第5章 樹脂化ドラムメータの開発
5-1 緒言 5-2 透視化ドラムの開発(シースルードラム) 5-2-1 はじめに 5-2-2 アクリルドラム製ドラム(第一次開発) 5-2-3 考察 5-3 実用化樹脂ドラムの開発(セパレートタイプ) 5-3-1 はじめに 5-3-2 課題と解決手段 5-3-3 実用化樹脂ドラム一体化ドラム胴(第二次開発) 5-3-4 真空成形ドラム(セパレート型)(第三次開発) 5-3-5 考察 5-4 商品化メータの開発 5-4-1 はじめに 5-4-2 特徴 5-4-3 高分子材料 5-5 商品化メータの評価試験 5-5-1 試験結果と考察 5-6 まとめ 参考文献第5章 樹脂化ドラムメータの開発
5-1 緒言
本章では、樹脂化計量ドラムの研究開発とそのケーシング、即ち樹脂化ドラム搭載メータの開 発について述べる。計量室は4室に限定し、特に付記しない限り、計量ドラムは1回転1L型に ついて議論する。 湿式ガスメータの特徴の一つに、ガスの粘度・密度・比重が変わってもそれらの影響を受ける ことなく正確にガスを測定できることがある。このような特徴から、幅広い各種ガス測定に用い られている。しかし、一般に製作されている計量ドラムは金属(黄銅またはステンレス)の板金 加工されたものを半田付で溶接、いわゆる180℃∼220℃の加熱による半田鏝による溶接加 工である。例えば、半田を侵す硫化水素ガスの測定には使用出来ない。この場合には、ステンレ ス板金加工板でも、さらに板を厚くしたものをアルゴン溶接でドラムを製作している。しかし、 この場合計量ドラムの質量が非常に大きくなることと、高温溶接で歪が大きく発生することであ る。このため、湿式メータの特長である高精度な測定ができなくなるという課題がある。また一 方では、半田付作業そのものが熟練技能を必要とするだけでなく、3K(汚い、キツイ、危険) 作業のため後継者が育ちにくいという課題もある。その上、半田付であっても計量ドラムが複雑 な構造を有するために、組立治具を用いてはいるものの、作業者の技能に委ねるところが多い。 そのために、組立精度にバラツキが生じる。例えば、4隔室の容積バランスの不一致が生じる。 このことは、湿式ガスメータの測定精度の低下に顕著に表れるという課題がある。今日、湿式メ ータのドラム形状が複雑なために、ガスの流れや置換封液の流れを可視化し、湿式メータの改善 や、教育用にも使用できるものがあればとのニーズがある。湿式メータの駆動力については、第 2,3章で述べたとおり、非常に小さなガスの圧力差で計量していることである。特に小型ドラ ムは駆動力が小さいため、封液に用いている水の表面張力の影響を受け易く、微小流量の測定に あっては、特にドラムの軽量化という大きな課題を解決することにより微小流量の測定精度の向 上に繋げることができる。他方、金属ドラムの課題として、ドラムの質量が大きい、すなわち重 いために微小流量計測の誤差が生じる。 そこで本章ではこれらの課題に対応出来る樹脂化シースルードラム、樹脂化による製作方法の 改善、およびそのメータについての研究開発について述べる。 以下について述べる。5-2 では透視ドラムの開発(シースルードラム)、5-3 では実用化樹脂ドラム、5-4 では商品化メ ータの開発、5-5 では商品化メータの評価、5-6 ではまとめ、次に参考文献を挙げる。
5-2 透視化ドラムの開発(シースルードラム)
5-2-1 はじめに 従来、樹脂化ドラムでは(ドイツ)のリッター社が化学実験用湿式メータとして塩化ビニール 製、板厚3mm で塩ビ溶接による計量ドラムを製作していた。 1) このメータは、ドラムの羽根板厚が厚いために水の抵抗が大きいことと、また、羽根の水没深 さによる水面高さの変動が大きいことから、計量ドラムの最小の大きさは5L型(一回転)であ り、最大回転数は通常品の1/3 の 200rph 以下に制限されているものである。また、この硬質塩 化ビニールは一般的には灰色をしており、完全に不透明であることから、ドラム内封液(水)の 流れの状況などは観測はできないことは当然である。 本節 5-2 では、隔室の等分割化を図れる透視ドラムの研究開発について特許を取得したので、 特許公報資料に基いて述べる。 従来の金属性ドラムに半田付する組立方法を樹脂化することで接着方式に替えるために生じる 課題を解決するための研究開発である。本来、射出成形による一体化ドラムの製作が可能であれ ばベストである。しかし、短円筒状のドラム胴内にスパイラル状の羽根が4枚同時に射出成形す ることは構造上不可能である。また一方、樹脂材料と耐薬品性に優れた薄肉成形樹脂は調査の結 果現存しなかった。主に製作方法を確認することに主眼をおき、透視性によるドラム内部の観察 ができる透明アクリル樹脂で設計・試作したものについて述べる。5-2-2 アクリル製ドラム(第一次開発試作) Fig. 5-3 に示すように、ドラム胴(1)は板厚 2.0mm の透明アクリル樹脂に羽根が挿入される 溝を機械加工し、その後ドラム胴を内筒にまるめて接合し、完全な短内筒になる。別に製作され た約0.6mm の羽根展開図を図のように作成したものを出入口羽根設計上の角度で折り曲げる。そ して4枚の折曲がった羽根(4)をドラム内筒内側溝部にはめ込む。そこに接着剤を溝加工部に 封入し、羽根とドラム胴は接着される。順次ドラム胴の機械加工溝部に4枚の羽根を挿入し、接 着剤を流す。 次に、ドラム軸、ドラム軸受、装着済みのドラム座金をドラム軸に装着し、薄肉で真室成形さ れたドラムそれぞれの羽根にドラム前後座金を接着する。尚、このときはドラム軸がドラム胴の 真円になるように装着治具を用いる。次に、別途真室成形で製作された薄板のドラムカバーを接 着して完成する。 尚、羽根は0.6t 薄肉の塩化ビニール製のため、金属に比べ剛性に欠けるためガス圧や水圧によ り変形するので、Fig. 5-3 の羽根展開図に示すように、ドラム外筒接合部と内部の折り曲げ角度 にa、bなる傾斜を設けることにより組立後ねじれが発生し強度アップする工夫がなされている。 2) また一方では、Fig. 5-4 の羽根展開図に示すように出口側部の羽根を2投に折り曲げて合成を 保ちつつ、計量置換封液(水)が流れる抵抗を小さくすることにより、ドラム羽根出口の水流抵 抗を緩和することにより、大流量時の容積の増加による誤差右下がり現象を防止する効果を有す る。この2点の工夫について筆者は、それぞれ特許第 2644667 号、及び第 2624615 号を取得し ている。この2点の発明については、主に前者の特許第2644667 号を引用して、その効果につい て述べる。 4) 3) この発明の湿式ガスメータ用ドラム(10)では、各羽根板(2)の仕切板部(4)がねじれ 状態、つまりひねりを加えた形で三次元的に立体配置しているため、剛性が大きく耐撓み強度に 優れ、硬質合成樹脂製であっても、稼動中において液圧やガス圧による歪みを生じず各計量室(3) が等容量に保持されると共に、仕切板部(4)の強度が大きいために経時的な変形も生じにくく、 長期にわたって安定した高い測定制度が得られる。しかも、仕切板部外縁側のドラム軸線に対す る傾斜角度を内縁側のそれよりも大きくなるように、仕切板部(4)をねじれ状態に配置してい るので、仕切板部(4)の内縁側が外縁側に比べて、ドラム軸線方向の寸法が短くなり、出口羽 根部(6)は共にドラム端面の中央側を凹とするように傾斜する。このためドラム(10)にお ける液とガスとの置換性つまり液の出入の流れが良くなり、ドラム(10)の回転負荷抵抗が低 減し、圧力損失も小さくなる。また、仕切板部(4)ねじれ度合により、出口羽根部(5)およ び入口羽根部(5)および入口羽根部(6)の距離、隣り合う仕切板部(4)間の距離が変化し て、計量室(3)の容量が変わるから、該ねじれ度合の設定により計量室(3)の容量を調整で きる。 また、このような羽根板(2)の仕切板部(4)と出口羽根部(6)とに分かつ2本の折曲線 (a)(a)の間隔がドラム中央側に狭くなるように設定すれば、この羽根板(2)をドラム胴(1) に組み込んだ状態で仕切板部(4)のドラム中央側(内縁側)がドラム周縁側(外縁側)よりも 幅狭となるため、より確実に、出口羽根部(5)および入口羽根部(6)をドラム中央側に低く
傾斜できることができ、それによってドラム(10)における液とガスとの置換性つまり液の出 入りの流れが一段とよくなる。 しかして、ドラム胴(1)および羽根板(2)を例えば硬質ポリ塩化ビニル、アクリル系樹脂、 ポリカーボネート等の硬質合成樹脂より形成すれば、ドラム胴(1)と各羽根板(2)とを接着 剤にて接合できるので、金属製のものにおけるような半田付け量のバラツキによるバランスの狂 いや熱による羽根板の歪みを生じる恐れがないと共に、製作容易で材料コストも安く付き、また 透明樹脂の使用によりドラム内の状態の目視観察が可能となった。
Fig. 5-3 See-through Drum (wrap separate plate)
5-2-3 考察 ①従来、計量ドラムの透視化にあっては、板の厚さ約2∼3mm のアクリル板を加工して接着組 立をしていたが、これは単にドラム内が可視化したに過ぎず、性能を評価できるものではな かった。しかし本開発により、実用器としての性能を評価出来る透視化ドラムを完成するこ とが出来、ドラム内の水の流れを観測することにより、次への性能・精度改善へと役立つも のとなった。 ②特許第2664667 号にあっては、ドラム羽根を薄板アクリル樹脂の剛性を増す方法として、羽 根剛性の最も弱い部分を補強せずに、ねじれを作ることにより剛性を保ったことが大きな特 徴である。 ③特許第2624615 号は、水が最も多く流れるドラム羽根出口の開口面積を拡大することで、羽 根の剛性を強化するとともに、水の流体抵抗を低減することにより、大流量域でのドラム回 転抵抗を減少させ、誤差マイナス現象(一般には、器差の右下がり現象という)を抑制する ことを可能にした。
5-3 実用化樹脂ドラム
5-3-1 はじめに 5-2 項では、実用化樹脂ドラムに関する課題も明確になった。本節では、実用化・商品化に向 けての生産性と、ドラムの透視化による諸実験によりドラムの軽量化で微小流量計測に関するこ とや、樹脂材料の耐久性や信頼性を含めた研究開発について述べる。 5-3-2 実用化への課題と解決手段 湿式ガスメータは各種のガス流量計測器の基準器として使用され、高度な測定精度が要求され る。このため、羽根板の取付位置が少しでもずれていたり、羽根板が少しでもドラム胴に接合さ れていないと、測定精度の低下をきたし、製品としての価値が損なわれる。従って、羽根板をド ラム胴に半田付けする際には、高度な取付精度で慎重に行う必要があり、その半田付け作業が困 難であるという問題があった。しかもその半田付け作業は、高度な技術が要求され、特に昨今の 職人不足の実情から、高度な技術を有する作業者を充分に確保するのは、非常に困難であるとい う現状に加えて、半田付け作業はいわゆる3K と呼ばれる若者に不人気の職業であり、後継者も 育成されず、半田付けを採用している限り将来的にも改善の見込みが立たず、その解決手段が待 望されるところである。 そこで近年になって、湿式ガスメータドラムの樹脂化が検討されるようになり、一部前節で述 べた透視化ドラムが開発された。 従来の合成樹脂ドラムは、透明アクリル樹脂などからなる帯状合成樹脂板に、羽根取付位置に 沿って、機械加工により溝を形成した後、その帯状樹脂板を、110℃程度のオイルの中に浸透して アニーリング処理を行い、続いてその樹脂板の端部同士を接着剤や溶剤により接合して、円筒形のドラム胴を形成する一方、略円弧状合成樹脂板を所定位置で折り曲げて羽根板を形成し、上記 ドラム胴の加工溝内に、上記羽根板の外周端縁を嵌合して、その嵌合部を接着剤や溶剤により接 合一体化することにより製造していた。また、アクリル樹脂の場合は、耐久性や耐ガス性(薬品 性)に問題があるため、実用化・商品化にあっては、これらに耐え得る材料の選定が必要である。 このドラムによれば、加工溝に羽根板を嵌合するだけで簡単に羽根板の位置決めを図ることが できるとともに、その嵌合部に接着剤等を流し込むだけで簡単に羽根板を接合でき、作業性を一 段と改善することができる。 しかしながら、上記の樹脂製ドラムは、羽根板の取付精度の向上を図るため、ドラム胴の羽根 板取付用溝を、マシニングセンタ等の工作機械により作成する必要があり、そのような高価な工 作機械を使用すると、加工費が非常に高くなり、コストの増大を招くという問題があった。さら に、帯状のドラム胴形成板を円筒形に丸める際に、ドラム胴形成板の端部同士を精度良く接合し なければならず、その作業が面倒であるという問題もあった。 また、アニーリング処理により、樹脂板は収縮するが、その収縮量は樹脂板の素材や形成時の 諸条件などにより異なり、1 枚の樹脂板によっても収縮量に偏りが生じることがある。この偏り が生じると、例えば羽根板取付用溝の位置精度が低下し、ドラム胴形成板を丸めて接合した際に、 羽根板取付用溝を一致させることができず、あるいはドラム胴の内部に羽根板が正確に納まらず、 不良品となるなど、コスト高の割には、歩留まりが悪くなるという問題が生じる、 そこで本研究開発は、上記従来技術の問題を解消し、熟練度の低い作業者であっても簡単かつ 正確に組み立てることができて、歩留まりの向上およびコストの削減を図ることができ、その上 湿式ガスメータとして使用した際に高い測定精度を得ることができる湿式ガスメータドラムおよ びその製造方法を提供することを目的とする。 5-3-3 実用化樹脂ドラム一体化ドラム胴(第二次開発) (1)内容 ①材料の選定 特許2888777「湿式ガスメータドラム及びその製造方法」を参照して、以下述べる。前節の透 視化ドラムの材料は、透明アクリル樹脂であった。この材料は、透明性には優れているが、熱加 工応力のひずみや耐薬品性、耐久性に課題があることが明らかになった。商品化出来る湿式ガス メータ用ドラムの材料選定をまず試みた結果、耐薬品性および成形性に優れた、そして接着性に 富んだ硬質塩化ビニール材が湿式ガスメータ用ドラム材料に選定した。 5) この材料の欠点としては、樹脂製作時に公害ガスを発生することと、高い温度の使用では強度 の劣化が生じることである。しかし、通常ガスの計量は常温近傍で行う場合がほとんどであるの で、特に問題にはならない。 ②課題を解決するための手段 上記目的を達成するため、Fig. 5-5 に示すように、第 1 の発明の湿式ガスメータドラムは、継 ぎ目のない合成樹脂の一体成形品からなり、内周面の所定位置に、複数本の羽根板取付用凹溝が
設けられた円筒形のドラム胴と、継ぎ目のない合成樹脂の一体成形品からなり、仕切板部の両側 に相互逆方向に延びる入口羽根部および出口羽根部が設けられた複数の羽根板とを備え、前記ド ラム胴の各凹溝内に、上記各羽根板の外周端縁が嵌合わされた状態で接合一体化されてなるもの を要旨とする。 前記羽根板の外周端縁に沿って連続的に、ドラム軸線方向に突出する取付用嵌合部が設けられ、 その取付用嵌合部が、前記凹溝内に嵌合部された状態で接合一体化されてなる構成を採用するの が好ましい。 上記目的を達成するため、第2の発明における湿式ガスメータドラムの製造方法は、内周面の 所定位置に、複数本の羽根板取付用凹溝が設けられた円筒形のドラム胴を、継ぎ目のない合成樹 脂の一体成形品として得る工程と、仕切板部の両側に相互逆方向に延びる入口羽根部および出口 羽根部が設けられた複数の羽根板を、継ぎ目のない合成樹脂の一体形成品として得る工程と、前 記ドラム胴の各凹溝内に、上記各羽根板の外周端縁を嵌合して接合一体化する工程とを含むもの を要旨とする。 第1の発明の湿式ガスメータドラムにおいては、内周面に羽根板取付用凹溝が形成された合成 樹脂一体成形品のドラム胴と、合成樹脂一体形成品の羽根板とを備えるものであるため、羽根板 の外周端縁をドラム胴の凹溝内に嵌合して接合一体化するだけで、羽根板を精度良く簡単に取り 付けることができる。 また、ドラム胴および羽根板を、三次元形状の樹脂一体成形品より形成しているため、内部応 力が発生しにくく、有害な変形を防止できるとともに、良好な寸法安定性を得ることができる。 上記第1の発明において、羽根板の外周端縁に沿って連続的に、軸線方向に突出する取付用嵌 合部を設けて、その嵌合部をドラム胴の凹溝内に嵌合して接合一体化する構成を採用する場合、 羽根板とドラム胴との接合面積を充分大きく確保でき、接合不良の発生などを確実に防止できる。 さらに、取付用嵌合部を形成することによって羽根板全体の補強を図ることができる。 (2)発明の効果と課題 以上のように、第1の発明の湿式ガスメータドラムによれば、内周面に羽根板取付用凹溝が形 成された合成樹脂一体成形品のドラム胴と、合成樹脂一体成形品の羽根板とを備えるものである ため、羽根板の外周端縁をドラム胴の凹溝内に嵌合して接合一体化するだけで、羽根板を精度良 く簡単に取り付けることができ、たとえ熟練度の低い作業者であっても簡単かつ正確に組み立て ることができ、歩留まりの向上およびコストの削減を図ることができるとともに、ガスメータと して使用した際に高い測定精度を得ることができる。さらに、ドラム胴および羽根板を、三次元 形状の樹脂一体成形品により形成しているため、内部応力が発生しにくく、有害な変形を防止出 来るとともに、良好な寸法安定性を得ることができる。このため、たとえばドラム胴の凹溝を常 に良好な位置精度で得ることができ、ドラム胴への羽根板の組付をを確実に行えて、不良品の発 生を防止でき、より一層、歩留まりの向上、コストの削減および測定精度の向上を図ることがで きるという効果が得られる。 上記第1の発明において、羽根板の外周端縁に沿って連続的に、軸線方向に突出する取付用嵌
合部を設けて、その嵌合部をドラム胴の凹溝内に嵌合して接合一体化する構成を採用する場合、 羽根板とドラム胴との接合面積を充分大きく確保でき、接合不良の発生などを確実に防止でき、 より一層歩留まりの向上を図ることができる。さらに、取付用嵌合部を形成することによって、 羽根板全体が補強されるので、この点においても、有害な変形が防止され、より一層測定精度の 向上を図ることができるという利点がある。 第2の発明は、上記ドラムの製造プロセスの一態様を特定するものであるため、それにより製 造されるドラムは、上記と同様の効果を得ることが出来る。なお、ドラム胴の製造方法について は省略する。(詳しくは、特許第2888777「湿式ガスメータドラム及びその製造方法」を参照され たい。) 5)
(3)考察 アクリル樹脂を硬質塩化ビニールにすることにより、商品化、実用化の可能性を見出すことが でき、軽量化も可能となった。 また、前節の課題を克服するドラム胴の一体化による隔室容積のアンバランスを小さくし、精 度の向上が図られた。 5-3-4 真空成形ドラム(セパレート型)(第三次開発) (1)内容 ①特徴 特許公報3059372 を参照して、以下述べる。Fig. 5-6 に示すように、本発明は従来のドラム組 立方式および構成を根本的に変えたもので、ドラム胴とドラム羽根を一体化したもので、いわゆ る計量室毎に独立成形した部品を組合わせ、ドラム胴に相当する外筒部分を接着剤にて組立する、 まったく新しいドラムである。材料は前項同様、硬質塩化ビニールによる(真室成形方式)もの である。また、この方式は樹脂に限らず、プレス成形等の製作方法でも可能である。特許公報 3059372 参照。 6) ②解決する手段 上記目的を達成するため、第1の発明の湿式ガスメータドラムは、円筒形の一部分に対応する 形状のドラム胴ピースの内側に、羽根板が設けられた複数の単位構成体からなり、前記複数の単 位構成体の各ドラム胴ピースが周方向に沿って水密状態に継ぎ合わされて円筒形のドラム胴が形 成されるともに、そのドラム胴の内部に、前記複数の単位構成体の各羽根板によって仕切られた 複数のガス計量室が周方向にそって形成されてなるものを要旨とする。 上記第1の発明においては、前記単位構成体が合成樹脂の一体成形品からなる構成を採用する こと、又は前記単位構成体が、射出成形により形成されてなる構成を採用することが好ましい。 さらに上記第1の発明においては、前記単位構成体がにおけるドラム胴ピースの羽根板との境 界線に、隣接する単位構成体のドラム胴ピース端縁が接合され、上記境界部に、前記ドラム胴ピ ース端縁との接合面積を拡大するために接合面積拡大用段部が設けられてなる構成を採用するの が望ましい。 上記第1の発明の湿式ガスメータドラムは、複数の単位構成体を、その外側に配置されるドラ ム胴ピースを継ぎ合わせて組み立てるものであるため、組立接合作業を、ドラム外側から行える。 このため、例えば円筒形のドラム胴の内側に羽根板を接合するというドラム胴内部での窮屈な作 業を行う必要がなく、熟練度の低い作業であっても簡単かつ精度良く組み立てることができる。 さらに、同一形状、同一寸法の複数の単位構成体を、組み合わせて形成するものであるから、部 材相互間での組付誤差が小さくなり、一層、精度良く組み立てることができる。 上記第1の発明において、単位構成体を、合成樹脂の一体成形品により構成する場合、各単位 構成体として個々に優れた寸法精度が得られて、ドラムとしても高い寸法精度が得られる。さら に、羽根板を内部応力のない三次元形状に形成できるので、羽根板に有害な変形が生じるのを防
止でき、羽根板によって仕切られる計量室間の計量バランスを良好に保つことができる。しかも、 ドラム胴形成のために帯状板を円筒形に加工したり、羽根板形成のために薄板を折曲したりする 作業を省略でき、組立部品の製造を簡単に行える。 さらに上記第1の発明において、単位構成体を、射出成形により形成する場合、単位構成体、 特にその羽根板の肉厚を全域にわたって均一に形成できるので、羽根板によって仕切られる計量 室間での計量バランスを、より一層良好に保つことができる。 また上記第1の発明において、単位構成体の、それに隣接する単位構成体のドラム胴ピース端 縁との接合部に、接合面積拡大用段部が設けられてなる構成を採用する場合、単位構成体同士の 接合面積を大きくすることができ、接合不良の発生などを確実に防止できる。さらに単位構成体 を仮組した状態において、単位構成体間の接合部を確実に接触させておくことができるので、そ の接触部の接合方式としてビーム溶接なども支障なく採用することができる。 第2の発明湿式ガスメータドラムの製造方法は、円筒形の一部分に対応する形状のドラム胴ピ ースの内側に、羽根板が設けられた複数の単位構成体を準備する工程と、前記複数の単位構成体 の各ドラム胴ピースを周方向に沿って水密状態に継ぎ合わせて円筒形のドラム胴を形成するとと もに、そのドラム胴の内部に、前記複数の単位構成体の各羽根板によって仕切られた複数のガス 計量室を周方向に沿って形成する工程を含むものを要旨としている。 この製法は、上記第1発明のドラムにおける製造プロセスの一態様を特定するものであるため、 上記の効果を有するドラムを製造できる。 (2) 発明の効果 以上のように、本願第1発明の湿式ガスメータドラムによれば、ドラム胴ピースの内側に羽根 板が設けられた複数の単位構成体のドラム胴ピース同士を継ぎ合わせて組み立てるものであるた め、組立接合作業を、ドラム外側から行うことができ、例えば円筒形ドラム胴の内側に羽根板を 接合するという窮屈で面倒な作業を行う必要がなく、熟練度の低い作業者であっても簡単にかつ 精度良く組み立てることができる。さらに同一形状、同一寸法の複数の単位構成体を、組み合わ せて形成するものであるから、部材相互間での組付誤差が小さくなり、湿式ガスメータとしての 測定精度向上を図ることができるという効果がある。 上記第1発明において、単位構成体を、合成樹脂の一体成形品により構成する場合、各単位構 成体として個々に優れた寸法精度が得られ、ドラムとして高い寸法精度が得られるとともに、羽 根板を内部応力のない三次元形状に形成できるので、羽根板に有害な変形が生じるのを確実に防 止でき、羽根板によって仕切られる計量室間の計量バランスを良好に保つことができ、一層、測 定精度の向上を図ることができる。さらにドラム胴形成のための湾曲作業や、羽根板形成のため の折曲作業を省略でき、組立部品の製造を簡単に行え、生産性の向上を図ることができるという 利点がある。 さらに上記第1の発明において、単位構成体を、射出成形により形成する場合、単位構成体、 特にその羽根板の肉厚を全域にわたって均一に形成できるので、計量室間でのバランスをより一 層良好に保つことができ、より一層測定精度の向上を図ることができるという利点がある。
また上記第1の発明において、単位構成体の、それに隣接する単位構成体のドラム胴ピース端 縁との接合部に、接合面積拡大用段部が設けられてなる構成を採用する場合、単位構成体同士の 接合面積を大きくすることができ、接合不良等の発生などを確実に防止でき、より一層、簡単か つ精度良く組み立てることができる。さらに単位構成体を仮組みした状態において、単位構成体 間の接合部を確実に接触させておくことができるので、その接触部分の接合方式としてビーム溶 接などを採用できて、一段と組立精度を向上させることができるという利点がある。 第2発明の湿式ガスメータドラムの製造方法は、上記第1発明のドラムにおける製造プロセス の一態様を特定するものであるため、上記の効果を有するドラムを製造できるという効果がある。
(a) Independent Chamber
5-3-5 考察 前項のドラム胴一体化と合わせ、樹脂化ドラムの実用化ドラムである。塩化ビニールを真室成 形し、最も軽量化が図れたドラムでもある。また、本ドラムは樹脂材では真室成形に限らず、射 出成形でも可能で、金属板金プレス加工や別の金属でも製作が可能である。 軽量化による性能への効果については、次節で議論する。半田付作業が無くなったため、従来 使用できなかった半田を侵すガス(硫化水素)にも使用できる。
5-4 商品化メータの開発
5-4-1 はじめに Fig. 5-7 に示すように、計量ドラムは硬質塩化ビニール材を真空樹脂成型、加工後溶着によっ て製作されていることから、ガスに耐蝕性に富み、半田付がなく、半田を侵すガスの計測も可能 である。計量ドラムの軽量化と、ドラムの軸受構造の改善により、回転がスムーズで再現性も良 く、計測範囲も広く、リニヤーな誤差(器差)特性を示す。なお、特に微小流量の測定用として、 従来にない性能を有する。 液面調整はオーバーフロー自動式としたため、取り扱い容易で持ち運び後の調整も不要となっ た。 本体ケースはアルミ材にアルマイト処理を施し、その上耐蝕塗装で耐蝕性に優れている。 上下ケース間には、特許ガスケット構造を有し、組み立てオーバーホールが簡単で、ガス漏れ の心配も全くなくなった。 標準でデジタル温度計がついており、オプションで発信器が付けられ、また、計量法にも準拠 した使いやすい湿式ガスメータである。本節ではメータ本体の内容は簡易に、特に性能面を主に 述べる。(特許7件、意匠2件の工業所有権を所有している。) 7)∼13) 5-4-2 特徴 (1)ケーシング構造 このメータのケース構造は、小型化軽量化および耐薬品性を図るため、以下の特徴を有する。 ①ケース構造は、前室レス構造とし、従来の前室メータとは、ガスの出入口が逆になっている。 これは、前室レスにしたために計量ドラム内の水面変動(右下がり)を防止している。した がって、ガスはケース内ドラム室に入り、吹込管(送気管)を経て出口に排出される構造と なっている。 ②本体ケースは、アルミ製ロストワックスで製作されているので、ケースの組立作業は不要で、 組立精度が組立者に左右されることなく、均一な性能が可能である。 ③上ケースは樹脂製PBT 材、耐薬品性に優れ、入口、出口温度圧力取出し口も全て上ケースの 取付けられている。 ④また、本体ケースと上ケースは、上下に分割され、下ケース(本体)は水位より少し上部で分割されているので、予めドラムを組立、上ケースを取付前に回転の状況が確認できる。 ⑤その上、本体ケースと上ケースに特殊な凹凸の溝を設け、平板ゴムガスケットを介して、容 易にネジ組立ができ、しかもガスの漏洩に対しては完璧である。 ⑥本体ケースには、カウンターボックス部も同時成形(ロストワックス式)されている。これ らの改良により、組立工数は大幅に低減出来た。よって、ケースの組立、ドラムの樹脂化に より、先に挙げた3K の対策としても有効な湿式ガスメータが完成した。 ⑦さらに、出入口金などもすべてPBT 製樹脂成形により、ケーシングのコストダウン化にも成 功した。 ⑧耐薬品性の向上を図った。 (2)計量ドラム 樹脂化セパレートドラム、またはドラム胴一体化ドラムを搭載しているため、以下の特徴を有 する。 ①微小流量の計測を正確に行える。 ②半田を侵すガスの測定も可能になった。 ③半田付作業が無くなったことにより、特別な技能がない人でも製作が可能になった。 (3)オーバーフロー方式水面計 本器は、湿式メータで最も大変な作業である。水面の調整が半自動で行われる、オーバーフロ ー方式とした。よって、水面計は短に水の有無を確認する役割となり、水面調整の個人差は取 り除くことができた。 (4)誤差特性の改善(性能) ①前室レス構造にすることにより、誤差(器差)曲線がフラットである。(右下がり現象を改善 した。) ②ドラム軽量化と軸受構造の改善により、始動流量の拡大化、微小流量の精度向上を図った。 (5)考察 ①ケースは前室レスの小型化に成功、従来品のケーシングは板金加工に半田付組立であったた め、組立に半田付技能を用いたが、本開発品は上・下ケース成形品からなり、付属部品を取 付すれば組立完了となる。よって、工数の低減及びコストダウン、軽量化を図ることができ た。 ②水面調整は、オーバーフロータイプとしたことで個人誤差を小さくできたまた、取り扱いが 容易になった。 ③ドラムは半田付方式から樹脂化により、組立を容易にした。また、軽量化ドラム軸受構造の 改良で、微小流量特性が良くなった。ケース構造の効果と合わせて、誤差(器差)のリニヤ ー化を図れた。
高分子材料
本項では、これまで議論されてきた高分子化学材料2点の特性とうについて記述する。 (1)硬質ポリ塩化ビニール Rigged Poly(vinyl chloride)
分子式: ( CH2 CH Cl )n 対薬品性、薄肉化、真空成形性、気密性、軽量化、とうに優れ溶着が可能、欠点として 塩素ガス発生に伴う公害と耐熱性が悪く50℃以下の使用に限定される。 Table 5-1 金属材料との特性比較14) 性 質 R-PVC ステンレス 黄 銅 比 重 1.45 7.91 8.8 引張強度(kgf/cm2) 530 6000 1200 板 厚(mm) 1.0 0.4 0.4 眞空成形温℃ 170 --- --- 耐酸性 ◎ ○ △ 耐アルカリ性 ◎ ○ ○ 耐水素ガス性 ○ △ × 接合性 溶 着 半田付 半田付 (2)ポリブチレンテレフタレート(PBT)Polybutyleneterephthalete 分子式:
C O C−O−(CH
2)
4−O
O
O
n
ガラス入りPBTはエンプラ樹脂、結晶樹脂で対薬品性、耐熱性機械強度、ガスシール 性に優れ、しかも成形性に優れているので実験用ガスメータや環境ガス計測用機器の材 料に適している。下表のDR-48 はGEプラスチック社の15%ガラス入りPBTである。 Table 5-2 PBTの代表特性値15) 性 質 試験方法 ASTM 条 件 単 位 357 ☆DR-48 ガラス繊維含有率 ‐ ‐ % ‐ 15 比 重 D-792 ‐ ‐ 1.36 1.53 23℃24 時間 % 0.08 0.07 吸 水 率 D-570 23℃浸漬飽和 % 0.38 0.30 成 形 収 縮 率 ‐ ‐ ×10-3cm/cm 9∼14 6∼8* 引 張 強 度 D-638 ‐ kg/cm2 490 910 破 断 伸 び D-638 ‐ % 50 5 曲 げ 強 度 D-790 ‐ kg/cm2 945 1,400 曲 げ 弾 性 率 D-790 ‐ kg/cm2 23,800 50,000 圧 縮 強 度 D-695 10%変形*** kg/cm2 400 1,400 ノッチ付 kg・cm/cm 12 5.5 アイゾット 衝撃強度 D-256 ノッチなし kg・cm/cm N・B 54.5 対自己 - 0.20 0.18 摩 擦 係 数 D-1894 対金属 - 0.28 0.135-5 商品化メータの評価試験
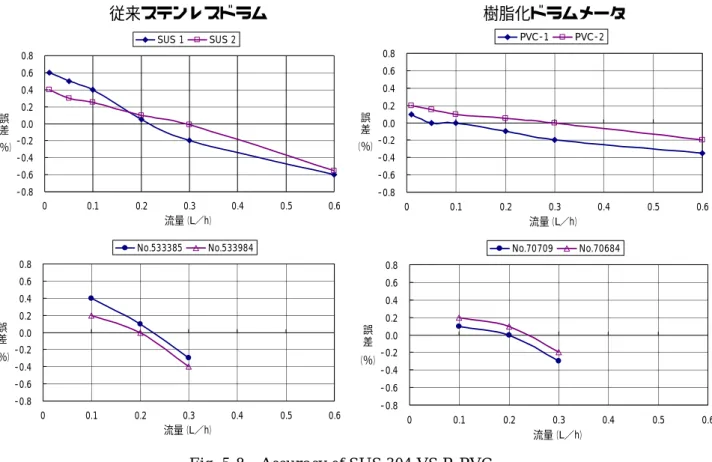
5-5-1 試験結果と考察 (1)誤差性能 Fig. 5-8 は、湿式ガスメータの最も大事な誤差曲線性能である。左側は従来のステンレスドラ ム搭載のメータで、右側は本開発のR-PVC 樹脂化ドラム搭載メータである。下段の図は、拡大パ ルス発信器の搭載(1mL/P)、すなわち負荷トルクを増加したときの誤差(器差)性能である。 従来ステンレスドラム 樹脂化ドラムメータ -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 0 0.1 0.2 0.3 0.4 0.5 0.6 流量(L/h) 誤 差 PVC-1 PVC-2 (%) -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 0 0.1 0.2 0.3 0.4 0.5 0.6 流量(L/h) 誤 差 SUS 1 SUS 2 (%) -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 0 0.1 0.2 0.3 0.4 0.5 0.6 流量(L/h) 誤 差 No.533385 No.533984 (%) -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 0 0.1 0.2 0.3 0.4 0.5 0.6 流量(L/h) 誤 差 No.70709 No.70684 (%)Fig. 5-8 Accuracy of SUS 304 VS R-PVC
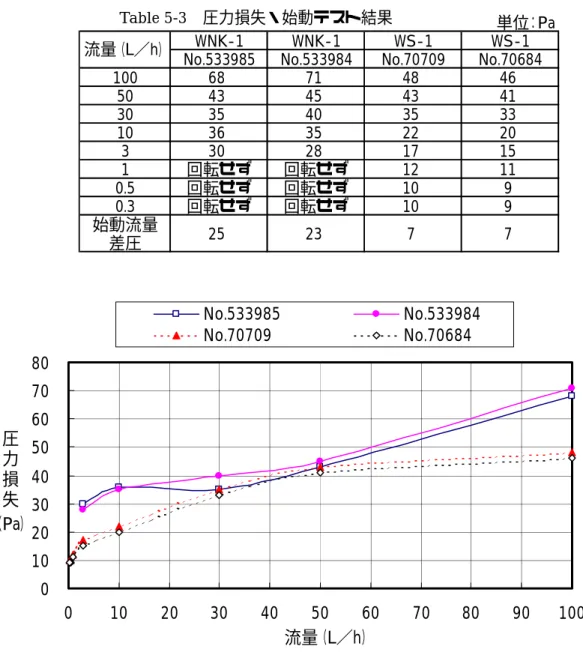
〔考察〕 ①従来ステンレスドラムの誤差特性は落差1.2%、本開発品は 0.4%と、1/3 である。(上段参照) ②拡大パルス搭載メータでは落差0.7%、本開発品は 0.4%と差が有る。(下段参照) (2)小流領域圧力損失始動テスト Table 5-3 及び Fig. 5-9 は、圧力損失・始動流量テスト(1 台接続)の結果である。WNK 型は ステンレスドラムを、WS-1 型は樹脂化ドラムを搭載したもので、始動流量とは停止している状 態から徐々にガスを流し、回転開始したときの圧力を示す。また、各流量における圧力損失を示 す。
単位:Pa
WNK-1 WNK-1 WS-1 WS-1
No.533985 No.533984 No.70709 No.70684
100 68 71 48 46 50 43 45 43 41 30 35 40 35 33 10 36 35 22 20 3 30 28 17 15 1 回転せず 回転せず 12 11 0.5 回転せず 回転せず 10 9 0.3 回転せず 回転せず 10 9 始動流量 差圧 25 23 7 7 流量(L/h) Table 5-3 圧力損失・始動テスト結果 0 10 20 30 40 50 60 70 80 0 10 20 30 40 50 60 70 80 90 100 流量(L/h) 圧 力 損 失 No.533985 No.533984 No.70709 No.70684 (Pa)
Fig. 5-9 Pressure Drop & Starting Flow Rate of Test Result
〔考察〕 ①始動流量時の圧力損失は、従来品に比べ約1/3 低い 7Pa であった。 ②始動開始流量の従来品は、3L/h に比べ、0.3L/h でも計測ができた。微小流量域では、10 倍低い流量の計測も可能にした。 ③100L/h の圧力損失においても、従来品に比べて約 1/2 と小さく、良好である。 以上のように、微小流量の測定に大きな効果が得られる湿式ガスメータが開発できた。