1. はじめに
工業炉は産業における原材料あるいは機能要素部品の精 製,加工,あるいは仕上げ工程などで所期の物理的,化学 的変化を達成させるための加熱装置と定義される.具体的 に工業炉は金属工業,一般機械工業,電気・電子工業,ファ インセラミックスを主体とする新素材工業,窯業,化学工 業,及び,環境関連産業等で行われる溶解,製錬,各種処理, 熱間加工,焼結,焼成,乾燥,反応用加熱,及び,焼却脱 臭等で加熱工程に使用される熱利用設備であり,用途別標 準商品分類では約 90 種類また処理対象材料,形状,加熱 処理の目的,加熱方法,材料の搬送方式で分類すると数千 種類となる. 工業炉は製品を製造する際に不可欠な設備であるが一部 を除き直接製品を製造する設備ではないという特徴を持 ち,産業界における物作りをサポートするものづくりのマ ザーマシンといえる.現在日本において約 39,000 基が設置 されており,毎年 1,000 基以上が増設または更新されてい る. 熱利用設備である工業炉は加熱エネルギー源として石油 系液体燃料,ガス,電気,石炭,コークスを多量消費する 設備であり,日本においては年間原油換算 7,500 万 KL 程 度消費されている.工業炉は加熱目的から熱そのものより 温度が重要な設備であり,その温度範囲は乾燥等の 200 ℃ 前後から黒鉛化の 3,000 ℃以上までの温度が必要とされる 温度優先設備であるため,エネルギー消費の低減,燃焼排 出物である二酸化炭素量の低減,また,環境汚染となる SOx,NOx の低減は工業炉に課せられた責務であると共に 永遠の課題でもある.2. 工業炉のエネルギー消費低減の取り組み
一口に工業炉と言っても 1 日に 10,000 トンの銑鉄を作る 製鉄用大形高炉から 1 日に 1 トン以下の製品を処理する小 形炉まであるので代表例を元にエネルギー消費低減の取り 組みについて述べる. 2.1. 大形炉を代表する製鉄用高炉プラント ご存じのように製鉄所における高炉は原材料である鉄鉱 石と還元材,加熱剤であるコークス,さらに石灰等の副原 料を高炉の頂部から投入,高炉の腹部に設けられた羽口か ら蓄熱式熱交換器である熱風炉で作られた 1,000∼1,300 ℃ * Corresponding author. E-mail: [email protected]■連載講座/SERIAL LECTURE■
―低炭素社会に向けた燃焼の役割Ⅱ/Roles of Combustion Science and Technology toward Low-Carbon Society Ⅱ―
工業炉の省エネルギーへの取り組み
Efforts for Energy Saving of Industrial Furnaces
竹内 修*
TAKEUCHI, Osamu*
社団法人日本工業炉協会 〒101-0032 東京都千代田区岩本町 3-2-10 (SN 岩本町ビル)
Japan Industrial Furnace Manufactures Association (JIFMA), SN Iwamotocho Bldg., 3-2-10 Iwamoto-cho Chiyoda-ku, Tokyo 101-0032, Japan
Abstract : Heating actions using industrial furnaces enables the material to change its mechanical and/or scientific/chemical properties to desired conditions. Various kinds of industrial furnaces in different sizes are often used in each industry. In Japan, the estimated number of industrial furnaces is about 39000. Energy saving development of industrial furnaces started with the first oil crisis on 1973. Since then various kinds of development and improvement have been performed. Examples of blast furnace plants and reheating furnaces for rolling mill are given on this paper. The development of the high temperature air combustion system of high performance furnaces is succeeded and getting spread in the market. JIFMA’s activities for International standards for industrial furnaces ISO/TC244, new work item of method of measuring energy balance and calculating efficiency will contribute to the low carbon society.
Key Words : Industrial furnace, Energy saving, High temperature air combustion, High performance industrial furnace, International standard, Oxy-combustion
の高温・高圧空気と燃料を吹き込み,炉内で還元を主とす る化学反応を起こさせ,1,500 ℃以上の溶融銑鉄を炉底か ら取り出す重力沈降式シャフト炉形の銑鉄製造設備であ る.この得られた銑鉄は製鉄所で製造される各種鋼材の原 料になる.高炉式の銑鉄製造設備をプラントとして見た場 合粉鉱石の焼結炉,石炭を乾留してコークスにするコーク ス炉,石灰石の焼成炉等から成る. 日本の製鉄業界はこのプラントに対し表 1 のようなエネ ルギー低減のための設備開発,改善,また,操業改善を継 続してきた結果,溶銑 1 トン当たりの還元材の消費量は 500 kg 以下と世界で最小レベルのエネルギー消費となって いる. 高炉プラントにおける CO2 発生量は溶銑 1 トン当たり約 2,000 kg でありその内訳例を図 1 に示す.この例から見ら れるように高炉本体からの CO2 発生量は全体の 19 % 程度 と小さくシャフト炉の効率の良さを示している.ちなみに 羽口温度 2,000∼2,400 ℃に対し炉頂ガスの温度は 100∼ 250 ℃が一般的である. 図 1 で下工程として示した内容は高炉プラントで発生す るコークス炉ガス,高炉ガス,及び,発電電力等のうちで 高炉プラントで消費されなかったエネルギーを纏めて示し たものであり,下工程の加熱炉,熱処理炉等のエネルギー として消費され CO2 を発生する.高炉プラントは熱効率の 良い設備に改善されてきたためさらなる大幅な低炭素化を 図るには新しい技術開発が必要になっている. 日本の製鉄業界は新エネルギー・産業技術総合開発機構 (NEDO) の助成による環境調和型製鉄プロセス技術開発 (COURSE50) を 2008 年から開始した.この COURSE50 の 開発項目は①高炉からの CO2 排出削減技術開発と②高炉ガ スからの CO2 分離・回収技術開発で,①で 10 %,②で 20 % 合わせて約 30 % の CO2 削減を目標としている.技術開 発内容は文献 1 等によるが,①はコークス炉ガスを改質し て得た水素を還元剤として高炉に吹き込む技術であり②は 高炉ガスから化学吸収法と物理吸着法で CO2 を分離・回収 後貯留する技術であり実用化は 2050 年ころを目標として いる. 2.2. 中小形炉への取り組み 中小形工業炉は 1960 年代から生産量増加,新熱処理方 法拡大等を中心に建設が進められて来た.しかし,1973 年 の一次オイルショック,また,1979 年の第二次オイルショッ クが引き金になり省エネへの技術開発が活発となり 1980 年代まで開発競争が続いた.この間開発された項目を代表 的中形炉である鉄鋼圧延用加熱炉を代表炉としてまとめる と表 2 となる.勿論これら開発項目は一つの炉に同時に適 用できないが,いくつかを組み合わせて適用した結果オイ ルショック前の炉では鋼材 1 トンを常温から 1200 ℃まで 加熱するのに使用される燃料が約 1,760 MJ から約 1,256 MJ 程度まで引き下げられた.また,これら開発技術は熱 処理炉,小形炉にも適用されるようになった. また,この時期に大気汚染防止法が成立し,ばい煙,硫 黄酸化物に引き続き窒素酸化物の排出基準が設定された. この結果燃料転換技術と燃焼方法による窒素酸化物低減技 表 1. 高炉プラントにおける開発・改善項目 (例) 図 1. 高炉プラントにおける二酸化炭素発生割合 表 2. 鉄鋼圧延用加熱炉の開発・改善 (例)
術も開発競争になり,バーナによる 2 段∼3 段燃焼技術, 排ガス再循環技術,また,分割火炎技術等が開発された. しかしながら,その後燃料価格安定,経済成長の鈍化によ る設備投資の低下により省エネ優先開発も停滞した.さら に産業構造の変化で電子部品,ニューセラミックスの製造 分野の成長が進み工業炉も小形化,高温化,クリーン化, また,利便性の要求から従来の燃焼炉に変わり電気加熱炉 の需要が増加した.
3. 高性能工業炉の開発
3.1. 開発経緯 1992 年通産省の担当班長から (社) 日本工業炉協会に火 炎を制御することで工業炉の更なる高性能化の開発が出来 ないか?との提案が提示された.燃焼式工業炉の新たな開 発が停滞気味の折でもあり工業炉協会に小委員会を作り検 討を開始し開発テーマを持った参加企業を募集した. 1993 年 13 社の参加企業が表 3 の開発テーマを持ち寄り NEDO から (社) 日本工業炉協会への委託事業として高性能 工業炉の開発事業が発足,また,同時に学会を中心とした 基盤技術の開発事業,ボイラー業界による高性能ボイラー 開発事業も発足した. 1996 年高性能工業炉の開発事業は 1995 年までの開発成 果の評価を検討,開発効果が高く実用化が短期間で出来る 可能性の高いリジェネバーナとリジェネバーナを使用した 工業炉の開発に集約,その他の開発は 1995 年で終了する こととした. 1996 年から開発グループはリジェネバーナと高温空気燃 焼を研究開発する基盤グループ,リジェネバーナを用いた 工業炉の設計まで開発する加熱炉グループ,熱処理炉グ ループ,溶解炉グループ,及び,管式加熱炉グループの 5 グループに区分され,13 社は得意とするグループに参加し 1998 年 (管式加熱炉は 1999 年) まで開発を継続した.他方, 開発結果を実機に適用しその効果を市場に公表,普及を促 進するため 1998 年から 2000 年まで NEDO から 1/3 補助を 得た高性能工業炉フィールドテスト事業が実施され,加熱 炉 48 基,熱処理炉 71 基,溶解炉 21 基,レ―ドル加熱 9 基, ガス処理炉 18 基の合計 167 基の炉に本研究で開発された リジェネバーナが実装され,最小 1 年間の実操業データか らその効果が評価された. 3.2. リジェネバーナによる高性能工業炉 蓄熱燃焼方式は 100 年以上前から高炉の熱風炉,ガラス 溶解炉等で使用されてきた技術である.この技術を中小炉 に適用した例として 1960 年代に DREVER 社 (米国) がビ レットの無酸化加熱炉 (エキバース炉と称した) を開発,天 然ガスあるいは LPG を空気比 0.6 以下でバーナで燃焼させ ビレットを 1,200 ℃まで加熱すると共に炉内の雰囲気を無 酸化に保つための高温燃焼空気をアフターバーナ付きリ ジェネレータで得たもので,切り替え時間は 30∼60 秒で あった.本炉は日本へも 2 基導入されたが,リジェネレー タメディアの寿命が短く長期使用はされなかった.1980 年 代には英国ガス会社 BGplc 社が切り替え時間を 20 秒∼3 分としたコンパクトリジェネバーナを開発[7]したが NOx 表 3. 高性能工業炉開発テーマ (1993 年発足時) 図 2. リジェネバーナ使用高性能工業炉の原理が極めて高く普及されなかった. 日本のリジェネバーナによる高性能工業炉の開発は上記 の欠点を解消しコンパクトで大きな省エネ性を実現した バーナとこのバーナを汎用的な中小工業炉に適用する技術 を開発したものであり,基本原理を図 2 に示す. 図の対向する 2 台のリジェネバーナで 1 組の燃焼器を構 成する.左側の燃焼中のバーナでは燃焼空気はリジェネで 炉内温度マイナス 100∼150 ℃に予熱されバーナ中心から 高速 (例えば 100 m/s) で炉内に吹き込まれる.燃料は空気 流から出来るだけ離れた適切な位置から高速で炉内に吹き 込まれ,高速高温空気及びこの空気流に巻き込まれた多量 の燃焼排ガスに徐々に巻き込まれながら燃焼するので低酸 素で燃料希薄燃焼となり,燃焼温度は 1400 ℃程度に制約 されるためサーマル NOx は低レベルに抑制される.また, 燃焼は炉内広域で行われるため炉内温度は均一化する.炉 内からの排ガスは右側バーナのリジェネ部を通りリジェネ を高温に蓄熱させてから排気される.リジェネ内の温度分 布はリジェネの熱容量と排気時間で定まるため排気時間を 短くするだけリジェネの寸法は小形化できる.この 1 組の 燃焼器を図下部の空気―排ガス切り替え弁と燃料弁を 20 ∼60 秒毎に切り替え,左バーナ燃焼―右バーナ燃焼を行 うことで排ガス温度は 150∼300 ℃程度に抑えられ 70∼85 % の燃焼効率が得られる. 3.3. 高性能工業炉の開発成果 本開発の成果を開発のシステムから振り返ると成果の上 がった理由として,①産 (メーカとユーザ) 学 (大学・研究 者) 官 (経 済 産 業 省・NEDO) の 密 接 な 連 携 で 基 盤 か ら フィールドテスト事業まで行えたこと,②1996 年に開発 目標をリジェネバーナ及びリジェネバーナ炉の設計に集約 出来たこと,③強力な開発リーダーが得られたこと,④参 加各社が競合意識でなく協力意識で協調したことである. また,フィールドテスト事業の結果を表 4 に纏めた. 以上の結果を要約するとリジェネバーナ使用の高性能工 業炉開発の成果は以下のとおりである. 1) 従来炉に対し 30 % 以上の省エネルギーが可能である. 2) NOx は 50 % の削減が可能であると共に規制値以下が達 成できる. 3) 連続炉においては長手炉長 20 % 低減可能 (ダウンサイ ジング) (図 3). 4) 炉内温度の均一化向上で加熱材料の品質,歩留まり向上 が期待できる. 5) フィールドテスト事業による 1 年以上の実炉操業実績が 確証された. 6) リジェネバーナ使用高性能工業炉の基本設計が確立され た. 3.4. 高性能工業炉の普及 非常に優れた成果が得られた開発であっても産業界に普 及出来ないものは社会に貢献出来ない.(社) 日本工業炉協 会は開発終了後も NEDO の協力を得て高性能工業炉の普及 活動を継続している.また,導入促進制度のエネルギー使 用合理化事業者支援事業,減税事業であるエネ革税制には 協会会員メーカーが事業者の申請への協力を継続してい る.この結果図 4 に示されるように 2009 年までに 1,300 基 の炉が高性能工業炉に改造,更新されてきた.また,リジェ ネバーナは約 8,000 本が販売された. しかし,毎年更新または新設される工業炉への普及率は 10 % 以下に留まっており,日本工業炉協会調査の中小企業 表 4. フィールドテスト事業の結果 図 3. 高性能工業炉による炉長短縮 (例)
保有工業炉における高性能工業炉転換可能数約 5,200 基に対 しても普及率が低く今後より一層の普及努力が必要である. 普及の妨げの一つの要因となってきたリジェネバーナの 種類の少なさに対しその後のメーカー努力でより小形バー ナ,ラジアントチューブ用バーナ,セルフリジェネバーナ 等用途に合わせたバーナが市場に出て来ている.
4. 工業炉の標準化
4.1. はじめに (社) 日本工業炉協会は 2001 年から高性能工業炉を含め た工業炉の標準化活動を実施してきた.この経緯,内容に ついて概要を述べる.燃焼学会におかれても低炭素社会に 向けた開発を進めるに当たり,開発―実用化―標準化の流 れの中,標準化の重要性を理解し,標準化を視野に入れた 開発活動を推進願えれば幸いである. 4.2. 標準化の重要性 従来我々工業炉製造業界での標準化はコストダウン,設 計流用,物作り手順等ハードウエア中心であった.しかし, 世界的に見ると貿易の技術的障害を排除する WTO・TBT 協定が 1995 年発効,加盟国は強制・任意規格を必要とす る場合において,関連する国際規格 (ISO/IEC 等) が存在す るときは,当該国際規格またはその関連部分を強制・任意 規格の基礎として用いることが要求される.したがって, 我が国の JIS 規格もこれに従う必要がある. 国際規格の目的は近年,①技術の普及 (研究開発の成果 等),②安全・安心の確保 (消費者保護,高齢者・障害者配 慮),③環境 (省エネ,リサイクル等),④産業競争力の強化, 競争環境の整備,⑤貿易促進,となっているが,実際はそ の国,企業が大義名分のもと他国,競争企業を排除する戦 略として使われているのも実情でもある. 例えば,2005 年強制通風式ガス及び油バーナの欧州規格 を国際規格にすべく欧州のバーナ業界が国際技術委員会 (ISO/TC109) を立ち上げた.この規格は欧州規格では家庭・ 業務用バーナであったが ISO/TC109 の提案では適用範囲を 工業用にまで広げていた.このままでは工業炉のバーナに 規格が適用され工業炉の安全が担保されなくなるため (社) 日本工業炉協会も TC109 の国内対策委員会に参加,国際専 門委員会で必要な反対票 (参加委員国の 1/3) を獲得すべく 米国工業炉協会 (IHEA),韓国,豪州等と協調して反対し工 業用への適用を排除,さらに,日本からの改正提案を提示 したが,結果として提案全ては受け入れられないまま ISO として成立した.現在この ISO を JIS 化 (JIS B8407) するに 当たり日本の条件及び ISO12100 機械安全規格への対応を 加味して提案中である. 4.3. (社) 日本工業炉協会における工業炉標準化 1) JIS B8415 工業用燃焼炉の安全通則 オリジナルの JIS B8415 は 1982 年 3 月に発効されたが, 発効後 20 年を経過,リジェネバーナ使用の高性能工業炉 に適用していないことに加え欧州の規格 EN-746,米国の 規格 NFPA-86 に比べ遅れていること,また,機械安全の ISO 12100 への対応が無いことから全面見直し改訂すべく 2003 年委員会を発足,リジェネバーナにおける安全対策確 立試験を 3 年間実施しながら改訂案の討議,更新を続け, 2008 年 11 月改訂 JIS として発効された.2) ISO/TC244 Industrial furnaces and associated processing equipment
IHEA (米国工業炉協会),CECOF (欧州工業炉協会) との 交流を通じ工業炉に関する国際標準を作成することとなっ た.3 協会が協議の結果 ISO 国際事務局への提案は日本か 図 4. 高性能工業炉実績
ら行う,事務局及び議長国は日本とすることで 2007 年 12 月提案,2008 年 5 月 ISO 技術管理評議会で ISO/ TC244 と して正式承認,第一回国際会議を 2009 年 2 月東京で開催 した.その後米国及び欧州で小委員会を開催,2010 年 12 月米国,Alexandria, VA. にて第二回国際会議を実施した. 現状のテーマ項目を表 5 に示す.また,現在の参加国は P メンバー (投票権あり) 17 ケ国,O メンバー (投票権無し) 7 ケ国の合計 24 ケ国である.
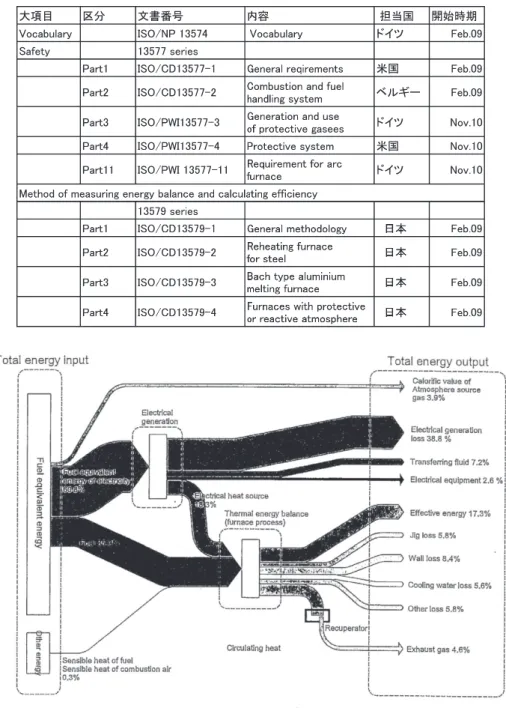
表 5 で日本担当の Method of measuring energy balance and calculating efficiency の 4 項目は日本からの提案で,①工業 炉の性能評価の確立,②二酸化炭素削減量の評価基準,③ 設備の維持管理の向上,④省エネ機器の正当な評価,を目 的としており,従来の燃料原単位の考えから工業炉に対す る全てのエネルギーを入力としそれらがどこでどれだけ消 費しているかを製品 1 トン当たりで算出出来るよう測定方 法,計算方法,結果の表示方法までを標準化するものであ り,工業炉におけるエネルギー消費,二酸化炭素排出,を 世界統一基準で比較出来る画期的な基準化である.サン キー図表示例を図 5 に示す.
5. 工業炉の産業ビジョン
工業炉は素形材産業設備の一つであり,1990 年からおよ そ 4∼5 年毎に産業ビジョンを作成している.内容は,① 社会・経済情勢変化への対応,②技術の予測,③人材育成, ④環境保全等である.2010 年は社会情勢の大きな変革,① 図 5. サンキー図 (例)リーマンショック対応,②温室効果ガスの 1990 年比 2020 年で 25 % 低減,③新興国の発展化 (日本から工場の流出), ④電気自動車化 (平成 21 年は電気自動車元年) が予測され たため,工業炉産業ビジョン追補版が作成された. この中から代表的中小工業炉の技術予測 (電気加熱を除 く) を表 6 に纏めた.これらの項目の内数件は 2009 年から ハイパー工業炉として調査,事前研究を開始している. 酸素燃焼はガラス溶解炉,灰溶融炉,アーク炉のスクラッ プ溶解等,主に高温を必要とされる炉に一部利用されてい る.この技術を中小加熱炉,溶解炉に活用出来れば以下に 示されるようなメリットが得られる可能性がある. ① 酸素燃焼では排ガス量の低減により排ガス損失が大幅に 低減できる (例えば 40 % の酸素富化率で計算上 40 % 以 上の燃料節約率となる). ② 酸素燃焼では二酸化炭素,水分の分率が大きくなり輻射 による伝熱効率が向上する. ③ 酸素富化燃焼では火炎温度の上昇により NOx が増加す る.この対策として排ガス再循環量の増加が有効である. ④ 酸素富化量を増加すると非加熱物に対する加熱効率増加 の可能性が高い. ⑤ 酸素富化燃焼をリジェネバーナと組み合わせればさらに 大幅な燃料節約が期待出来る.