大阪府立大学大学院工学研究科航空宇宙海洋系専攻 Division of Aerospace and MarineSystem Engineering, Graduate School of Engineering, Osaka Prefecture Univer-sity
大阪大学接合科学研究所
Joining and Welding Research Institute, Osaka University 大阪大学大学院工学研究科マテリアル生産科学専攻
Division of Materials and Manufacturing Science, Graduate School of Engineering, Osaka University
原稿受付:2020年10月20日 論文受理:2021年 2 月12日 軽 金 属 溶 接 Vol. 59 (2021) No. 5
摩擦攪拌接合時の力学的挙動の数値解析的検討
生島 一樹,李 志浩,木谷 悠二,前田 新太郎, 宮坂 史和,柴原 正和Study on Mechanical Behavior during Friction Stir Welding Using Numerical Simulation
Kazuki Ikushima, Zhihao Li, Yuji Kitani, Shintaro Maeda, Fumikazu Miyasakaand Masakazu Shibahara
In the present study, the authors proposed a numerical analysis procedure to evaluate both material flow and tool strength due to friction stir welding (FSW) using particle method and finite element method (FEM). In the proposed evaluation method, material flow during FSW is simulated by the particle method. And then, the calculat-ed pressure distribution on the tool surface is interpolatcalculat-ed in the FEM analysis for the evaluation of tool strength. The proposed method was applied to the investigation of the influence of the traveling and rotation speed on the maximum temperature in the welded material. Stresses on the tool surface was also investigated using the proposed method. The result indicated that the traveling speed has large effect on surface stress while the effect of rotation speed on surface stress is small.
Key Words: Friction Stir Welding, Numerical analysis, Particle method, Finite element method, Tool strength
1. 緒 言
摩 擦 攪 拌 接 合 ( FSW ) は 1991 年 に イ ギ リ ス の TWI (The Welding Institute)によって開発された接合法であ る.FSW では,ショルダーとプローブから成る工具(ツ ール)を高速で回転させながら被接合材に挿入し,ツール の回転作用と接合材との相対移動によって材料に摩擦熱を 生じさせ,さらに回転によって接合界面付近を塑性流動さ せることで,攪拌と混合作用によって接合する非溶融接合 法のひとつである.従来の溶接法と比較すると,最高到達 温度が融点以下で,被接合材が固相状態のまま接合するた め,入熱量が小さく,溶接残留応力や溶接変形を小さく抑 えることができる.また,ツールの攪拌作用により接合部 の結晶粒が微細化されるため,溶融接合に比べて継手が高 強度 であり ,継 手の母 材性 能が保 たれ る等の 利点 があ る1)3).このような特徴から FSW は非溶融接合法として 注目されており,国内において鉄道車両や自動車に FSW が適用された事例や,欧米において船舶や航空機に適用さ れた事例が報告されている2)5).また,これまでの研究開 発により,FSW に関する種々のプロセスの開発や接合部 の機械的特性,組織的変化に関する多くの知見が得られて おり,種々のアルミニウム合金における接合性が明らかに されてきた.さらに,近年ではアルミニウム合金だけでな く,銅合金などでも実用化され始めている3). このように,FSW はさまざまな分野で応用に向けた技 術開発や研究が進められているが,実験的な研究が多いの が実情である.FSW 時の材料の流動過程を可視化する試 みも行われているが6)8),数値解析を用いることで材料の 流動状態だけでなくひずみや温度などの物理量の場を予測 することができ,さらには,接合中のツールの力学的な挙 動なども検討できると考えられることから,数値解析も有 用な検討手法として期待できる.FSW 時の力学シミュレ ーション手法もいくつか提案されている9)11)が,解析時 に計算格子が必要となる有限要素法(FEM)や有限差分 法を基にした手法が大半であり,材料の流動に伴う計算格 子の破綻が問題となり,ツール挿入時の材料の変形や材料 の流動域の変遷などを予測することは極めて困難である.
軽 金 属 溶 接 Vol. 59 (2021) No. 5 そこで,本研究では,FSW 時の材料の塑性流動を数値 解析により予測するための手法として,著者らの一人が提 案している粒子法に基づく解析手法12),13)に注目し,ツー ルの回転速度と接合速度が A1100 アルミニウム板材接合 部の FSW 時の温度上昇に及ぼす影響について,シミュレ ーションにより検討する.さらに,FEM による力学解析 手法と連携させることで,FSW 時のツールの強度を評価 する手法を構築し,接合中のツールに生じる応力分布につ いて検討し,接合条件がツール強度に及ぼす影響について 考察する. 2. 解 析 手 法 被接合材料に対して回転するツールを挿入し,ツールと 材料の摩擦力により材料を流動および攪拌させることで接 合を行う FSW においては,材料に非常に大きなひずみを 生じることから,FEM をはじめとする格子法ベースの解 析手法では,解析格子が破綻し解析が困難となる.本研究 では,FSW 時に材料に生じる極めて大きなひずみに対応 するため,粒子法に基づく解析手法を採用した.ここで は,その離散化方法について述べる. また,接合中のツールの強度について検討するために本 研究で提案する FEM と粒子法を連携させるための解析手 法についても述べる. 2.1 粒子法による FSW のモデル化 本研究では,FSW 中の材料の流動現象を次式に示す非 圧縮性流体の支配方程式である NavierStokes 方程式と質 量保存則で表せると仮定する. Dui Dt=- 1 r &p &xi +& &xj
(
h r &ui &xj)
+gi (1) &ui &xi =0 (2) ここで,u,r,p,h,g は,それぞれ,速度,密度,圧 力,粘性係数,重力加速度であり,各変数の右下付きの i は各変数の方向成分を表す.式(1)の左辺は物質微分であ り,物理量が計算点とともに移動することを示す.一般的 に,Euler 法ベースの FEM や差分法では,物質微分を表 現するために移流項が必要となるため,計算が複雑となる が,本研究で使用する MPS(Moving Particle Semiim-plicit)法14)およびメッシュフリー法15)に基づく粒子法で は,計算点を表す粒子を直接移動させる Lagrange 法であ ることから移流項の計算は必要ない.式(1),(2)の計算 は半陰的に行う.すなわち,最初に,式(1)から圧力勾配 の項を除いた式(3)により仮の速度 uを求め,その後,式 (4)に示す圧力のポアソン方程式を解くことで圧力を決定 し,求めた圧力により式(5)を用いて速度を修正する.ま た,式(6)により,粒子の位置を更新する. ui=uti+(
& &xj(
h r &ui &xj)
+gi)
Dt (3) & &xi &pt &xi =r Dt &ui &xi (4) uit+Dt=ui- 1 r &pt &xi (5) xit+Dt=xit+uit+DtDt (6) ここで,ut,ut+Dt,Dt,pt,xt,xt+Dtは,それぞれ,時刻 tおよび t+Dt での速度,時間増分,時刻 t での圧力,時 刻 t および t+Dt での位置である.本研究では,式(3), (4),(5)の粘性項および圧力勾配項,速度勾配項に関し て,計算の安定性の観点からメッシュフリー法15)を採用 した. FSW では,材料の塑性流動による塑性仕事により発熱 するため,温度場も解析する必要がある.温度場の支配方 程式は式(7)の通りである. DT Dt= k Cr & &xi(
&T &xi)
+ q Cr (7) ここで,T,k,C,qは,それぞれ,温度,熱伝導率,比 熱,発熱量である.式(7)の計算には,計算の安定性の点 から MPS 法を採用した.発熱量は塑性仕事により発生す るものとして次式により求める. q=g šs _še (8) g, šs, _še は,それぞれ,発熱効率,流動応力,相当塑性ひ ずみ速度である.g は経験的に良く使用される値である 90%16)を使用し,塑性変形で生じた仕事の90%が発熱量 に変換されるものとした.相当塑性ひずみ速度は,FSW 時の変形に占める弾性変形の比率が小さいものとして式 (9)により求め,流動応力は式(11)に示す温度と相当塑性 ひずみ速度に依存した構成則17)により決定した. _še= 2 3 e·ije·ij (9) ·eij= 1 2(
&ui &xj +&uj &xi)
(10) š s=1 aln{(
Z A)
1 n +[
Z A 2 n +1]
1 2}
, Z= _še exp(
Q RT)
(11) ここで, _še, ·eij, šs は,それぞれ,相当塑性ひずみ速度, ひずみ速度テンソル,相当流動応力であり,ひずみ速度テ ンソルは式(10)に示すように,速度勾配から求める.速 度勾配は,周囲の粒子との速度差より算出する.また,Q, Rは,それぞれ,活性化エネルギー,気体定数であり,a は材料定数である.なお,粘性係数については,温度依存 性を考慮して,相当流動応力と相当塑性ひずみ速度を用い て式(12)により求める16).これにより,材料の変形抵抗 の大きさを表す粘性係数が温度依存性を有し,温度により 軟化した材料の塑性流動を模擬することができる. h=s( _še, T)š 3 _še (12)
Fig. 1 Interpolation of pressure at integration point.
Fig. 2 Flow of analysis in the present research.
軽 金 属 溶 接 Vol. 59 (2021) No. 5 解析の境界条件として,ツールと接触している材料側の 粒子については,ツールに密着しているものとして,ツー ルの表面速度を拘束条件として与える.また,材料の周囲 は剛体壁であると仮定した. 2.2 ツール強度評価のための解析手法 本研究では,前節の手法により FSW 時の材料の流動状 態をシミュレーションした結果に基づき,ツールに生じる 応力分布を予測し,ツールの強度について検討する.ツー ルの応力は解析精度の点から弾性 FEM 解析により求める ものとした.FEM 解析を行う際に,ツールの表面に作用 する圧力を,Fig. 1 に示すように,ツール表面の要素の ガウス積分点において最小二乗法により補間し,これを式 (13)により,ツールの表面で積分することで等価節点力 として与えるものとした. Fi=-
f
ApnidA (13) ここで,F,A,p,n は,それぞれ,等価節点力,ツール 表面領域,補間により求めた圧力,法線ベクトルを表す. なお,Fig. 1 では,説明のため簡易的に 2 次元的な関係を 示しているが,FSW の解析では 3 次元の解析が必須であ り,本研究では 3 次元の粒子法と FEM による解析を実施 する.そのため,ツール表面の要素のガウス積分点からの 3 次元的な距離に基づき最小二乗法を実行することで圧力 を補間している. 以上の一連の解析システムのフローを Fig. 2 に示す. 本解析システムでは,同図に示すように,まず,FSW 中 の材料の流動状態を粒子法により解析し,その結果得られ た圧力分布からツール表面に作用する荷重分布を算出す
Fig. 3 Analysis model for particle method. Table 1 Material properties of A1100.
Density (kg/mm3) 2.7×104 Q (kJ/mol) 158300
Thermal conductivity
(W/mm/K) 2.34×105 A (/s) exp(24.67) Specific heat (J/kg/K) 900.0 a (/Pa) 0.045×10-6
Melting point (K) 933.0 n 5.66
Fig. 4 Maximum temperature distribution on the cross section at midpoint of welding direc-tion with traveling speed v=60mm/min.
Fig. 5 Maximum temperature distribution on the top of the cross section at midpoint of weld-ing direction with travelweld-ing speed v=60mm/ min. 軽 金 属 溶 接 Vol. 59 (2021) No. 5 る.その後,算出した荷重分布に基づき,ツールの弾性 FEM 解析を実施する.以上の手続きを接合開始から終了 まで繰り返す.なお,以上の解析手法は,著者らの一人が 開発しているインハウスコードの粒子法ソルバー12),13) と,大規模溶接力学解析用の非線形 FEM 熱弾塑性解析コ ードである理想化陽解法 FEM18)をベースに開発した. 3. 解 析 結 果 3.1 施工条件が接合挙動に及ぼす影響の検討 MPS 法を用いた FSW 解析のツールの速度に関する検 討に用いた解析モデルを Fig. 3 に示す.母材の大きさは, 100 mm×48 mm×6 mm であり,ツールのショルダー部 の直径は12 mm,高さが 4 mm である.プローブ上部の 直 径 が 5 mm , プ ロ ー ブ 下 部 の 直 径 が 2 mm , 高 さ が 4 mm である.ツールは初期状態では母材に接触しておら ず,ツールの母材への挿入の過程も含めて解析する.この 過程では,ツールを60 mm/min の速度で深さ4.75 mm ま で母材に挿入する.その後,ツールを回転させながら移動 させる過程を解析する.なお,粒子法の解析に用いた粒子 数は493,173である.A1100 の材料定数は Table 1 に示す ものを仮定した16). 接合速度 v を v=60 mm/min で一定とし,回転速度 N を N=500,750,1000 rpm としたときのツール移動方向 中央における断面の最高到達温度分布を Fig. 4 に示す. また,同断面における被接合材の表面の最高到達温度をグ ラフ化したものを Fig. 5 に示す.同図より,回転速度の 増加に伴い,最高到達温度が大きくなる傾向が確認でき る.これは,ツールの回転速度が増加することで,ツール の周囲の材料の塑性流動現象が大きくなり,その結果,発 熱量が大きくなったものと考えられる. 同様に,回転速度 N を N=1000 rpm で一定とし,接合
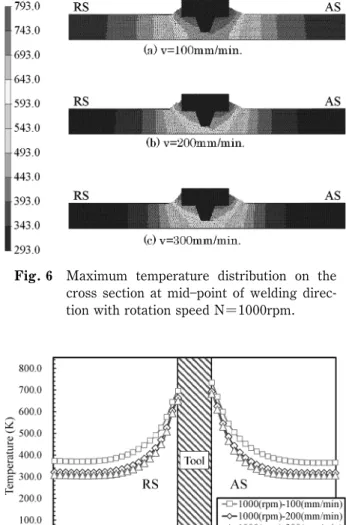
Fig. 6 Maximum temperature distribution on the cross section at midpoint of welding direc-tion with rotadirec-tion speed N=1000rpm.
Fig. 7 Maximum temperature distribution on the top of the cross section at midpoint of weld-ing direction with rotation speed N=1000 rpm.
Fig. 8 FE analysis model of tool.
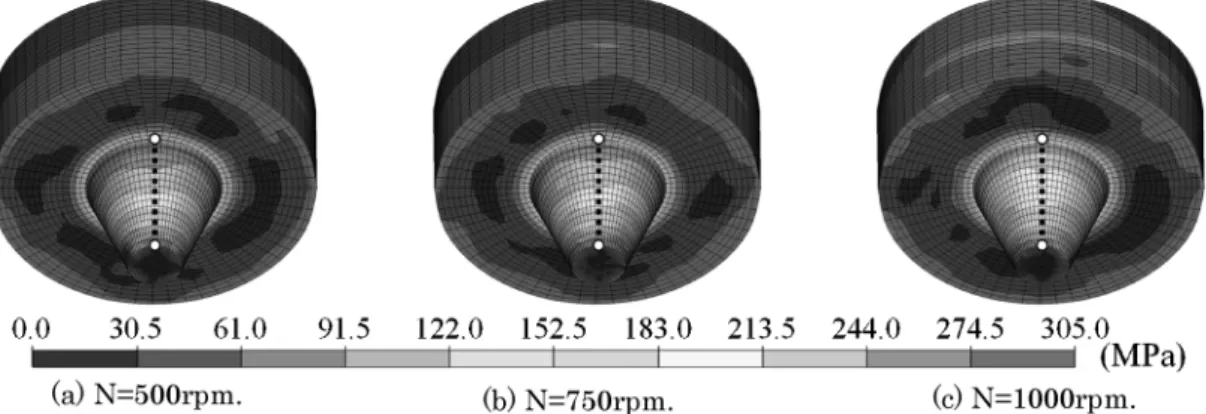
軽 金 属 溶 接 Vol. 59 (2021) No. 5 速度 v を v=100,200,300 mm/min としたときの断面 温度分布を Fig. 6 に示す.また,被接合材の表面温度を グラフ化したものを Fig. 7 に示す.同図より接合速度を 大きくした場合,温度上昇は生じづらくなることがわかっ た.これは,接合速度が速くなると,1 回転あたりのツー ルの接合距離が大きくなるのに従い,回転による塑性流動 が小さくなるためと考えられる.また,Fig. 5 および 7 よ り,Advancing side(AS)側の材料の最高到達温度が, Retreating side(RS)側より高くなっていることが確認 できる.これは,AS 側において,ツールの移動と回転の 方向が一致しているため,発熱量が増加するということが 報告されており19)この傾向と対応していると考えられる. 以上のように,本解析では実験と近い定性的傾向が得ら れており,FSW 時の流動現象をモデル化できているもの と考えられる. 3.2 接合中のツール強度の評価 第 2 章で示したツールの応力評価手法に基づき,FSW 時のツールに生じる応力分布について検討する.材料の流 動解析モデルおよび条件については,前節と同じものを使 用した.Fig. 8 にツールの応力評価に使用した FEM 解析 モデルを示す.ツールは材料と接触する部分とその周辺の みモデル化した.また,ツールは強制的に回転を与えられ ることから,上部を完全拘束するものとした.なお,静的 解析では材料から受ける荷重のみ考慮し,回転に伴う遠心 力 は 考 慮 し な い も の と し た . ツ ー ル の 材 料 は 工 具 鋼 (SKD61)を仮定し,ヤング率を210 GPa,ポアソン比を 0.3とした. 接合速度 v を60 mm/min で一定とし,回転速度 N を N =500, 750, 1000 rpm とした場合に,接合開始から 5 秒後 でのツール表面の相当応力分布を Fig. 9 に示す.同図は ツールを移動方向前方より見たときのものである.Fig. 9 より,回転速度を大きくした場合,ツール表面の相当応力 はわずかに減少することが確認できる.これは,前節で示 した通り,回転速度が大きくなることで母材の温度が上昇 し,母材が軟化するため,ツールにかかる表面応力が小さ くなることに対応していると考えられる.同様に,回転速 度 N を1000 rpm で一定とし,接合速度 v を v=100,200, 300 mm/min とした場合の,移動方向前方から見たツール 表面の相当応力分布を Fig. 10に示す.Fig. 10より,接合 速度を大きくした場合,表面の相当応力が大きくなること
Fig. 9. Surface equivalent stress distribution in tool with traveling speed v=60mm/min.
Fig. 10. Surface equivalent stress distribution in tool with rotation speed N=1000rpm.
Fig. 11. Surface equivalent stress distribution in tool with traveling speed v=60mm/min.
Fig. 12. Surface equivalent stress distribution in tool with rotation speed N=1000rpm.
軽 金 属 溶 接 Vol. 59 (2021) No. 5 を確認した.接合速度が大きい場合,単位時間当たりにツ ールが母材中を移動する距離が大きくなることから,プロ ーブ部に作用する圧力が大きくなることから,表面応力が 大きくなったものと考えられる.また,同図(c)に示すよ うに,接合速度が大きい場合,ショルダーに母材が接触 し,ショルダー部の応力が大きくなることも確認できる. 表面応力が大きくなっているプローブ部について,Fig. 9 および10中に点線でしめすツールの移動方向の前面の線 上の相当応力分布を比較したものを Fig. 11および12に示 す.これらの図からも,回転速度を大きくしたときは表面 応力が減少し,接合速度を大きくしたときは,表面応力も 大きくなることが確認できる. 本節で示したように,提案手法を用いることで,実験に よる計測が極めて困難な接合中のツールの応力状態につい て検討することが可能であり,接合条件の検討やツール形 状の開発において有効であると考えられる.今後の課題と
軽 金 属 溶 接 Vol. 59 (2021) No. 5 して,ツールの損傷状態のより詳細な分析の結果を踏まえ た一層の高精度化が必要であるといえる. 4. 結 言 本研究では,著者らの一人が提案しているメッシュフリ ー法および粒子法に基づく FSW 時の材料の流動状態のシ ミュレーション手法に注目し,アルミ合金接合時の加工条 件が非接合部材の加工中の温度分布に及ぼすについて検討 した.その結果,ツールの移動速度が一定で回転数が大き くなると,被接合部材に発生する塑性ひずみが増加し,被 接合部材の温度が高くなる傾向が示された.加えて,ツー ルの回転数が一定で移動速度が大きくなると,ツールの 1 回転あたりの塑性流動量が減少し,被接合材の温度が低く なる傾向も確認された.また,いずれの場合においても, AS 側の温度が RS 側より高くなっており,これまでに確 認されている傾向と一致することを確認した. 接合中の FSW のツールに生じる応力状態を評価するた め,上記の FSW 中の塑性流動解析手法を FEM 解析と連 携させる手法を提案した.提案手法をアルミ合金の FSW 時のツールの応力評価に適用した結果,ツールの回転速度 が大きい場合にツールの相当応力が大きくなり,また,ツ ールの移動速度が大きい場合にツールに発生する相当応力 が大きくなる可能性があることが示された. 謝辞 本研究の一部は経済産業省 革新的新構造材料等技術開 発(ISMA)のテーマ46「摩擦接合共通基盤研究」の委託 事業の一環として実施した.ここに謝意を示す. 参 考 文 献 1) 藤井英俊:溶接法および機器FSW,溶接学会誌,Vol.78, No.4(2009), pp.274282. 2) 岡村久宣,青田欣也,高井英夫,江角昌邦:摩擦攪拌接合 (FSW)の開発状況と適用上の課題,溶接学会誌,Vol.72, No.5(2003), pp.436444. 3 ) 溶 接 学 会 編 : 摩 擦 攪 拌 接 合FSW の す べ て , 算 法 出 版 (2006). 4) 大石郁,藤井英俊:FSW 技術と自動車への適用例,まてり あ,Vol.53, No.12(2014), pp.603607. 5) 志水栄一,奈良圭祐:船舶へのFSW の適用について 海外 及 び 国 内の 動 向 , 日本 船 舶 海 洋 工学 会 誌KANRIN , Vol.5 (2006), pp.5355. 6) 朝長直也,高野有紗,川西祥一,山根岳志,柴柳敏哉:ダ ブルスパイラルツールによる摩擦攪拌接合における塑性流動 促進効果,溶接学会論文集,Vol.38, No.1(2020), pp.3440. 7) 森貞好昭,今泉拓也,藤井英俊:高輝度X 線透過システム を用いた摩擦攪拌接合における欠陥形成機構の解明,溶接学 会論文集,Vol.32, No.1(2014), pp.3137.
8) Y. Morisada, H. Fujii, Y. Kawahito, K. Nakata, M. Tanaka: Threedimensional visualization of material flow during fric-tion stir welding by two pairs of Xray transmission systems, Scripta Materia, Vol.65, No.12(2011), pp.10851088. 9) S. Guerdoux, L. Fourment: A 3D numerical simulation of
different phases of friction stir welding, Modelling and Simula-tion in Materials Science and Engineering, Vol.17, No.7 (2009), 075001.
10) R. Nandan, G. G. Roya T. J. Lienert, T. Debroy: Three
dimensional heat and material flow during friction stir welding of mild steel, Acta Materia, Vol.55, No.3(2007), pp.883895. 11) M. Song, R. Kovacevic: Numerical and experimental study of the heat transfer process in friction stir welding, Proceed-ings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, Vol.217, No.1(2003),:pp.7385. 12) 光藤健太,宮坂史和:数値解析によるFSW ツール形状が 材料流動に及ぼす影響の検討,溶接学会論文集,Vol.36, No.3 (2018), pp.193198.
13) 宮坂史和:粒子法による摩擦攪拌接合の数値解析技術の開 発,溶接学会誌,Vol.88, No.3(2019), pp.180182.
14) S. Koshizuka, H. Tamako, Y. Oka: A particle method for in-compressible viscous flow with fluid fragmentation, Computa-tional Fluid Dynamics Journal, Vol.4(1995), pp.2946. 15) G. Yoshikawa, S. Matsuzawa, K. Hirata, F. Miyasaka:
Meshless method based on weighted least square method for electrohydrodynamic problems, IEEE Transactions on Mag-netics, Vol.51, No.3(2015), 7200304.
16) G. Yoshikawa, F. Miyasaka, Y. Hirata, Y. Katayama, T. Fuse: Development of numerical simulation model for FSW employing particle method, Science and Technology of Weld-ing and JoinWeld-ing, Vol.17, Issue 4(2012), pp.255263. 17) T. Sheppard, A. Jackson: Constitutive equations for use in
prediction of flow stress during extrusion of aluminum alloy, Materials Science and Technology, Vol.13, No.3(1997), pp.203209.
18) 生島一樹,伊藤真介,柴原正和:GPU を用いた並列化理想 化 陽 解 法FEM の 開 発 , 溶 接 学 会 論 文 集 , Vol.31, No.1 (2013), pp.2332.
19) M. Maeda, H. Liu, H. Fujii, T. Shibayanagi: Temperature field in the vicinity of FSWtool during friction stir welding of aluminum alloys, Welding in the World, Vol.49, Issue 4 (2005), pp.6975.
執筆者の紹介
生島 一樹 李 志浩
木谷 悠二 前田 新太郎