状バナジウム 炭化物高Mn鋳鉄では噴射角度に関係なく、
その摩耗減量は比較材と比べても著しく低い
値を示し、粒子噴射摩耗において優れた耐摩 耗性を有しています。
図4に比透磁率に及ぼすV、C量の影響を印 加磁界10kOe(7.96x105A/m)について示します。
V量が低下するとともに、またC量が高くな るほど比透磁率は高い値を示します。これは 鉄炭化物の晶出によるものと考えられます。
図1に示したようなオーステナイト基地にバ ナジウ ム炭 化物 が分 散 してい る試 料で ある V/Cの 比 が 約4程 度(例 え ば3%C-12.8%Vや 2.7%C-10%Vな ど)試 料 で は 比 透 磁 率 が1.002 以下になります。非磁性材料として知られて いるオ ース テナ イト 系 ステン レス 鋼で ある
SUS304について測定すると溶体化熱処理後
で比透磁率は1.0027であり、開発した材料は 鋳放し状態でこれよりも低い値を示します。
(3)まとめ
球状バナジウム炭化物を高Mn 鋳鋼組成の 基地に晶出・分散させることにより優れた耐 摩耗性を有し、かつ非磁性を示す材料を開発 することができました。
開発しました材料にご興味のある方は是非 ご相談ください。
1 4 1 2 1 0 8 6 1 .0 0 14
1 .0 0 2 1 .0 0 3 1 .0 0 4 1 .0 0 5 1 .0 0 6
Vanadium Cont ent , mass%
1 0 kOe
1 3 %Mn
R e l a t i v e P e r m e a b i l i t y , μ
3 .5 mass%C 3 .3 mass%C 3 .0 mass%C 2 .8 5 mass%C 2 .7 mass%C 2 .4 mass%C 2 .1 mass%C
図4 比透磁率に及ぼすV量、C量の影響
本件のお問い合わせは 金属材料科 武村 守まで Phone:0725-51-2571
(作成者 橘堂 忠 発行日 2007 年 8 月 1 日 発行)