4.燃料電池車に関する技術開発等の動向
本章では,燃料電池に関する技術開発動向や課題等について,海外・国内でのインタ ビュー調査や既存の文献等をもとに整理する。4-1 燃料電池車・水素関連技術開発の目標と達成状況
4-1-1 「燃料電池実用化戦略研究会」による技術課題の整理 PEFC や水素貯蔵・製造に関する技術課題については,2001 年 8 月に開催された平成 13 年度の「燃料電池実用化戦略研究会」において「固体高分子形燃料電池/水素エネル ギー利用技術開発戦略」が示され,この中で現状の技術水準と課題,目標水準が提示さ れた。これは,PEFC や水素に関する技術課題や開発目標を初めて公的に公表したもの である。以下,表4-1-1∼表 4-1-3 にこの内容を要約する。表 4-1-1 燃料電池スタック,改質器の技術課題 現 状 主な課題 目標値 主な技術開発の方向性 役割分担 目標時期 機械強度向上 耐久性向上 自動車用5千時間 定置用 4万時間 温度サイクル耐性(-40 ∼80℃):50回 温度サイクル耐性 向上 (常温∼使用温度) 自動車用3∼6万回 定置用 4千回 耐熱性:約80℃ 耐熱性向上 120∼150℃ 価格:5∼15万円/㎡ 低コスト化 3∼5千円/㎡ 湿度管理の容易化 低加湿,無加湿 フッ素化合物の処理 白金担持量: 2∼4g/kW 白金担持量の低減 0.2∼0.4g/kW CO被毒耐性:10ppm CO被毒耐性向上 10∼50ppm 耐久性向上 (電解質膜に同じ) 価格:4∼8千円/kW 低コスト化 400∼800円/kW カーボンペーパー 価格:数千円/㎡ 低コスト化 500円/㎡ 作業性向上 低コスト化 信頼性向上 廃棄物処理対応 白金回収 カーボングラファイト 伝導度:2X102S/cm 密度:2g/cm3 厚さ:1∼5mm 薄型化 1mm以下 高強度化 耐腐食性向上 接触抵抗低減 価格:4千∼数万円/枚 低コスト化 100∼200円/枚 化 高効率化 耐久性向上 信頼性向上 耐久性向上 5千時間以上かつ 起動停止: 3∼6万回/10年 小型・軽量化 30L/台以下 高効率化 83%程度(LHV) [定格の25%出力時] 始動性・負荷応答 性向上 応答は数秒以内 低コスト化 1,000円/kW以下 燃料柔軟性 耐久性向上 4万時間以上 小型・軽量化 10∼30L/kW 高効率化 87%程度(HHV) [定格時] 起動性・負荷応答 性向上 5∼30分 低コスト化 2万円/kW以下 燃料柔軟性 短期 短期 ・既存膜(パーフルオロ系)の改良 ・補強膜の開発 ・新規膜材料の開発(非パーフルオロ系 等) ・プロトン伝導機構/劣化機構の解明 ・量産化技術の開発 ・廃棄処分対応 産官 産 産学官 産学官 産官 産 短期 短期 中期 短期 短期 中期 ・白金担持量低減技術の開発 ・新規触媒の開発(白金代替) ・耐CO被毒性アノード触媒の開発 ・高活性カソード触媒の開発 ・劣化機構解明 産学官 産学官 産 産学官 産学官 短期 中期 短期 中期 短期 ・量産化生産技術の開発 ・基材形態の改良 産 産 電解質膜 パーフルオロ系イオン交換膜 イオン伝導率: 0.1∼0.2S/cm 膜厚:20∼50μm セパレ-タ-電極触媒 ガス拡散 基材 MEA技 術 ホットプレス法 − ・MEA内現象の解析 ・MEAの新しい製造技術開発 ・リサイクル技術の開発 産学官 産 産 短期 短期 中期 ・新規材料の開発 ・金属セパレーターの被覆技術の開発 ・樹脂系セパレータの量産化技術開発 ・溝形状等の成形加工技術の開発 産学官 産官 産 産 中期 短期 短期 短期 スタック技術 − − ・加湿方法,冷却,ガス配流等の管 理技術の開発 ・シール材・シール構造の開発 ・劣化診断技術の確立 産 産 産学官 短期 短期 短期 ・クリーンガソリン、GTL向け改質器の開 発 ・新規触媒の開発 ・オートサーマル改質器の開発 ・燃料成分,汚染物質が各種触媒に 与える影響の分析 産 産学官 産 学官 短期 中期 短期 短期 [定置用] ・天然ガ ス・ LP ガ ス等 の改質はりん酸形燃料 電池の技術と基本的に 共通 ・多様な燃料に対応した改質器の開 発(天然ガスから灯油まで) ・新規触媒の開発 ・高効率熱交換技術の開発 ・分離膜型CO除去器の開発 ・燃料成分,汚染物質が各種触媒に 与える影響の分析 産 産学官 産 産 学官 短期 中期 短期 短期 短期 改質器 [自動車用] メタノール ・試作車あり ・改質効率80%以上 ・容量40∼150L/台 液体炭化水素系燃料 ・研究室レベル ・基礎的課題多い ・2001年秋試作車発表 予定 出典:燃料電池実用化戦略研究会「固体高分子形燃料電池/水素エネルギー利用技術開発戦略」 (2001 年 8 月 8 日)を基に作成
表 4-1-2 水素燃料貯蔵・製造等に関する技術課題 現状 主な課題 目標値 主な技術開発の方向性 役割分担 目標時期 25MPa 商 用 化 , 35MPa 実 用化 高圧化 ∼70MPa 軽量化 10wt% 低コスト化 安全性の確保 蒸発率:2∼5%/日 断熱性能向上 (ボイルオフガス低減) 車載用1%/日以下 定置用0.1%/日以下 海外で液体水素タンク自動 車の実走行中 低温脆化対策 4K∼ 室温域 吸蔵量:1∼3wt% 貯蔵密度向上 5.5wt%以上 サイクル寿命:100サイクル 耐久性向上 5,000 サ イ ク ル で 低 下 10% 以内 満充填1時間以上 貯蔵速度向上 満充填5分以内 被毒耐性向上 小型・軽量化 低コスト化 水素放出温度の低減 水素含有率:7∼10wt% 反応速度・ 反応制御性向上 反応温度低減 システム化 吸蔵量:数∼20wt% 貯蔵密度向上 5.5wt%以上 カーボンナノチューブ 精製技術確立 再現性乏しい 低コスト化 グラファイト 水素吸蔵法の開発 新規材料 − 貯蔵密度・利便性の 飛躍的向上 − 革新的水素貯蔵技術の開発 産学官 長期 回収率向上 90%以上 低コスト化 変換効率: 90%程度(1A/c㎡) 高性能化 90%以上 (2∼3A/c㎡) 耐久性向上 10年程度 セル面積:0.25㎡ スケールアップ セル面積:0.6∼1.0㎡ 低コスト化 気体燃料の改質精製効 率:55∼70% 高効率化 70%以上 低コスト化 建設費50%減 信頼性向上 低コスト化 高効率化 安全性向上 産学官 短期 精度向上 信頼性向上 産学官 短期 硫黄分等の除去 低コスト化 エネルギー消費の低減 製造プロセスの高効率 5∼10%程度向上 特定留分の成分選択 率向上 低コスト化 メタノール ・全量輸入 ・海外では商用化 ・製造効率:60∼65% 製造の技術的な観点 では特段問題なし* − − − − 高効率化 65∼70% 低コスト化 (注)*:メタノールは,現在バイオマス資源からの液体燃料製造技術開発の主要な生成物として技術開発に取り組まれているところである。 短期 中期 中期 ・海外に製造プラント ・効率60∼65% 産官 産官 産学官 短期 短期 中期 ・開発段階 − ・製造プロセスの改良・開発 − ・触媒・システムの開発 ・大規模プラント技術の確立 産学官 産 短期 短期 ・ディーゼル燃料代替及び LPガス代替として開発中 − 液 体 燃 料 精 製 ・ 製 造 DME (ジメチルエーテル) 水素貯蔵化学物質 GTL (Gas to Liquid) 輸送関連技術 固体高分子形 水電解 クリーン・ガソリン 水 素 貯 蔵 技 術 水 素 製 造 技 術 ・精製等システムの最適化 液体燃料は本格的な開 発に至っていない ・高性能高分子膜の開発 ・触媒の開発 ・セルの大面積化,積層化 ・圧縮機・液化機の改良・開発 パイプラインに 莫大な費用 圧縮・液化過程の 損失大 産官 産学官 短期 産学官 産学官 (5.5wt%) システムとして達成 ・触媒・システムの開発 産学 短期 短期 短期 中期 ・断熱容器・断熱材料開発 ・耐低温溶接技術開発 学官 学官 産学官 産官 ・水素漏洩や爆燃に係るシミュレーション モデルの開発 ・安全なタンク,セルスタック,システムの開 発 短期 短期 短期 短期 短期 産官 産学官 産 短期 短期 中期 中期 産官 短期 産官 短期 ・製造・精製プロセスの改良・開発 ・大規模プラント技術の確立 産学官 産 ・気体燃料システムの最適化 ・液体燃料システムの開発 産 産官 産官 水素の安全に係る 技術 検討項目 ・タンク衝撃試験 ・ガス漏洩拡散 シミュレーション等 副生水素利用 コークス炉ガス 水素回収率:60% 気体燃料・ 液体燃料改質 水素吸蔵合金 ・耐圧容器の開発 ・周辺機器の開発 ・新素材の開発 再水素化施設への回収 必要 炭素材料 ・吸蔵・放出メカニズムの解明 ・計測法の確立 ・合成技術の開発 ・大量生産技術の開発 ・熱交換技術の最適化 ・新規材料の開発 海 外 で ス テ ー シ ョ ン 貯 蔵 / FCEV走行試験中 液体水素方式 圧縮水素方式 出典:燃料電池実用化戦略研究会「固体高分子形燃料電池/水素エネルギー利用技術開発戦略」 (2001 年 8 月 8 日)を基に作成
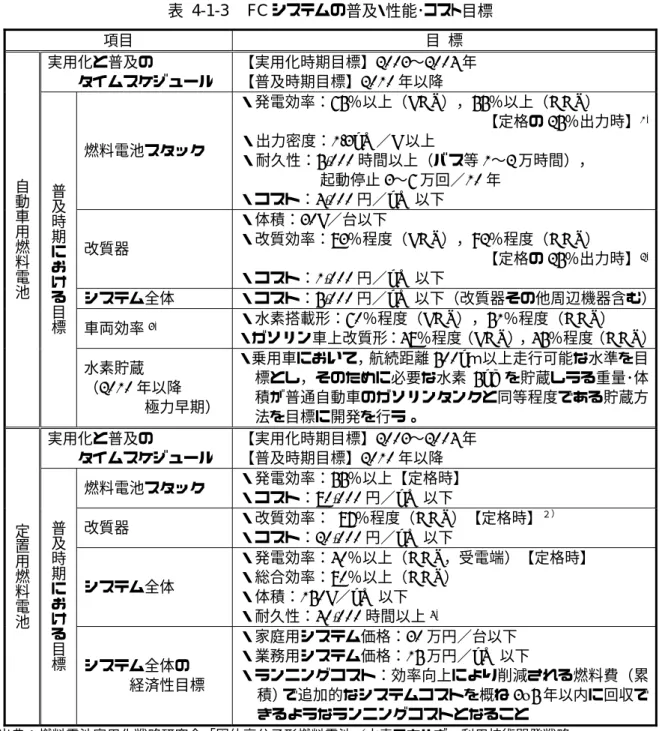
表 4-1-3 FC システムの普及・性能・コスト目標 項目 目 標 自動車用 燃料 電池 実用化と普及の タイムスケジュール 【実用化時期目標】2003∼2004 年 【普及時期目標】2010 年以降 普及時期における目標 燃料電池スタック ・発電効率:65%以上(LHV),55%以上(HHV) 【定格の25%出力時】1) ・出力密度:1.3kW/L 以上 ・耐久性:5,000 時間以上(バス等 1∼2 万時間), 起動停止3∼6 万回/10 年 ・コスト:4,000 円/kW 以下 改質器 ・体積:30L/台以下 ・改質効率:83%程度(LHV),92%程度(HHV) 【定格の25%出力時】2) ・コスト:1,000 円/kW 以下 システム全体 ・コスト:5,000 円/kW 以下(改質器その他周辺機器含む) 車両効率3) ・水素搭載形:60%程度(LHV),51%程度(HHV) ・ガソリン車上改質形:48%程度(LHV),45%程度(HHV) 水素貯蔵 (2010 年以降 極力早期) ・乗用車において,航続距離500km以上走行可能な水準を目 標とし,そのために必要な水素 5kg を貯蔵しうる重量・体 積が普通自動車のガソリンタンクと同等程度である貯蔵方 法を目標に開発を行う。 定置 用 燃 料 電 池 実用化と普及の タイムスケジュール 【実用化時期目標】2003∼2004 年 【普及時期目標】2010 年以降 普及時期における目標 燃料電池スタック ・発電効率:55%以上【定格時】 ・コスト:80,000 円/kW 以下 改質器 ・改質効率: 87%程度(HHV)【定格時】・コスト:20,000 円/kW 以下 2) システム全体 ・発電効率:40%以上(HHV,受電端)【定格時】 ・総合効率:80%以上(HHV) ・体積:150L/kW 以下 ・耐久性:40,000 時間以上4) システム全体の 経済性目標 ・家庭用システム価格:30 万円/台以下 ・業務用システム価格:15 万円/kW 以下 ・ランニングコスト:効率向上により削減される燃料費(累 積)で追加的なシステムコストを概ね3~5 年以内に回収で きるようなランニングコストとなること 出典:燃料電池実用化戦略研究会「固体高分子形燃料電池/水素エネルギー利用技術開発戦略」 2001 年 8 月 8 日 1) (原注)燃料は水素とし,カソード極には空気を送るものとした場合の値。 2) (改質効率)=[(改質器から出力された水素の熱量)−(燃料電池から改質器に戻す水素の熱量)] /(改質器に入力された燃料の熱量)。 効率値はガソリンを燃料として算出。 3) 水素搭載形およびガソリン車上改質形の場合の車両効率(tank to wheel)をそれぞれ示す。 なお,車両効率は,燃料電池と車上搭載蓄電池(2 次電池)との組合せ(ハイブリッド)による効率向 上を考慮し達成される目標とする。 4) 1 日 12 時間運転で 10 年間(約 3650 日)のトータル運転時間は 43,800 時間となり,10 年以上の寿命 に相当する。
4-1-2 NEDO による燃料電池・水素技術開発ロードマップ NEDO では,2020 年頃までを視野に入れ,2001 年に燃料電池実用化戦略研究会によっ て示された技術課題や性能目標を見直し,今後取り組むべき技術課題およびその実現期 待時期を整理した「技術開発ロードマップ」を作成している。この「技術開発ロードマッ プ」は,やや緩やかな形で技術課題と実現期待時期をまとめたものであり,NEDO では, このロードマップを NEDO が実施する燃料電池・水素技術開発の方向付けの基礎とし て位置づけるとともに,広範な産業・学術分野の関係者にとっても各々の立場から燃料 電池の本格実用化に向けた研究・技術開発を戦略的に推進する下地として活用され,さら に今後参入する部品企業等の企業戦略の参考となる等,この分野における裾野の拡大の 一助となることを期待するとしている。 なお,燃料電池・水素技術分野を巡る状況は刻一刻変化しているとの認識から,毎年 見直しが行われており,2008 年 6 月には燃料電池・水素技術開発ロードマップ 2008 が 作成された。図4-1-1∼図 4-1-5 に関連分野の技術開発ロードマップを示す。 図 4-1-1 PEFC(自動車用)技術ロードマップ(再掲) 出典:「NEDO 燃料電池・水素技術開発ロードマップ 2008」NEDO
図 4-1-2 PEFC(定置用)技術ロードマップ
出典:「NEDO 燃料電池・水素技術開発ロードマップ 2008」NEDO
図 4-1-3 水素貯蔵技術ロードマップ
図 4-1-4 オンサイト方式水素ステーション技術ロードマップ 出典:「NEDO 燃料電池・水素技術開発ロードマップ 2008」NEDO
図 4-1-5 オフサイト方式水素ステーション技術ロードマップ 出典:「NEDO 燃料電池・水素技術開発ロードマップ 2008」NEDO
4-1-3 FCV・水素に関する技術開発の目標の整理 FCV・水素に関する最新の NEDO 技術開発ロードマップから,分野ごとの技術開発の 目標を整理したものを図4-1-6 に示す。 2007 年度末時点 2008 年∼ 2010 年頃 技術実証から社会 実証へ 2015 年頃 2020∼30 年頃 車両効率(LHV) 約50% 約50% 約50%以上 60% 約60%以上 耐久性 約1000 時間 2000 時間 3000 時間 5000 時間 5000 時間以上 作動温度 (始動温度含む) 約80℃ -30℃∼約 80℃ -30℃∼約 90℃ -30℃∼約 90-100℃ -40℃∼約 100-120℃ スタック製造原価 (100kW 程度) 数十万円/kW (数十万円以下/kW) 約 5∼6 万円/kW 約1 万円/kW 約4000 円/kW 未満 航続距離 約300∼500km 約500km 約500∼700km 約700km 水素車載量 約3∼5kg 約5kg 約5∼7kg 約7kg 水素貯蔵容器コスト (システムとして) 約300∼500 万円 材料・製造技術によ る低コスト化 量産化による低コ スト化 飛躍的な低コスト化 (∼数十万円) 水素価格 約110∼150 円/Nm3 約80 円/Nm3 (約 80∼40 円/Nm3) 約40 円/Nm3 オンサイト水素 ステーションコスト 約3 億円 約3 億円 約1.5 億円 約1.5 億円以下 出典:NEDO 燃料電池・水素技術開発ロードマップ 2008 図 4-1-6 FCV・水素に関する技術開発目標―NEDO 技術ロードマップより 米国DOE による FCV 用燃料電池システムの目標値を表 4-1-4 に整理する。日本,米 国ともほぼ同様な技術開発目標が設定されている。 表 4-1-4 自動車用直接水素型燃料電池システムの DOE 目標値 単位 2005 年 の現状 2010 年 2015 年 エネルギー効率(@定格出力の 25%) % 59 60 60 エネルギー効率(@定格出力) % 50 50 50 出力密度 W/L 500 650 650 比出力 W/kg 470 650 650 コスト注) $/kW 110 45 30 負荷応答性(出力:10%→90%) 秒 1.5 1 1 コールド スタートアップ 外気温-20℃ 秒 20 30 30 外気温20℃ 秒 <10 5 5 始動停止にかかるエ ネルギ(電力+水素) 外気温-20℃ MJ 7.5 5 5 外気温20℃ MJ N/A 1 1 低温始動性 ℃ -20 -40 -40 耐久性 時間 4,000 5,000 5,000 注)年間50 万ユニットが生産される場合を想定。2002 年米ドル価格。
出典:DOE/EERE「Hydrogen, Fuel Cells & Infrastructure Technologies Program ― Multi-Year Research, Development and Demonstration Plan ― Planned program activities for 2005-2015」2007.10 2020∼30 年頃 本格商用化 2015 年頃 普及初期 2010 年頃 技術実証から 社会実証へ 2008 年∼ 技術実証 2007 度年末
4-1-4 FCV に関する現状の技術水準と課題 NEDO 技術開発ロードマップに整理された FCV の現状までの技術開発の成果と課題 を表 4-1-5 に整理する。また,各種公表資料から得られる現状の FCV 技術レベルを図 4-1-7,図 4-1-8 に示す。これらに示したように,従来から課題とされていた燃料電池の 小型化,航続距離伸長,低温始動性については実用レベルに近づきつつある。耐久性と 低コスト化については改善しつつあるものの,依然として目標水準には到達していない (図4-1-9)。耐久性向上とコスト低減はトレードオフの関係にあり,この両立に向けて は,基礎・基盤的研究を継続的に進めるとともに,更なる技術開発が必要である。 とくに,システムの簡略化・低コスト化等に向けての高温・低加湿対応高耐久化スタッ クの開発や電極に使用する貴金属使用量の低減などが主要な課題として挙げられている。 表 4-1-5 FCV に関する現状までの成果と課題―NEDO 技術ロードマップより 現状・成果 現状(開発実証段階)の課題 2015 目標 FCV ・スタックの軽量化・コンパクト 化・高出力等の高性能化が進展 ・JHFC では,2002 年からこれま でに約120 台が登録・参加し,約 60 万 km 走行と,データを着実 に蓄積。FCV の車両効率はシャ シ ダ イ ナ モ 燃 費 測 定 で 約 50% (’04)→約 56%(’07),約 61%(’08) に向上(トップランナー) ・低温始動性の向上(マイナス30℃ 環境での始動を可能化) ・産学官の取り組み強化による劣化 メカニズム要因分析の進展 ・スタック高耐久化 ・スタック・部材低コスト化 ・高温・低加湿対応 ・貴金属低減 ・量産化対応(スタック・MEA) ・セル・スタック評価解析手法確立 ・長期的基礎・基盤技術の強化 −セル内電極触媒・電解質膜・界面の 反応メカニズム・物質移動現象の解 明 −無加湿 MEA 白金代替触媒,高活性 カソード 等 ・車両効率:60%(LHV) ・耐久時間:5,000 時間 ・航続距離:500∼700km ・作動温度範囲: -30℃∼約 90-100℃ ・スタック製造原価:約 1 万 円/kW 水素 貯蔵 技術 高圧水素貯蔵技術の進展により, 500km 走行に目途 ・高圧水素容器の安全性の検証 ・水素貯蔵材料の高性能化 ・貯蔵容器のコンパクト化・軽量化 ・新規貯蔵材料の探索 低コスト・軽量・コンパクト・ 高耐久で安全な水素貯蔵容器 の実現 出典:NEDO 燃料電池・水素技術開発ロードマップ 2008 FC実用化戦略研究会 2 0 10年目標 0 200 400 600 800 1000 2000 2002 2004 2006 2008 2010 航続 距 離 (10 ・15 モー ド )km トヨタFCHV ホンダFCX 注)ホンダFCXの2006年以前の航続距 離は,LA‐4モード測定値をkm換算 70MPa 2015年 目標: 500k∼ 700km スタック小型化 (ホンダ発表資料にJARI 加筆) 航続距離 (トヨタ・ホンダの公表データより JARI まとめ) 低温始動性 (トヨタFCDIC 講演資料より, カナダの寒冷地試験結果) 図 4-1-7 現状の技術レベル(1)
0 50 100 150 200 250 300 2001 2003 2005 2007 2009 2011 2013 2015 2017 コス ト( $ /kW ) FCシステムコスト DOEの2015年 ターゲット DOEの2010年 ターゲット スタック耐久性 FC-EXPO2009 専門技術セミナーFC-7 での トヨタ自動車発表資料より FC システムコスト
2007 および 2008 DOE AMRM の TIAX 社の報告より (50 万台/年想定) 図 4-1-8 現状の技術レベル(2)
2002年
(JHFCスタート当時)
2008年
(現在)
燃料電池の小型化
燃料電池の小型化
耐久・信頼性向上
耐久・信頼性向上
低温始動性向上
低温始動性向上
航続距離伸長
航続距離伸長
コスト低減
コスト低減
耐久・信頼性向上
耐久・信頼性向上
コスト低減
コスト低減
自動車会社プレゼン資料などからJARIまとめ 図 4-1-9 FCV 普及に向けた技術課題 出所:2007 年度 JHFC セミナー資料4-1-5 水素インフラに関する課題 NEDO 技術開発ロードマップより,水素ステーションに関する現状と課題を整理する と表4-1-6 のとおりである。 表 4-1-6 水素ステーションに関する現状までの成果と課題―NEDO 技術ロードマップより 現状・成果 課 題 目 標 オンサイト ステーション ・各要素技術は,世界と同等レベルの性能 に到達 ・例示基準策定・規制緩和の進展 ・都市ガス,LPG,灯油等のオンサイト方 式(35MPa)を実証運用中(JHFC2) ・70MPa 対応ステーション実 証(JHFC2) ・トータルシステムとしての耐 久性等確認,安全性検証 ・要素技術の高性能化・軽量化 等効率向上,長寿命化・メン テナンス性向上 安 価 か つ 安 全 に 水 素 を 供 給 で き る , 高 効 率,高耐久で低コスト で あ る , 水 素 ス テ ー ションの実現へ オフサイト ステーション ・製鉄所,石油化学プラントからの副生水 素等により,水素を大量供給できるポテ ンシャル大 ・高圧圧縮水素,液体水素のオフサイト方 式を実証運用中(JHFC2) 出典:NEDO 燃料電池・水素技術開発ロードマップ 2008 図4-1-6 に示したように,2007 年度末現在の水素価格は約 110∼150 円/Nm3(詳細 は図4-1-10 参照),オンサイトステーションの建設費は 3 億円と推定されたが,目標は 2015 年に水素価格 80∼40 円/Nm3,建設費1.5 億円である。 こうした目標の達成に向けて,現状では各種要素技術の高性能化・軽量化等による効 率向上,長寿命化・メンテナンス性向上などが求められている。また,とくに現状では 70MPa 級水素ステーションにおける実証運転が課題となっている。 例:35MPa ステーション都市ガス改質方式(300m3/h 規模)の場合 水素供給原価: 1,190 ∼1,600 円/kg 110 ∼ 150 円/m3 (ガソリン税抜き単価 142∼194 円/L 相当) 前提 建設費(2005 年建設):6 億円 償却年数:5∼10 年 都市ガス価格(A 社契約平均単価):54.3 円/m3 FCV のガソリンベース車およびベース相当車の平均燃費(10・15mode):11.7km/L FCV の燃費を 100km/kg-H2として計算 JHFC 推算結果 図 4-1-10 水素価格の調査結果 資料:平成19 年度水素・燃料電池プロジェクト JHFC セミナー資料
4-1-6 インフラ・自動車共通課題 インフラ,自動車共通の課題を表4-1-7 に整理する。 表 4-1-7 インフラ,自動車共通の課題 インフラ・自動車 共通課題 対応 最適充填圧の見極め 国の研究開発,自動車メーカ, 各機器メーカ,インフラメーカ, PEC,実証試験 誤発進防止対策の検討 自動車メーカ,各機器メーカ, インフラメーカ,PEC 安全な急速充填方法の検討(プレクール,通信充填など) 国の研究開発,自動車メーカ, 各製造メーカ,実証試験など 現在,多くのFCV メーカでは,航続距離伸長のため,最大充填圧力を 70MPa とする 実証車を開発している。しかし,充填圧力の高圧化は安全性の懸念や部材・システムに おける高コスト化,Well-to-Tank 効率の低下につながる。また, 70MPa での急速充填 には,水素タンクの高温化を防ぐためのプレクーラーが必要となり,それが更なる高コ スト要因となってインフラ側からみたデメリットは大きい。そのため,インフラ,自動 車両面から見た最適充填圧力の見極めが大きな課題となる。 また,誤発進防止対策の検討や安全な急速充填方法の検討(プレクールを含む通信充 填など)もインフラ側,自動車側共通の重要な課題である。
4-2 燃料電池車関連技術の研究開発動向と課題
本節では,燃料電池車の各要素技術別に,その研究開発動向を取りまとめる。 4-2-1 燃料電池システムの概要 図4-2-1 に一般的な燃料電池システムの構成を示す。システムは,FC スタックなどか ら構成される電池本体システムと,燃料を改質し(非直接水素形の場合),供給量や加 湿量などを制御する燃料供給システム,空気供給量を制御する空気供給システム,電池 温度を一定に保つための熱管理システム,電池反応で生成される水の排出およびシステ ムでの再利用を行う水処理システム,未利用燃料処理,インバータ,コンバータ等の直 流・交流電力変換システム,排熱回収などから構成されている。全体は制御プログラム によってコントロールされ,ひとつの電源システムとして機能する。 制御システム 電力変換 システム 電池本体 システム (FCスタック) 直流電力 空気 (酸素) 空気供給 システム 燃料供給 システム (改質器) 熱管理 システム 水処理 システム 給水 交流電力 空気 燃料 水素 (改質ガス) 回収水 熱 排熱回収 温水,蒸気 未利用燃料処理 図 4-2-1 一般的な燃料電池システムの構成 固体高分子形燃料電池スタック(PEFC スタック)は,一般に図 4-2-2 に示すように, 電解質である固体高分子膜(水素イオン交換膜)と触媒を担持させたシート状の電極 2 枚で1 つのセルを構成する。実運転における 1 セル当たりの起電力は 0.6∼1.0V 程度で あるため,300V 前後のモータに電気を供給するためには,通常 300∼500 枚程度のセル を直列に接続する。固体高分子膜と 2 枚の電極を一体化したものを膜・電極接合体 (MEA)と呼び,これとセパレータ(バイポーラプレート)とを交互に配置したもので ある。図 4-2-2 燃料電池スタックの構成例 4-2-2 燃料電池スタックの課題 (1) 全体システム 前述のとおり,現状においては,耐久・信頼性の確保とともにコストの削減が残され た課題となっている。 NEDO の技術開発ロードマップでは,2015 年までに自動車用スタックシステムの製 造原価を約10,000 円/kW とする目標値が示されている。一方,米国 DOE では,自動 車用の直接水素形FC システムについて,年間 50 万ユニットの FC システムが生産され た場合, 2005 年現在で$110/kW と推計し,2015 年には$30/kW とする目標を掲げ ている(表4-1-4)。 一方で,2005 年度における FC-Cubic へのインタビュー調査によると注),自動車メー カが目標とするスタックのコストは,内燃機関自動車のエンジンとトランスミッション のコストと同様になると考えると,$10∼15/kW となり,一般に言われている目標値よ りも低い水準にあるという(図4-2-3)。今後ともコスト削減に向けた取り組みが必要と されている。 注) 2005 年度 JARI「FCV に関する調査報告書」
図 4-2-3 自動車メーカのスタックのコスト目標 出典:FC キュービック提供資料 FC システムの耐久性に関しては,乗用車用では 5,000 時間とされている(表 4-1-3)。 図4-1-8 に示したように,トヨタは 15 年 20 万 km を見通した耐久性が確保できたと発 表しており,近年の耐久性・信頼性の向上に係る技術開発の進展は目覚ましいと考えら れる。しかし,今後のコスト削減のためには,電極における低白金化が必要であり,ま た,冷却効率の向上や周辺機器の簡略化等のため,高温低加湿化運転を指向する方向に あり,このようなシビアな運転条件における劣化要因の解析や耐久性の確保が重要な課 題になっていると考えられる。 参考として,昨年度に実施した自動車メーカに対する訪問インタビュー調査からス タックの開発状況について尋ねた結果を表4-2-1 に整理する。
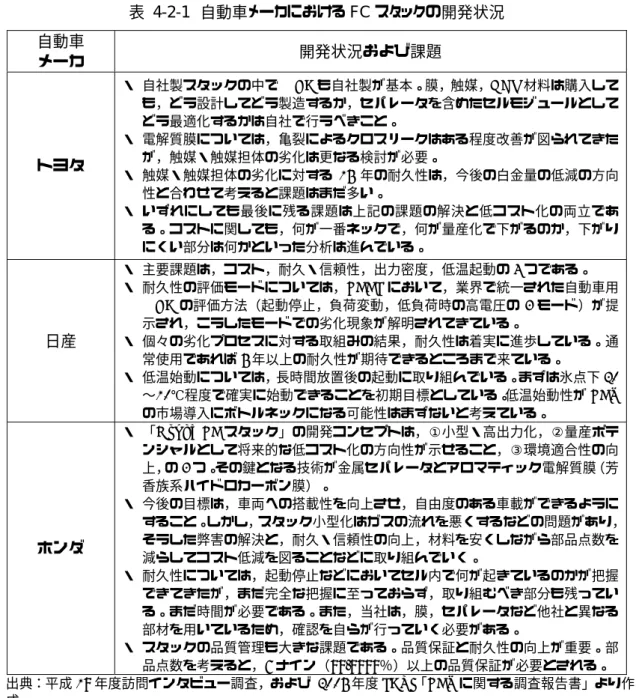
表 4-2-1 自動車メーカにおける FC スタックの開発状況 自動車 メーカ 開発状況および課題 トヨタ ・ 自社製スタックの中でMEA も自社製が基本。膜,触媒,GDL 材料は購入して も,どう設計してどう製造するか,セパレータを含めたセルモジュールとして どう最適化するかは自社で行うべきこと。 ・ 電解質膜については,亀裂によるクロスリークはある程度改善が図られてきた が,触媒・触媒担体の劣化は更なる検討が必要。 ・ 触媒・触媒担体の劣化に対する 15 年の耐久性は,今後の白金量の低減の方向 性と合わせて考えると課題はまだ多い。 ・ いずれにしても最後に残る課題は上記の課題の解決と低コスト化の両立であ る。コストに関しても,何が一番ネックで,何が量産化で下がるのか,下がり にくい部分は何かといった分析は進んでいる。 日産 ・ 主要課題は,コスト,耐久・信頼性,出力密度,低温起動の4 つである。 ・ 耐久性の評価モードについては,FCCJ において,業界で統一された自動車用 MEA の評価方法(起動停止,負荷変動,低負荷時の高電圧の 3 モード)が提 示され,こうしたモードでの劣化現象が解明されてきている。 ・ 個々の劣化プロセスに対する取組みの結果,耐久性は着実に進歩している。通 常使用であれば5 年以上の耐久性が期待できるところまで来ている。 ・ 低温始動については,長時間放置後の起動に取り組んでいる。まずは氷点下20 ∼10℃程度で確実に始動できることを初期目標としている。低温始動性が FCV の市場導入にボトルネックになる可能性はまずないと考えている。 ホンダ ・ 「Honda FC スタック」の開発コンセプトは,①小型・高出力化,②量産ポテ ンシャルとして将来的な低コスト化の方向性が示せること,③環境適合性の向 上,の3 つ。その鍵となる技術が金属セパレータとアロマティック電解質膜(芳 香族系ハイドロカーボン膜)。 ・ 今後の目標は,車両への搭載性を向上させ,自由度のある車載ができるように すること。しかし,スタック小型化はガスの流れを悪くするなどの問題があり, そうした弊害の解決と,耐久・信頼性の向上,材料を安くしながら部品点数を 減らしてコスト低減を図ることなどに取り組んでいく。 ・ 耐久性については,起動停止などにおいてセル内で何が起きているのかが把握 できてきたが,まだ完全な把握に至っておらず,取り組むべき部分も残ってい る。まだ時間が必要である。また,当社は,膜,セパレータなど他社と異なる 部材を用いているため,確認を自らが行っていく必要がある。 ・ スタックの品質管理も大きな課題である。品質保証と耐久性の向上が重要。部 品点数を考えると,6 ナイン(99.9999%)以上の品質保証が必要とされる。 出典:平成19 年度訪問インタビュー調査,および 2005 年度 JARI「FCV に関する調査報告書」より作 成
(2) 固体高分子電解質膜 1) 電解質膜の課題と開発の動向 固体高分子電解質膜(水素イオン交換膜)としては,現在,パーフルオロスルホン 酸膜が標準的に用いられている(表 4-2-2)。パーフルオロスルホン酸膜は,1970∼ 1980 年代に開発され,化学的安定性が高いなどの優れた特性を有し,現在 PEFC の 電解質として最も一般的に用いられている。しかし,パーフルオロスルホン酸膜につ いては後述するような課題もあり,現在,これに代わる電解質膜の開発も鋭意進めら れている。 表 4-2-2 商品化されているパーフルオロスルホン酸膜 膜名 メーカ ナフィオン®膜 DuPont フレミオン®膜 旭硝子 アシプレックス®膜 旭化成 GORE-SELECT®膜 W.L.GORE,ジャパンゴアテックス パーフルオロ系の電解質膜は化学的安定性に優れるという有利な特性を有するもの の, ① 低加湿化・無加湿化(導電性・強度を確保するために水分管理が必要) ② 耐熱性の向上(高温で強度が低下,常圧での高温化は水が蒸発し伝導度が低下) ③ 低コスト化 ④ メタノールの透過(DMFC 用) といった課題がある。 図 4-2-4 にパーフルオロスルホン酸膜の課題に対する現状の研究開発の方向性を示 す。 現在,パーフルオロスルホン酸膜以外の電解質膜としては,ホンダが現在のFCV に おけるFC スタックに用いていると公表している「アロマティック電解質膜」がある。 これはスーパーエンプラベースの芳香族系炭化水素系のスルホン酸膜であり,パーフ ルオロスルホン酸膜の代替膜としては,現状ではこのタイプの炭化水素系膜に絞られ てきていると考えられる注)。 注) 参考資料「旭硝子訪問インタビュー調査報告」参照。
官能基(アニオン膜等)
官能基(アニオン膜等)
安定性 安定性 機械的強度 機械的強度 無・ 低加湿 無・ 低加湿 高温用 高温用 低コ スト 低コ スト プ ロ ト ン 伝導度 プ ロ ト ン 伝導度 D MF C 用 D MF C 用 パーフ ルオロ ス ルホン 酸膜 安定性 安定性 機械的強度 機械的強度 無・ 低加湿 無・ 低加湿 高温用 高温用 低コ スト 低コ スト プ ロ ト ン 伝導度 プ ロ ト ン 伝導度 D MF C 用 D MF C 用 パーフ ルオロ ス ルホン 酸膜 短側鎖型膜 エンプラベーススルホン酸膜 無機有機ハイブリッド膜 エンプラベースリン酸型膜 エンプラベーススルホン酸膜 無機有機ハイブリッド膜 エンプラベースリン酸型膜 フラーレン型 多孔質ガラス Pt, シリカ等分散 フラーレン型 多孔質ガラス Pt, シリカ等分散 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 高イオン容量化官能基(アニオン膜等)
官能基(アニオン膜等)
安定性 安定性 機械的強度 機械的強度 無・ 低加湿 無・ 低加湿 高温用 高温用 低コ スト 低コ スト プ ロ ト ン 伝導度 プ ロ ト ン 伝導度 D MF C 用 D MF C 用 パーフ ルオロ ス ルホン 酸膜 安定性 安定性 機械的強度 機械的強度 無・ 低加湿 無・ 低加湿 高温用 高温用 低コ スト 低コ スト プ ロ ト ン 伝導度 プ ロ ト ン 伝導度 D MF C 用 D MF C 用 パーフ ルオロ ス ルホン 酸膜 短側鎖型膜 エンプラベーススルホン酸膜 無機有機ハイブリッド膜 エンプラベースリン酸型膜 エンプラベーススルホン酸膜 無機有機ハイブリッド膜 エンプラベースリン酸型膜 フラーレン型 多孔質ガラス Pt, シリカ等分散 フラーレン型 多孔質ガラス Pt, シリカ等分散 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 高イオン容量化 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 側鎖安定性向上 スルホニルイミド膜 架橋, 主鎖構造改良 架橋, 主鎖構造改良 部分フッ素化膜(グラフト重合) フ ッ 素系樹脂フ ィ ルムベース 補強薄膜 高イオン容量化 図 4-2-4 パーフルオロスルホン酸膜の研究開発の方向性 資料提供:旭硝子(株) 以下に,以上の課題を踏まえた現状の技術動向を整理する。 2) 低加湿化・無加湿化 一般にパーフルオロスルホン酸膜において優れたイオン導電性を得るには,飽和水 蒸気圧雰囲気に近い条件で膜を保持する必要があり,水分管理(加湿)が必要となる。 水分管理の方法としては,外部から加湿する方法があるが,システムの簡略化とコス トの低減のため,無加湿,あるいはより低加湿で利用可能な膜の開発が主要な膜メー カにおいて進められている。その他には,カソード側の生成水の一部がアノード側に 拡散した水分や,アノード側に供給される加湿した燃料ガスからの水分を,膜内で高 く維持管理する試み等が検討されている。 3) 薄膜化と補強膜の動向 パーフルオロスルホン酸膜は,膜厚が薄いほど膜抵抗が低下し,発電性能が向上す るため,薄膜化が図られてきた。しかし,薄膜化は逆に機械的な強度や寸法安定性, 操作性の低下等の問題を生じさせるため,薄膜化とともに機械的強度,寸法安定性に 優れた補強膜の開発が進められている。また,イオン導電性を向上させるためにスル ホン酸基を増やすと機械的強度が低下するため,補強膜が検討されている。 現在,各種補強膜が開発されているが,補強化の方法として代表的なものは,化学 的に安定なPTFE(ポリテトラフルオロエチレン)を補強材に用いる方法である。ジャ パンゴアテックス社からはPTFE 多孔体にパーフルオロスルホン酸樹脂液を含浸した 膜(Gore-Select®膜)で,膜厚15∼40μm 程度のものが市販されている。一方,平成19 年度における旭化成に対する訪問インタビュー調査注1)によれば,旭 化成では,分子補強という概念を用い,力学的強度,寸法/化学的安定性が高く,低コ スト化,薄膜化ポテンシャル,高出力ポテンシャルを有している膜の開発を行ってい る。この分子補強は,多孔質膜のような外部支持体を用いず,分子レベルの制御で膜 を補強するため,外部支持体を用いる方法に比べてコストアップ要因は少ないという ことである。また,2008 年度における旭硝子に対するインタビュー調査によれば注2), 旭硝子でもイオン導電性の更なる向上を図るため,それによる機械的強度の低下を補 うため補強膜を検討していると述べている。 4) 耐熱性の向上 FC の運転温度は約 80℃が一般的であるが,自動車用 FC における廃熱効率の向上 などのために,より高温で作動可能な耐熱性膜の開発が進められている。例えば80℃ から120℃への高温運転化は,外気温との差が 2 倍になり,ラジエタの容量を半減で きる可能性がある。 現状のFC システムの標準的運転条件である常圧 80℃では,飽和水蒸気圧が約 0.5 気圧であり,100℃を超えると飽和水蒸気圧が 1 気圧を超え,加圧しないとガスが FC 内に入らないことになる。120℃では飽和水蒸気圧が約 2 気圧になるので,常圧 80℃ と同じ燃料ガス分圧を狙うと4∼5kg/cm2の加圧が必要になる。また,高温によって 理論起電力が低下するというデメリットもある。したがって,各システムにおいて以 上のようなメリット・デメリットを勘案して適切な運転温度を探る必要がある。現状で は,現在の自動車と同様の水を用いた冷却システムを採用する意味においても,FC での 100℃∼120℃の運転が望ましい温度レベルといわれている。NEDO のロード マップ(図4-1-1)や FCCJ の開発目標(表 3-5-2)においてもセル温度が最大 120℃ と設定されている。 平成19 年度の旭化成に対する訪問インタビュー調査注3)によると,旭化成では高温 低加湿運転を目標としており,運転温度は120℃が 1 つの目標であるという。しかし, 120℃での運転においては,耐久性とともに伝導度を出すためにはある程度の湿度が 必要になり,仮に 120℃運転で湿度 50%に保つとすると,100℃で加湿することとな り,対応した加湿器が必要になるという点が課題になるという。現在,低加湿(湿度 20%程度)での運転では 0.1s/cm2の以上の伝導度が出るような膜はまだないとのこと である。
一方, PEMEAS を買収した BASF では,既に定置用の PBI 高温膜 Celtec-P を製
注1) 2007 年度 JARI「FCV に関する調査報告書」 注2) 参考資料「旭硝子訪問インタビュー調査報告」 注3) 2007 年度 JARI「FCV に関する調査報告書」
品化している注1)。 また,VW でも高温膜の開発が行われている。VW は,シミュレーションにより, 現状の 80℃の稼動温度ではラジエタの放熱能力の制約により,平地の最高速度が 136km/時,6%の上り勾配では 49km/時に制約されてしまうが,120℃になれば, それぞれ 193km/時,100km/時になるとしている注2)。VW は,当初は PEMEAS と共同研究を行っていたが,現在は独自技術による稼動温度120℃の PBI 系高温膜で あるHT-VW を開発中である。 旭硝子は,フッ素系電解質膜を用いた膜・電極接合体(MEA)で高温耐久性を大幅 に高めることに成功していると発表している。旭硝子が新規に開発した NPC(新規 パーフルオロ系ポリマーコンポジット)を用いたMEA の発電耐久試験では,120℃で 相対湿度 50%の条件のもと,6 千時間の連続運転を達成している注3)。なお,旭硝子 では,2008 年度のインタビュー調査において,更なる高温・低加湿運転を目指すため, NPC に代わってポリマー構造から見直した新世代の電解質の開発に移行していると 述べている。 5) 耐久性 膜の耐久性については,利用温度や利用するガス,ガスの入れ方,冷却の方式,加 湿の方法,セパレータ等との相性の問題があり,スタックシステムや MEA としての 耐久性に深く係わっている。数年前においては,MEA の劣化要因の解明と耐久性の 確立,その実証はコストと並んで最大の課題となっており,劣化要因の解明に向けた 産官学共同の取り組みが行われてきた。そうした成果を踏まえ,各膜メーカは新しい 耐久性に優れた電解質膜を製品化してきており,膜自体の耐久性は急速に向上してき ているといわれている。 6) コスト パーフルオロ系電解質膜は,食塩電解事業用として現在量産されているが,イオン 交換基を有するモノマーの合成工程が多段にわたり,また製膜までの工程が多く,こ のことが高コストの原因といわれている。 DuPont 社は従来から年間 200∼300 万㎡の出荷量があるならば,価格として$30/ ㎡以下が可能と述べていたが注4),平成19 年度の海外調査によると,量産時に$50/ ㎡は可能であっても$30/㎡のレベルの達成は非常に困難であると述べている。 注1) 「2008 年度 JARI 欧米調査報告書」参照。なお,2005 年度における調査(2005 年度 JARI 欧米調 査報告書)では,自動車用の高温膜Celtec-V を開発中ということであったが,今年度調査ではその 話には触れられていない。 注2) 2006 年度 JARI 欧米調査報告書 注3)参考資料「旭硝子訪問インタビュー調査報告」 注4)「日経メカニカル」2000 年 12 月号,No.555,および 2001 年度 JEVA「FCV に関する調査報告書」
「技術開発戦略」では,現状の電解質膜の価格を5∼15 万円/㎡とした上で,2010 年の目標を 3∼5 千円/㎡としている(表 4-1-1 参照)。旭化成は 2004 年度の訪問イ ンタビュー調査において,膜の厚さや複雑さによって異なるものの,年間 200 万 m2 の生産量であれば30∼50 ドル/m2は可能であると述べている。ただし,定置用だと, そもそも使用される膜の量が少ないため,現状ではコストよりも性能向上が優先事項 であるという注1)。 一方,FC-Cubic の設立目的の1つにもあるように注2),自動車メーカは数百円/㎡ のコストを要求している(図 4-2-3 参照)。また,FCCJ の自動車用電解質膜の要求 コストも,年間 1000 万㎡の生産量で 1,000 円/㎡以下と設定されている(表 3-5-2 参照)。旭硝子は,このようなコスト要求に対して,非常に厳しい目標だが現状で諦 めたわけではないと述べている注3)。 7) 非パーフルオロ系代替膜の開発動向 コストダウンや性能の向上が見込める非パーフルオロ系代替膜の開発も進められて いる。図 4-2-4 に示したように,研究開発の方向性として様々の取り組みが行われて きたが,現状では,非パーフル系以外の電解質膜としては,スーパーエンプラベース のポリマーを用いた芳香族系炭化水素系膜に絞られてきていると考えられる注4)。以 下では,主に炭化水素系の電解質膜の開発動向を整理する。 炭化水素系膜の主な狙いは,低コスト化である。上智大学の陸川教授によると,炭 化水素系高分子電解質膜は,パーフルオロ系高分子膜と比較すると,燃料ガスの透過 性が低いこと,白金の溶解再析出による白金バンドが生成されないこと,機械的な強 度が高いことに利点がある一方で,フェントン耐性など化学的安定性については,パー フルオロ系高分子膜に劣ると述べている。また,パーフルオロ系高分子膜では,化学 構造を容易に変更することができないが,炭化水素系高分子膜は,官能基の変更やイ オン捕集材,熱安定剤などの添加剤を容易に混ぜ込める利点があると述べている注5)。 ホンダは,2004 年に発表した「Honda FC STACK」にスーパーエンプラを原料と するアロマティック電解質膜を採用し,マイナス 20℃から 95℃までの発電が可能に なったと発表している。ホンダのFC スタックは,さらに 2006 年の次世代 FC スタッ クに進化し,「V Flow FC スタック」では作動温度を‐30℃∼95℃と発表している。 2006 年 1 月,JSR㈱は㈱本田技術研究所との共同開発で,新規な炭化水素系電解質膜 である「アロマティック電解質膜」を開発し,ホンダの「Honda FC STACK」に使用 されていると発表した。この膜は,従来の電解質膜に比べて,イオン交換基(スルホ 注1) 2004 年度 JARI「FCV に関する調査報告書」 注2) 2005 年度 JARI「FCV に関する調査報告書」 注3) 参考資料「旭硝子訪問インタビュー調査報告」 注4) 参考資料「旭硝子訪問インタビュー調査報告」参照 注5) 2007 年度 JARI「FCV に関する調査報告書」
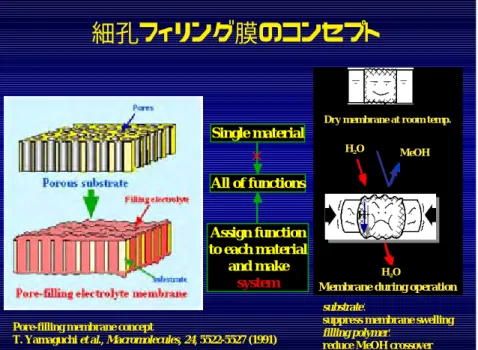
ン酸基)濃度を高くした構造のため,優れたプロトン伝導性を発現し,また,ポリマー の分子設計を最適化することにより,耐久性,ガス遮断性,高温特性,低温特性にも 優れるという。この膜を採用したスタックは,従来の膜を使用したものに比べて約 4 倍の高温発電耐久性能を示し,低温始動性についても,ポリマー構造を最適化して,0℃ で凍結しない水の含量を増やすことによって実現したと発表している。 大同工業大学の堀教授は,様々な電解質膜を評価した実績から判断し,炭化水素系 の膜はガスのクロスリークが起こりにくく,とくに自動車の負荷変動に対してパーフ ルオロ系膜と比較して耐久性が高いと述べ,自動車用途として炭化水素系膜に対して 高い評価を与えている注1)。また,山梨大学の渡辺政廣教授をセンター長とする燃料 電池ナノ材料研究センターでは,NEDO プロジェクトである「HiPer-FC」において, 2008 年度から 7 年間の予定で自動車用途を目標においた炭化水素系電解質膜や電極 被覆樹脂(イオノマー)の研究開発を行う予定である注2)。 旭硝子は,パーフルオロ系と炭化水素系電解質膜の比較に関して,今後の低加湿高 温運転に向け,炭化水素系の弱点として低加湿において急激にプロトン導電性が低下 すること,パーフルオロ系に比べて化学的安定性が弱いことを挙げ,逆に炭化水素系 の有利な点としては,機械的強度とリサイクル性を挙げている。コストに関してはエ ンプラ系構造を有する炭化水素を用いる限り,炭化水素系のパーフルオロ系に対する 有利な点はないと述べている注3)。 その他のPBI を用いたより高温稼働の電解質膜に関しては,前述のとおり BASF(旧 PEMEAS)や VW が開発中の膜が挙げられる。 8) 細孔フィリング膜注4) 東京工業大学の山口猛央教授は,細孔フィリング膜という電解質膜構造を提案してい る(図4-2-5)。細孔フィリング型電解質膜とは,耐熱性・耐化学薬品性の高い数 10nm ∼数100nm 程度の細孔がある基材の細孔中に電解質ポリマーを充填したものである。 膜厚は数 10μm∼100μm,穴の形状はスポンジ状の複雑な形状をしている。その重 要な特性は,基材に非常に強い物質を用いるため,そのたがにより細孔中の電解質ポ リマーが膨潤しにくいこと,メタノールや水素の透過性が低いことである。このフィ リング膜は,従来から直接メタノール形FC の電解質膜として応用が図られているが, 自動車用途を目的とした研究にも展開が図られている。フィリング膜に用いる基材と ポリマーは用途に応じて様々な物質を用いることが可能であり,現在,山口教授の研 究室では,自動車用を目的とした芳香族系炭化水素を用いた電解質膜についての研究 も進められている。 注1) 2006 年度 JARI「FCV に関する調査報告書」 注2) 参考資料「山梨大学渡辺教授訪問インタビュー調査報告」 注3) 参考資料「旭硝子訪問インタビュー調査報告」 注4) 2005 年度 JARI「FCV に関する調査報告書」
このコンセプトを用いた電解質膜を現在研究開発している企業は複数あるというが, 例えば東亜合成では,この細孔フィリング膜のコンセプトを用いた直接メタノール形 FC の開発を行っている注)。同じコンセプトで安価なPEFC 用の電解質膜が製造でき るとしているが,当面は直接メタノール形FC 用の膜を展開していくという。
細孔フィリング膜のコンセプト
Single material All of functions Assign function to each material and make systemDry membrane at room temp.
Membrane during operation H2O MeOH
H2O
H+
substrate:
suppress membrane swelling
filling polymer:
reduce MeOH crossover
×
Pore-filling membrane concept
T. Yamaguchi et al., Macromolecules, 24, 5522-5527 (1991)
図 4-2-5 細孔フィリング膜のコンセプト (3) 電極触媒 一般にPEFC の電極触媒は,触媒担体としてのカーボンブラックなどの粒子表面に数 Åの白金粒子等を均一にばらまいたものであり,これを電解質膜に塗りつけて,MEA (膜・電極接合体;後述)として加工する。一般には白金を有効利用するために,カー ボン粒子の表面に白金をどれだけ均一に細かくばらまくかが重要となる。カーボン担体 については,後述のとおり,近年の腐食問題の顕在化により,グラッシーカーボンなど の新たな耐腐食性能の高い材料の検討も行われている。 PEFC の電極触媒における課題としては,まず高価な白金の担持量の低減が挙げられ る。また,近年ではカソード触媒の耐久性向上が重要な課題として注目されている。具 体的には,白金粒子が大きくなるシンタリングの問題,白金が溶解して膜中に再析出す る白金バンドの問題,触媒担体が腐食する問題が挙げられる。さらに,FC の効率向上 のためには,カソード触媒の触媒活性の向上が重要な課題となっている。 また,アノード側では,改質ガス用PEFC における改質ガスに含まれる CO による耐 注) 2006 年度 JARI「FCV に関する調査報告書」
被毒性能の向上が課題となっている注1)。さらに,自動車用では,起動停止などに起因 する燃料枯渇時に触媒担体が腐食することが課題としてクローズアップされている注2)。 1) 白金量の低減化について コスト削減における最大の課題の 1 つは使用貴金属量の低減化である。「技術開発 戦略」では電極触媒における現状の白金担持量を2∼4g/kW とした上で,2010 年の 目標をこの10 分の 1 としている。また,FCCJ から出された自動車用 FC の目標では, 2010 年までに総白金使用量 0.3g/kW,2015 年∼2020 年までに 0.1 g/kW,最終的 には無白金という目標値が出されている(表3-5-2 参照)。 白金量の低減化に向けては,貴金属量の低減のために触媒層を薄膜化していくと均 一な触媒層を形成するのが難しいといった課題や,高分散化のために白金粒子を小型 化すると耐久性が低下して,粒子が大型化する(シンタリング)といった問題が顕在 化している。このように,白金量の低減は,耐久性,性能とトレードオフの関係にあ り,耐久性や性能を確保した上での白金量の低減が重要な課題となっている。 図4-2-6 は,Johnson Matthey(JM)社による FCV の白金使用量の低減見通しを 示しており,現状のFCV(PEFC 出力 75kWe を仮定)では,1 台当りの白金族の担 持量は 60∼120g であるが,2010 年においては 25g 程度に低減できると考えている。 Johnson Matthey では,白金以外のもので代替することは不可能と考えており,白金 使用を前提に担持量を低減するべく開発を行っているという。 20 40 60 80 100 120 0 2000 年 2010 年 白金族の使用量 [g/車] Pt Rh Pd 図 4-2-6 Johnson Matthey 社による FCV の白金族使用量低減の見通し 出典:2003 年度 JARI 海外調査報告書 注1) 田中貴金属工業によると(2006 年度 JARI「FCV に関する調査報告書」),純水素を用いた FC で あっても,燃料を循環させると,その間にCO が蓄積されて,燃料中の CO 濃度が徐々に高くなると いう問題があるという。 注2) 2006 年度 JARI「FCV に関する調査報告書」
2005 年度の自動車メーカに対するインタビュー調査によると,現状の内燃機関自動 車の白金使用量は2∼3g/台,SULEV レベルで 10g/台以下であり,このレベルを長 期的なFCV の目標値の目安とすべきであるとの意見が複数社から得られている。 訪問インタビュー調査で旭硝子は,従来の白金担持量が両極合わせて 0.5∼1mg/ cm2であったものが,現在では0.3∼0.4 mg/cm2になってきていると述べている注1)。 また,山梨大学の渡辺教授は,2004 年度の訪問インタビュー調査において,白金使 用量を1/10 にするには,1つの触媒を見つけることによっては達成され得ず,併せ て活性を上げる,温度を上げる,触媒の利用率を上げるような拡散層の作り方等を組 み合わせて達成するしかないと述べている注2)。 前述の東京大学山口助教授の研究グループは,電極層ナノ制御法という触媒担持方 法を提案している。カーボンブラックの表面自体を活性化し,表面の OH 基に反応基 をつける。その後,グラフト反応により,プロトン伝導体のポリマーを付加するとい うカーボンの表面修飾を行ったのち,これを白金触媒と混ぜて MEA を作成する方法 である。この方法により,従来手法ではポリマーが進入できなかったカーボン粒子の 隙間にポリマーを導入することが可能になり,三相界面量が増え,触媒の利用率を向 上することができるという。耐久性を考慮しない研究室レベルの研究成果として,0.2g /kW 程度が達成できているという注3)。 カソード触媒の無貴金属化に向けた研究としては,群馬大学の尾崎教授の研究グ ループが,NEDO の支援を受け,カーボンをナノシェル構造にして窒素やホウ素をドー ピングするといった方法で,カソード触媒能を有する機能性の炭素材料の研究開発を しており,注目を集めている注4)。 また,横浜国立大学の太田教授の研究グループによるタンタル(Ta)系の酸窒化物 やジルコニウム系の酸化物や窒化物を触媒に用いた研究注5)や,信州大学高須教授の 研究グループによる導電性金属酸化物を触媒に用いる研究注6)などが行われている。 また,山梨大学の渡辺教授の研究グループは,ナノカプセル法と呼ばれる合金ナノ 触媒の合成方法を提案し,特許を取得している注7)。 NEDO では,今年度から新たに 3 つの脱白金触媒,低白金化技術に関する新規プロ ジェクトを開始した。前述の群馬大尾崎教授のコンセプトに関する「カーボンアロイ」 プロジェクト,ならびに横浜国大太田教授をプロジェクトリーダ(PL)とする「酸化 物系非貴金属触媒」,同志社大稲葉教授を PL とする「低白金化技術」プロジェクト である。 注1) 2006 年度 JARI「FCV に関する調査報告書」,参考資料「旭硝子訪問インタビュー調査報告」 注2) 2004 年度 JARI「FCV に関する調査報告書」 注3) 2005 年度 JARI「FCV に関する調査報告書」 注4) 2006 年度 JARI「FCV に関する調査報告書」 注5) 2006 年度 JARI「FCV に関する調査報告書」 注6) 2006 年度 JARI「FCV に関する調査報告書」 注7) 参考資料「山梨大学渡辺教授訪問インタビュー調査報告」
2) アノード(水素極)触媒における CO 被毒に関する課題 現在のFCV においては,純水素を用いるものが主流になっているが,家庭用 PEFC 熱電併給システムなどにおける改質ガスを用いるPEFC においては,改質ガス中に含 まれる CO によるアノード触媒の耐被毒性能の向上が課題となっている。これととも に,貴金属量の低減が最大の課題である。従来から純水素用の5 倍から 10 倍程度の白 金量が必要とされている。触媒の被毒に対しては,触媒の改良に加えて,高温化や改質 ガス中の CO 濃度の低減,エアブリーディング注1)などのいくつかの方法が考えられ ている。触媒の改良としては,白金とルテニウムの合金(白金とルテニウムの担持量 (重量)の比は1:1 が基本)を触媒に用いることが主流となっている。 最近の動向としては,触媒そのものの技術的な変化は大きく変わっていないが,白 金量を減らすために,高温運転化や改質ガスの CO 濃度の低減が検討されているとい う注2)。改質ガス中のCO 濃度としては 10ppm が一般的になりつつある。 最近では,FC 運転中におけるルテニウムの安定性も問題となってきており,ルテニ ウムをどう安定的に存在させるかといった課題が顕在化してきている。 山梨大学の渡辺教授らは PtFe,PtNi,PtCo,PtMo 系電極触媒が優れた耐 CO 性 (100ppm)を有することを発表した。製法についてもスパッタリング法注3)を含めて 検討し,成果を挙げている。また,産業技術総合研究所の五百蔵らはPt/MoO2/C など の酸化物修飾触媒が耐CO 性を示すことを報告している注4)。海外では,カナダINRS
のC.Gouerec 等は PtMo を含むコロイド型電極触媒の製造で AlH3, MgH2などの金属
水素化物を還元剤に用いる方法を開発し,100ppm CO 耐性試験に成功している。 また,信州大学の杉本准教授は,酸化ルテニウムのナノシート状の構造物で電極触 媒を覆うことによって,耐久性と活性を向上させる取り組みを行っている注5)。 3) カソード(空気極)触媒に係る課題 FC のエネルギー損失の内訳を見ると,全損失の 8 割をカソードが占め,高効率カ ソード触媒は重要な課題となっている(図4-2-7)。 このような課題に対して,例えば山梨大学の渡辺教授の研究グループでは,カソー 注1) 水素極の中に空気を入れること。エアブリーディングの効果は次のとおり。CO の被毒は CO が触媒 表面を通っていく過程で,触媒表面とCO が離れなくなる現象。そこに空気があると,水素とも反応 するが,触媒上にあるCO を CO2にして分離できる。それを利用してCO 被毒を低減しようというも の。通常0.5%から 5%ぐらいまでの空気を水素に混ぜて回避する。デメリットは安全性と効率低下 である。 注2) 2001 年度 JEVA「FCV に関する調査報告書」 注3) 加速されたイオンをターゲット(固体)に照射すると,ターゲット表面の原子・分子が外部に放出 される。これをスパッタ蒸発(Sputtering evaporation)と呼び,スパッタ蒸発したターゲット物質をウ エハーやガラスなどの基板上に付着させて薄膜を形成することをスパッタ蒸着(Sputtering deposition) と称している。これを称してスパッタリング法と言う。 注4) 2002 年度 NEF「FC 動向調査報告書資料編」 注5) 参考資料「信州大学杉本准教授訪問インタビュー調査報告」
ド触媒に金属の合金を用いて,酸素の還元性能を向上させる取り組みを行っている注1)。 鉄やニッケル,コバルトなどの金属を白金に混ぜると還元反応を促進させる効果があ ることが明らかにされている。 近年,田中貴金属工業ではこうした問題に対処するため,白金・コバルト合金触媒 を開発している。この合金触媒は,出力密度の向上と同時に耐久性の向上に対しても 有効という成果も得られつつあり,自動車用,定置用にその性能評価と開発が活発に 進められているという注2)。 カソード触媒では,前述のとおり,とくにシンタリングや白金バンドの問題,触媒 担体の腐食の問題があったが,これらについては, NEDO の劣化解析に関するプロ ジェクトなどにおいてその原因解明に向けた取組みが行われ,現状の運転条件におい ては劣化の機構について明らかにされ注3),その対策も取られてきていると考えられ る。今後は,高温低加湿運転時や炭化水素系膜を用いた場合などにおける劣化メカニ ズムの解明が重要な課題になると考えられる。 また,前述の信州大学杉本准教授の酸化ルテニウムナノシート触媒は,カソード触 媒における耐久性向上にも効果があり,今後もNEDO の「低白金化技術」プロジェク トにおいて更なる研究開発が進められるという注4)。 カソード触媒特有のその他の課題としては,空気中の不純物に対する問題が挙げら れる。前段階で不純物質の除去も必要となるが,これと触媒の耐久性の向上との兼ね 合いの最適化も課題である。今後,触媒量の低減を図ることにより,より大きな問題 として顕在化する可能性もある。 図 4-2-7 燃料電池のロス 注1) 2004 年度 JARI「FCV に関する調査報告書」,参考資料「山梨大学渡辺教授訪問インタビュー調査 報告」 注2) 2006 年度 JARI「FCV に関する調査報告書」 注3) 参考資料「京都大学内本教授訪問インタビュー調査報告」 注4) 参考資料「信州大学杉本准教授訪問インタビュー調査報告」
4) 電極触媒の加工費注1) 表4-2-3 に 2001 年度のインタビュー調査時点における田中貴金属工業の触媒加工費 を示す。触媒の加工費は,触媒のロットサイズが1kg∼数 10kg で,触媒 1g 当たり 600 ∼1,000 円程度であり,今後,燃料電池の普及時には 1/5 程度が目標になるという。 表 4-2-3 電極触媒の加工費(田中貴金属工業提供) ロットサイズ 加工費(材料費除く) 現状 1kg∼数 10kg 600∼1,000 円/g 目標 普及時 120∼200 円/g 注)重量は全て貴金属を含む触媒の重さ 出典:2001 年度 JEVA「FCV に関する調査報告書」 平成18 年度の田中貴金属工業に対するインタビューによれば,この加工費は,ここ 5 年間で変わっておらず,500 円/g∼2,000 円/g 程度であるという。この理由とし ては,近年はコスト低減よりも性能を上げるための開発や手のかかる工法を採用して いるためで,現状では,コスト低減よりも高性能化が重視されている結果であるとい う。 田中貴金属工業では,触媒材料からFCV まで,貴金属を容易にリサイクルできる, 現実的な流通の仕組みが重要であると述べている注2)。例えば,以下のような仕組み を提案している。また,同様の提案をジャパンゴアテックスや旭硝子も行っている注3)。 触媒中の貴金属のみリースにする。使用済み触媒中の白金はリサイクルにより96∼ 98%戻すことが可能であるため,回収精製した白金をクレジットにして電極触媒を作 製する。このとき,2∼3%の不足分の白金を新たに調達投入する。FCV の購入者は, 金利分と加工費,減耗する白金のコストをリース代として負担することになる。こう することによって電極触媒の価格が白金の相場変動を大きく受けずに済むことになる。 5) FCV 普及時における貴金属の資源制約について FCV 普及時に必要な白金量については,全世界の車(年産 7,000 万台)が全て短期 間にFCV になれば厳しいと考えられるが,数パーセントのレベルで FCV が導入され ても,リサイクルを前提にすれば,資源制約上の問題はないと考えられている。また, 白金については需要の増大が明確になれば鉱山の生産量を増産できるとも言われてい る。Johnson Matthey は 2003 年度の海外調査において,FCV が大量普及しても白金 族は供給不足になることはないと述べている注4)。 田中貴金属工業でも,平成18 年度のインタビュー調査において,FCV の普及によ 注1) 2006 年度 JARI「FCV に関する調査報告書」 注2) 2006 年度 JARI「FCV に関する調査報告書」 注3) 2002 年度 NEF「FC 動向調査報告書資料編」,2006 年度 JARI「FCV に関する調査報告書」 注4) 2003 年度 JARI 海外調査報告書