FRPの穴加工における穴出口の改善
8
0
0
全文
(2) 14. 新井. 実. ① 2. ③ 4. t. くコ. ① mp. @Back@up@material @Thrust@bearing ④ Bolt. 図1. 実験方法. 3. 実験方法 小型高速卓上ボール 盤 (1100 ∼ 9000%m) 付けた. 材. (図. を用い、 これに自動送り 装置 (0∼ lmm/rev). を取り. lL。 裏 当て材への押し 付け 力 の影響は次のように 調べた。 図 1 右図に示すように、 裏 当て. (硬質ゴムなど、. ② ) の下にスラストベアリンバ. (③ ). を介してボルトーナット. (④ ). を置いた。. ナットを回転することで 裏 当て材に 0 ∼ 400N を与えることができる。 ドリルは標準ハイスドリル. ( 直径. 1 ∼ 5mm). を用いたが、 改良のための 一部の比較のための 実験. では 超破 ろ 一 そく 型 ドリルも用いた。. 被削材 に用いた FRP は炭素繊維系の CFRP およびナイロン 系の アラミド繊み 佳の AFRP. であ る。 炭素. 系 繊維は曲げ破壊に 弱く、 アラ ミド 系繊維は曲げに 強い特徴があ る。 マトリックスは 両者とも ェボ. キシ系樹脂であ る。 繊維の織り方や 繊維の積層の 方法によって 強度をはじめとする 材料特性が著し く. 異なる。 本研究ではおもに 平織強化材を 用いたが比較のために 一方向強化材も 用いた。 板の厚さ. はいずれも 3mm であ り、 これに貫通人加工を 行った。 被削材 とした FRP の特性を表 1 に示す. 裏 当て材にアルミニウム、 ゴム、 ウレタンを用いたが 六出口を接着材や 粘着テープで 補強する方 法も試みた。 穴の出口の品位は 剥離長さおよび 繊維の毛羽立ち 状況から評価した。 表 l FRP の種類と特性. 6. 態 織 紺 形 平平. 含 5. シシ. 径 m m 倖 %. 維 倖 緩 6. ンド. 襲 ㎝ 冊.
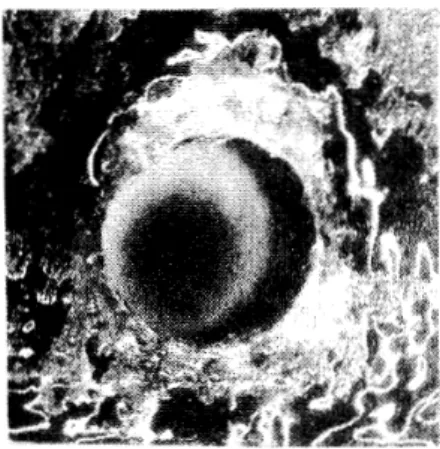
(3) FRP の 穴加工における 人出口の改善. A. FRP. 2. ち レ 目 ユ 辛目. 例. 離凹. ㈲ 図. (a) 劃断 (一方向材料 ). 15. 4. 実験結果 4-. Ⅰ. 穴の掛 簾汚一ン. 図 2 に六出口の損傷パターンを. 示す。. 一方向積層材の 場合. (a) はドリルの切れ 刃と. 繊維が垂直に. なるところで 繊維と平行方向に 割 断 され大きな破壊になることが 多い。 平織の CFRP の場合 (b) に も 繊維方向に剥離が. 起こっている。 これに対して AFRP の場合 (c) には繊維が切断されにくいため. に毛羽として 残り、 穴が貫通していないような 状況を呈することがあ る。 これは炭素繊維のぜい ,性 破壊に対してアラミド 繊維の延性破壊の 相違およびマトリックスと 繊維の接着強度の 相違を示すも. のであ る。 なおこのような 損傷は CFRP の場合は穴の 入り ど ではないが入り. ロ では少ないが、AFRP. の場合には出口. は. ロ でも損傷が見られる。 3. CFRP. 100rpm E 2 ] N Vf=2.7mm/sec 三. 一一冊. 0 2. 0. 図3. 4. 3. ドリル直径. 5. mm. ドリルの直径の 損傷への影響. 4-2 切削条件の影響 図 3 はハイスドリルについてその あ. 直径 (1∼ 5mm). の影響を調べた 結果であ る。 被削材は CFRP. で. り、 この場合には 裏 当て材は用いていない。 ほぼ直径に比例して 剥離長さが増大していることが. わかる。 剥離の大きさは 繊維を押し出す 切削抵抗 ( スラスト. ). の大きさに支配されると 考えられる。. FRP の大明けの切削抵抗は 繊維を切断する 長さに比例していると 考えられるから、 ドリルの直径に 比例するものと 考えられる。 切削抵抗によって 繊維とマトリックスが 剥離を起こし 破壊するから ド.
(4) 16. 新井. 実. りか の直径に比例するのはこのためであ ると考えられる。 l .0. 拘. ㏄ RP. Vf. 幸. 2.7mm/sec. D. 二. 2mm. 0 6 ・. 吋夫. 0.2 0.0. O. 2000. 4000. min... 主軸回転数 図4 Ⅰ・. 5. 臼. ㏄RP. 10000. 8000. 6000. 主軸回転数の 影響. f=0 . 05mm/rev. D. 宙. 2mm. 圧 Ⅰ. 0. 杓蝉. 離0 音 0. ・. ・. 5. 0. 0. 2000. 4000. 6000. 主軸回転数 図5 図 4 はドリルの送り. 10000. 8000. min... 主軸回転数の 影響 (1回転当たりの 送り量一定の 場合 ). 速度を一定 (2.7mm/ 秒 ) にし、 主軸の回転数を 変えたときの 剥離長さを調べ. た 結果であ る。 主軸回転数が 増大すると、 す な れ ち 切削速度が増大すると 剥離長さが短くなる。. こ. の場合、 送り速度が一定であ るから、 主軸回転数が 増大すれば 1 回転当りの送り 量が減少する。 その 結果、 切削厚さが減少し 切削抵抗が減少するから 剥離長さが減少するのは 当然であ る。 図 5 は 1 回転当りの送り 量が 0 . 05 ㎜ /rev になるよさに 送り速度を主軸回転数に 合わせて変化させ. て切削した結果であ る。 切削厚さは同一であ るが、 切削速度の増大によって 剥離長さが増大する。 FRP は高速で切削することが 基本と言われてきたが、 送り速度が一定の 場合であ り、 1 回転当たりの 送り量からみれば 高速が良いということではない。 切削抵抗は 1 万当りの送り 量にほぼ比例して 増大するから、送り量を減らせば 損傷は抑制できるが 加工能率の低下になる。 したがって、. 高 能率加工のためにはどこまで. 送り量を増大できるかが 評価. の Ⅰつ め ポイントになる。. 表2. 剥膳椎長さ. 裏 当て材による 剥離長さの相違. アルミ合金. ゴム. 0.lmm. 2mm@. ㏄RP. 、. N=l100rpm. ウレタン 2mm 、 Vf Ⅰ 2.7mm/sec. 接着 材 0.2mm. 粘着テープ l mm. 、 D Ⅰ 2mm.
(5) FRP の六如 1 における人出口の 改善. 図 6. 17. 接着剤の塗布による 六出口の改善. 4-3 裏 当て材料による 改善 表 2 は 裏 当て 材 あ るいは 裏 当て方法に が 全くない場合の. よ. る人出口の剥離長さの 相違を調べた 結果であ る。裏 当て 材. 剥離長さが 2mm だった。 したがって、 ゴムやウレタンを 介在させても 人出口の改. 善にはならない。 粘着テープでも 改善の効果が 見られる。 アルミ合金のように 金属で剛性があ れば 剥離長さが激減するが、 金属でも 被 利付と裏 当て材の密着性によっては 完全に剥離を 抑制すること はできない。 意外に効果的だったのが 接着剤. (エポキシ系 ). であ り、. 図 6 のように良好だった。 この. よさに改善効果があ るのは接着剤が 六出口付近のマトリックスの 厚さを増大させた 効果と完全密着 の効果になっているものと 推察される。 3. ㏄円P Vf. 巨. N=Uloo. Ⅰ. 2.7mm/sec. Pm D. 目 2mm. WWl. 滞 ゴ % ヰ. 壬. 押し付け圧力 図7. 図8. 200. 100. O. N. 押し付け圧力の 影響. 押し付け圧力による 改善 例. (押し付け圧力. 150%.
(6) Ⅰ. 新井. 8. 実. 4-4 裏 当て材の押し 付け圧力の影響 裏 当て材に硬質ゴムを 用い、 このゴムに図 1 中に示すよさに 下方からねじで 押し付け 力 をかけて 穴 明けを行った。 押し付け カと 剥離長さとの 関係を調べた 結果が図 7 であ る。 押し付け 力 を増大させる と剥離長さが 減少し、 この場合. ( 直径 2 ㎜ ) 、. 150N でほぼ損傷は 見られなくなる。 この限界の押し 付. け力 はスラストカに 支配されるところが 大きいと考えられるから 主にドリル直径および 1 万当りの 送り量によって 決まると思われ・ る 。 150N の押し付け 力 で大明けしたときの 人出口が図 8 であ る。 目視 ではわからない 程度になってきている。 穴 加工の高能率化のためには 送り速度の増大が 必要であ り、 押し付け 力 の増大で送り 量をどこま で 増大できるかが 重要になる。 剥離長さが 2mm. を限界として、 1 ヵ当たりの送り 量 (mm 斤 ev) をど. こまで増大できるかを 調べた。 図 9 がその結果であ る。 押し付け 力 を増大させると 限界送り量が 増大 し高 能率化がはかれることがわかる。. 図 10 は AFRP. の場合であ る。 ゴムを 裏 当て 材 として 400N. (圧力にして. 1.85MPa). をかけた場合で. あ る。 図 2 で示した場合に 比べると損傷 域 が減少し 、 押し付け 力 の効果があ るが完全に毛羽立ちを 抑 えることはできなかった。 O ,4 0. 3. ノのⅠⅠ正三. 咄. 0.2. 二コ. 指. 1. ・. 昧騨 01. I. I@. I I. 50. Ⅰ. 押し付け 力 裏 当て 材. ;. ゴム、 ドリル. 図9. 図 l0. AFRP の改善. ( ゴム. ;. め 2mm. 00. 200. N. 、 N ; l100rpm. 押し付け圧力と 限界送り 量. 裏 当て、 400N). 図 11. ろうそく 型 ドリル.
(7) FRP の 穴 加工における 六出口の改善. 4-5. 19. 5 一 そく 形 ドリルによる 改善. 図 11 はろ. う. そく 形 ドリルであ る。 中心と外周部に 切れ刃が突き 出ておりこの 外周 刃で 繊維を切断. する。 金属切削ではこの 突起部の損傷が 著しいことや 切れ刃の研磨が 難しいために 利用されること は少ないがプラスチックには 有効であ る。 この ろ一 そく 形 ドリルを用いて AFRP を加工したときの 穴 出口を図 12 に示す。 AFRP の毛羽立ちが 抑制できる。. ⑪ 加. そ穴. ︶ ア @ ︵ b M ノ リ ド ル 形. ろよ. ぅる. リく 軒浮. ㊤ 図. 超は. 0 O 3. ノ. SS 55 m m セ. HSS め 2mm x ; 限界 送 り量. 0. 0. 2. ヱ宍. Ⅰ. 0. 0. Ⅰ. 上代 心は. 超便. も、 。. O .2 送り 量 図 13. ろうそく 形め 5mm. 0 .. 4. O ,6. mm/rev. 限界送り 量と スラストカ. (CFRP 、 Hloorpm 、 裏 当て 材 ゴム ) 4-6. スラストカの 測定. 送り量を大きくすれば 押し付け圧力よりもスラストカが 大きくなり、 裏 当て材の効果がなくなる。 送り量を小さくすればスラストカが 減少して人出口の 破壊を防止できる。 したがってスラストカの 大きさが重要であ る。 そこでスラストカを 測定した。 図 13 は送り 量と スラストカの 関係を示したものであ る。 いずれの場合にも 送り量にほぼ 比例して. スラストカは 増大している。 図中の (X) は剥離が大きく 限界送り量であ ることを示している。 直 径が 2 Ⅲ m の場合も 5mm. の場合もスラストカが 200N 程度が限界であ る。 ろ. う. そく 形 ドリルの場合に. は最大の送り 量 (0 6mm ル ev) でもこの限界のスラストカ 以下であ る。 この限界のスラストカは FRP ・. の 材料特性によって 決まってくるものと ,思われる。.
(8) 20. 新井. 実. 5. まとめ 各種の. FR Ⅲ. こ. 対して 人 加工を行い、 六出口の損傷を 抑制する方法の. 原則を調べ、 以下の結論を 得. た。. (1) FRP の種類によって 人出口の損傷形態が 著しくことなる。 (2) 裏 当て 材 として接着 材 が最も効果的だった。. (3)裏 当て 材 としてはゴムなどの 軟質材が良いが、 適当な押し付け 力 が必要であ る。 (4) 押し付け 力 はスラストカよりも 大きくする必要があ る。. (5) ろ. う. そく 形 ドリルはとくに. AFRP に対して有効であ り、 毛羽だちを抑制するのに. 効果的であ. る。.
(9)
図

関連したドキュメント
「文字詞」の定義というわけにはゆかないとこ ろがあるわけである。いま,仮りに上記の如く
しい昨今ではある。オコゼの美味には 心ひかれるところであるが,その猛毒には要 注意である。仄聞 そくぶん
従って、こ こでは「嬉 しい」と「 楽しい」の 間にも差が あると考え られる。こ のような差 は語を区別 するために 決しておざ
て当期の損金の額に算入することができるか否かなどが争われた事件におい
自閉症の人達は、「~かもしれ ない 」という予測を立てて行動 することが難しく、これから起 こる事も予測出来ず 不安で混乱
続が開始されないことがあつてはならないのである︒いわゆる起訴法定主義がこれである︒a 刑事手続そのものは
破棄されることは不幸なことには違いないが︑でも破れた婚約の方が悪い婚姻よりはよいと考えるのも︑日本などと ︵五︶
これを逃れ得る者は一人もいない。受容する以 外にないのだが,われわれは皆一様に葛藤と苦 闘を繰り返す。このことについては,キュプ
