九州大学学術情報リポジトリ
Kyushu University Institutional Repository
MIMによる高性能Ti合金の開発
伊藤, 芳典
Department of Intelligent Machinery and Systems, Graduate School of Engineering, Kyushu University
https://doi.org/10.15017/26471
出版情報:Kyushu University, 2012, 博士(工学), 課程博士 バージョン:
権利関係:
MIM による高性能 Ti 合金の開発
伊藤 芳典
目次
第1章 序論
1-1 TiおよびTi合金とその特徴・・・・・・・・・・・・・・・・・・1 1-2 金属粉末射出成形法とその特徴・・・・・・・・・・・・・・・・・3 1-3 TiおよびTi合金への金属粉末射出成形法の適用とその課題・・・・7 1-4 本論文の目的・・・・・・・・・・・・・・・・・・・・・・・・・9 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・11
第2章 試験片作製および各種特性評価方法
2-1 試験片および試験片の作製方法・・・・・・・・・・・・・・・・14 2-2 各種特性評価方法・・・・・・・・・・・・・・・・・・・・・・21 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・24
第3章 Ti-6Al-4V合金の高性能化
3-1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・25 3-2 機械的特性に及ぼす原料粉末の影響・・・・・・・・・・・・・・26
3-2-1 原料粉末および実験方法
3-2-2 実験結果および考察
3-3 機械的特性に及ぼす酸素量および相対密度の影響・・・・・・・・33
3-3-1 原料粉末および実験方法
3-3-2 実験結果および考察
3-3-2-1 Ti-6Al-4V合金MIM焼結体の諸特性 3-3-2-2 引張強度と相対密度および酸素量の関係
3-4 Mo 添加による高強度化・・・・・・・・・・・・・・・・・・・42 3-4-1 緒言
3-4-2 原料粉末および実験方法
3-4-3 実験結果および考察
3-5 Fe,Cr添加による高強度化・・・・・・・・・・・・・・・・・・50
3-5-1 緒言
3-5-2 原料粉末および実験方法
3-5-3 実験結果および考察
3-6 疲労特性・・・・・・・・・・・・・・・・・・・・・・・・・・60
3-6-1 試験片および実験方法
3-6-2 実験結果および考察
3-7 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・67 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・69
第4章 各種Ti合金への適用
4-1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・70
4-2 生体用Ti-6Al-7Nb合金への適用・・・・・・・・・・・・・・・・71
4-2-1 緒言
4-2-2 原料粉末および実験方法
4-2-3 実験結果および考察
4-3 耐熱用Ti-6Al-2Sn-4Zr-2Mo-0.1Si合金への適用・・・・・・・・・・79 4-3-1 緒言
4-3-2 原料粉末および実験方法
4-3-3 実験結果および考察
4-4 高強度Ti-6Al-2Sn-4Zr-6Mo合金への適用・・・・・・・・・・・・88
4-4-1 緒言
4-4-2 原料粉末および実験方法
4-4-3 実験結果および考察
4-5 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・96 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・98
第5章 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・99
謝辞
第1章 序論
第1章 序論
1-1 TiおよびTi合金とその特徴
金属Tiは,1910年に米国の科学者ハンターによりNa熱還元法を用いてはじめて鉱石 から抽出され,さらに1946年にルクセンブルグの冶金学者クロールによりMg熱還元法
(クロール法)を用いてスポンジ状金属Tiの製造に成功した(1).その後,1948年にアメ リカのデュポン社によりスポンジTiの工業生産が開始され(2),構造材料として用いられ ている金属の中では,比較的新しい金属である.
TiおよびTi合金は,比重が4.5程度と軽量であり,Ti合金の強度は 1000MPaを超え ることから,単位重量あたりの強度,すなわち比強度は金属材料の中で最高の値を示し,
ヤング率は 100GPa 程度と鉄鋼材料の半分程度で,軽量高強度かつしなやかな特性を有 する.また,海水中では白金に匹敵する高い耐食性を有し,かつ金属アレルギーを示さ ず,高い生体適合性を有するなど,他の金属と比較して優れた特性を持ち(3),航空機エ ンジンや機体部品などの航空機分野(4),自動車のマフラーや,2 輪車用のマフラー,エ ンジンバルブ,コンロッドなどの輸送機器分野(5-6),人工歯根や骨折固定材などの医療分 野(7)をはじめ,民生機器,化学プラント,電力プラントなどで広く利用されている.
しかしながら,半世紀が経過した現在でもTiの世界生産量は年間数万t規模にとどま っており,今後発展が見込まれる金属として認識されている(8).国内のTi展伸材の出荷 量は2万t弱であり,輸送機器,医療,民生機器分野での用途はそのうちの15%程度に 過ぎない(9).これらの主な理由として,Ti と酸素の化学的親和性が強く,鉱石を還元し て金属を取り出すのに多大なエネルギーと時間を要すること,Fig. 1-1に示すように,ス ポンジTiからTiおよびTi合金を工業用材料として加工する際にも真空アーク溶解等の 多数の工程を経ることから,TiおよびTi合金素材の製造コストが鉄鋼と比較して数倍か かること(8)が挙げられている.
さらに,TiおよびTi合金は一般に機械加工性,塑性加工性に劣り(10-13),加工コストが 高いことも挙げられる.たとえば,熱伝導率が低いことから,材料や切屑を通して熱が 放出されにくく,工具切削点に熱が集中すること,また活性材料であることから工具材 料と化学反応により溶着することなどから,工具寿命を著しく低下させてしまう.ある いはヤング率が低く,加工時に被削材が振動することで工具の食いつきによる欠損や加 工精度の低下が生じやすいことなどが機械加工性に劣る要因として挙げられる.一方,
第1章 序論
Figure 1-1 Schematic diagram of process for manufacturing of titanium mill product.
塑性加工においては,曲げ加工時に他の金属に比べてスプリングバックが大きいこと(11), 深絞り,張り出し,伸びフランジ加工時に活性な金属であることから焼き付きが発生し やすいこと(12),鍛造加工においては,室温での変形抵抗が大きく,そのため変形抵抗が 小さくなる相変態を起こす温度(概ね1173K以上)よりも高温で行わなければならない こと(13)などが挙げられる.
ところで,Tiは1155Kに同素変態点(β-transus)を有し,それより低温では結晶構造 が稠密六方構造,それより高温では体心立方構造をとり,それぞれ α相,β相と称され る.Tiに合金元素を添加すると,元素の種類によりβ-transus温度が変動し,室温での平 衡状態でα相からなるα型合金,αとβの2相からなるα+β型合金,β単相領域から急 冷によりβ相がほぼ100%残留するβ型合金に大別される(14-15).α型合金はクリープ強度 が高く耐熱性に優れ,α+β型合金からβ型合金へとβ相が増大するにともなって比重の 増大,引張強度,熱処理性,塑性加工性が向上するという特徴を持つ(14-15).またα+β型 合金,β 型合金は,溶体化時効処理など適切な熱処理を行うことで,使用目的に応じた 強度および延性のバランスを取ることができる.β-transus温度を上昇させ,α相領域を
Sponge like Ti Pre-Alloy
Compaction Pressing
Electrode formation Arc welding
Vacuum arc re-melting 2 or 3 times
ingot
Forging
Rolling Mill plate Sponge like Ti
Pre-Alloy
Compaction Pressing
Electrode formation Arc welding
Vacuum arc re-melting 2 or 3 times
ingot
Forging
Rolling Mill plate
第1章 序論
Table 1-1 Classification of typical titanium alloys and its tensile properties and standards.
拡大するα安定化元素として,Al,Oなど,β-transus温度を下降させ,β相領域を拡大 するβ安定化元素として,Mo,Ta,Nb,W,V,Cr,Ni,Mn,Feなどが知られている
(14).主なTi合金の種類とその特性(JIS,ATSM,商品規格値)をTable 1-1に示す(14-17). 先に述べたとおり,TiおよびTi合金は軽量高強度,高い耐食性,生体適合性など,他 の金属材料と比較して優れた特性を有するものの,素材コスト,加工コストが高いこと から,その用途は高付加価値が得られる医療用材料や,輸送機器分野においても一部高 級車やレース用などに限定されているのが現状である.素材コストの観点からは,現在 主流のクロール法による還元プロセスでは,プロセスの合理化,大型化によるコストダ ウンは限界に近いと認識されており(8),新たな連続還元法も種々検討されているものの,
実用化にはまだまだ時間を要するようである(8).このため,TiおよびTi合金のさらなる 展開を計るためには,新たな用途開発と併せて,加工性を向上させた新たなTi合金(18-19),
低コストTi合金(20-21)の開発や,加工条件の最適化(22-23)や加工プロセスの低コスト化が求
められる.
1-2 金属粉末射出成形法とその特徴
粉末冶金(Powder Metallurgy:PM)は,粉末を成形,焼結することにより,最終製品 形状に近いニアネットシェイプでの機械部品の量産を可能とするもので,輸送機器を筆 頭に広範囲な産業で用いられている.なかでも,粉末射出成形(Powder Injection
Molding:PIM)は,従来の粉末成形法をより発展させたもので,プラスチックと同様の
Classification Composition (wt%) Tensile strength (MPa)
Elongation
(%) Standards JIS G3, ASTM G3
Ti-5Al-2.5Sn >828 >10 ASTM G6
near-α Ti-6Al-2Sn-4Zr-2Mo-0.08Si >930 >10 AMS 4919 JIS 60G ASTM G5 NKK SP-700 AMS4899 Ti-6Al-2Sn-4Zr-6Mo >1170 (STA) >10 AMS 4981 Ti-15V-3Cr-3Sn-3Al >1000 (STA) >7 ASM 4914 Ti-15Mo-5Zr-3Al >1250 (STA) >5 KS 15-5-3
STA : solution treatment and aging
>10 Ti-4.5Al-3V-2Fe-2Mo >925 >10
α Ti 480-620 >18
α+β
Ti-6Al-4V >895
β
第1章 序論
射出成形を行うことにより,三次元複雑形状の精密部品を高精度かつ生産性よく製造で きる方法である.金属粉末射出成形(Metal Injection Molding:MIM)は出発原料を金属 粉末としたPIMであり,この10数年間で急速に発展してきた(24),比較的新しい金属加 工技術である.MIM製品の一例をFig. 1-2に示す。
MIMは,金属粉末に40vol%程度の有機バインダを混合することにより,プラスチッ クと同等の流動性を付与し,射出成形により成形体を作製し,有機バインダを除去した 後焼結して最終製品を製造する.このため,焼結後の収縮率が10数%と高いものの,通 常のPMと比較して金型への金属粉末の充填が均一であり,寸法精度が高く,三次元的 な複雑形状部品が量産可能という特徴を持つ.また,平均粒径で20μm以下と微細な粉 末を使用することから,焼結の促進に伴う相対密度で95%以上の焼結体が得られ,溶製 材並みの機械的特性を有する.
適用素材は当初,鉄系から始まり,ステンレス鋼,工具鋼,超硬合金,Ni系合金など 様々な素材へ MIM プロセスの適用は拡大しており,用途に応じた材料の選択自由度が 高いのも特徴である.MIMの用途は特には限定されていないが,一般的には100g以下 の複雑形状の精密部品が主な対象である.
MIMの基本プロセスの概略をFig. 1-3に示す.粉末とバインダは,一般に加圧式のニ ーダーを用いてバインダの融点以上の温度で加熱混練される.粉末は焼結による緻密化 を促進するよう微粉末が用いられ,通常,球状に近い形で平均粒径 20μm以下である.
バインダはポリプロピレンなどの熱可塑性樹脂,ワックス,潤滑剤,分散剤などからな る混合物(25)が用いられる.粉末とバインダの混練物は冷却後に粉砕,あるいはペレタイ ザー等を用いて造粒され射出成形用材料となる.
射出成形用材料はバインダの融点以上に加熱され,射出成形装置を用いて製品形状の (a) Bracket for dental use (SUS316L) (b) Watch bezel and case (Ti)
Figure 1-2 MIM Products.
第1章 序論
Figure 1-3 Schematic diagram of MIM process.
成形体に成形される.射出成形装置は,基本的にプラスチックの射出成形と同じものが 使用でき,MIM専用にシリンダーやスクリューの材質を耐摩耗性のものに,スクリュー の先端形状を変える場合もある.金型はプラスチックと同様に複雑形状の製品設計がで きるが,焼結時の収縮率を考慮し,製品寸法に一定の拡大率を掛ける必要がある.また,
混練物のバラス効果(粘弾性体が細管から押出される時に管口で大きく膨れる現象)は 小さく,溶融粘度が高いため,キャビティ内の充填がジェッティングによりなされるこ とが多く(26),ゲート断面積や位置などキャビティ設計に注意を要する.
射出条件は主に混練物の流動性を左右する加熱温度と,成形圧力によって決定される が,混練物の粉末やバインダ,金型のキャビティ形状により大きく異なることから試行 錯誤的な設定で行われることが多い.成形後不要となるスプールやランナは再利用が可 能で,材料の歩留まりが高く,環境対応型の加工法としても注目されている.
成形が完了すれば不要となるバインダは,一般には加熱分解により取り除かれ,残り の粉末は高温で焼結され,最終的に緻密な金属製品となる.その後,製品は HIP(Hot Isostatic Pressing)による緻密化や,表面処理,熱処理や機械加工を受ける場合もある.
MIMに用いられる粉末は,射出成形時の流動性や充填密度,焼結時の焼結性を考慮し,
球形に近い形状で,広い粒度分布を持った微細なものが好ましい(26).このため,通常は Powder
Binder Kneading Pelletizing
Injection molding Debinding Sintering
Powder
Binder Kneading Pelletizing
Injection molding Debinding Sintering
第1章 序論
アトマイズ法で作製され,45μm以下に篩い分けられた粉末が用いられる.
バインダに要求される特性は,十分な量のバインダが粒子間の空隙を満たし,成形時 に高い粒子の充填率を得るため粒子間のすべりを滑らかにするとともに混練物の溶融粘 度を低くすることである.通常,バインダは熱可塑性樹脂であるが,水や種々の無機物 も用いられている.
典型的なバインダは,成形体の強度保持と粒子間の潤滑性流動性を付与する熱可塑性 樹脂とワックス,粉末との密着性を促すための潤滑剤などから構成される.構成成分と 割合は,粉末の種類と混練物の溶融粘度,脱脂性によってさまざまな工夫がなされてい る.構成成分との相溶性の良いバインダは熱可塑性樹脂の融点よりも低下する.このた め,混練や射出成形は熱可塑性樹脂の融点程度の温度で行われる.
バインダ量は混練物の40vol%程度で,混練物の流動性は主に粉末の形状に左右され不 定形粉末では多くのバインダ量を必要とする.バインダ量を増やせば混練物の溶融粘度 が低下し流動性は向上する.しかしながら,バインダ量を増やすと相対的に粉末の充填 密度が下がるため,焼結体の収縮率が大きくなるとともに,焼結条件が同じ場合には焼 結体の密度が低下する.このため,良好に成形できる流動性を有する範囲内で必要最小 限の量が決定される.
脱脂にかかる時間は成形体の肉厚にもよるが,長時間(数十時間以上)を必要とし,
MIMプロセス全体に占める割合が最も大きく,脱脂工程でのバインダの振る舞いも重要 である.工業的には熱分解や溶媒抽出が主に採用されており,通常不活性ガス中や減圧 下での加熱分解で脱脂が行われるため,バインダの急激な熱分解や蒸発は製品の変形を もたらす.このため,加熱脱脂では加熱速度を低下させる必要がある.溶媒抽出を併用 することで,あらかじめバインダの一部を除去し,バインダの露出する比表面積を拡大 することができ,その後の加熱脱脂時間を短縮できる利点がある.
加熱脱脂の処理温度パターンや時間は,熱分解挙動の解析結果(TG:thermogravimetry)
が参考にされる.しかしながら,TG は一般的に大気圧,窒素ガス流中で測定されるた め,実際の工程を十分に再現しているとは言えない.また,製品の肉厚や,処理量,処 理雰囲気などによっても熱分解挙動が異なるため,最終的には昇温速度や温度,保持時 間など細かな設定は作業者の経験と勘によって決定されているのが現状である.
焼結は脱バインダに続いて行われるが,バインダがすべて取り除かれた状態での成形 体の移動はできないため,通常は加熱脱脂と連続して行われる.焼結は高温で粒子間の
第1章 序論
結合をもたらし,緻密化によって気孔が取り除かれ,結晶粒が成長する.射出成形によ る成形体は,バインダを介することにより,粉末の充填が等方的になるため,均一な収 縮が起こる.通常のプレス成形では焼結体の相対密度が80~85%程度であるが,MIMで は,粉末の充填密度が60%程度と低いにもかかわらず,ステンレス鋼の場合は1623K×
3.6ks程度の焼結で,焼結体の相対密度は95~98%程度に達する.
以上の工程により,MIMはニアネットシェイプで複雑形状の金属部品を経済的に量産 することができる.また,その製品の機械的特性は,緻密な焼結体が得られることから,
溶製材を機械加工や塑性加工したものと遜色ないレベルにある.ゆえに,MIMはステン レスやTiなどの難削材に対して,切削加工を軽減あるいは削減でき,小型複雑形状部品 を製造するうえで加工コストを大幅に削減することが可能な,非常に魅力的な手法であ ると言える.
1-3 TiおよびTi合金への金属粉末射出成形法の適用とその課題
TiおよびTi合金は,前節1-1で述べたとおり,軽量高強度,高い耐食性,生体適合性 など優れた特徴を有するが,材料コストに加え,加工コストが高いという欠点を持つ.
ゆえに,小型複雑形状の金属部品を高い寸法精度で量産できるMIMを適用することで,
TiおよびTi合金部品の製造コストを大幅に低減できることが期待される.さらに,粉末 冶金法の一種である MIM のもうひとつの特徴として,原料粉末に種々の金属素粉末や 合金粉末を添加,混合することで,高性能なTi合金の創製が期待できる.
Ti の MIM プロセスに用いることができる粉末には,水素化脱水素(Hydride
De-Hydride:HDH)粉末,ガスアトマイズ粉末(28-29)の2種類がある.HDH粉末は,金属
Tiの機械的粉砕が困難であるため,水素化Ti粉末を真空中で加熱して脱水素を行い,解 砕したのち,篩分けて粒度を調整して得られる.このため,ガスアトマイズ粉末よりも 安価で,微細な粉末で粒度調整が可能な点では優れているが,粉砕粉であるため形状が 不定形であること,また工程上粉末の酸素量が高くなる傾向にあるため,MIMには不向 きである.ガスアトマイズ粉末は,一般に誘導炉などでルツボ内の金属を溶解し,ノズ ルから流出する溶湯流に高圧の不活性ガスを吹きつけて溶湯を噴霧することにより作製 される(30).しかしながら,高融点かつ活性金属であるTiでは,ルツボに使用できる適当 な耐火物がなく,特殊な方法が用いられる.現在工業化されているのは10年ほど前に開 発された手法(28)で,スポンジTiを圧縮成形した棒状原料を用い,高真空のチャンバー内
第1章 序論
でルツボを使用することなく直接高周波誘導加熱で溶解,滴下させ,その溶湯流に高圧 の Ar ガスを吹きつけることにより粉末を得ている.得られる粉末はルツボを使用しな いため酸素等の汚染が少なく,形状は球状で,平均粒径は 60μm程度の広い粒度分布を 示す.篩分けにより45μm以下の粒度に調整される.
ところで,MIMは熱可塑性樹脂,ワックスなどから構成されるバインダ樹脂を加熱し て揮発拡散させ,高温で焼結を行うことで金属部品を得るプロセスであり,Tiは活性な 金属であるがゆえに,バインダ残渣や焼結ジグ,焼結炉の汚染などからもたらされる,
酸素や炭素などの侵入型元素により焼結時に汚染され,機械的特性,特に延性が著しく 損なわれる問題がある(31-32).また,MIM で利用可能な粒径が45μm以下の Ti 合金粉末 として,安価な Ti-6Al-4V 合金粉末の製造法が近年開発され(33),ようやく市販が開始さ れようとしている段階であり,現状ではその他のTi合金粉末は市販レベルでの入手は困 難である.ゆえに,種々のTi合金へMIMを適用するには,素粉末混合法を用いること で新規にプロセスを開発しなければならない.
このような中,筆者らは,TiおよびTi合金の焼結に対応できる,加熱脱脂性および溶 媒抽出性に優れる MIM用バインダを開発した(25).このバインダは2 種類の熱可塑性樹 脂とワックスで構成されており,それぞれの熱分解温度域が異なる樹脂を選択している.
これにより,加熱脱脂時にバインダが順次熱分解することでスムーズな揮発拡散が実現 し,脱脂時間の短縮と急激な熱分解を抑止し,製品の割れや変形を生じ難くなる.また,
熱可塑性樹脂は溶媒に溶解するものと,溶解しないものとから構成され,溶媒抽出を行 うことで,保形のためのバインダを残したまま全バインダ量の70%を除去することがで きる.このように,あらかじめバインダを溶媒抽出することで,加熱脱脂時間の短縮と,
バインダ残渣を炭素量で0.07mass%以下まで軽減することができるようになった.
また,焼結時における酸素や炭素などの侵入型元素の汚染を低減し,良好な機械的特 性を有するTiおよびTi合金焼結体を得るための焼結プロセスの検討も行ってきた(34-35). 良好な機械的特性を得るには,焼結体を十分に緻密化する必要があり,通常は焼結温度 を上げる手法がとられるが,活性な TiおよびTi合金の焼結では酸素分圧を下げること を目的に高真空での焼結が行われることから,焼結ジグ,焼結炉からの脱ガスや焼結ジ グ,炉内付着物の還元分解によって酸素や炭素の汚染も増加する傾向にあり,かえって 焼結体の機械的特性を損なってしまう.焼結条件を検討した結果,焼結温度を上昇させ るよりも焼結温度を抑え,焼結時間を伸長することでそれらの汚染を軽減できることが
第1章 序論
明らかになった(34).また,焼結箱,敷板などの焼結ジグについての検討も行い,高密度 焼結体を得るために,高温長時間の焼結を行っても,酸素,炭素の汚染を軽減し,良好 な機械的特性を有する TiおよびTi合金焼結体を得ることができるプロセスも開発した
(35).
以上のことから,MIMプロセスはTiおよびTi合金の加工コストを低減でき,コスト ダウンによるさらなる利用拡大が期待されるが,Ti のMIMプロセスの基本はほぼ確立 されつつあるものの,高性能な各種Ti合金を創製するためには,Ti粉末と種々の合金粉 末,金属素粉末を用いたMIMプロセスの開発が必須である.すなわち,MIMによるTi 合金の技術開発にあたっては,MIM Ti合金に適用できる各種粉末の選定と,種々の混合 粉末を用いた場合の詳細な焼結挙動と機械的特性との関連を明らかにすることが重要で ある.また,実用化にあたっては,より高強度化することに加え,信頼性を向上するこ とも重要であり,さらに材料コストの低減も勘案すれば安価な金属粉末を構成元素に加 え,合金組成を検討する必要もあり,工業的のみならず,学術的にも検討すべき課題が 多く残存しているのが現状である.
1-4 本論文の目的
本研究では,難加工材であるTi合金をMIMの特徴を有効に用いて製品化する技術を 確立すると同時に,高強度化,低コスト化する手法について検討する.種々の混合粉末 を用いて,さまざまなTi合金についてMIMプロセスへの適用を検討し,それらの焼結 挙動と機械的特性の関連を明らかにし,高強度のTi合金焼結体を得る.さらに,輸送機 器部品で求められる疲労特性を評価し,その特性を向上させることも検討する.この他,
合金元素の選択,添加量を最適化することにより強度とコストバランスを図った,MIM プロセスに適した新規なTi合金も開発することを目的とする.
事前研究から明らかとなった,本研究で用いる良好な機械的特性を有する焼結体を得 るためのMIMプロセスをFig. 1-4に示す.先ずは,Ti-6Al-4V合金の基本特性の詳細を 明らかにし,高強度化を図り,Ti-6Al-4V合金に各種元素添加を行うことでさらなる高性 能化を試みる.次いで,高付加価値材として生体用合金として開発されたTi-6Al-7Nb合 金,耐熱用の near-α 型合金,より高強度の α+β 型合金へ適用することで,MIM プロセ スの応用展開を試みる.本研究の手順は以下のとおりである.
第1章 序論
1.Ti-6Al-4V合金の高性能化
1-1.機械的特性に及ぼす原料粉末の影響
1-2.機械的特性に及ぼす酸素量および相対密度の影響 1-3.Mo添加による高強度化
1-4.Fe,Cr添加による高強度化 1-5.疲労特性
2.各種Ti合金への適用
2-1.生体用Ti-6Al-7Nb合金への適用
2-2.耐熱用Ti-6Al-2Sn-4Zr-2Mo-0.1Si合金への適用 2-3.高強度Ti-6Al-2Sn-4Zr-6Mo合金への適用
Figure 1-4 Schematic diagram of MIM process in this study.
Titanium powder
Elemental powder Pre-alloyed powder
Mixed powder
Binder
Pelletizing
(Crashing and Screening)
Kneading Mixing
Injection molding
Solvent debinding Thermal debinding Vacuum sintering Titanium powder
Elemental powder Pre-alloyed powder
Mixed powder
Binder
Pelletizing
(Crashing and Screening)
Kneading Mixing
Injection molding
Solvent debinding Thermal debinding Vacuum sintering
第1章 序論
参考文献
(1) 秋山俊一郎他,チタン誕生の歴史,チタンの基礎と加工,コロナ社,(2008),1.
(2) 鈴木敏之他,チタン産業の小歴史,チタンの小事典,社団法人日本チタン協会,(2002),
212-213.
(3) 萩原益夫,日本におけるチタン研究開発の新しい展開,軽金属,55,11(2005),532-536.
(4) 錦織貞郎,航空機分野におけるチタン合金の開発とその適用,軽金属,55,11(2005),
557-560
(5) 屋敷貴司,山本兼司,四輪車マフラー用チタン合金の開発,軽金属,55,11(2005),
592-598.
(6) 高橋恭,チタン部品の二輪車への適用と将来,軽金属,55,12(2005),646-650. (7) 成島尚之,生体材料としてのチタンおよびチタン合金,軽金属,55,11(2005),561-565.
(8) 岡部徹,チタンの新精錬法,軽金属,55,11(2005),537-543.
(9) チタン展伸材の世界と日本の用途別出荷量,チタンの世界,社団法人日本チタン協 会,(2006),29
(10) 平畑雅芳,コストに見合うチタン材の加工技術,機械と工具,6(2007),33-37.
(11) 岡本明夫,曲げ加工,チタンの基礎と加工,コロナ社,(2008),96-98.
(12) 森謙一郎,深絞り加工,チタンの基礎と加工,コロナ社,(2008),101-106.
(13) 稲垣育宏,鍛造加工,チタンの基礎と加工,コロナ社,(2008),107-120.
(14) 和泉修,金属チタンの性質と特徴,金属チタンとその応用,日刊工業新聞社,(1983),
41-51.
(15) 藤井秀樹,合金の種類と機械的性質,チタンの基礎と加工,コロナ社,(2008),31-48.
(16) 鈴木敏之他,チタン産業の小歴史,チタンの小事典,社団法人日本チタン協会,
(2002),201-204.
(17) R. Boyer,G. Welsch,E.W. Collings,Materials Properties Handbook,Titanium Alloys,
ASM International,(1994),9-10.
(18) 大山英人,逸見義男,熱間鍛造性に高強度優れたα-β型チタン合金,KS EL-F,R&D 神戸製鋼技法,59,1(2009),85-88.
(19) S. Murakami,K. Ozaki,K. Ono,Y. Itsumi,Titanium Alloys Design on Machinability and Forgeability,Ti-2007 Science and Technology,The Japan Institute of Metal,Vol.1,(2007),
427-430.
第1章 序論
(20) H. Fujii,Control of Mechanical Properties of Ti-Fe-O-N Based Titanium Alloys by Thermomechanical Processing,Materials Science Forum,Trans Tech Publications, Switzerland,Vols.426-432(2003),661-666.
(21) B. Gunawarman,M. Niinomi,T. Akahori,T. Souma,M. Ikeda,H. Toda,Mechanical properties and microstructures of low cost β titanium alloys for healthcare applications, Materials Science and Engineering,C 25(2005),304-311.
(22) 石外伸也,チタン合金鍛造品の適用分野と鍛造技術,チタン,55,2(2007),88-92.
(23) 平井平司,チタンの最新超精密切削加工技術,機械と工具,6(2007),18-23.
(24) 三浦秀士,金属粉の射出成形,熱処理,45,1(2005),4-9.
(25) 伊藤芳典,針幸達也,佐藤憲治,三浦秀士,加熱脱脂および溶媒脱脂を考慮した MIM用バインダの検討,粉体および粉末冶金,49,6(2002),518-521.
(26) 斎藤勝義,ファインセラミックス・金属粉末成形用バインダ類の基礎と応用技術,
株式会社アイピーシー,(1988),324-326.
(27) 斉藤勝義,寒川喜光,粉末の成形技術1992,株式会社アイピーシー,(1992),55.
(28) 白石博章,ガスアトマイズ法によるチタン粉末の製造,セラミックス,31,3(1996),
198-201.
(29) 白石博章,ガスアトマイズ法―チタン粉末の用途,「チタン」フォーラム調査研究
成果報告書,(1997),139-140.
(30) R.M.German,三浦秀士,高木研一訳,粉末冶金の科学,内田老鶴圃,(1996),102-105
(31) 家城悌,加藤清隆,松本章宏,増井孝実,安藤国輔,射出成形法によるTi焼結体
の強度特性,粉体および粉末冶金,44,5(1997),448-452.
(32) 草加勝司,河野富夫,近藤鉄也,洞田亮,Ti 粉末焼結体の引張特性,粉体および
粉末冶金,42,3(1995),383-387.
(33) N. Arimoto,M. Fujita,K. Nishiika,H. Miura,New Production Method by Gas-atomization Process of Titanium Alloy Powder,Ti-2007 Science and Technology,The Japan Institute of Metal,Vol.2,(2007),1137-1140.
(34) Y. Itoh,T. Harikou,K. Sato,H. Miura,Improvement of Ductility for Injection Moulding Ti-6Al-4V Alloy,Proceedings 2004 Powder Metallurgy World Congress,vol.4,(2004-10),
445-450.
(35) 植松俊明,伊藤芳典,佐藤憲治,三浦秀士,MIM Ti-6Al-4V合金における焼結敷板
第1章 序論
の機械的特性に及ぼす影響,粉体および粉末冶金,53,9(2006),755-759.
第2章 試験片作製および各種特性評価方法
第2章 試験片作製および各種特性評価方法
2-1 試験片および試験片の作製方法
Ti合金を作製するためには,Ti粉末と各種合金粉末あるいは金属素粉末を混合する必 要がある.本研究では,前節1-3,Fig. 1-4に示したプロセスにより試験片を作製した.
ここで試験片の作製方法を先に述べておく.
Ti 粉末として,ガスアトマイズ法により作製された球状粉末(1)(大阪チタニウムテク ノロジーズ㈱,TILOP-45)を用いた.粉末の化学成分の例をTable 2-1に,走査電子顕微 鏡(Scanning Election Microscope,SEM)(日本電子㈱,JSM-6300F)写真をFig. 2-1に示 す.粉末の酸素量は,製品ロットにより多少異なるものの,概ね0.14mass%以下である.
MIM プロセス中において酸素量の増加は避けられないことから,低酸素量の粉末は MIMにとって非常に有効である.粉末の粒径は45μm以下に篩い分けられており,形状
はFig. 2-1 に示すように,表面は非常に滑らかでほぼ真球状を呈し,微細な粒子を含ん
だ適度な粒度分布を有していることがわかる.Ti合金を作製する場合は,このTi粉末と 各種合金粉末あるいは金属素粉末を混合する.
Table 2-1 Characteristics of gas atomized Ti powder.
Figure 2-1 SEM images of gas atomized Ti powder.
10μm 10μm 10μm
O C Fe H N
0.131 0.009 0.07 0.004 0.01 -45
Particle size(μm) Chemical composition (mass%)
第2章 試験片作製および各種特性評価方法
Table 2-2 Composition of binder system. (mass%)
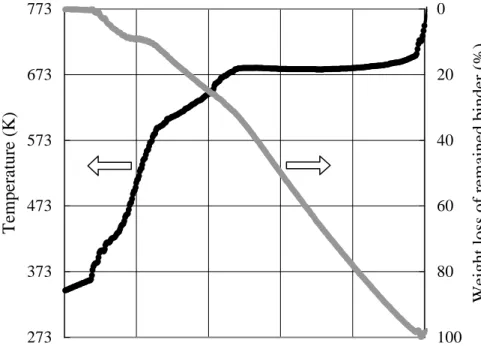
Figure 2-2 Thermogravimetric curve of binder system designed for gradual thermal debinding.
バインダは独自に開発したTable 2-2に示す組成のもの(2)を用いた.PP,PMMA,PW はそれぞれ熱分解温度域が703K,623K,523Kであり,これらをほぼ等量混合すること で,加熱脱脂を行った際に3種類の樹脂およびワックスが順次熱分解し,急激な熱分解 に伴う揮発拡散ガスによる成形体の変形や割れを回避することができる.バインダの熱 分解挙動を差動型示差熱天秤(Thermogravimetry,TG)(理学電機㈱,TG-DTA8120)を 用い,窒素ガス雰囲気,流量 200ml/min,昇温速度 5K/min の条件にて評価した結果を
Fig. 2-2に示す.温度とともにほぼ直線的に熱分解していることがわかる.また,PMMA,
PWは,n-ヘキサンを用いた溶媒抽出処理により除去することができ,ほぼPPのみが残 存した状態で加熱脱脂に移行できる.あらかじめバインダ成分の約70mass%,体積比に 換算してPMMAは比重がPP,PWと比較して30%ほど高いことから約66vol%を除去す ることにより,成形体内部の比表面積が増大することもあいまって,加熱脱脂の時間短
0 20 40 60 80 100
273 373 473 573 673 773
Temperature (K)
Weight loss of binder (%)
30 40 29 1 Paraffin wax (PW)
Stearic acid
Polypropylene (PP) Polymethyl methacrylate (PMMA)
第2章 試験片作製および各種特性評価方法
Figure 2-3 Differential Scanning Calorimetric curves of binder system and polypropylene.
縮と,バインダ残渣を軽減することができる.
金属粉末とバインダの比率は,Ti 粉末が球形粉末で高い流動性が確保できる(3)ことか ら,粉末充填率を65vol%とした.混練機の容量が1Lであることから,混練時の加熱に よるバインダ樹脂の熱膨張を考慮し,混練物の目標容量を0.9Lに設定した.1回の混練 に使用する粉末は,例えばTiであれば2.633kgとなり,PP,PMMA,PW,SAはそれぞ れ95.25g,127.00g,92.07g,3.17gとなる.Ti-6Al-4V合金を例に取れば,Ti粉末と,Al-40V 合金粉末を当該合金の組成となるように電子天秤(㈱島津製作所:BX3200D)を用いて,
0.1gの精度で正確に秤量した.秤量された粉末は,内部をArガスで置換された2Lのポ リプレン製の広口ビンにそれぞれを数回に分けて交互に投入し,最後に Ar ガスを充填 して封入した.これを手製のボールミル装置を用いて,約 120min-1の回転数で 3.6ks の 回転混合を行った.
混合粉末とバインダは,加圧式ニーダ(㈱モリヤマ:D1-5 型)を用いて混練された.
混練温度は,PP およびバインダの熱的性質を示差走査熱量計(Differential Scanning
Calorimeter,DSC)(㈱島津製作所,DSC-50)を用い,窒素ガス雰囲気,流量 20ml/min,
昇温速度5K/minの条件にて評価した結果から,443Kとした.DSCの結果をFig. 2-3に
示す.PP単体では433K付近で融解するが,バインダは333K付近でPWが融解,続い -6
-5 -4 -3 -2 -1 0 1
273 323 373 423 473 523 573
Temperature (K)
DSC (mW) PP
Binder system
第2章 試験片作製および各種特性評価方法
Figure 2-4 Flowability of compound.
て423K付近でPPが融解することがわかる.バインダ樹脂は電子天秤(㈱島津製作所,
BX3200D)を用いて0.1gの精度で正確に秤量し,混練槽を十分に加熱した後,先ずバイ
ンダのみを投入し溶融させる.次いで,混合粉末を半量に分け,バインダになじませる ように少量ずつ粉末を投入し,半量投入したところで予備混練をする.残りの半量も同 様に投入し,全量投入後に加圧混練を行った.混練時間は投入時間を除いて 8.1ks とし た.混練物は混練槽から取り出された後,固化する前に適当な大きさに切り分け,十分 に冷却した.
冷却された混練物は,ウィレー式粉砕機(㈱吉田製作所,1029-B型)を用いて粉砕し た.粉砕物の最大径は直径 9mm のスクリーンを用いることにより調整し,さらに呼び
寸法1.7mmの篩を用いて微細な破砕粉を篩い分けることで,直径2~8mmの射出成形用
コンパウンドを得た.443Kで測定したコンパウンドの流動特性をFig. 2-4に示す.せん 断速度の上昇とともに粘度は低下している.せん断速度が102~103s-1の範囲で,粘度が 103Pa・s 以下であれば,良好な射出成形が行えると一般的に言われており(4), 本コンパ ウンドもその条件を十分満たしている.
コンパウンドはFig. 2-5に示す金型を用いて射出成形機(日精樹脂工業㈱,ST20S2V,
型締力 20t)によりダンベル型試験片に成形された.試験片形状は,プラスチックの引
張試験方法を規定したJIS K 7113の1号試験片に準じ,射出成形機の型締め力および金 10
100 1000 10000
1 10 100 1000 10000
Shear Rate (s-1)
Viscosity (Pa・s)
101 102
101 104
103
100 102 103 104
第2章 試験片作製および各種特性評価方法
Figure 2-5 Geometry of tensile test specimen. (dimension : mm)
型サイズの制約から,両端部の幅(20±0.5mm),並行部分の長さ(60±0.5mm),平行 部分の幅(10±0.5mm),肩R(最小60mm),望ましい試験片厚さ(3~4mm)をそれぞ れ1/2とし,つかみ部の長さを短縮して全長を75mmとしたサブサイズ試験片である.
射出条件は射出温度443K,金型温度323K,射出圧力130MPa,射出速度11.6cm3/sとし た.
成形体はゲート処理の後,手製の脱脂装置を用いて,n-ヘキサン気相中にて抽出処理 を行った.脱脂装置は,溶媒槽と脱脂槽が一体となっており,脱脂槽の上にラジエター を付加している.成形体は脱脂槽に設置された金属メッシュ製の棚に多孔質セラミック ス板を配置し,その上に置かれる.溶媒槽はn-ヘキサンの沸点(343K)に温度制御され ており,常時気化した溶媒が脱脂槽に供給され,脱脂槽を通過した気化蒸気はラジエタ ーで冷却,液化されて溶媒槽に戻される構造になっている.これにより,成形体には常 に新しい溶媒蒸気が供給され,成形体表面で凝集液化した溶媒により抽出が行われる.
抽出されたバインダ成分および溶媒は,多孔質セラミックス板に吸収され,効率的に抽 出が行われる.抽出率は,処理前後の成形体の重量を,電子天秤(㈱島津製作所,AUX120)
を用いて0.1mgの精度で秤量し,計算により求めた.処理時間は21.6ksとし,目標抽出
率をバインダ重量の64%と設定した.
溶媒抽出後の試験片は,真空焼結炉(島津メクテム㈱,PVSGgr20/20)を用い,加熱 脱脂と真空焼結を連続して行った.焼結炉は200mmφ×200mmhの有効寸法を持つグラ ファイト製のタイトボックスの外側に,グラファイト製のヒーターを配置してあり,加 熱脱脂により揮発拡散したバインダはタイトボックス下部から炉外に排出され,炉壁や 断熱層を汚染しない構造となっている.試験片は,Mo 製のフタ付き焼結箱(東芝マテ リアル㈱,内寸120×120×40mmh,板厚1mm)の中にY2O3製の敷板(菊水化学工業㈱,
30
R35
75
5.0 10
2.0 30
R35
75
5.0 10
2.0
第2章 試験片作製および各種特性評価方法
T922,100×100×2mmt)を敷き,その上に設置した.敷板の周囲には40gのスポンジチ
タン(大阪チタニウムテクノロジーズ㈱,M-100,粒度0.84~12.7mm,酸素量0.038%)
をゲッタ材として配置した.焼結条件一水準につき,試験片5本を焼結した.また,3-3 節の試験の一部には,ZrO2 製のフタ付き焼結箱(菊水化学工業㈱,B835,120×120×
50mmt,板厚3mm,T835,120×120×3mmt)とZrO2製の敷板(菊水化学工業㈱,T837,
100×100×2mmt)を用いた.
加熱脱脂は減圧Ar ガス流中で64.8ks 行い,脱脂パターンは,溶媒抽出後の残存する バインダの熱分解挙動を,差動型示差熱天秤(理学電機㈱,TG-DTA8120)を用いて評 価した結果を参考に作成した.通常の熱重量分析では,温度を一定の割合で上昇させる ため,バインダの熱分解挙動などの物理的,化学的変化に必ずしも追随しておらず,試 料量や昇温速度の違いにより結果が異なることからも(5),バインダの熱分解温度を正確 に把握することは困難である.そこで,試料の重量変化率などに応じて温度を制御する 速度制御熱分析法(Controlled Rate Thermal Analysis,CRTA)(6-7)により測定した.熱分解 挙動は測定雰囲気にも影響を受けるため(8),Ar ガス流量 200ml/min,圧力は加熱脱脂と
同じ 500Pa 程度になるようにロータリーポンプで差動排気し,温度制御は重量減少が
0.0003%/sとなるよう等反応速度制御(Constant Rate Control,CRC)にて測定した.結果
をFig. 2-6 に示す.この温度制御結果をそのまま脱脂パターンとして使用すれば,一定
の割合で加熱による脱脂が進行することになる.作成した脱脂パターンをFig. 2-7 に示 す.
焼結は加熱脱脂の後,処理雰囲気を真空に切り替え,所定の温度まで昇温し,1×10-2Pa 以下の高真空にて所定の時間保持した.焼結後はヒーターの電力を切り,高真空のまま 室温まで炉内で冷却した.
第2章 試験片作製および各種特性評価方法
Figure 2-6 Thermogravimetric curve of remained binder after solvent debinding by means of controlled rate thermal analysis, CRTA (constant rate control method, CRC).
Figure 2-7 Debinding pattern for thermal debinding used in this study.
773
698 683 688
653 593
273 413 438
273 373 473 573 673 773
0 10.8 21.6 32.4 43.2 54 64.8
Time (ks)
Temperature (K)
Analytical Data ○ Debinding pattern 273
373 473 573 673 773
Analytical time (a.u.)
Temperature (K)
0
20
40
60
80
100
Weight loss of remained binder (%)
第2章 試験片作製および各種特性評価方法
2-2 各種特性評価方法
得られた焼結体の評価は,密度測定,引張試験,金属組織試験,電子線マイクロアナ ライザ(EPMA:Electron Probe Micro Analyzer )による元素マッピング,化学成分分析 等により行った.
全自動比重計(㈱東洋精機製作所:DENSHIMETER H)を用いてアルキメデス法によ り密度を測定し,1水準5本の平均密度を求めた.全自動比重計は,空気中の試料重量,
液中の試料重量を自動で計測し,(2-1)式により試料の密度を算出する.液は蒸留水を用 い,液中に入るクランプの質量は,3 回のブランク測定の平均値とした.液の密度は測 定時の液温をアルコール温度計で0.1℃単位まで測定し,水の比重表より求めた.
D= W/( W-(w-Δw))×(d-ρ)+ρ (2-1)
W:空気中重量(g) w:液中重量(g) Δw:クランプの液中重量(g)
d:液の密度(Mg/m3) ρ:空気密度(0.0012Mg/m3)
焼結体の相対密度は,溶製材として流通している合金については,溶製材の密度測定 から得られた値,あるいはハンドブック(9)等での公知の値を真密度とし,粉末の添加に より合金組成を変更した合金については,HIP 処理を施したものについては,断面組織 観察で気孔が存在しないことを確認したのち,密度測定から得られた値を,さもなくば,
母合金の密度と添加した金属の密度から理論密度計算により求めた値を真密度とし,密 度測定より得られた値より計算により求めた.
焼結体の機械的特性を評価するため,引張試験を行った.引張試験は,ビデオ式非接 触伸び計測システムを備えた精密万能材料試験機(㈱島津製作所:AG-50kNIS +
DVE-201)を用いて最大引張強度,破断伸びを測定し,1 水準 3 本の平均値として求め
た.試験片平行部の断面積は,デジタル式マイクロメータ(㈱ミツトヨ:MDC-25M)
を用いて,厚さ方向,幅方向のそれぞれ5回測定の最小値を採用した.標点距離は25mm とし,クロスヘッド速度は8.33×10-5m/sで,室温にて試験を行った.
焼結体の結晶粒の大きさや気孔の分布状態,ミクロ組織が焼結体の機械的特性へ影響 を及ぼすことから,金属組織の観察を行った.金属組織試験には,ダンベル型試験片の つかみ部先端から 8mm のところで高速精密砥石切断機(リファインテック㈱:リファ インカットRCO-971)を用いて切断し,切断面が表面に出るよう,試料埋込機(リファ
第2章 試験片作製および各種特性評価方法
インテック㈱:エアロ・プレスMPA-520)を用いて,ベークライト樹脂で熱間包埋した.
包埋した試料は,2連テーブル式自動試料研磨機(リファインテック㈱STO-228Bオート マックス付)を用いて,SiC 研磨紙#80,#150,#320,#400,#600,#800 の順に 5 分間 の研磨を行い,次に,試料作製システム(丸本ストルアス㈱:LaboPol-5+LaboForce-3
+LaboDoser)を用いて,試料加圧力を15Nとして,3μm,1μmのダイヤモンド懸濁液,
0.04μmのコロイド状SiO2懸濁液の順に5分間の研磨を行い,鏡面に仕上げた.SiC研磨 紙#320以降は,焼結体の気孔に残った研磨剤や研磨粉を除去するため,5分間の超音波 洗浄を各ステップの毎に行った.鏡面研磨後,クロル腐食液(HF:HNO3:H2O=3vol%:
6vol%:91vol%)を用いて,15sのエッチングを行い,気孔に浸入した腐食液を除去する
ため 2 分間の超音波洗浄行い,十分に乾燥した後,金属顕微鏡(オリンパス㈱:GX71
+DP71)を用いて観察した.
焼結体の合金元素の分散状態を調べるため,EPMA(㈱島津製作所:EPAM-1720)に よる元素マッピングを行った.試料には,金属組織観察後の試験片を用い,エッチング による僅かな凸凹から生じる信号の散乱を回避するため,1μmのダイヤモンド懸濁液で 5分間の研磨を行って平坦面にし,5分間の超音波洗浄を行って,焼結体の気孔に残った 研磨剤と潤滑剤を除去した.試料表面全体に導電性を付与するため,スパッタコーター
(サンユー電子㈱:SC-701H)を用いて,スパッタリング電流8mA,50秒の金蒸着を行 った.測定に用いた特性X線は,Feよりも軽い元素はKα線,Mo,Zr,SnはLα線で ある.ただし,Vの Kα線はTiのKβ線と重なるため,VのみKβ線を用いている.各 元素の特性X線の波長は,加速電圧15kV,試料電流50nA,プローブ径10μmφの電子 線設定で測定試料を用いてピークサーチを行い決定した.元素マッピングは,15kV,50nA, 最小の電子線設定で,試料ステージを1μmステップで移動し,512×512μmの領域に対 して,各ポイント3ms間特性X線を積算する手法で測定を行った.
焼結体の酸素量,炭素量は,焼結体の機械的特性に大きな影響を及ぼすことから,以 下の手順で分析を行った.引張試験後の試験片をイソプロピルアルコール(IPA:Isopropyl
alcohol,以下IPAと表記)を用いて20分間の超音波洗浄を行って汚れ,油分を除去した
後,ボルトクリッパを用いて,試験片の平行部から長さ2mm,重量50mgほどの酸素量 分析用の試料と,破断面観察用の試料を採取し,残りを5等分に切断した.切断した試 料はさらにIPAによる超音波洗浄を20分間行い,最後にIPAによる温浴を経て,汚れ,
油分をほぼ完全に除去して試験に供した.酸素量の分析には酸素・窒素分析装置(㈱堀場
第2章 試験片作製および各種特性評価方法
製作所:EMGA-520)を用い,50mgの試料に対し,1gのNi助燃材を添加した.炭素量 の分析には炭素・硫黄分析装置(㈱堀場製作所:EMIA-920V)を用い,0.5g の試料に対 し,0.5gの純鉄助燃材を添加した.測定条件,検量線は鉄鋼の標準試料で作製したもの を用い,Tiの標準試料用いて値を確認している.
強度試験における破断形態を確認するため,SEMによる破断面観察も行った.洗浄し た破断面観察用試験片を破断面が上になるよう,10×10×10mm の真鍮ブロックの端面 に導電性両面テープで固定し,試料全体に導電性を付与するため,スパッタコーターを 用いて,スパッタリング電流 8mA,40 秒の金蒸着を行った.真鍮ブロックを試料台に 導電性両面テープで固定後,SEMに試料を導入し,加速電圧 15kV,プローブ電流 2×
10-11Aの条件で観察を行った.
また,Ti-6Al-4V合金に代表される,α+β型Ti合金では,β相の体積分率も機械的特性
に影響を及ぼすことから,X線回折装置(㈱リガク:RINT2000)を用いて,X線回折プ ロファイルを測定し,β相の増加の程度を類推した.X線の管球にはCuを用い,励起電 圧および励起電流はそれぞれ40kV,40mAの条件で測定を行った.
第2章 試験片作製および各種特性評価方法
参考文献
(1) 白石博章,ガスアトマイズ法によるチタン粉末の製造,セラミックス,31,3(1996),
198-201.
(2) 伊藤芳典,針幸達也,佐藤憲治,三浦秀士,加熱脱脂および溶媒脱脂を考慮した MIM用バインダの検討,粉体および粉末冶金,49,6(2002),518-521.
(3) 伊藤芳典,粉末射出成形,チタンの基礎と加工,コロナ社,(2008),150-162.
(4) 齋藤勝義,ファインセラミックス・金属粉体成形用バインダ類の基礎と応用技術,
アイピーシー,(1998),324-334.
(5) 伊藤芳典,針幸達也,佐藤憲治,磯部賢二,大竹正寿,金属粉末射出成形(MIM)用 コンパウンドおよびバインダ樹脂の熱分析による評価,静岡県浜松工業技術センタ ー研究報告,11,(2001),12-17.
(6) 有井忠,金谷貴,岸証,藤井信行,高分解能TG分析法の開発と無機塩の脱水反応 の応用,熱測定,21,4(1994),151-157.
(7) 益田泰明,熱分析の測定ノウハウ ―速度制御熱分析(Dynamic TG,Dynamic TMA) について―,リガクジャーナル,39,1(2008),35-38.
(8) 伊藤芳典,針幸達也,佐藤憲治,磯部賢二,大竹正寿,速度制御熱分析法による MIMコンパウンドの評価と脱脂プロセスへの応用,静岡県浜松工業技術センター研 究報告,13,(2003),13-17.
(9) R. Boyer, G. Welsch and E.W. Collings,Materials Properties Handbook: Titanium Alloys,
ASM International(1994),465.
第3章 Ti-6Al-4V合金の高性能化
第3章 Ti-6Al-4V合金の高性能化
3-1 緒言
TiおよびTi合金の優れた特性と,MIMへ適用するメリットは第1章に述べた.本章 では,機械的特性に優れ,バランスの取れた万能型合金として,Ti合金の中でも最も広 く用いられている Ti-6Al-4V を適用対象材料として取り上げ,種々の混合粉末,合金粉 末を用いて,その焼結特性と機械的特性の関係を詳細に調べることで,MIMで作製され
る Ti-6Al-4V 合金の基本特性の詳細を明らかにし,高性能化を図る.さらに,本合金に
第3元素の添加をすることで,さらなる高性能化を試みた.
Ti-6Al-4V合金は,以前からMIMの適用対象材料としても取り上げられ(1-2),筆者らも
焼結体の特性を向上させるため各種プロセスの検討を行ってきた(3-4).3-2節では,Ti粉 末と種々のAl-40V合金粉末を混合する混合粉末を用い,Al-40V合金粉末の形状あるい は粒径が焼結体の諸特性に及ぼす影響を調べ,原料粉末が焼結体の諸特性に及ぼす影響 を明らかにした.3-3 節では,これらの調査をする中で,原料粉末や種々のプロセス条 件よりも,焼結体の酸素量が引張特性に大きな影響を及ぼしていることが見出され,
Ti-6Al-4V合金の引張特性と,相対密度および酸素量との関係を明らかにすることを目的
として,これまでに蓄積された膨大なデータを基に,さまざまな原料粉末,焼結箱およ び焼結敷板を用いて,種々の条件で焼結された Ti-6Al-4V 合金焼結体の引張特性に及ぼ す相対密度と酸素量の影響について,総合的に検討を行った.
3-3節の結果から,Ti-6Al-4V合金焼結体の強度の上限が見出された.本プロセスで作
製される Ti-6Al-4V 合金は,焼結時に結晶粒が成長し,焼結後に炉内で冷却される際に
相変態し,結晶粒内に粗大な針状組織を呈する.高強度化の手段のひとつとして,金属 組織を制御する方法があり,Ti-6A-4V合金溶製材では,粗大な針状組織よりも,微細な 針状組織のほうが強度,疲労特性に優れているという報告がある(5-6)が,MIM プロセス 中での組織制御は困難である.そこで,3-4 節,3-5節では,粉末冶金法のメリットを生 かし,第3元素を添加することでTi-6Al-4V合金の高強度化の検討を行った.
3-6 節では,東北大学の協力により,Ti-6Al-4V合金焼結体および第3元素を添加した
Ti-6Al-4V合金焼結体の疲労特性を評価した結果を報告する.
第3章 Ti-6Al-4V合金の高性能化
3-2 機械的特性に及ぼす原料粉末の影響
3-2-1 原料粉末および実験方法
原料粉末にはガスアトマイズ法より作製されたTi粉末(大阪チタニウムテクノロジー
ズ㈱:TILOP-45)と,Al-40V合金粉末として粉砕法により作製された不規則形状の微粉
末(日本電工㈱:VAl-3,粒度-20μm),同じく不規則形状の粗粉末(日本電工㈱:VAl-3,
粒度-45μmC),そして球形のガスアトマイズ粉末(大同特殊鋼㈱:60Al-40V粉末)を用 いた.用いた粉末の化学組成および粒径をTable 3-1に,電子顕微鏡写真をFig. 3-1に示 す.不規則形状の微細なAl-40V合金粉末の酸素量は,他のAl-40V合金粉末あるいはTi
Table 3-1 Chemical composition and mean particle size of the powders used in this study.
Figure 3-1 SEM images of a) Titanium, b) Fine irregular Al-40V alloy, c) Coarse irregular Al-40V alloy, and d) Spherical Al-40V alloy powders used in this study.
Al V Fe O C
--- --- 0.044 0.140 0.008 24.4
Fine irregular Bal. 41.0 0.24 0.47 0.02 6.4
Coarse irregular Bal. 39.7 0.33 0.20 0.01 20.0
Spherical 59.5 Bal. 0.13 0.12 0.02 26.0
particle size (μm) Ti
Al-40V
Chemical composition (mass%)
a) Titanium powder b) Fine irregular Al-40V alloy powder
c) Coarse irregular Al-40V alloy powder
d) Spherical Al-40V alloy powder
10μm
10μm 10μm10μm
10μm
10μm 10μm10μm
第3章 Ti-6Al-4V合金の高性能化
粉末と比較して数倍程高い値となっている.
焼結体の作製は前節2-1に従い,焼結時間を14.4ksとし,焼結温度を1323Kから1623K まで 50K間隔で 7 水準について行い,Al-40V 合金粉末の粒径及び形状と焼結温度が焼 結体の諸特性に及ぼす影響を調べた.
焼結体の各種特性評価は,前節2-2による.
3-2-2 実験結果および考察
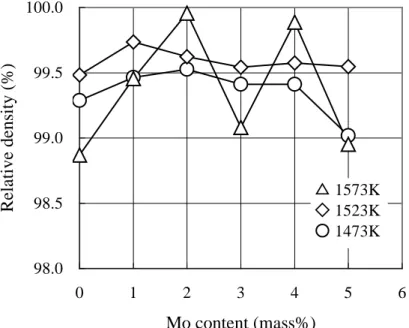
Fig. 3-2に相対密度の焼結温度依存性を示す.すべての混合粉末で,焼結温度の上昇と
ともに密度が向上し,1573K以上の焼結では相対密度が98%を超える高密度の焼結体が 得られている.Al-40V合金粉末に関しては,球状のアトマイズ粉末を用いた場合と比較 して,不規則形状の粗粉末では0.2%程度,微粉末ではさらに1%程度高い密度が得られ ている.やはり微細な Al-40V 合金粉末を混合したことで,粒度が大きなアトマイズ Ti 粉末の粒子間に微細な粉末粒子が充填され全体の粉末充填密度が向上し,さらに不規則
形状の Al-40V 合金粉末では粉末同士の接触点が増加することからも焼結が促進され,
球状のアトマイズ Al-40V 合金粉末を用いる場合よりも同じ焼結温度においては高密度 の焼結体が得られたものと考えられる.
Figure 3-2 Effect of sintering temperature on the relative density of Ti-6Al-4V alloy compacts for using 3 types of Al-40V powders.
92 94 96 98 100
1273 1373 1473 1573 1673
Sintering temperature (K)
Relative density (%)
○ Fine irregular powder
◇ Coarse irregular powder
□ Spherical powder
第3章 Ti-6Al-4V合金の高性能化
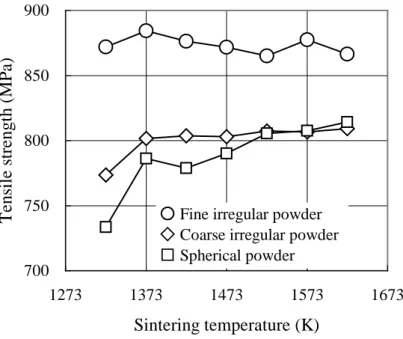
Figure 3-3 Effect of sintering temperature on the tensile strength of Ti-6Al-4V alloy compacts for using 3 types of Al-40V powders.
Figure 3-4 Effect of sintering temperature on the elongation of Ti-6Al-4V alloy compacts for using 3 types of Al-40V powders.
700 750 800 850 900
1273 1373 1473 1573 1673
Sintering temperature (K)
Tensile strength (MPa)
○ Fine irregular powder
◇ Coarse irregular powder
□ Spherical powder
0 5 10 15 20
1273 1373 1473 1573 1673
Sintering temperature (K)
Elongation (%)
○ Fine irregular powder
◇ Coarse irregular powder
□ Spherical powder
第3章 Ti-6Al-4V合金の高性能化
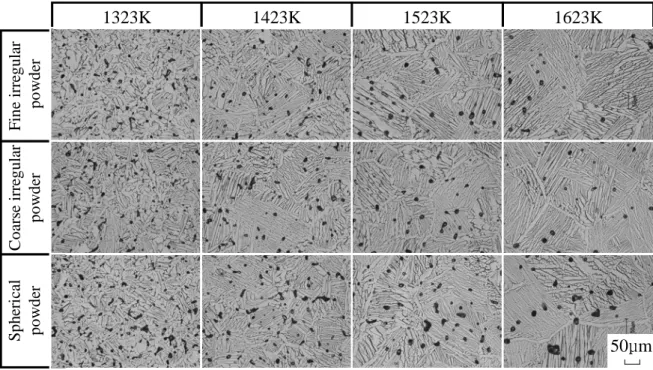
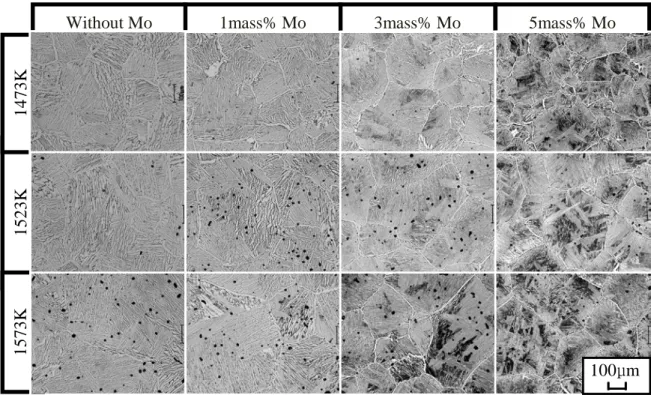
Figure 3-5 Microstructures of Ti-6Al-4V alloy compacts sintered at various temperatures for using 3 types of Al-40V powders.
Fig. 3-3,3-4に機械的特性の焼結温度依存性を示す.いずれの混合粉末を用いた場合
でも,焼結温度の上昇とともに引張強度は若干の向上が認められるが,高温域では焼結 温度によらずほぼ一定の値を示している.Al-40V合金粉末に関しては,球状のアトマイ ズ粉末あるいは不規則形状の粗粉末を用いた焼結体の引張強度は 800MPa程度であるの に対し,不規則形状の微粉末を用いた焼結体では870MPa程度と70MPaも高い値を示し た.一方,伸びについては,最も低い密度を示した球状のアトマイズ粉末を用いて1323K で焼結した焼結体を除き,多少のばらつきがあるものの焼結温度によらず,12~13%の良 好な値を示していることがわかる.Al-40V合金粉末に関しては,概して不規則形状の微 粉末を用いた焼結体がいずれの焼結温度においても13%程度の高い値を示している.
次に,組織観察を行った結果をFig. 3-5に示す.すべての焼結体において,針状のα+β 組織が観察され,基地組織において特に Al-40V 合金粉末の違いによる差異は見られな い.一方で,焼結温度の上昇とともに針状のα相が伸長増大していることが確認される が,この針状組織は冷却過程で焼結時に成長した等軸状のβ相の変態により生じるもの
で,1523K以上の焼結では変態前のβ結晶粒(旧β粒)の大きさは100μmを超える粗大
なものであったことが示唆される.また,旧β粒の大きさに着目すると,いずれの混合 Spherical powderCoarseirregular powderFineirregular powder
1623K 1523K
1423K 1323K
50μm 50μm