1. 緒 言
炭素繊維強化プラスチック ( Carbon Fiber Reinforced Plastics:CFRP ) は,航空機体や宇宙ロケットの圧力容器 など幅広い分野で使用され,自動車の車体などにも使用さ れている.加えて,水素自動車や水素ステーションの燃料 タンクにも使用されている ( 1 ).CFRP に代表される複合 材料は,繊維を束ねて積層し,樹脂材などで固めて製作さ れるため,強度評価に用いられる引張試験などにおいて, ① 樹脂割れ,② 層間剥離,③ 繊維破断,④ 破断,の順 に損傷が進行することが知られている. 複合材料が使用される場所や設計強度により,許容され る破壊現象が異なるため,材料強度評価としては各破壊ス テップの現象を捉えることが求められている.しかし,樹 脂割れや層間剥離などの微小破壊を,試験機の荷重や変位, ひずみなどの従来の評価方法で検知することは困難である. 一方,Acoustic Emission ( AE ) 法は,CFRP に代表され る複合材料における健全性評価手法として普及しており, カイザー効果を用いた方法は ASME ( American Society of Mechanical Engineers ) 規格にも制定されている ( 2 ),( 3 ). しかし,カイザー効果の成立有無を確認するには負荷・除 荷を繰り返すことが必要となる.さらに,材料強度をカイ ザー効果から判断するには,応力を細かなステップで繰り 返し負荷・除荷する必要があるため,初期破壊荷重の調査 など,材料強度評価試験には本手法は適さない.このた め,カイザー効果成立前後に変化する AE パラメータの 調査が必要である. CFRPの損傷に伴い発生する AE の周波数域について は,さまざまな報告がされている ( 4 ),( 5 ).筆者らは短冊 形の試験片を用いた引張試験において,重心周波数 ( Frequency Center Of Gravity:F.C.O.G ) が負荷応力に伴 い,連続的に変化することを確認しており,本手法を適用 した解析法を提案している ( 6 ). 本稿では,実際の CFRP 製圧力容器を製作し,耐圧試 験における本手法の適用性を確認したので報告する. 2. F.C.O.G 手法の解説 F.C.O.Gとは,AE 信号の周波数解析結果におけるスペ クトルの代表値である.重心とは,加重平均を指してお り,周波数 f iにおける成分強度 A( f i ) の積和を,成分強 度の総和で割った値となる( ( 1 ) 式 ). F C O G A f f A f i i i i i . . . ( ) * ( ) =
∑
∑
... ( 1 ) 短冊型の CFRP 引張試験時の AE 計測結果例における AE発生数( ヒット数 )と試験荷重の時間履歴を第 1 図 に示す.左縦軸および緑線は 1 s ごとに発生した AE 発 生数( ヒット数 )を,右縦軸および赤線は試験荷重を表 している.本試験は荷重の負荷・除荷を 3 回繰り返すこ とによって,カイザー効果の確認を行った.1,2 回目のAE
法を用いた CFRP 製圧力容器の損傷評価手法
Evaluation Method of CFRP Pressure Vessel using Acoustic Emission
川 﨑 拓 株式会社 IHI 検査計測 研究開発センター研究開発グループ 大 森 真 実 株式会社 IHI 検査計測 検査事業部技術部 大 森 征 一 株式会社 IHI 検査計測 検査事業部技術部 水素自動車や水素ステーションに設置される燃料タンクは,炭素繊維を用いた複合材容器となっている.筆者ら は,炭素繊維強化プラスチック ( CFRP ) に対して,Acoustic Emission ( AE ) 法を用いた健全性評価手法の研究をして きた.短冊形の試験体では,筆者らが提案する独自の周波数解析において層間剥離直前を検知可能であることが確 認されている.本稿では,CFRP 製圧力容器の水圧試験における AE 法を用いた健全性評価手法を紹介する.
The fuel tanks of the hydrogen car and station are made by the pressure vessel using carbon fiber reinforced plastics ( CFRP ). We have studied the evaluation method using acoustic emission. In the tensile test, delamination can be detected using our original method of frequency analysis. In this paper, we introduce the damage evaluation method of the pressure test by CFRP fuel tanks.
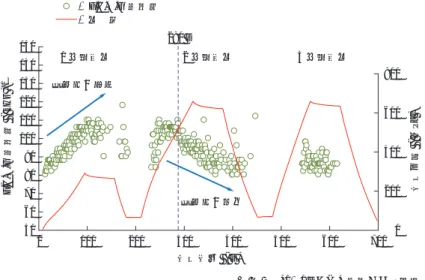
載荷に着目すると,カイザー効果が成立しており,1 回目 の載荷までは試験片が健全であったことを示している.2, 3回目の載荷では,カイザー効果が成立しなかった.AE が発生した荷重を先行荷重で除した値をフェリシティ比 ( 以下,FR )と呼び,ASME では FR が 0.95 以上を合 格としている.3 回目の載荷では FR が 0.7 となったた め,本試験片が健全性を失ったのは 2 回目の載荷中であ ることが確認できる. 第 2 図に,CFRP 試験片の引張試験時に取得した AE 信号波形例を示す.周波数解析結果より,150 kHz 近傍 を境に低周波数領域と高周波数領域で傾向が異なることが 確認できる.高周波数領域では損傷の有無にかかわらず, 負荷応力に伴いピーク周波数が高くなっている.一方で, 低周波領域では損傷が発生したと考えられる抽出波形Ⅲに おいてピーク周波数が低下している.このことから, 150 kHz以下の周波数帯に着目している.AE 信号源の周 波数成分は,損傷の入る速度や超音波伝搬体の成分などの 要因でさまざまな周波数が混在するため,F.C.O.G に着目 した解析方法を実施している. 第 3 図には F.C.O.G 集中部と荷重の時間履歴を示し, 左縦軸と緑丸は F.C.O.G が 1 s ごとに最も集中した周波 数を示している.第 1 図より,試験片が健全であると考 えられる 1 回目の載荷では,荷重の増加とともに F.C.O.Gは高くなっている.一方で,健全性を失ったと考 えられる 2 回目の載荷では,試験時間 280 s 近傍におい て F.C.O.G が急低下していることが確認できる. 筆者らは,このようなカイザー効果の成立有無と F.C.O.Gの関係を確認・報告しており,積層方法の異なる CFRP試験片でも同様の傾向が確認できている.さらに, 断面観察の結果,F.C.O.G が上昇するとマイクロクラック が,F.C.O.G が低下するとマトリクスクラックが発生する ことを確認しており,F.C.O.G が低下しきると層間剥離が 発生する ( 7 ). AE 発生数 ( 回 ) *1 試験時間 ( s ) 1回目載荷 2回目載荷 3回目載荷 ( 注 ) FR:フェリシティ比 *1:1 s ごとの発生数 300 200 100 50 0 400 500 600 700 250 300 150 0 200 100 :AE 発生数 :試験荷重 :抽出波形Ⅰ,Ⅱ,Ⅲ FR = 0.7 FR = 1.0 Ⅰ Ⅱ Ⅲ 試験圧力 ( MPa ) 800 400 600 200 0 第 1 図 AE 発生数および試験荷重の時間履歴
Fig. 1 Example results of AE testing by tensile test
振幅値 ( mV ) 時 間 ( µs ) 100 0 50 150 振幅値 ( mV ) 周波数 ( kHz ) 300 200 100 0 400 −0.4 −50 100 0 50 150 −50 100 0 50 150 −50 −0.2 0.4 0.2 0.0 0.00 0.05 0.04 0.03 0.02 0.01 0.00 0.05 0.04 0.03 0.02 0.01 0.00 0.05 0.04 0.03 0.02 0.01 −0.4 −0.2 0.4 0.2 0.0 −0.6 −0.4 −0.2 0.4 0.6 0.2 0.0 150 kHz ( a ) 抽出波形Ⅰ 時間波形 周波数解析結果 振幅値 ( mV ) 時 間 ( µs ) 振幅値 ( mV ) 周波数 ( kHz ) 300 200 100 0 400 150 kHz ( b ) 抽出波形Ⅱ 時間波形 周波数解析結果 振幅値 ( mV ) 時 間 ( µs ) 振幅値 ( mV ) 周波数 ( kHz ) 300 200 100 0 400 150 kHz ( c ) 抽出波形Ⅲ 時間波形 周波数解析結果 第 2 図 抽出波形
3. CFRP 製圧力容器における水圧試験 F.C.O.G手法の適用性を確認するため,CFRP 製圧力容 器を作製し,水圧試験を実施した.第 1 表に CFRP 製圧 力容器の仕様を示す.シリンダ部およびドーム部でそれぞ れ型取りしたポリエチレン樹脂の部品を溶着してタンク型 のライナを作製している.これに樹脂を含浸させた炭素繊 維を巻き付け,オートクレーブにて熱硬化処理を行い成型 した. センサ設置図を第 4 図に示す.CFRP 製圧力容器には, 周方向に等間隔 ( 0°,120°,240° ) で 3 個の VS150-RIC ( Vallen Systeme 社:ドイツ )センサを取り付けた.本セ ンサは 150 kHz に共振周波数をもつプリアンプ内蔵型の AEセンサである.これをシリンダ部 3 段,ドーム部各 1 段に設置した. 第 5 図に破断した際の CFRP 製圧力容器を示す.第 5 図 - ( a ) は CFRP 製圧力容器外観,- ( b ) はエンド側破 断面である.ライナ溶着部を確認したところ,断面がきれ F.C.O.G 集中部 ( kHz ) *1 試験時間 ( s ) 周波数が低下 周波数が上昇 280 s 300 200 100 70 0 400 500 600 700 120 150 140 130 100 50 110 90 60 80 :F.C.O.G 集中部 :荷 重 ( 注 ) *1:1 s ごとに集中した周波数 試験圧力 ( MPa ) 800 400 0 600 200 1回目載荷 2回目載荷 3回目載荷 第 3 図 F.C.O.G 集中部における時間履歴
Fig. 3 F.C.O.G vs. time
170 288 312 170 200 シリンダ 591 883 154 注水側 エンド側 口金部 138 200 Ch.4 Ch.1 Ch.10 Ch.13 Ch.21 A - A Ch.18 Ch.20 Ch.23 Ch.22 Ch.11 Ch.12 Ch.2 Ch.3 Ch.5 Ch.6 Ch.14 Ch.15 Ch.7 Ch.8 Ch.9 A A Ch.1 Ch.10 Ch.12 0° 180° 240° 120° 270° Ch.17 Ch.19 90° Ch.16 Ch.18 Ch.11 Ch.3 Ch.2 Y Y X ( 注 ) , , :センサの配置位置 Ch.1~ Ch.23 :センサの配置番号 Ch.16 Ch.19 Ch.17 第 4 図 センサ設置図( 単位:mm )
Fig. 4 Sample image of CFRP pressure vessel and sensor setting ( unit : mm )
第 1 表 CFRP 製圧力容器仕様
Table 1 Pressure vessel specification
項 目 単 位 仕 様 炭 素 繊 維 巻 き 厚 mm 20 寸 法 周 長 mm 938 外 径 mm 298 全 長 mm 1 102 炭 素 繊 維 − T700*1 ラ イ ナ 樹 脂 材 料 − ポリエチレン 口 金 材 質 − アルミニウム 6061-T6 ( JIS H 0001 ) 成 型 方 法 − フィラメントワインディング ( 注 ) *1:東レ株式会社製
いに破断しており,本供試体はエンド側ドーム部ライナ溶 着部から破断したと考えられる.その他の CFRP 部分に は目立った損傷は見られなかった. 第 6 図に圧力負荷パターンおよび AE 発生傾向を示す. 横軸に試験時間,左縦軸と緑線に 1 s ごとに発生した AE 発生数,右縦軸と赤線に圧力を示す.圧力は 20 MPa ご とに圧力負荷,保持,除荷を繰り返し,試験体が破断する まで実施した場合,破断圧力は 135 MPa であった.FR と F.C.O.G の変化を比較するため,負荷・除荷を細かい ステップで実施した. 第 7 図は FR を確認するため,横軸を試験圧力,縦軸 を 0.1 MPa ごとに発生した AE 発生数( ヒット数 )に整 理したものである.本試験結果では,6 回目載荷までは FR1.0であったが,7 回目載荷にて 0.7 に低下した.この ことから 6 回目載荷の 75 ∼ 100 MPa において ASME 規格上許容できなくなる損傷が発生したと予想される. 第 8 図に 1 ∼ 15Ch. を用いて計算した F.C.O.G 解析結 果を示す.横軸に試験圧力,縦軸に F.C.O.G,色合いは 2 MPa × 2 kHz 内に標定される AE 発生数を示している. AE 発生数 ( 回 ) *1 試験圧力 ( MPa ) 試験時間 ( s ) 破 断 135 MPa 75 MPa 55 MPa 100 MPa 125 MPa ( 注 ) *1:1 s ごとの発生数 2 000 2 000 1 000 0 4 000 6 000 8 000 10 000 6 000 4 000 0 5 000 3 000 60 40 20 140 100 0 120 80 :AE 発生数 :試験圧力 第 6 図 圧力パターンおよび AE 発生傾向
Fig. 6 Tendency of AE hits ( hits and pressure vs. time )
AE 発生数 ( 回 ) *1 試験圧力 ( MPa ) ( 注 ) 4 ~ 5 回目載荷:FR=1.0 5~ 6 回目載荷:FR=1.0 6~ 7 回目載荷:FR=0.7 7~ 8 回目載荷:FR=0.6 *1:0.1 MPa ごとの発生数 60 40 20 2 000 0 80 100 120 140 10 000 12 000 6 000 0 8 000 4 000 :4 回目載荷 :5 回目載荷 :6 回目載荷 :7 回目載荷 :8 回目載荷破断圧力 135 MPa 6回目載荷の 75~ 100 MPa で損傷発生 第 7 図 フェリシティ比
Fig. 7 Felicity ratio ( hits vs. pressure )
注水側 エンド側
( a ) 外 観 ( b ) エンド側
第 5 図 破断時の CFRP 製圧力容器
Fig. 5 Picture of CFRP pressure vessel after broken
F.C.O.G ( kHz ) 試験圧力 ( MPa ) 引張試験では確認され なかった周波数集中部 ( 注 ) *1:2 MPa × 2 kHz に標定される AE 発生数 60 40 20 60 0 10 30 50 70 80 90100110120130140150160 120 140 80 40 100 AE 発生数*1 多 少 第 8 図 F.C.O.G 解析結果 ( 1 ∼ 15Ch. )
エンド側 損傷位置 口金部 F.C.O.G ( kHz ) 試験圧力 ( MPa ) 60 40 20 60 0 130 140 150 120 100 80 50 30 10 160 110 90 70 120 140 100 80 40 試験圧力 ( MPa ) 60 40 20 0 130 140 150 120 100 80 50 30 10 160 110 90 70 試験圧力 ( MPa ) 60 40 20 0 130 140 150 120 100 80 50 30 10 160 110 90 70 F.C.O.G ( kHz ) 60 120 140 100 80 40 試験圧力 ( MPa ) 60 40 20 0 130 140 150 120 100 80 50 30 10 160 110 90 70 注水側 中 央 注水側 2 エンド側 エンド側 2 F.C.O.G ( kHz ) 60 120 140 100 80 40 F.C.O.G ( kHz ) 60 120 140 100 80 40 ( 注 ) :センサの配置位置 Ch.1 ~ Ch.15 :センサの配置番号 *1 : 2 MPa × 2 kHz に標定される AE 発生数 試験圧力 ( MPa ) 60 40 20 0 130 140 150 120 100 80 50 30 10 160 110 90 70 F.C.O.G ( kHz ) 60 120 140 100 80 40 注水側 Ch.4 Ch.1 Ch.10 Ch.13 Ch.11 Ch.12 Ch.14 Ch.15 Ch.2 Ch.3 Ch.5 Ch.6 Ch.7 Ch.8 Ch.9 AE 発生数 *1 多 少 AE 発生数 *1 多 少 AE 発生数 *1 多 少 AE 発生数 *1 多 少 AE 発生数 *1 多 少 第 9 図 各周における F.C.O .G 結果 Fig. 9 Results of F .C.O .G at each position
破断圧力 135 MPa に対して低い圧力 30 MPa で変化し た.30 ∼ 80 MPa にかけて周波数集中部は 60 kHz まで 低下した.FR が低下した 70 ∼ 100 MPa 近傍で周波数は 60 kHz近傍に集中した.これは 2 章で述べた引張試験の 結果と同じ傾向であった.一方で,破断直前の 100 ∼ 135 MPaにおいて F.C.O.G は 90 kHz 近傍に集中し,短 冊形の引張試験時の結果と異なる傾向を示した. 第 9 図に一周ごとに設置したセンサで切り分けた F.C.O.Gの結果を示す.損傷位置に最も遠い注水側におけ る F.C.O.G の結果は,圧力 30 MPa から破断に至るまで 周波数は約 90 kHz に集中したまま,変化がない.その他 の位置では,エンド側に近くなるごとに低周波数成分が増 加していることが確認でき,エンド側に設置したセンサで は低い圧力の時から周波数集中部は低いままであったこと が判明した.このことから,損傷のない箇所から発生する AE信号の F.C.O.G は破断に至るまで 90 kHz 近傍に集中 することが予想される.したがって,各部位に設置された センサで解析することにより,損傷位置を捉えることがで きた. 4. 結 言 本稿では,CFRP 製圧力容器における健全性評価手法 に,従来のカイザー効果とは異なる独自の周波数解析方法 を適用した.ASME 規格に制定されている FR と周波数 の低下は良い一致を示した.健全性評価手法としては,周 波数が 60 kHz まで低下すると ASME 規格に基づく合格 ラインを下回ることが確認できた. 加えて,F.C.O.G は破断圧力 135 MPa に対して,圧力 30 MPaから変化するため,供試体破断に対して 20%近 傍の圧力から破断までの変化を監視することが可能であ る. 一方で,短冊形の引張試験とは異なり,広範囲を監視す るため,損傷に起因した AE 信号と,健全部から発生す る AE 信号が複合されて検知されることが確認された. 今後は実機適用を踏まえ,必要なセンサ数と各センサの監 視範囲を明確にすることで十分な適用性がある. 参 考 文 献 ( 1 ) 川﨑 拓,滝沢真実,中島富男,中村英之,岡崎 順二,中川幸次郎:水圧疲労試験による高圧水素用 CFRP蓄圧器への AE 試験適用性検討,IIC REVIEW, No. 52,2014 年 10 月,pp. 23 − 28 ( 2 ) 上野谷敏之,水谷義弘:3. 損傷・破壊モニタリン グと評価,材料,Vol. 55,No. 3,2006 年 3 月,pp. 341 − 347
( 3 ) ASME Boiler and Pressure Vessel Code Section V Article 11:Acoustic Emission Examination of Fiber Reinforced Plastic Vessels,American Society for Mechanical Engineers Latest edition
( 4 ) F. Lissek,A. Haeger,V. Knoblauch,S. Hloch, F. Pude and M. Kaufeld:Acoustic emission for interlaminar toughness testing of CFRP: Evaluation of the crack growth due to burst analysis,Composites, part B,( 2018. 3 ),pp. 55 − 62
( 5 ) D. Baccar and D. Söffker,Proc.:Identification and classif ication of failure modes in laminated composites by using a multivariate statistical analysis of wavelet coefficients,Mechanical Systems and Signal Processing,Vol. 96,( 2017. 11 ),pp. 77 − 87 ( 6 ) M. Takizawa, H. Kawasaki, H. Nakamura, H. Sato
and I. Iida:Study of the Damage Evaluation Method for the CFRP Material Using F.C.O.G part 1,Proc. in Acoustic Emission XVⅡ,JSNDI International Acoustic Emission Symposium,( 2014. 11 ),pp. 105 − 110
( 7 ) H. Kawasaki,M. Takizawa,H. Nakamura,H. Sato and I. Iida:Study of the Damage Evaluation Method for the CFRP Material Using F.C.O.G part 2, Proc. in Acoustic Emission XVⅡ,JSNDI International Acoustic Emission Symposium,( 2014. 11 ),pp. 111 − 116