電子機器への環境リスク~腐食物質が電子機器に与える影響~
Environmental Risk for Electronic Equipments
-Influence of Corrosion Material on Electronic Equipments-
斎藤 彰
Akira SAITO
概 要 電子機器の信頼性は,様々な因子によって影響を受ける.中でも腐食が関与した不具合は複雑であり, 新たな化学物質の使用や複数の物質の相互作用によって想定外の影響を受ける場合がある.該当する化 学物質としては,電子部品や基板が含んでいるものだけでなく,めっき液やはんだフラックスの残渣や それらの分解物等製造工程内で晒されるものや,製造時や使用時の大気中から供給されるものがある. このように電子機器の構成部材以外からくる化学物質を「電子機器への環境リスク」としてまとめた結 果を示す.加えてPM2.5 に関するリスクも検討したので報告する.1.はじめに
一般に,環境リスクとは人体や生態系に悪影響を 及ぼす環境物質を意味する.主なリスク源としては, 地球の温暖化を促進する二酸化炭素や環境ホルモン として極微量でも人体のホルモン系に影響するビス フェノール A やダイオキシンが有名である.他に も窒素酸化物(NOx),イオウ酸化物(SOx)や硫化 水素(H2S)に加え PM2.5 も広範囲に影響する物質 として知られている1). これらの物質の中で NOxや SOxや H2S 等の腐食 性物質は,人体や生態系に影響するだけなく電子機 器にも影響しその寿命を低下させる場合がある.こ れらの影響を「電子機器への環境リスク」と呼ぶこ とにした2,3). また,モバイル機器の急速な普及と高性能化に後 押しされて,電子部品の小型化や超高密度実装の流 れは留まるところを知らない.既に 2014 年には表 面実装用の電子部品として,0201 サイズ(0.25 mm × 0.125 mm)が実用化されており,電極間の最短 距離は100 μm に縮まっている4). この超高密度実装に拍車をかけるのが,IoT の普 及とモバイル通信規格「5G」の実用化への動きで ある.IoT 端末数は,年率 15%で増加を続け 2020 年には 300 億個以上になると予測されている5).多 くの場合,設置スペースが限られていることから, さらなる小型化が必要になると思われる.また, 2020 年の実用化が迫っている 5G では,LTE の 100 倍になる通信速度に耐え得る大幅な省電力化と共に モバイル機器の宿命である小型化が必要となる6). これらの状況は,従来と同じ基準でモノを作り続 けると信頼性の確保が困難になることを示唆してい る . 例 えば Sn ウィスカの場合,JEDEC 規格の class2 の良品はウィスカ最大長さが 40 μm 未満と規 定されている 7).この値は電極間を 100 μm と仮定 し,双方から同じ長さのウィスカが成長した際に短 絡が起きないことを前提として定められた値である. 従って,高密度実装の進展により電極間距離が短く なれば,規格も変更する必要がある. 部品の小型化や高密度実装による影響を最も受け やすいものの一つに腐食がある.電極間距離が短く なるほど,わずかな腐食性物質の存在でも絶縁性の 低下等の不具合が発生するリスクが高まる.加えて, IoT やウェアラブル機器の急速な拡大に伴って,電 子機器がより厳しい環境下で使用される頻度が増加 すると予想されることから,設計と使用環境の両面 で故障のリスクが高まると思われる. 本報では,部品の小型化や高密度実装の影響を強 く受ける腐食現象に着目する.その中で,Sn,Ag, 展 望 特 集電子機器への環境リスク~腐食物質が電子機器に与える影響~
Environmental Risk for Electronic Equipments
-Influence of Corrosion Material on Electronic
Equipments-斎藤 彰
Akira SAITO
展 望Cu,硫化銀,硫化銅等のマイグレーションと,Ag, Sn や SnO のウィスカの原因となり得る結露(水 分),硫化水素,フラックス残渣を取り上げる.特 にはんだフラックス中の活性剤である有機酸とハロ ゲンの作用に着目し評価方法や故障解析を報告する.
2.電子機器が受けるストレス
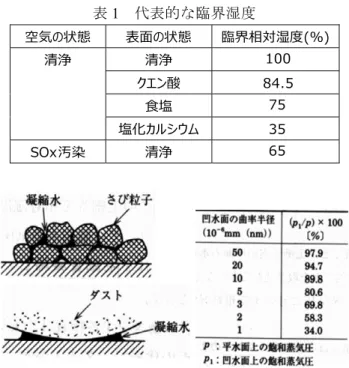
2.1 ストレスの種類と評価試験 電子部品や電子機器は,使用による劣化だけでは なく,製造時や輸送時に,熱的,機械的,化学的, 電気的なストレスを受けることで,エンドユーザー に届く前に故障したり,故障の種を内在することが ある.これらのストレスの中で,評価方法がほぼ確 立されているのが電気的ストレスであり,熱的スト レスと機械的ストレスに対しても有効な評価方法が 提供されている.近年では,これら3 つのストレス を 組 み 合 わ せ た HALT ( Highly accelerated limit test)が広まってきており,市場での温度ストレス と機械的ストレスが大きい自動車や航空宇宙用の電 子機器では,HALT による評価が要求される場合も ある8). 一方,化学的ストレスに対する適切な評価方法は, いまだ確立されているとは言い難い状況にある.主 な原因は,メカニズムが複雑で数値に落とし込むこ とが難しい点にある.例えば,毛髪銀と呼ばれる Ag ウィスカは,水膜を含む結露がない状態で硫化水素 雰囲気に晒されて Ag 表面が Ag2S になった後,硫化 水素がない湿潤環境で薄い水膜が形成され,水膜を 通して Ag2S に電子が供給されると成長する.この ケースでの制御因子は,硫化で 4 因子(温度,湿度, H2S 濃度,時間),Ag 成長で 5 因子(4 因子+電位 差)ある.このため,不具合の発生状況に合せた条 件設定が必要であり,評価法の規格化が難しい. 制御しやすいのは液体による化学的ストレスであ り,工程中のエッチングやめっきがこれに当たる. 制御しにくいのは気体による化学ストレスであり, 大気中の硫化水素(H2S)やイオウ酸化物(SOx) や窒素酸化物(NOx)だけでなく,様々な化学物質 が付着した PM2.5 がこれに当たる.特に中国やイ ンドではこれら気体の化学物質の濃度が高く,製造 中に部品や基板表面に付着すると悪影響を及ぼすと 予想される. 一方で,一部の電子機器では使用環境も厳しく なってきている.例えばウェアラブル機器では汗や 塩水に対する耐性が必要であり,IoT 端末の中には 異常の検知等のために従来より厳しい環境下でデー タを収集するものがある. 2.2 腐食性物質 電子機器に対する腐食性の物質として特に注意が 必要なのは,有機酸とハロゲンと硫化水素である. 有機酸には酸化物を溶解する作用があり,ハロゲ ンには金属をハロゲン化し,さらに酸化させる触媒 作用がある.また,ハロゲンイオンが存在すると, Cu の エ レ ク ト ロ ケ ミ カ ル ・ マ イ グ レ ー シ ョ ン (ECM)が促進される9).これらの現象は,腐食性 物質が水分を取り込むことで発現し,溶解,ECM, 応力腐食割れといった様々な不具合に発展していく 場合がある. 液体や固体の腐食性物質は,主にめっき工程と実 装工程に多く存在し,気体の腐食物質は使用環境か らもたらされることが多い.これらをまとめたのが 図1 である.主な腐食絡みの故障現象とその原因物 質,および発生源の関係を示す. 2.3 結露 結露を促進させる主な因子としては,細孔,ゴミ, およびイオン性物質の付着がある.表1 に,代表的 な臨界相対湿度の値を示す.臨界相対湿度とは,吸 湿量,もしくは水分の吸着量が急激に増加し始める 相対湿度であり,これに伴い腐食も顕著になる10). 清浄な空気と表面に対し,表面がイオン性物質で 汚れた場合でも,空気が SOx等で汚染された場合 でも,低い湿度で結露が発生し,腐食が始まる環境 になる. 図1 腐食による故障現象の全体像 図1 腐食による故障現象の全体像 腐食促進表1 代表的な臨界湿度 空気の状態 表⾯の状態 臨界相対湿度(%) 清浄 清浄 100 クエン酸 84.5 ⾷塩 75 塩化カルシウム 35 SOx汚染 清浄 65 図2 微細粒子付近の飽和水蒸気圧11) 図3 FIB 加工断面の Sn めっき液腐食試験前後 一方,ゴミの付着やさびの発生等により,表面に 細孔が形成されると,図2 に示すように狭い隙間の 飽和水蒸気圧が低下し,低い相対湿度で結露が発生 することが知られている11). また,熱容量が大きい部品では,温度変化に伴っ た結露が発生しやすくなる.
3.個別の現象
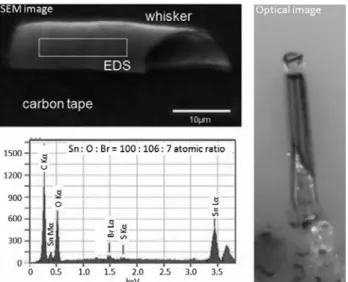
3.1 めっき液腐食 めっき液は腐食性の高い液体であり,浸漬された 物質が腐食される可能性がある. 図 3 は,ガラスを含む Cu ペーストをセラミック 上 に 塗 布 し て 焼 付 け , そ れ を 集 束 イ オ ン ビ ー ム (FIB)で加工した断面である.左図が Sn めっき 液に浸漬前の走査イオン顕微鏡(SIM)像であり, 右図が浸漬後である.Sn めっき液浸漬により,Cu とセラミックの間に存在するガラスが選択的に溶解 されていることがわかる.従来の部品全体をめっき 液に浸漬する分析手法は溶出した元素を特定するに は有効だが,図3 のような微小な生成物の腐食性の 評価には適さない.断面の腐食試験で溶けやすい生 成物を確認しておくことも,故障リスクを低減する 一つの手段になると思われる. 3.2 はんだフラックス残渣 近年,無洗浄タイプのはんだペーストが電子機器 を中心に広く使用されている.リフロー用のはんだ 図4 フラックス残渣が関与する腐食現象 Sn めっき液浸漬前 Sn めっき液浸漬後 表1 代表的な臨界湿度 空気の状態 表面の状態 臨界相対湿度(%) 清浄 清浄 100 クエン酸 84.5 食塩 75 塩化カルシウム 35 SOx汚染 清浄 65 図2 微細粒子付近の飽和水蒸気圧11) 図3 FIB 加工断面の Sn めっき液腐食試験前後 Sn めっき液浸漬前 Sn めっき液浸漬後 図4 フラックス残渣が関与する腐食現象ペーストには,接合すべき金属表面の酸化皮膜を除 去し,はんだボールの酸化を防止するための活性剤 が含まれている.主な活性剤には,腐食性物質であ る有機酸やアミン,ハロゲン化合物があり,実装後 に残留すると腐食や絶縁劣化が発生しやすくなるた め洗浄除去されていた.しかし,近年ではリフロー 実装時の熱による活性剤の失効や不活性な樹脂であ るロジン中に活性剤を閉じ込めることで洗浄を不要 にした無洗浄はんだペーストが開発されている.洗 浄工程の除去によるコストメリットは大きいが,リ フロー実装に関連する因子は図4 に示すように多く, これらの条件がズレて活性剤が失効せずに残留する と,ECM 等の不具合の原因になることがある. ECM しやすい物質として,Ag,Cu,Pb,Sn が 知られている.この中で Cu の ECM は,Cl や Br といったハロゲンが存在すると加速される場合があ る . 実 際 に 発 生 し た Cu の ECM や CAF (Conductive anodic filament)では,フラックス由 来の臭素が検出される場合がある. <事例 1:Au/Al 接続部のハロゲン腐食破断> パープルプレイグは,Au ワイヤーと Al 電極パッ ドの接続部をハロゲンが腐食しさらに酸化させること で断線させる現象の通称である12).表2 は,樹脂モール ドされていないオープン状態の Al パッドに Au ワイ ヤーボンディングした試料の耐湿試験結果である. この試料は,はんだペーストを塗布した基板ごとリ フロー処理することで,はんだフラックスの分解ガ スに晒し,その後 3 種類の耐湿試験で接続部の故障 率で評価した.一般的な 85℃ 85%RH 1000h での故 障率 10%に対し,温度加速を狙った HAST(120℃ 85%RH 72h,水蒸気加圧,酸素なし)では故障率が 3%に低下した.一方,酸素を含む Air-HAST(120℃ 85%RH 72h,水蒸気加圧+大気 1 気圧)では故障率 が65%に増加した. 図5 は,Au ワイヤー側の破断面の走査電子顕微鏡 /エネルギー分散型 X 線分光器(SEM/EDS)の 7kV での測定結果である.左図の反射電子像で暗く見え る個所に酸素が多く観察され(中央図),その一部に Br が検出されている.これらのことから,パープル プレイグには水蒸気と酸素と熱とハロゲンが必要で あることがわかる.この Br は,はんだフラックスの 分解物が飛散してきたものであり,部品外からの腐 食性物質の影響による故障の一例である13). <事例 2:SnO ウィスカの生成> はんだフラックスの活性剤の残渣が影響した別の 事例として,SnO ウィスカの生成がある14,15).図 6 は 85℃ 85%RH 5V 耐湿負荷試験で発生した SnO ウィスカの画像である.左列はコネクタのリード端 子の Sn-3.0Ag-0.5Cu(SAC305)はんだ上に発生し た SnO ウィスカであり,右列はセラミック積層コ ンデンサの外部電極の Sn めっき上に発生した SnO ウィスカである.この SnO ウィスカは,図 7 左図 のように光学的に透明であり,右図の SEM から表 面が滑らかなチューブ状であることがわかる.この SnO ウィスカは,プローバによる測定で絶縁体で あることがわかっている. 図 8 に SnO ウィスカの先端部を採取し SEM/EDS を行った結果を示す.SnO ウィスカの先端部の組成 はSnO であり,厚さ約 1 μm のチューブ状であった. 10μm 図7 SnO ウィスカの光学顕微鏡像と SEM 像 10μm 図6 耐湿負荷試験後の SnO ウィスカの発生 表2 図5 表2 耐湿試験 3 条件による Au/Al 接続部断線率
試験名 耐湿試験 HAST Air- HAST
試験条件 85℃85%RH 1000h 水蒸気圧[MPa] 0.049 0.169 0.169 空気圧[MPa] 0.101 0 0.101 故障率 10% 3% 65% 120℃85%RH 72h 図5 Au/Al 接合部の破断面の SEM/EDS Br O SEM-BSE 図6 耐湿負荷試験後の SnO ウィスカの発生 10μm 図7 SnO ウィスカの光学顕微鏡像と SEM 像 10μm Optical image SEM image
図8 SnO ウィスカの先端部の SEM/EDS 図9 SnO ウィスカの根元付近の SEM/EDS 図10 様々なはんだのリフロー前後,および耐湿 試験後のハロゲン量と有機酸の含有量 一方,SnO ウィスカの根元を FIB で斜め 45°で加工 した断面のSEM/EDS の結果を図 9 に示す.チューブ 状の SnO ウィスカの根元付近(領域 A)とその外側 (領域B)の組成はほぼ同じで Sn-O-Br 化合物であり, ウィスカ直下の Sn めっき層(領域 C)は臭化されて SnBr2になっていた.チューブの内部(領域 D)には SnBr4と思われる残留物がみられた. このように多量のBr の偏在が SnO ウィスカの発 生に強く関与していることがわかっている16).実装 後にフラックスを洗浄・除去すると,SnO ウィス カが発生しないことから,Br はフラックス由来と 考えられる.なお,Br の偏在は ECM の原因にもな り得るため,注意を要する. <はんだフラックス残渣> はんだフラックスにも様々な種類がある.図10 は,フラックスが異なる 4 種類のリフロー用の SAC305 はんだペースト中のハロゲン量(上段)と 有機酸量(下段)を測定した結果である.測定は, リフロー前後と 85℃ 85%RH 500h 後の 3 段階で 行った.この試験では,無洗浄タイプの SAC305-A, SAC305-B のリフロー後でのハロゲンの残留量が初 期の 50%以上であり,耐湿試験後で 25-30%であっ た.これに対し,洗浄タイプのSAC305-C ではリフ ロー後や耐湿試験後に残留するハロゲン量がさらに 多かった.また,ハロゲンフリーのSAC305-D では ハロゲン量が少ないが,減らしたハロゲンによる腐 食作用を補うために有機酸の量が多くなっていた. このように,リフロー後や耐湿試験後でもハロゲン が残留しており,その量ははんだペーストの種類に よって大きく異なることがわかった.このことを理 解してはんだペーストを使用することが重要と思わ れる.なお,評価したはんだペーストのハロゲンは すべてBr であった. 3.3 モールド樹脂とアンダーフィル モールド樹脂とアンダーフィルには共に熱硬化型 の樹脂が使われている.この樹脂にハロゲンが含ま れている場合は,Au/Al 接合部破断や Cu の ECM の原因になる場合がある.特にハロゲンが多いと硬 化剤が Cu と反応して低抵抗物質を生成したり,硬 化剤不足による硬化不足が生じる恐れがある. 3.4 H2S による Ag と Cu の腐食 Ag や Cu が露出している場合,H2S に腐食され, 断線や絶縁不良が起きることがある. Optical image SEM image 図8 SnO ウィスカの先端部の SEM/EDS
図9 SnO ウィスカの根元付近の SEM/EDS
図10 様々なはんだのリフロー前後,および耐湿 試験後のハロゲン量と有機酸の含有量
Optical image SEM image
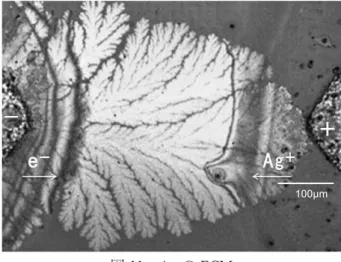
表3 Ag と H2S による不具合現象 現象 結露 H2S 電圧 Agの ECM ◎ × ◎ Ag2Sクリープ ◎ ◎ ◎ Agウィスカ ◎ ○ ◎ Ag2Sウィスカ × ◎ ―― ◎:必須因子,○:一時的に必要,×:阻害因子 Cu の場合は Cu2S クリープの発生が顕著で,導電 性のCu2S の生成が短絡の原因になり得る17). Ag の場合は,H2S と水分と電圧が影響し,スト レスの掛り方で発現する現象が変化する.その関係 を表3 に示す.H2S は,水の H-O-H の角度が 104.45° であるのに対し H-S-H が 92.1° であり,水によく 溶 け る .Ag2S は 水 に 不 溶 ( 溶 解 度 : 8.5×10-15 g/ℓ)であり,H2S が溶け込んだ水に Ag+が溶け出 すと,即座に Ag2S として析出する.これを Ag2S クリープといい,主に正極から成長する.H2S がな いと Ag+が負極まで移動して電子を受け取りメタ ルのAg が析出し ECM が起きる. Ag2S ウィスカは,これまでの現象とは異なり, 結露がない状態で空気中のH2S と反応して Ag2S が 形成される現象である.Ag2S ウィスカは H2S ガス を求めて三次元的に成長する.水膜を含む結露があ る場合は,結露中で発生する Ag2S クリープが優先 的に発生し,Ag2S ウィスカは発生しない. 上記の 3 つの現象は,一定の雰囲気下で発生する 現象であるが,毛髪銀とも呼ばれる Ag ウィスカは, 途中で雰囲気が変わる 2 段階の反応で発生する現象 である.1 段目は Ag 表面の硫化,つまり Ag2S 被膜 の生成である.この反応では H2S が必要だが,結露 は不要である.2 段目は,結露を介しての Ag2S 被膜 への電子の供給である.供給された電子は Ag2S を 構成する Ag+を還元して,メタルの Ag を生成する. 生じた Ag が硫化されるとウィスカになれないので, 2 段目の反応では H2S が存在してはいけない.この ように,1 段目では H2S が必要で,2 段目では H2S 濃度がゼロでかつ結露と電圧印加が必要になる.こ のため,Ag ウィスカの信頼性試験では,一定条件 ではなく2 段階の試験条件が必要となる. これら4 つ現象の典型的な画像を図 11~13 に示す. これらは TEG パターンでの評価実験であり,Ag の ECM,Ag2S ウィスカ,Ag2S クリープである.Ag の E CM は, 負極からデンドライト状に成長する 図11 Ag の ECM 85℃ 85% RH, 0 ppm H2S, 0.8 V 図12 Ag2S ウィスカ 80℃ 40% RH, 2.5 ppm H2S, 4.2V 図13 Ag2S クリープ 40℃ 90% RH, 2.5 ppm H2S, 4.2V 図14 Ag ウィスカ(毛髪銀)18)
+
-Ag2S+
-
+
-Ag Ag 100μm 100μm 表3 Ag と H2S による不具合現象 現象 結露 H2S 電圧 Ag の ECM ◎ × ◎ Ag2S クリープ ◎ ◎ ◎ Ag ウィスカ ◎ ○ ◎ Ag2S ウィスカ × ◎ ―― ◎:必須因子,○:一時的に必要,×:阻害因子 図11 Ag の ECM 85℃ 85% RH, 0 ppm H2S, 0.8 V 図12 Ag2S ウィスカ 80℃ 40% RH, 2.5 ppm H2S, 4.2V 図13 Ag2S クリープ 40℃ 90% RH, 2.5 ppm H2S, 4.2V 図14 Ag ウィスカ(毛髪銀)18)
+
-Ag2S+
-
+
-Ag Ag 100μm 100μm
(図 11).Ag2S ウィスカは,電圧の影響を受けな いため両極から同じように成長する(図 12).Ag2S クリープは,イオン化した Ag+がすぐに硫化する ため正極からの成長の方が速い(図13). 図 14 は Ag ウィスカ 18) である.Ag2S が電子を 受け取ってメタル化するため,Ag ウィスカは正極 表面の Ag2S から成長する.これは Ag2S が Ag+イ オン導電体であるために起きる現象である.同様に Ag2S クリープが負極に達すると一部がメタルに還 元されて絶縁抵抗が低下する. 3.5 PM2.5 による不具合の予想 酸やハロゲン等の腐食性物質を吸着した微粒子の 図15 東京都内 9 地点での PM2.5 組成の 平均値(2011 年:平均濃度 20 μg/m3)19) 表4 米国 4 都市での基板絶縁劣化テスト20) 測定地点 リーク電流 (mA) 80%RH 50%RH 清浄基板 カンフィールド(USA) ハーツビル(USA) ウストバージニア(USA) パリス(USA) 図16 世界の PM2.5 濃度(2001-2006 年)21) 代表がPM2.5 である.図 15 は,東京都で採取した PM2.5 の分析結果19) である.SOx や NOx が原因と 思われる SO42-や NO3-の他に NH 4+ 等の腐食性物 質が含まれている. 表4 は,1990 年頃に米国で発生した大気汚染物質 によるプリント基板の絶縁性低下の結果20) である. 4 つのいずれの都市でも,80%RH や 50%RH での絶 縁抵抗値が清浄基板より4~5 桁低くなっていた. この当時の米国の大気汚染物質の構成は,平均値で 硫酸塩29%,塩化物 18%,Ca 18%,硝酸塩 14%, アンモニウム 4%等であり,基板上に降り積もった イオン性物質や微細粒子が吸湿し,絶縁劣化を引き 起こしたものとされている.大気汚染物質の構成は 2011 年の東京都の PM2.5 の分析結果(図 15)と似 たところも多く,同じ現象が発生し得るものと推測 される.図 16 は,2001-2006 年の PM2.5 の世界地 図である21).東京都に比べ,中国での PM2.5 の濃 度が特に高く,工業生産量の大幅な増加が期待され るインドでも今後の濃度上昇が予想される.これら の国では,1990 年頃の米国と同等以上の絶縁抵抗 の低下が起き得ると懸念される. 3.6 樹脂コーティングする場合のリスク 腐食防止のために様々なコーティング剤が提供さ れ,有効に機能している.しかしながら,実装後に 失効していない活性剤が残留した基板や,PM2.5 に 晒された基板上にコーティングすると,コーティン グ後に付着物が吸湿して高濃度の腐食液を生成し, 腐食や ECM による不具合の発生を促進する可能性 が高まるので注意を要する.
4.まとめ
電子部品の超高密度実装に伴い,わずかな腐食で も寿命を縮める可能性が高くなっている.特に管理 が必要な項目はフラックス残渣であり,対処すべき 項目は大気の汚染である.はんだフラックスは,合 金種が同じでも用途に応じて様々な組成のものがあ ること,合金種が変わるとさらに異なる組成のもの があることを意識して対応することが重要である. また,工場周囲の大気の状態も考慮した上での信頼 性の構築が,今後必要になると考えられる. OC 18% 2×10-6 2×10-3 1×10-2 5×10-1 8×10-1 <1×10-10 1×10-5 1×10-5 5×10-4 1×10-6 SO42- 22% 図15 東京都内 9 地点での PM2.5 組成の 平均値(2011 年:平均濃度 20 μg/m3)19) 表4 米国 4 都市での基板絶縁劣化テスト20) 測定地点 リーク電流 (mA) 80%RH 50%RH 清浄基板 カンフィールド(USA) ハーツビル(USA) ウストバージニア(USA) パリス(USA) 図16 世界の PM2.5 濃度(2001-2006 年)21) OC 18% 2×10-6 2×10-3 1×10-2 5×10-1 8×10-1 <1×10-10 1×10-5 1×10-5 5×10-4 1×10-6 SO42- 22%謝辞
本論文は,第 46 回信頼性・保全性シンポジウム で発表した内容に加筆したものである.ご指導ご助 言を頂きました日本信頼性学会の故障物性研究会の 皆様に感謝致します.文献
1) https://www.env.go.jp/chemi/communication/ taiwa/text/risuku.pdf (2018.4) 2) 斎藤彰:電子機器への環境リスク~電子機器 の寿命に及ぼす腐食性物質の影響~,第 46 回 信頼性保全性シンポジウム論文集,46, pp.80-85 (2016) 3) 斎藤彰,西原麻友子:はんだフラックス残渣 に 起 因 す る 不 具 合 ~ パ ー プ ル プ レ イ グ ・SnO ウィスカ・絶縁劣化~,第 29 回秋季信頼性シ ンポジウム発表論文集,29, pp.51-54 (2016) 4) https://www.murata.com/ja-jp/about/newsroom/ news/product/capacitor/2014/0507 (2018.4) 5) http://www.soumu.go.jp/johotsusintokei/ whitepaper/ja/h29/html/nc133100.html (2018.4) 6) https://www.nttdocomo.co.jp/corporate/ technology/rd/lecture/5g/index.html (2018.4) 7) JEDEC JESD201C 8) Raphael Pihet,et.al:HALT 試験における振動ス トレス硬化の検討,第 29 回秋季信頼性シンポ ジウム発表論文集,29, pp.15-18 (2016) 9) 山本繁晴:イオンマイグレーションに及ぼす 不純物の影響と対策,ESPEC 技術情報,22, pp.1-7 (2000) 10) 森河務:めっき被膜の腐食と分析,第 35 回信 頼性・保全性シンポジウム論文集,35, p.241 (2005) 11) http://tri-osaka.jp/c/content/files/archives/ mekkihimaku.pdf (2018.4) 12) 宇野智裕ほか:Au/Al 接合部における金属間化 合物の腐食挙動と接合信頼性,日本金属学会 誌,63-3, pp.406-415 (1999) 13) 西原麻友子ほか:HAST と Air-HAST を用いた フラックス由来の臭素による Au-Al 接合部の 腐食評価,第 29 回エレクトロニクス実装学会 講演大会論文集,29, 17B4-3 (2015) 14) 斎藤彰:はんだフラックス由来の臭素が関与 したウィスカ状突起物の発生,Mate2015, 21, pp.45-50 (2015) 15) 斎藤彰ほか:SnO ウィスカの成長メカニズム と フ ラ ッ ク ス 残 渣 自 体 の 絶 縁 抵 抗 劣 化 , Mate2016,22, pp.29-34 (2016) 16) 斎藤彰:Sn めっき上もしくははんだ上に発生 する SnO ウィスカの研究,スマートプロセス 学会誌,5, pp.288-293 (2016) 17) プリント基板の腐食事例と腐食対策の検討, NTT 技術ジャーナル,24, pp.67-68 (2012) 18) https://nepp.nasa.gov/whisker/other _whisker/silver/index.htm (2018.4) 19) 東京都微小粒子状物質検討会 (2011)20) R.P.Frankenthal et al.,:J.Electrochem. Soc., 140, p.3129 (1993) 21) https://www.nasa.gov/topics/earth/features /health-sapping.html (2018.4) (さいとう あきら/株式会社村田製作所) 斎藤 彰 1983 年 3 月大阪大学大学院工学研究科修士課程 修了.2016 年 10 月同博士後期課程入学.1983 年 3 月京セラ入社,材料開発に従事.1990 年 9 月村田 製作所入社,材料開発,分析を経て故障解析業務に 従事.日本信頼性学会,スマートプロセス学会会員. JEITA ウィスカ試験方法研究会副主査.マイクロ接 合優秀研究賞,信頼性保全性シンポジウム奨励報文 賞受賞.