CFRP製圧力容器のメゾスケール解析
7
0
0
全文
(2) 圧. 力. 技. 術. 71. 力解析を行う3)。CFRP 層が極厚となる高圧水素容. による補強の方法により Type 2 から 4 の 3 種類に. 器にあっては,連続体モデル化といえども積層構. 分類される。Type 1 は CFRP で補強しない一般の. 成を正確にモデル化するための技術が必要とな. 金属製容器である。この区分の由来は圧縮天然ガ. る4)5)。詳細に積層構成をモデル化できたとしても,. ス自動車用燃料容器の基準にさかのぼる10)。金属. 解析から得られるのは炭素繊維と樹脂の複合体か. 容器(一般には鋼製)の直胴部にのみ,周方向に炭. らなる構造の平均値としての応力ひずみである。. 素繊維を数万本単位で束ねた炭素繊維束を巻きつ. したがって,炭素繊維と樹脂の強度に支配される. けて補強したものを Type 2 と呼ぶ。金属製容器. CFRP 層の強度を正確に予測することは難しい。. (一般にはアルミ合金)全体に炭素繊維束を巻き. その状況を打開するため,著者のひとりは炭素繊. つけて補強したものを Type 3 と呼ぶ。直胴部を周. 維束と樹脂を区分するメゾスケールモデルに基づ. 方向に補強する巻き方をフープ巻きと呼び,容器. く強度解析の方法論を提案し,FW により形成さ. の両端で折り返し軸方向に補強する巻き方をヘリ. れるメゾ構造を代表する試験片に関する強度評. カル巻きと呼ぶ。プラスチック製容器と金属製の. 6). 価 ,および FW により成形された試験体容器の. 口金を組み合わせた容器全体に炭素繊維束を巻き. 破裂圧力評価 7)を通じて有効性を実証してきた。. つけて補強したものを Type 4 と呼ぶ。. メゾスケール解析の利点は炭素繊維束と樹脂の強. 炭素繊維を巻く経路は,一般には曲面上の 2 点. 度モデルを直接的に導入できることにある。強度. を結ぶ最短経路に相当する測地線 11)を辿るように. モデルとして正確であることに加えて,設計およ. 設定される。測地線は一意に定まるため,口金ボ. び製造の局面においては炭素繊維束のメゾスケー. ス部で折り返して容器の両端を往復するヘリカル. ル構造に関わるパラメータが強度に与える影響を. 巻きの経路は,容器胴部の外径とボスの外径によ. 定量的に解析可能であり,設計および FW プロセ. り一意に定まる。容器鏡部においては容器中心軸. スにおける誤差制御のための方策を数理的に議論. からの距離に応じて,赤道からボスに向かい子午. できる。. 線と繊維束のなす配向角が徐々に増加する。また. メゾスケール解析の利点を示すため,本研究で. ボスの外径は赤道部の外径より小さいため,ヘリ. は FW での炭素繊維束巻きつけ経路の違いが,交. カル巻きを繰り返せば口金に向かい CFRP 層の厚. 差により発生する炭素繊維束の局所ひずみ上昇に. さが増す。その予測式 12)も提案されているが, 繊. 与える影響を定量的に評価できることを示す。. 維束の交差により生じる局所的な厚みの変動まで. FW によりパイプを成形する際に現れる規則正し. を考慮したものではなく,製造上発生する測地線. い交差のパターンが強度に与える影響を検討した. 経路から外れる誤差の影響もあり,ヘリカル巻き. 研究はいくつかあるが 8)9),本研究で実証する実容. を施した後の鏡部の形状を正確に予測することは. 器規模のモデルを用いての交差パターンに関する. 難しい。. 力学的検討は, 「京」コンピュータに代表される超. 炭素繊維束は剛性の高い炭素繊維を一方向に配. 並列計算機のコモディティ化が進んだことではじ. して束ねたものであるので,繊維方向と繊維直交. めて可能となった。さらに本研究では,計算規模. 方向で剛性が大きく異なる。容器にヘリカル巻き. の観点からこれまで現実的な解析手法とされてき. を施す過程では,Fig. 1 に示すように既に配され. た,CFRP 層を直交異方性連続体として容器を軸. た繊維束の上を乗り越えることにより繊維束の屈. 対称モデル化する方法の問題点を,メゾスケール. 曲が発生する。屈曲により生じる局所的な応力・. 解析との比較を通じて明らかにする。. ひずみの上昇が容器の破裂強度を支配すると考え. 2.FW による CFRP 製容器の製造 CFRP 製容器はガスを封じる容器の素材と CFRP JHPI Vol. 59 No. 2 2021. られるが,これまでは計測あるいは有限要素解析 によりそのような詳細な応力・ひずみ解析を行い 得なかった。そこで次善の策として,屈曲は無視 21.
(3) CFRP 製圧力容器のメゾスケール解析. 72. Fig. 1. Crimp of fiber bundle in helical winding. し,局所的には一方向に炭素繊維を配した層が積 層されていると近似して,ヘリカル巻きを施して 成形した CFRP 層の材料モデルを設定し 13)14),有. Fig. 2. Cross-section of plastic vessel with aluminum boss. 限要素解析を行ってきた。そのため容器の破裂強 度予測を炭素繊維の強度から演繹的に予測するこ. と組み合わせたプラスチック容器の断面形状を. とは難しく,有限要素解析にて評価された炭素繊. Fig. 2 に示す。内面および外面の形状をスプライ. 維束の繊維方向ひずみが,炭素繊維の破断伸びの. ン関数により表し,対称軸周りに回転させて定義. 60 %程度となると破断してしまう状況となってい. される内面および外面を微小三角形に分割し,そ. た。この状況を説明するために,炭素繊維の強度. の頂点の集合体として内面および外面の 3 次元. 発現率なる用語を導入し,経験則により,すなわ. データとする。口金とプラスチック容器の接合部. ち実際に容器を作製して破裂試験を行うことで,. は実容器においては複雑な嵌合形状となるが,本. 有限要素解析と炭素繊維の破断強度の乖離を埋め. 研究においては単純な接合形状とし接合部は完全. てきた。この差が如何なる誤差に由来するかが不. に密着しているものとする。. 明であったため,CFRP 製容器の強度評価と設計 に関する力学的方法論を構築することができず, 試作と破壊試験を試行錯誤的に繰り返す状況と. 3.2 炭素繊維束の設定 プラスチック容器の直胴部にフープ巻きを施し,. なっていた。メゾスケール解析によれば,その状. その上にヘリカル巻きを施す(Fig. 3) 。炭素繊維. 況から脱却できる。. 束の断面は矩形とし,幅 10 mm,高さ 0.4 mm とす. 3.Type 4 容器のメゾスケール モデリング. る。ライナー直胴部のフープ層を,リング状の炭 素繊維束が 0.15 mm 重なりながら z 方向に積みあ がるとしてモデル化する。. 本研究では Type 4 容器を検討の対象とする。評. フープ層を 1 層設定した表面にヘリカル巻き炭. 価のためのメゾスケールモデル作成手順を以下に. 素繊維束を設定する。炭素繊維束の断面寸法は. 記述する。. フープ層を表すリング状炭素繊維束と同一である。. 3.1 プラスチック容器の設定 口金を組み込んだプラスチック容器の直胴部外. 容器直胴部での炭素繊維束配向角を 20°に設定し, 測地線 11)を辿るものとして炭素繊維束の経路を求 める。炭素繊維束1本を連続して巻きつける場合,. 径を 160 mm,口金ボス部外径を 40 mm,直胴部肉. 厳密に測地線を辿るとすれば,設定した配向角と. 厚を 2.0 mm,全長を 500 mm とする。口金は A6061. 始点により一意に経路が決定される。現実の FW. アルミ合金とし,プラスチック容器はヤング率 3.7. を施す際には,容器端部での折り返し位置での中. GPa,ポアソン比 0.41 の線形弾性体とした。口金. 心軸周りの回転角を調整することで,様々な FW. 22. 圧力技術. 第59 巻第 2 号.
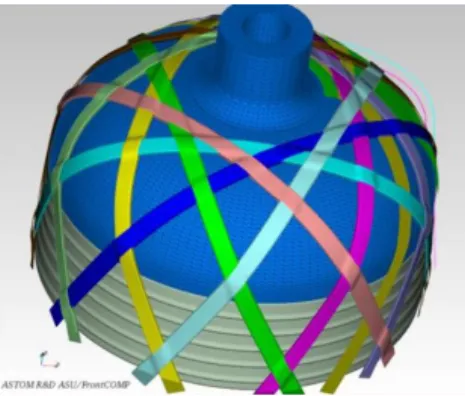
(4) 圧. Fig. 3. 力. 技. 術. 73. Type 4 tank with hoop and helical winding. Fig. 5. Fiber bundle path for helical winding. 繊維束は炭素繊維体積含有率が 60 %であるとして, 複合則 13) により材料定数を定めた。 ライナー直胴部の外面直径が 160 mm,炭素繊維 Fig. 4. Winding pattern of longitude 270 degrees. 束の幅が 10 mm,繊維束配向角が 20°であるので, 容器直胴部全面を炭素繊維束で覆うためには,繊. パターンを実現できる。本研究では,容器の一端. 維束が容器両端を最低 48 往復する必要がある。. を通過した炭素繊維束が他端で折り返して戻る位. Fig. 5 に示した例では,経度を 270 度とすること. 置のずれを中心軸周りの経度で表し,FW パター. で 4 往復で 1 セットが構成されるので,12 セット. ンを表現するパラメータとする。経度 270 度のパ. の繰り返しが必要となる。セットを更新するごと. ターンを容器端部から見ると Fig. 4 となる。プラ. に,ライナー直胴部の外面上で Fig. 4 に示す反時. スチック容器の鏡部と胴部の境界である赤道のあ. 計回り方向で 1 繊維束幅分だけ繊維束の配置がず. る点を始点とする第 1 番目の経路を通り他端で折. れるものとする。同様の方法で,経度差θ=300°. り返した繊維束が,第 1 番目の経路の始点から反. の 6 往復 8 セットモデル,θ=315°の 8 往復 6. 時計回りに 270 度進んだ赤道上の点に戻り 2 番目. セットモデル,θ=330°の 12 往復 4 セットモデ. の経路を進む。このパターンでは繊維束が他端と. ル,θ=338°の 16 往復 3 セットモデルの計 5 パ. の間で 4 往復することで,第 1 番目経路に半時計. ターンを設定する(Fig. 5) 。. 方向で隣接する点に戻る。その点に戻るまでの経 路を1セットと呼び,同じ経度差のパターンを複 数回繰り返して容器全体を覆う。. 3.3 有限要素離散化 フープ層の重なりおよびヘリカル巻きの交差部. 炭素繊維を直交異方性弾性体とし,繊維方向. 分で繊維束が接することはなく,繊維束間に樹脂. を 1,繊維直交方向を 2,3 として,ヤング率を E1. が充填されているとして有限要素モデルを設定す. =220 GPa,E2=E3=57 GPa,ポアソン比 v12=v13=. る。充填樹脂のはヤング率 3.7 GPa,ポアソン比. 0.33,v23=0.46 とした。樹脂は等方弾性体とし,. 0.41 の等方弾性体とした。繊維束,樹脂とも四面. ヤング率 3.7 GPa,ポアソン比 0.41 とした。炭素. 体一次要素で離散化する。炭素繊維束要素と樹脂. JHPI Vol. 59 No. 2 2021. 23.
(5) CFRP 製圧力容器のメゾスケール解析. 74. 要素は境界面において節点を共有する。要素数約. 巻きパターンとひずみの最大値を記入した。ひず. 630 万,節点数は約 110 万となり,線形弾性解析. みの最大値はいずれの場合もフープ巻き炭素繊維. であっても「京」クラスの超並列計算機が必要であ. 束で発生した。フープ巻き炭素繊維束はいずれの. る。. 容器も同一寸法で経路の違いもないが,それを覆. 4.メゾスケール解析結果 内圧 5.0 MPa で炭素繊維束に発生する繊維方向. うヘリカル層の繊維束経路の違いにより生じる交 差部近傍の力学場の違いにより,最大ひずみに対 する相対誤差が約 4 %となった。. 垂直ひずみの分布を Fig. 6 に示す。メゾスケール. 繊維束の交差と屈曲によりひずみの局所的上昇. 解析で繊維方向ひずみを正確に評価することで,. が予想されるヘリカル巻き繊維束の繊維方向垂直. 破裂圧力を予測することが可能である7) 。図中に. ひずみを調べた。ヘリカル巻きでは赤道近傍での プラスチック容器外面の形状変化の影響も大きく 受け,その近傍で繊維方向ひずみが最大となった。 最大のひずみは巻きパターンの違いにより 0.384 %から 0.360 %の範囲で変動した。繊維束経 路の違いにより生じる最大ひずみに対する相対誤 差は約 6 %であり,ひずみの絶対値としては小さ いが,相対的な変動はヘリカル巻きのほうが大き い。最大ひずみが最も高くなった 8 往復 6 セット モデルについて,最大ひずみが発生した繊維束を 抜き出して,Fig. 6 に示したものと同じカラーレ ジェンドでひずみ分布を示したものを Fig. 7 に示 す。 以上のメゾスケール解析に基づけば,網羅的に 巻きパターンを設定する必要はあるが,破裂圧力 が最も高くなる巻きパターンを,繊維方向最大ひ ずみを指標として決定することが可能となる。ま た,ワィンディング経路のずれによる破裂圧力の 変動も予測可能であり,本解析の結果からは 4 % 程度の誤差を見込むべきと思われる。. Fig. 7 Fig. 6 24. Strain enhancement in helical winding. Strain enhancement in carbon fiber bundles 圧力技術. 第59 巻第 2 号.
(6) 圧. 力. 5.軸対称マクロ解析との比較. 技. 術. 75. デルでの予測結果は 5.0×2.0/0.45=20 MPa となる。 既往の軸対称マクロモデルを用いた解析では過大. メゾモデル化したものと同一の Type 4 容器を軸. な破裂圧力を予測することになり,2 章で述べた. 対称モデル化し解析を行った。プラスチック容器. 強度発現率を導入して,経験則で予測破裂圧力の. と口金の断面形状は Fig. 2 に示すものと同一であ. 補正を行ってきた。それに対し,メゾモデルを用. り,材料定数も同一とする。フープ巻きおよびヘ. いれば正確な破裂圧力の予測が可能となり,巻き. リカル巻きを施した部分は,直交異方性の弾性体. パターンや繊維束の断面寸法,すなわち炭素繊維. が径方向(Fig. 2 の r 方向)に層状に配されている. 束を構成する繊維数を設計変数とした最適設計や,. ものとする。メゾモデルの CFRP 部分に占める炭. 巻き経路のずれにより発生する破裂圧力の変動,. 素繊維束の体積分率と,炭素繊維束の炭素繊維体. さらには樹脂の硬化特性を正確に導入した硬化シ. 積含有率を 60 %としたことから,CFRP 部の炭素. ミュレーション15)を行えば,製造過程で発生する. 繊維含有率を 0.6 %とする。この体積含有率と繊維. 残留応力の評価まで可能となる。. 配向方向に従って,離散化された有限要素ごとに 複合則. 13). 軸対称マクロモデルを用いた解析で起こるフー. により材料定数を定めた。メゾモデルで. プ巻きでの過小なひずみ評価のみならず,口金近. は陽に扱い得たヘリカル巻きのパターンの違いは. 傍のヘリカル巻きで発生する過大なひずみ評価も. 複合則により弾性体としての材料定数を決定する. 設計の観点からは大きな問題である。Type 4 容器. 段階で消失する。. の主要な破損モードは圧力サイクル荷重による漏. 内圧 5.0 MPa で発生する炭素繊維方向垂直ひず. 洩であり,金属製の口金とプラスチックライナー. みの分布図を Fig. 8 に示す。メゾモデルで評価し. 本体の嵌合に炭素繊維束の積層が加わり複雑な力. た繊維束に発生する局所的ひずみの上昇を評価す. 学場となる口金近傍で発生する。その予測におい. ることはできない。メゾモデルで評価したフープ. て口金近傍のひずみを過大に評価してしまえば,. 巻き炭素繊維束に発生するひずみの最大値は約. それを低減するために不要な強化,すなわちヘリ. 0.7 %であったが,軸対称マクロモデルでは 0.45 %. カル巻きの増強を行うことになる。構造的な複雑. 程度である。炭素繊維に発生する繊維方向ひずみ. さから口金近傍の破損現象を正確に捉えることは. が 2.0 %を超えると,その位置で繊維破断し容器が. 難しく,加えて軸対称マクロモデルによる解析が. 破裂するとして,メゾモデルで予測した破裂圧力. 不正確であれば,有限要素解析に対する信頼を得. は 5.0×2.0/0.7=14 MPa となり,軸対称マクロモ. ることはできず,実容器を試作して長時間を費や す圧力サイクル試験を実施することが唯一信頼で きる強度評価手法となっていた13)。メゾスケール モデルを機軸とする方法論によれば,そのような 状況を打開し,正確な強度評価による合理的な設 計が可能となる。. 6.結. 言. CFRP 製圧力容器の強度評価問題を合理的に解 決するため,炭素繊維束と樹脂を明確に区分する メゾスケールモデルを機軸とする方法論の適用可 能性を示した。その方法論に従えば,フィラメン トワインディングの巻きパターンの違いや炭素繊 Fig. 8. Meso-scale model of Type 4 tank. JHPI Vol. 59 No. 2 2021. 維束の断面サイズまで設計変数とする最適設計問 25.
(7) CFRP 製圧力容器のメゾスケール解析. 76. 題の設定が可能となり,フィラメントワインディ ング経路のずれや硬化プロセスで発生する残留応 力などの製造誤差が容器強度に与える影響まで評 価可能となる。メゾスケールモデルによる解析と 既往の軸対称マクロモデルによる解析を比較し, これまでの手法の問題点を詳らかにした。提案し た方法論により,これまで経験則に頼ってきた Type 4 容器の設計技術が飛躍的に進歩するものと 期待できる。 謝 辞 本研究は文部科学省 HPCI システム利用研究課 題の成果によるものである(課題番号:hp120054) 。 参考文献 1)岩渕宏之; “我が国ならびに欧米の水素エネルギー ロードマップレビュー” ,電気学会誌,125 巻,6 号, pp.340-343,(2005). 2)経済産業省; “水素・燃料電池戦略ロードマップ” , (2019). (https: //www.meti.go. jp/press/2018/03/201903 12019/20190312001-1.pdf). 3)Kim Y.-S., Kim L.-H. and Park J.-S.;“The effect of composite damage on fatigue life of the high pressure vessel for natural gas vehicles ” , Composite Structures, Vol.93, pp.2963-2968, (2011). 4)Son D.-S.and Chang S.-H.; “Evaluation of modeling techniques for a type III hydrogen pressure vessel (70 MPa) made of an aluminum liner and a thick carbon/epoxy composite for fuel cell vehicles”, International Journal of Hydrogen Energy, Vol.37, pp.2353-2369, (2012). 5)キムサンウォン,吉川暢宏,東條千太,鈴木純三; “TYPEⅢ蓄圧器のドーム部形状最適化” ,圧力技術, 第 55 巻,第 1 号,pp.3-11, (2017) . 6)竹本 真一郎, 吉川 暢宏; “高圧水素容器 CFRP 積層. 26. 構造のメゾスケール引張強度評価のための樹脂非線 形材料モデルの高度化” ,日本機械学会論文集,85 巻, 869 号 , (2019), (https://doi.org/10.1299/transjsme.1800304). 7)竹本 真一郎, 吉川 暢宏; “メゾスケールズーミング 解析による CFRP 製圧力容器の強度評価” ,日本機械 学会論文集,86 巻, 883 号, (2020), (https://doi.org/10.1299/transjsme.19-00338). 8)Rousseau J., Perreux D. and Verdière N.; “The influence of winding patterns on the damage behaviour of filamentwound pipes”, Composites Science and Technology, Vol.59, pp.1439-1449, (1999). 9)Zhang Y., Xia Z. and Ellyin F.;“Two-scale analysis of a filament-wound cylindrical structure and application of periodic boundary conditions”, International Journal of Solids and Structures, Vol.45, pp.5322-5336, (2008). 10)“AMERICAN NATIONAL STANDARD FOR BASIC REQUIREMENTS FOR COMPRESSED NATURAL GAS VEHICLE (NGV) FUEL CONTAINERS”, American National Standards Institute, (1992). 11)Surazhsky V., Surazhsky T., Kirsanov D., Gortler S.J. and Hoppe H.; “ Fast exact and approximate geodesics on meshes”, ACM Transactions on Graphics, Vol.24, pp.553560(2005) . 12)Fukunaga, H. and Uemura, M.;“Optimum design of heliically wound composite pressure vessels”,Composite Structures, Vol.1, pp 31-49, (1983) . 13)Kress, G. R.; “Three-Dimensional Properties of a Generally Orthotropic Symmetric Laminate”, Mechanical Behavior of Composites and Laminates, Green, W. A. and Micunovic, M. (Eds.), Elsevier Applied Science, pp.185-191, (1987). 14)Vasiliev, V. V. and Morozov, E. V.; “Mechanics and Analysis of Composite Materials”, Elsevier, (2001). 15)吉川暢宏,小笠原朋隆,中川幸次郎,岡崎順二,松 本隆之;“開繊繊維束の利用による硬化後の局所残留 応力低減効果”,日本複合材料学会誌,39 巻, 3 号, pp.99-105,(2013). 16)国際連合, 水素及び燃料電池自動車に関する世界統 一規則, 世界統一技術規則第 13 号 (2013).. 圧力技術. 第59 巻第 2 号.
(8)
図

関連したドキュメント
In this paper, we discuss the nature of incompressible conducting fluid flow around a circular cylinder in the presence of an external magnetic field for a range of Reynolds
In this paper, we discuss the nature of incompressible conducting fluid flow around a circular cylinder in the presence of an external magnetic field for a range of Reynolds
Based on sequential numerical results [28], Klawonn and Pavarino showed that the number of GMRES [39] iterations for the two-level additive Schwarz methods for symmetric
High Disease Pressure: Where a product rate range is listed, use the higher rate of EQUATION and/or reduced spray interval when disease pressure is high and/or conditions are
Pressure rinse as follows: Empty the remaining contents into application equipment or a mix tank and continue to drain for 10 seconds after the flow begins to drip.. Hold
On April 1, 2016, the Company transferred its fuel and thermal power generation business (exclud- ing fuel transport business and fuel trading business), general power transmission
・ To help spent fuel removal from the pool of the Unit 2 Reactor Building, preparatory work to form an opening, which would allow access to the operating floor, was completed in
Reactor core and fuel debris at the bottom of the Nuclear Pressure Vessel will be photographed from the muon transmittance after measuring the number of muon particles that
