ブラスト加工に及ぼす気体噴射雰囲気の影響
8
0
0
全文
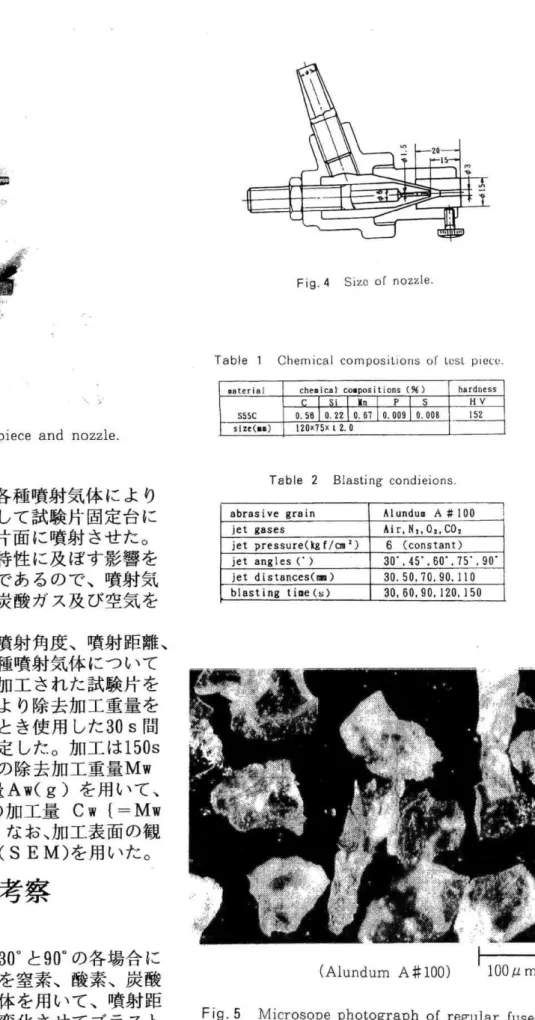
(2) 1.緒. 言. 切 削 加 工 に お け る気 体 噴 射 雰 囲 気 は 切 削 機 構 や 切 削現 象 に大 き く影 響 す る こ とが 明 らか に され て い る1)。 この こ とは ブ ラ ス ト加 工 に も同様 の影 響 が現 れ る も の と予 想 され るが 、 これ に 関 す る研 究 は見 当 た らな い。 溶 射 加 工 に は 粗 面 化 す る た め の前 加 工 と し て 、 一 般 に ブ ラ ス ト加 工 が利 用 され るが 、 通 常 の ブ ラ ス ト加 工 は空 気 の高 速 噴射 流 に ブ ラ ス ト材 を 乗 せ て 高 速 飛 行 させ 、 基 材 表 面 に ブ ラ ス ト材 を衝 突 させ て 、 切 削 加 工 痕 、 塑 性 加 工 痕 、破 壊 痕 な どの加 工 痕 を残 して粗 面 化 さ れ る。 噴 射 空 気 の組 成 は窒 素 、 酸 素 が主 成 分 で 、 そ れ に希 ガ スを 含 ん で い る。 これ らの 成 分 気 体 の 単 体 気 体 噴射 雰 囲 気 が加 工 特 性 に及 ぼす 影 響 を 調 べ るた め に 、 噴 射 距 離 、 噴 射 角 度 、 噴射 時 間 を変 化 させ て 、 窒 素 、 酸 素 、 炭 酸 ガ スの 単 体 気 体 噴 射 雰 囲 気 に よ る ブ ラ ス ト加 工 と通 常 の空 気 噴 射 雰 囲 気 に よ る ブ ラ ス ト加 工 を 行 い 、加 工 量 や加 工 面 の性 状 に及 ぼ す 影 響 につ い て検 討 した 。. 0. Exhauster 1. Abrasive grain tank chamber 2. Blasting 3.Nozzle8. 4.Fixture of testpiece 5. Foot valve10.. Fig.. 2.実 2.1ブ 本実 製作所 そ の装 の全 体. 験 装 置 と方 法. 1. 6. Pressure regulator 7. Pressure regulator Dehumidifier 9. Bomb Air compressor. Plant layout schematic blasting device.. drawing. ラ ス ト加 工 装 置 験 に は吸 引 式 ブ ラ ス ト加 工 装 置(不 二 製SGK-3)を 使 用 した 。Fi&1は 置 の概 略 系 統 図 を 、Fig.2は そ の装 置 写 真 を そ れ ぞ れ 示 す 。 噴射 角 度 と噴 射. 距離 が 変 え られ る よ うにす るた め、Fig.3の 写真 に示 す よ うに試 験 片 固定 台 部 分 は 噴射 角 度 をooか ら90.ま で 傾 斜 で き、 しか も噴 射 距離 を200m皿 ま で 任意 に設 定 で き る よ うに改 良 した 。 ま た、 実 験 に用 い た ノズ ル の 構 造 と 寸 法 をFig.4に 示 す。 2.2試. 験 片. 試 験 片 と し て は 長 さ120mm、 幅75皿m、 厚 さ2 ㎜ の 焼 鈍 し た 炭 素 鋼 板(S55C)を 用 いた。 Table1は 2.3ブ. 試 験 片 の 化 学 成 分 と硬 さ を 示 す 。. ラ ス ト加 工 条 件. ブ ラ ス ト加 工 条 件 はTable2に. 示 す通 りで. あ る 。 ブ ラ ス ト材 と し て は 、Fig.5の. 顕微鏡. 写 真 に 示 す ア ラ ン ダ ム 砥 粒 の#100を. 用 い た。. 噴 射 圧 力 は6㎏f/cm2(ゲ. ー ジ 圧 力)の. 一定. Fig. 2. Experemintal. equipment.. of.
(3) Fig.. Table. 1. Size. 4. Chemical. material. c Si. Fig. 3. Fixture. of testpiece. and. 120x75x. Table. の も とで 、 ブ ラ ス ト材 を 各 種 噴射 気 体 に よ り Fig.4に 示 す ノ ズ ル を介 して試 験 片 固定 台 に. abrasive. 取 り付 け た炭 素 鋼 板 試 験 片 面 に 噴 射 させ た 。 気 体 噴 射 雰 囲 気 が 加 工 特 性 に 及 ぼす 影 響 を 調 べ る の が本 研 究 の 目的 で あ る の で 、 噴射 気 体 と して は 窒 素 、 酸素 、 炭 酸 ガ ス 及 び 空 気 を 用 いた。 各 気 体 噴射 雰 囲 気 毎 に 噴射 角 度 、 噴 射 距 離 、 加 工 時 間 を 変 化 させ 、 各 種 噴 射 気 体 につ い て 30s毎 に加 工 を停 止 し、 加 工 され た 試 験 片 を 清 掃 した 後 、 精 密 天 秤 に よ り除 去 加 工重 量 を 測 定 す る と と もに、 そ の とき使 用 した30s間 噴射 した 砥 粒 の 重 量 も測 定 した 。 加 工 は150s ま で の5回 行 い 、 そ の 時 の除 去 加 工 重 量Mw (皿g)と 噴 射 した砥 粒 重 量Aw(g)を 用いて 、 単 位 ア ブ レシ ブ 当 た りの加 工 量Cw{-Mw /Aw(mg/g)}を 求 め た。 な お 、加 工 表 面 の観 察 に は走 査 型 電 子 顕 微 鏡(SEM)を 用 いた。. 3.実. Lesl. hardness. (%) P. I. piece. S. HV. I 0. 009 I 0. 008. 152. 1 2.0. 2. Blasting. condieions. Alundum. grain. Air,. jet. gases. jet. pressure(kgf/an2). jet jet. angles (' ) distances(am). blasting. ol. tions 11n. 0 56 I 0. 22 I 0. 67. size(em). nozzle.. nozzle.. compositions. chemical. S55C. of. A#100. N2, 02, CO2. 6 (constant) 30 .45 .60 .75. , 90. 30. 50. 70, 90, 110. 30. 60, 90, 120, 150. time(s). 験 結 果 と考 察. 3.1噴 射 距 離 の 影 響 Fig.6は 噴射 角 度 θを30.と90.の 各 場 合 に つ い て 、 ア ラ ン ダム砥 粒 を窒 素 、 酸 素 、 炭 酸 ガ ス及 び空 気 の各 噴 射 気 体 を 用 い て 、 噴 射 距 離4を30か ら110m皿 ま で変 化 させ て ブ ラ ス ト 加 工 した と き 、各 噴 射 気 体 の 相 違 が 単 位 ア ブ. (Alundum Fig.. 5. Microsope alumina. A #100)1100. photograph abrasive. grain.. of regular. Li m' fused.
(4) N. 0. 0. as 4:a. E. O. 4:10 E. •. Ua a. ct3. a. b4 0. ~' U. a. 0. ct. _. c. •. a. 0. O 4-. aO J r. v E. ~ 0 cC OE a) CG. E. J Ct. Fig. 6. Effect of jet distances amount per one gram jetting for 30 seconds.. on removal abrasive grain. レ シブ 当 た りの 加 工 量Cwに 及 ぼ す影 響 を 示 した一 例 で あ る 。総 じて 、 噴射 距 離4の 増 加 に伴 って 単 位 ア ブ レシ ブ 当 た りの加 工 量Cw は減 少 す る傾 向 が あ る が 、噴射 角 度 θが90.よ り も30.の 方 が加 工 量 の大 き い こ とが 分 か る。 窒 素 、炭 酸 ガ ス及 び空 気 の 噴 射 気 体 間 の 加 工 量Cwに は大 差 が な い が 、噴 射 角度 θが30. に お い て 、 噴 射 距離 が50か ら90mmの 間 で 、 加 工 量 曲線 が 増 加 傾 向 の 山 形 を示 して い る。 酸 素 につ い て は 、 他 の 噴 射 気 体 に比 べ て 非 常 に 大 き な 加 工 量 を 示 して お り、特 に 噴 射 角 度 θ がgooに 比 べ て30.の 方 が 顕 著 に大 きな 加 工 量 Cwを 示 して い る。 これ は炭 素 鋼 の 酸 素 噴射 中 の 切 削 加 工 に お い て 、 切 削 機 構 や 切 削現 象 に大 き く影 響 す る こ とが 明 らか に され て い る1)こ と と大 い に共 通 して い る。 この こ と につ い て は 後 述 す る。 3.2噴 射 角 度 の 影 響 噴 射 距 離4を70皿m、 噴射 時 間tを30sの 一一 定 と し、 噴射 角 度 θを 変 化 させ た とき 、 噴 射 気 体 の 相 違 が 単位 ア ブ レシ ブ当 た りの 加 工 量 Cwに 及 ぼ す影 響 を 示 した 一一例 がFig.7で あ. u. I. Effect of jet angles on removal amount grain jetting for per one gram abrasive 30 seconds.. Fig . 7. b. angle. 0. .. +-, C. 0. O E ct >0. O e a) c V V. V. Jet : ig . 8. angle. V. 0(0). Effect of jet angles on removal for each jet time of oxygen.. amount.
(5) 時 間tが 増 す と、 ほ ぼ 比 例 的 に 加 工 量Wrは 増 大 し、 ま た 噴 射 角度 θが増 加 す る ほ ど、 加 工 量Wrは 減 少 す る。 Fig.10∼Fig.13は 単 位 ア ブ レシ ブ当 た りの 加 工 量Cwに 及 ぼ す 噴 射 距 離4と 噴 射 角 度 θ の 影 響 を 分 か りや す く表 示 す た め に、 各 気 体 体 と異 な り、 大 き な 加 工 量Cwを 示 して い る。 試 験 片面 に対 し砥 粒 を垂 直 噴 射(θ 一90.) 噴射 雰 囲 気 別 に3次 元 グ ラ フで示 した もの で した 場 合 、 ピー ニ ング作 用 に よ る ク レー タ、 あ る。 盛 り上 が りな どの圧 痕 、 へ き 開 や圧 壊 な どの 加 工 痕 が 多 く、 切 り くず を 生 成 す る切 削作 用 が 少 な いた め に 加 工 量Cwが 小 さ い もの と考 え られ る。 これ に対 し噴射 角 度 θが 減 少 す る o. と、加工 量Cwが 増 加 す るの は 、 先 に述 べ た よ うに 切 削 加 工 の チ ャ ンスが 増 した た め で あ る F°,0. と考 え られ る。 Fig.8は 加 工 量 の 大 き い酸 素 噴 射 雰 囲 中 に 0.! つ い て 、 噴射 距 離4を70mmの 一定 と し、噴 射 C 時 間tを30sか ら150sま で 変 化 させ とき の y 0. 加 工量Wrと 噴 射 角度 θとの 関 係 を 示 した… 例 で あ る。 噴 射 時 間tが 増 す ほ ど、 ま た 噴射 角 度 θが 小 さ くな る ほ ど、 加 工 量Wrは 増加す るこ と 0, が分 か る。 6.0 kgf/te. る。 各 噴 射 気 体 と も噴 射 角 度 θが 増 加 す る に した が って 加工 量Cwは 減 少 す る。 窒 素 、 炭 酸 ガ ス及 び空 気 の 噴 射 気 体 間 の 加 工 量 に は ほ とん ど差 が な い が 、Fig.6と 同様 に酸 素 噴 射 雰 囲 気 中 に つ い て は、 他 の 噴 射 気. O°. jet gas let preaaur. abrasive tettpiece. 3.3噴 射 時 間 の 影 響 酸素 噴 射 につ い て 、 噴 射 距離4を70mmの 一 定 の も とで 、 噴 射 角度 θを300か ら90.ま で変 化 させ て 加 工 量Wrと 噴 射 時 間tと の 関 係 を 示 した一 例 がFig.9で あ る。 この 図 か ら噴射. grain: :. AS100 555C. Effect of jet angle and jet distance on removal amount per unit abrasive grain in the jet of oxygen.. Fig.10. U. ^e m w. m0• .O 0.'. 0 0. a 0 de. N. gee let preseur : 0.0 b01/o' abrasive grain: AA100 555C teetplece jet. F ig.11 Fig.. 9. Effect of jet time on removal for each jet angle of oxygen.. amount. Effect of jet angle and jet distance on removal amount per unit abrasive grain in the jet of nitrogen..
(6) If c.› 0.4. t0.. 0.3. a0 .,. ° 0.2 L. ' 0 .1 1. e 0. 1,. O= 0.J. 0 0. 0. iet pa Jet pressur : abrasive grais: testpiese. CO, gas Air jet bressur : 6.0 kW.' abrasive grain: Aa100. 5.0kW/a' 56100 S55C. lestaiece. Fig.12. Effect of jet angle and jet distance on removal amount per unit abrasive grain in the jet of carbon dioxide gas.. Fig.10は 酸 素 噴 射 雰 囲 気 中 、Fig11は 窒素 噴 射 雰 囲 気 中 、Fig.12は 炭 酸 ガ ス噴 射 雰 囲 気 中 、Fig.13は 空 気 噴 射 雰 囲 気 中 の 各 場 合 で あ る。 これ らの4つ の グ ラ フを組 み 合 わ せ て 一 括 して 示 して 加 工 量Cwの 大 小 関 係 を 比較 し て示 した の がFig.14で あ る。 先 の2次 元 グ ラ フに お い て述 べ た よ う に、 窒 素 、 炭 酸 ガ ス、 空 気 の3つ の 噴射 雰 囲 気 中 の 間 で は 、 加工 量 Cwに 大 き な差 はな い が 、 噴 射 角度 θが増 す ほ ど、 加 工 量Cwは 減 少 す る。ま た 噴 射 角度 θ が 大 き い 範 囲 で は、 噴 射 距 離4が 増 す ほ ど、 加 工 量Cwは や や 減 少 す る傾 向 が あ る が 、噴 射 角 度 θが 小 さい 範 囲 で は 、噴 射 距 離4が お よ そ50皿皿か ら90mm範 囲 にお い て 、 加 工 量Cw が 増 加 す る緩 や か な 最 大 値 を もつ 山 形 に な っ て い る こ とが分 か る。 特 に酸 素 噴射 雰 囲気 中 で は、 加 工 量Cwの 曲 面 が か な り上 位 に位 置 し、 他 の 気 体 噴 射 雰 囲 気 中 に比 べ て 著 し く加 工 量 が大 き く、 噴射 角 度 θが小 さい ほ ど、 さ らに加 工 量Cwが 増 大 す る こ とが 分 か る。. 3.5酸 素 噴射 雰 囲気 中 の加工特性 の考察 前述 した よ うに酸素 噴射 雰囲気 中の ブ ラス ト加工 では、噴射 角度 θが小 さ く、噴射距離 4が 小 さい ほ ど、加工量 は大 き く、 また他 の 気体噴射雰 囲気 中の場合 よ りも格段 に大 きな 加工量 を示 してい る。 これ は炭 素鋼 の気体 噴射 雰囲気 中 の切削加. : SS6C. Effect of jet angle and jet distance on grain removal amount per unit abrasive in the jet of air.. Fig.13. Q0.4 u'a0 a .9 p g0.2. B0.1 A• m 0. jet. gases : Air,Os, Ili, CB, jet Dressur . 6.0 Ygf/a' abrasive grain: M100 test01ece . SSSC. Fig.14. Effect of jet angle and jet distance on removal amount per unit abrasive grain for the difference of jet gases.. 工 に お い て 、 切 削抵 抗 の 減 少 、構成 刃先 の 抑 制 と鋭 い模 形 へ の変 化2)、 切 削仕 上 げ面 の 顕 著 な 向 上 な ど切 削 機 構 や 切 削 現 象 に大 き く影 響 す る こ とが確 認 され て い るDこ とか ら考 え て 当然 起 こ り得 る現 象 と考 え られ る。 つ ま り、 酸素 噴 射 雰 囲 気 中 で 、 高速 飛 行 の ア ラ ン ダム 砥 粒 が 試 験 片 面 に対 し、 よ りタ ンジ ェ ンシ ャ.
(7) IChip. —Cutted. jet gas: abrasive jet Fig .15. 02,. grain: 150s, time: Observation. jet. groove. pressur: 6.0 kgf/cm2, A#100, jet distance:110mm, jet angle: 45°, testpiece:S55C of blasted. な 方 向 か ら噴 射 され る ほ ど、Fig.5の 写真 に 観 られ る よ うに ア ラ ン ダム 砥 粒 の 鋭 いエ ッ ジ に よ り切 削 の チ ャ ンス が増 す た め 、 加 工 量 が 増 す もの と考 え られ る 。 この こ とを 確 認 す る た め に 、 噴射 角度 θが45.に お け る酸 素 噴 射 雰 囲 気 中 で150s間 ブ ラ ス ト加 工 した 表 面 を走 査 型 電 子 顕 微 鏡 に よ り観 察 した写 真 の 一 一例 を Fig.15に 示 す 。 この 写 真 よ り切 り くず の生 成 お よ び 切 削 され た 溝 状 の 痕 跡 が 明 確 に観 察 さ れ 、 上 記 の 説 明 が 確 認 で き る。 さ らに、 酸 素 噴 射 雰 囲 気 中 で は、 切 削 時 に発 生 す る切 削 熱 に よ り切 りず 摩 擦 面 と砥 粒 切 れ 刃 す くい面 と の 間 に 酸 化 反 応 が 促 進 され る。 この とき生 成 した酸 化 皮 膜 が 切 削 加 工 の場 合 と同 様 に 固 体 潤 滑 膜 的3)な 作 用 を す る た め に 、 切 り くず 摩 擦 面 と砥 粒 切 れ 刃 す くい面 との 間 の摩 擦 抵 抗 が減 少 し、 切 削 が され 易 くな り、 切 り くず の 排 出 量 が 多 くな る こ と に よ り、 結 果 と して 加 工 量 が 増 す こ と に な る と考 え られ る。 しか し、 噴 射 角 度 θが90。 の 場 合 で も酸 素 噴射 雰 囲 気 中 で 加 工 量 が 多 い の は酸 素 に よ る酸 化 皮 膜 の 生 成 が砥 粒 の衝 突 で 食 い込 み が大 き く、 ピ ーニ ング作 用 に よ る ク レー タや 盛 り上 が りな どの 塑 性 変 形 加 工 痕 お よ び へ き 開 や圧 壊 な ど が 起 こ り易 くな るた め と考 え られ る。. 一71_. surface. 4.結. by. the. SEM.. 言. ア ラ ンダ ム砥 粒 を 用 い た ブ ラ ス ト加 工 で は、 各 種 気 体 噴射 雰 囲気 が 加 工 量 と加 工 面 性 状 に 及 ぼ す 影 響 を加 工 条 件 か ら検 討 した 結 果 、次 の よ うな結 論 を得 た 。 1)単 位 ア ブ レシ ブ 当 た りの加 工 量Cwは 噴射 距 離4が 増 加 す る ほ ど、総 じて 減 少 す る 傾 向 が あ る。 窒 素 、 酸 素 、炭 酸 ガ ス噴射 雰 囲 気 中 の3者 間 で は 、加 工 量Cwに 大 差 な い が 、 噴 射 角度 θが小 さ い とき 、 噴射 距 離4が50mm か ら90mmの 範 囲 で 、 加 工量Cwは やや増加 す る。 酸 素 噴 射 雰 囲 気 中 で は、 他 の3気 体 噴射 雰 囲 気 中 の加 工 量Cwに 比 べ て非 常 に大 き い こ とが 明 らか に な った。 2)噴 射 角度 θが 小 さ くな るほ ど 、全 て の 気 体 噴射 雰 囲 気 中 で 単 位 ア ブ レ シ ブ 当 た りの 加 工 量Cwが 増 加 す る。 しか し、 酸 素 噴射 雰 囲気 中 で は 、他 の3気 体 噴 射 雰 囲 気 中 の 加 工 量Cwに 比 べ て 非 常 に 大 き く、 噴射 角度 θが 小 さ くな るほ ど、加 工 量Cwが さ らに大 き く な る。 3)噴 射 時 間tが 増 す ほ ど、加 工 量Wrは ほ ぼ比 例 的 に 増 大 す る。.
(8) 4)酸 素 噴射 雰 囲気 中 では、噴射角度 θが 小 さいほ ど、他 の気体 噴射雰 囲気 中の場合 よ りも加工量 が格段 に大 き くな るの は、切削 の チャ ンスが増 す とと もに、酸 素噴射雰 囲気 に よる酸化反応 が促進 され、 切 りくず摩 擦面 と 砥粒切 れ刃す くい面 との間 に酸化皮膜 が発 生 し、 これ が切削加工 の場 合 と同様 に、固体 潤 滑膜 的 に作 用 して摩擦 抵抗 を減 少 させて切削 が し易 くな るた め と考 え られ る。. 5.参. 考文献. 1)生 田稔 郎 、他2名:酸 素 噴射 の方向が 切 削 現 象 に及 ぼす 影 響 、 一噴射 切 削 に 関 す る 研 究(第1報)、 精密 機 械(精 機 学 会 、 現 精 密 工 学 会)Vol.37,Nα6,(1971),383.. 2)生. 田 稔 郎 、他2名:噴. 究(第11報)、(構 観 察)、. 射 切 削 に 関 す る研. 成 刃 先 の静 的 お よ び 動 的. 一 気 体 の す くい面 噴 射 ふ ん 囲 気 の 影. 響 一 、精 機 学 会 関 西地 方 定 期 学 術講 演 会 講 演 論 文 集 、(1974)25. 3)生. 田 稔 郎 、他2名:噴. 射気 体が加工 変質. 層 に 及 ぼ す 影 響 、一一噴 射 切 削 に 関 す る 研 究(第 2報)一 一,精 密 機 械(精 機 学 会,現 精 密 工 学 会 〕 Vol.37,No.11,(1971),775. 4)J.んWilliamsW.M.Stobbs:Chngesin皿 odeofchipformationasfunctionofpre senceofoxygen,MetalsTechnology,11(19 79)424..
(9)
図

関連したドキュメント
The only thing left to observe that (−) ∨ is a functor from the ordinary category of cartesian (respectively, cocartesian) fibrations to the ordinary category of cocartesian
Several equivalent conditions are given showing their particular role influence on the connection between the sub-Gaussian estimates, parabolic and elliptic Harnack
Keywords: continuous time random walk, Brownian motion, collision time, skew Young tableaux, tandem queue.. AMS 2000 Subject Classification: Primary:
Analogs of this theorem were proved by Roitberg for nonregular elliptic boundary- value problems and for general elliptic systems of differential equations, the mod- ified scale of
Then it follows immediately from a suitable version of “Hensel’s Lemma” [cf., e.g., the argument of [4], Lemma 2.1] that S may be obtained, as the notation suggests, as the m A
Our method of proof can also be used to recover the rational homotopy of L K(2) S 0 as well as the chromatic splitting conjecture at primes p > 3 [16]; we only need to use the
The proof uses a set up of Seiberg Witten theory that replaces generic metrics by the construction of a localised Euler class of an infinite dimensional bundle with a Fredholm
The time-frequency integrals and the two-dimensional stationary phase method are applied to study the electromagnetic waves radiated by moving modulated sources in dispersive media..
