1 2001 年 3 月 29 日日本金属学会春期大会において一部発表 2 熊本大学大学院生(Graduate Student, Kumamoto University)
SnPb 系はんだボール接合体の組織と強度に及ぼす
Ag 添加とリフロー冷却速度の影響
1
野 口 邦 広
1,
2池田真由美
1,
2清 水 勲
1大 野 恭 秀
1中 森 孝
21熊本大学工学部知能生産システム工学科 2新日本製鉄株式会社技術開発本部
J. Japan Inst. Metals, Vol. 66, No. 8(2002), pp. 799807 2002 The Japan Institute of Metals
Influence of Silver Addition and Reflow Cooling Rate on Microstructure and Strength of TinLead System Solder Ball Bonding
Kunihiro Noguchi1,2, Mayumi Ikeda1,2, Isao Shimizu1, Yasuhide Ohno1and Takashi Nakamori2
1Department of Material Science and Engineering, Kumamoto University, Kumamoto 8600862 2Technical Development Bureau, Nippon Steel Co., Tokyo 1706028
Sn37 massPb and Sn36 massPb2 massAg solder balls have been bonded on Cu pads at the cooling rates of reflow. The microstructure and the mechanical properties of the ball bonding have been investigated. The eutectic lamellar structure (Sn phase/Pb phase) of both ball was finer. The lamellar spacing of Sn36 massPb2 massAg solder ball was much smaller than that of Sn37 massPb one at the faster cooling rates. The lamellar structure became finer since Ag may interrupt the diffusion of Sn and Pb. The ball hardness depended on the cooling rate and increased with the smaller lamellar spacing at the faster cooling rate. Since the eutectic Ag3Sn intermetallic compound formed in Sn36 massPb2 massAg solder ball, the hardness of this al-loy ball was higher than that of Sn37 massPb one. The shear strength of both ball bonding dropped remarkably at 10 K/min since Ni3Sn4reaction layer at the bonding interface was thicker. The shear strength of Sn36 massPb2 massAg ball was lower than that of Sn37 massPb one at each cooling rate. The primary needleshape Ag3Sn was observed in Sn36 massPb 2 massAg ball and near the bonding interface. The lower shear strength of Sn36 massPb2 massAg ball bonding was due to the primary needleshape Ag3Sn near the bonding interface and the brittle Ni3Sn4reaction layer. Since the fracture face of the Sn36 massPb2 massAg ball was flatter than that of the Sn37 massPb ball, the brittle fracture occurred at the Sn36 massPb2 massAg ball bonding interface.
(Received December 25, 2001; Accepted June 10, 2002)
Keywords: tinlead, solder ball, reflow, cooling rate, lamella, hardness, shear
1. 緒 言
BGA(Ball Grid Array)技術は,プリント基板の Cu パッド 上にはんだボールを配置し,その上から IC チップを乗せ, 熱処理することによって接合させる技術である.この技術に より半導体デバイスの高集積化と同時に小型化,薄型化,軽 量化が達成される.近年の実装技術の発達により,実装部品 は狭いスペースに高密度で複雑に組み込まれるようになった. BGA 技術における接合は,半導体デバイスを大気中あるい は窒素雰囲気中でリフローすることによって行われるが,基 板上の熱分布を正確にしかも均一になるように制御すること は難しい.同じプリント基板上でも部品の集積密度が異なれ ば,昇温,保温,冷却時における温度分布は変化する.また 同じ IC チップでもはんだボールの溶解・凝固速度が異なる と接合特性,はんだ特性の不均一が生じデバイスの耐久性の 劣化につながる.従って,冷却速度がボール接合体の微細組 織や強度に及ぼす影響を調べることは,最適なリフロー条件 の選定と同時に破損した接合領域がどのようなリフローの下 で作製されたのかを推測する上で重要と言える.現在,様々 な冷却速度で接合したボール接合体の微細組織や強度特性の データベース化が進められている17).本報では,最も汎用 性が高い Sn37 massPb(以下,37Pb),Sn36 massPb2 massAg(以下,36Pb2Ag)はんだボール接合体に関する結 果を報告する. 2. 実 験 方 法 使用したボールは,37Pb および 36Pb2Ag ボール(日鉄マ イクロメタル株製,組成は全て mass)で,両ボールとも直 径約 600 mm である.Cu パッドには厚さ約 4 mm の NiP 無 電解めっきを施し,その上に厚さ約 0.1 mm の Au 蒸着を行 ったものを用いた.プリント基板(10 mm×10 mm 正方形) の Cu パッド上に市販のフラックスを塗布後,はんだボール をピンセットで乗せた.ボールを配置したプリント基板は小
Fig. 1 SEM micrographs of Sn37Pb ball surface and Sn36Pb2Ag ball surface cooled at 100 K/min (a), (c) and 10 K/min (b), (d), respectively. 型炉(ジャパンハイテック株製)中にセットされた.小型炉は 光学顕微鏡のステージ上に取り付けられ,リフロー中のボー ルの溶融, 凝固状態を TV モ ニターで観察し ながらリフ ローを行った.リフローは窒素雰囲気中で行われ,昇温速度 50 K/min で 513 K に昇温後,1 分間保持し冷却を開始し た.冷却速度は 10 K/min, 50 K/min, 60 K/min, 100 K/min および 200 K/min の 5 種類とした.その他のリフロー条 件,冷却速度の調整は,別報1)と同様である.リフローによ り接合されたボール表面や内部組織および接合界面の組織は, SEM ( JEOL 株製 , 加 速 電 圧 15 kV ) を 用 い て 観 察 し た . ボールや接合部の元素分布は,EPMA(加速電圧 15 kV)を 用いて調査した.なお,断面の SEM,EPMA 分析は試料を 樹脂埋め後,#1500 までの SiC エメリー研磨およびバフ研 磨による鏡面仕上げを施してから行った.SEM 観察用の試 料作製には,樹脂埋め,鏡面仕上げなどにより,リフロー後 1 日を要した.よって組織観察までに試料は 1 日間室温に放 置されたことになる.接合界面の TEM 試料は,ミクロトー ム法(切削速度 30 mm/s,膜厚 50 nm)によりスライス後, Cu メッシュに乗せ,数分間のカーボン蒸着を行って作製し た.ボールおよび接合部の強度は,マイクロビッカース硬度 測定(負荷時間 15 s,負荷荷重 0.05 N)とシェア試験810)(シ ェア高さはプリント基板表面より約 50 mm,シェアスピー ド約 2.7 mm/s)により調べた.なおシェア高さは,シェア 試験機ステージ上に取り付けられたマイクロメータ(最小目 盛は 0.05 mm)で測定した.硬度測定は,鏡面仕上げした試 料に対して,ボール全域にわたり 10 点の測定を行い,その 平均値により評価した.なお硬度測定用の試料は,SEM 観 察に用いたものを使用し,組織観察後,直ちに硬度測定を行 った.シェア試験は,各試料に対して少なくとも 20 回の測 定を行い,その平均値により評価した. 3. 実験結果および考察 3.1 ボール組織の SEM 観察
Fig. 1 に 冷 却 速 度 100 K / min と 10 K / min で 接 合 し た 37Pb ボール表面(Fig. 1(a), (b))および 36Pb2Ag ボール表 面(Fig. 1(c), (d))の SEM 写真を示す.写真中の白色部が Pb 相,灰色部が Sn 相である.両ボールともラメラ組織が 観察される.Fig. 1(a)と(c)を比較すると,倍率は異なる が,より高倍率で撮影された 36Pb2Ag ボールのラメラ間隔 は 37Pb ボールのそれと変わらない.よって同じ冷却速度で もラメラ間隔は 37Pb ボール(Fig. 1(a))より 36Pb2Ag ボー ル(Fig. 1(c))の方が微細であることがわかる.詳細なラメ ラ間隔については後述する.Fig. 1(a)中において表面に起 伏が観察されるが,凹部を境界にラメラ方向が異なることか ら,凹部が共晶セル境界部に対応していると考えられる.冷 却速度 10 K/min で接合した 37Pb ボールおよび 36Pb2Ag ボール表面の SEM 写真について(Fig. 1(b), (d)),両ボー ルとも 100 K/min と比較するとラメラ組織が粗大化してい る.10 K /min においてもラメラ組織は 37Pb ボールより 36Pb2Ag ボールの方が微細である.両ボールとも冷却速度 が遅いと共晶組織が粒状化した領域が増加している.Fig. 2
Fig. 2 SEM micrographs of Sn37Pb ball cross section (a) and Sn36Pb2Ag ball cross section (b) cooled at 200 K/min, respec-tively.
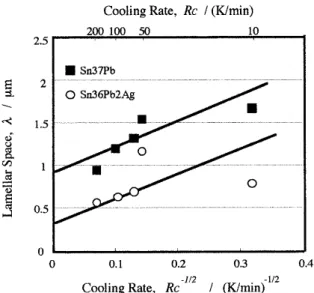
Fig. 3 Relation of cooling rate and lamellar spacing in the ball cross section.
Fig. 4 Relation of cooling rate and micro Vickers hardness.
Fig. 5 TEM micrographs of Sn36Pb2Ag ball cooled at 100 K/ min. Bright field image (b) magnifies the area A in (a) by 3.75 times.
に冷却速度 200 K /min の 37Pb ボール断面(Fig. 2(a))と 36Pb2Ag ボール断面(Fig. 2(b))の SEM 写真を示す.表面 組織と同様に,冷却速度が同じでもラメラ組織は 36Pb2Ag の方が微細であることがわかる.本研究におけるラメラ間隔 は,SEM 観察中最もラメラ組織が微細な領域を選び写真撮 影し,その SEM 写真中のスケールと対比させて算出した. 冷却速度が遅くなるとボール表面と同様にラメラ組織の領域 は少なく,断面の大部分が粒状の共晶組織であった.これは 冷却速度が遅くなることで相の粒状化が進んだためである. 3.2 冷却速度に対するラメラ間隔と硬度 Fig. 3 に冷却速度とボール断面におけるラメラ間隔の関係 を示す.ボール表面におけるラメラ間隔は,両ボールとも断
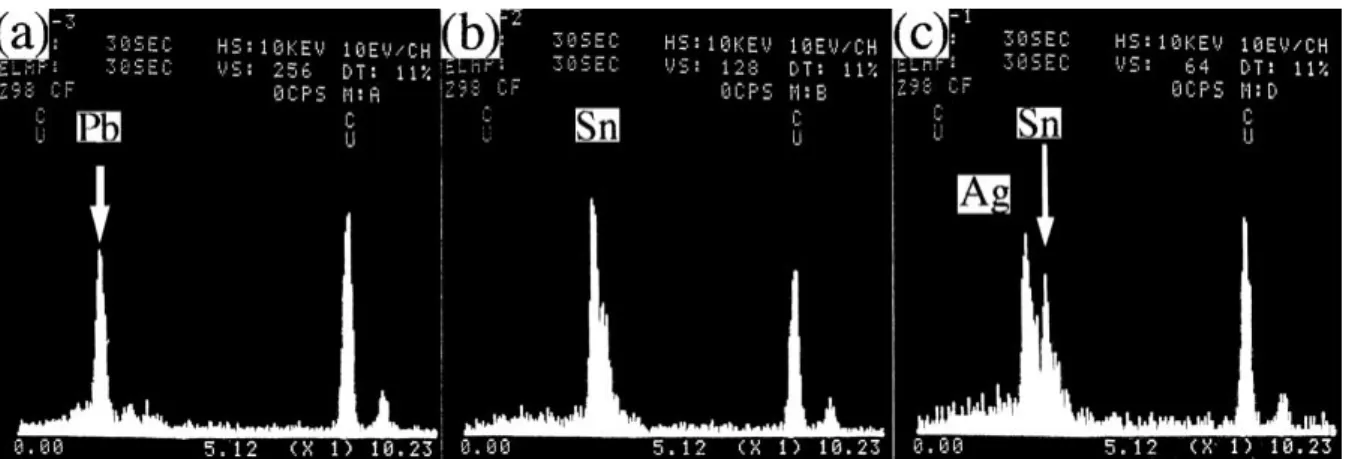
Fig. 6 Results of EDX analysis of Sn36Pb2Ag ball cooled at 100 K/min. Each analysis was performed at the area B, C, D in Fig. 5(b), respectively.
Fig. 7 Relation of cooling rate and shear strength.
Fig. 8 Results of EPMA plane analysis of Sn36Pb2Ag ball cross section cooled at 200 K/min; SEI (a), Sn (b), Pb (c) and Ag (d) image of (a). The bonding interface is shown by arrows.
面における結果と同様であった.Fig. 3 において,両ボール のラメラ間隔と冷却速度の-1/2 乗値が,以下の式( 1 )の直 線におよそ合致する傾向にある. l=C0・R(-1/2)c +C1 ( 1 ) C0はボール組成に依存する定数である.本研究では 37Pb, 36Pb2Ag ボールともに 3.33 であった.この結果は冷却速度 の変化に伴うラメラの微細化の程度が,本研究におけるボー ル組成の違いによっては影響を受けないことを示唆してい る.両ボールとも冷却速度が速くなるとラメラ間隔は微細化 する.C1は 37Pb ボールにおいて約 0.9 mm,36Pb2Ag ボー ルにおいて約 0.3 mm で,Ag 添加により小さくなった.全 冷却速度で粒状組織が観察されたが,その割合は冷却速度の 遅い方が多かった.全冷却速度において 36Pb2Ag ボールの
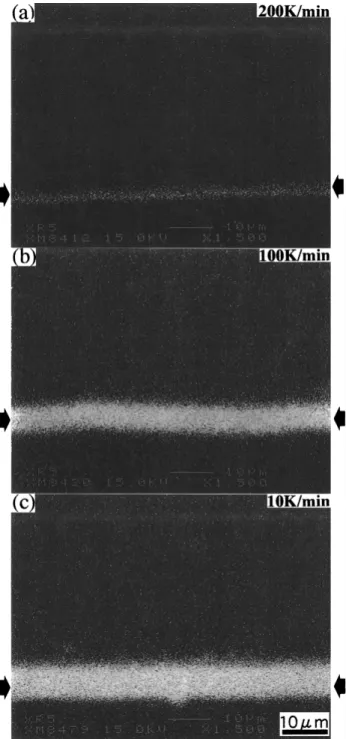
Fig. 9 Results of EPMA plane analysis of Sn36Pb2Ag ball cross section; Ni (a) image in Fig. 8 (a), Ni images of the ball bonding interface cooled at 100 K/min (b) and 10 K/min (c), respectively. The bonding interface is shown by arrows.
ラメラ組織がより微細であったことから Ag の添加が組織に 影響を与えていると考えられる.Fig. 4 に冷却速度とマイク ロビッカース硬度値の関係を示す.両ボールとも冷却速度が 速くなると硬度が上昇していることがわかる.37Pb ボール より 36Pb2Ag ボールの硬度が全冷却速度において高く,こ れはラメラ組織の微細化および後述する共晶の Ag3Sn 金属 間化合物の分散強化によるものと考えられる. 3.3 ボール内部組織の TEM 観察
Fig. 5 お よ び Fig. 6 は , 100 K / min で 冷 却 し 接 合 し た 36Pb2Ag ボール組織の TEM 観察結果および EDX 元素分 析の結果である.Fig. 5(a)が接合界面近傍のボール組織の 明視野像で,Fig. 5(b)が Fig. 5(a)中の領域 A の拡大写真で ある.SEM 写真と同様にラメラ組織が観察される.Fig. 6 は Fig. 5(b)中の領域 B, C および D の EDX 元素分析の結果 である.なお図中には Cu のピークが観察されるが,これは Cu メッシュによるものである.Fig. 6(a)では Pb のピーク, Fig. 6(b)では Sn のピーク,Fig. 6(c)では Sn と Ag のピー クが強く検出される.よって Fig. 5(b)中の領域 B, C はそれ ぞれ Pb 相,Sn 相で,ボール内の組織は Sn 相と Pb 相のラ メラ組織であることが確認される.また領域 D のような両 相のラメラ境界に生成した相は,Fig. 5(c)の化学分析の結 果(AgSn=31 で他の元素は含まなかった)や平衡状態 図11)から考察して,共晶の Ag 3Sn 金属間化合物と考えられ
る.SnAg 系や PbAg 系平衡状態図より,Ag は Sn 相や Pb 相には全く固溶しない.よって Ag が Sn や Pb の拡散を 妨げ,Sn 相と Pb 相のラメラ組織の粗大化を抑制したもの と推測される.Ag 含有によるラメラ微細化の効果は,Fig. 3 における比較的小さな C1にも現れている.最終的に Ag は Sn と反応し Ag3Sn となり,36Pb2Ag ボール中に分散析 出したと考えられる.以上から 36Pb2Ag ボール中のラメラ 組織が 37Pb ボールのそれより微細になり,これに加えて共 晶 Ag3Sn の分散強化により硬度が高くなったものと推測さ れる. 3.4 ボール接合体のシェア強度と界面組織 Fig. 7 に冷却速度とシェア強度の関係を示す.37Pb ボー ルにおいて 200 K/min および 100 K/min の冷却速度では, シェア強度はほとんど変化しない.しかし 10 K/min と冷却 速度が 遅くなる とシェア 強度は低下 している .36Pb2Ag ボールにおける冷却速度とシェア強度の関係も 37Pb ボール のそれと変わらない.全冷却速度において,36Pb2Ag ボー ルのシェア強度が 37Pb ボールのそれより低いことがわかる. Fig. 8 に冷却速度 200 K/min でリフローした 36Pb2Ag ボー ル接合体界面の EPMA 面分析の結果を示す.Fig. 8(a)は二 次電子像,Fig. 8(b)~(d)は,Sn, Pb, Ag の元素分布を示 している.図中には,接合界面を示す矢印を示した.Fig. 8(d)より界面の一部に Ag が観察される.これは,Ag が凝 固過程で Sn 相,Pb 相から排出され偏析した共晶セル境界 部の一部が,接合界面に現れたためである.またボール内で ラメラの方向が相対した領域は共晶セル境界部であるが,こ こにも Ag の偏析が観察される.先に述べた TEM 観察の結 果から,Ag が分布した領域に共晶 Ag3Sn が生成しているも のと考えられる.Fig. 9 は,Fig. 8 と同じ界面における Ni 分布(Fig. 9(a)),冷却速度 100 K/min,10 K/min でリフ ローした接合界面における Ni 分布を示す EPMA 面分析の 結果(Fig. 9(b), (c))である.なお図中には接合界面を示す 矢印を示したが,これは接合前の無電解 NiP めっき膜の厚 さが約 4 mm であることを考慮して位置付けした.冷却速度 が遅くなるにつれて,Ni の拡散が進行し反応層が厚くなっ ていることがわかる.反応層の厚さは,200 K/min,100 K/ min および 10 K/min においてそれぞれ約 1.3 mm,約 5 mm および約 10 mm であった.よって両ボールとも 10 K/min
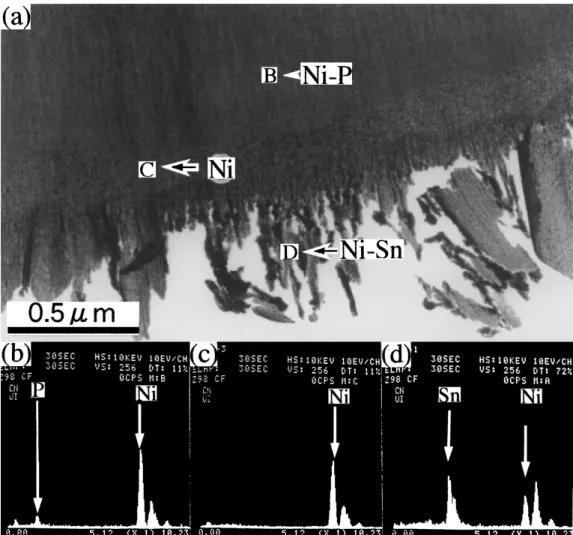
Fig. 10 TEM micrograph and EDX analysis results of Sn36Pb2Ag ball bonding interface cooled at 100 K/min; Bright field image (a) and analysis results (b), (c), (d) at the area B, C, D in (a), respectively.
でシェア強度が著しく低下した原因は,反応層厚の増大によ るものと考えられる.Fig. 10 は,100 K/min でリフローし た 36Pb2Ag ボール接合界面の TEM 明視野像(Fig. 10(a)) および(a)中の領域 B, C, D における EDX 元素分析の結果 である.NiP 無電解めっき膜から Ni が拡散し,ボール中 の Sn と反応層を形成している.Fig. 10(d)より反応層域の Ni と Sn の割合が 34 であることから,反応層は Ni3Sn4金 属間化合物と考えられる.37Pb ボール界面も Ni の拡散分 布や組織形態は同様であった.TEM 試料はミクロトーム法 で作製されたが,全ての TEM 試料が Fig. 10(a)に示される
ように Ni3Sn4層で割れていた.これはこの領域が最も脆く 破壊されやすいことを示唆している.Fig. 11 は,200 K/ min でリフローした 36Pb2Ag ボールで観察された針状晶出 物の EPMA 面分析の結果である.Fig. 11(b), (d)より針状 晶出物に Sn と Ag の分布が観察されたことから,前述した 平衡状態図や融点の高さ(約 753 K)より Ag3Sn の初晶と推 測される.このような針状晶出物は,全冷却速度による 36Pb2Ag ボール接合体において観察されたが,界面近傍や ネック部およびボール表面よりボール中央に向かって成長し ていた.ボール表面から外部雰囲気への熱伝導が速く,表面 に晶出した結晶がボール中央に向かって成長したものと考え られる.Fig. 12 は,Fig. 11 と同様の針状晶出物における線 分析の結果である.なお分析は,Fig. 11(a)中に示されたラ イン AB に沿って行った.線分析の結果より晶出物におけ る Ag と Sn の割合が 31 で,Pb(Fig. 12(b))や Ni は検出 されなかったことから,針状晶出物は Ag3Sn であることが
確認される.Fig. 13 は,100 K/min で冷却した 36Pb2Ag 接合体界面近傍で観察された針状晶出物の EPMA 面分析の 結果である.Fig. 13(a)は二次電子像,Fig. 13(b)~(d)は, Sn, Pb, Ag の元素分布を示している.図中の矢印は接合界 面を示している.これまでの結果と同様に,針状 Ag3Sn に 他の元素は全く含まれていなかった.Fig. 13(a)における針 状 Ag3Sn は,ボール接合体のネック部より内部に向かって 成長していた.このように 36Pb2Ag 接合体の界面近傍やネ ック部に晶出した針状 Ag3Sn は,全冷却速度において観察 された.本研究において Ag3Sn が界面の Ni3Sn4反応層上に 晶出,成長した組織は確認できなかった.よって界面上にお ける共晶セル境界部の Ag3Sn の形状や Ni3Sn4層との整合性 は不明であるが,前述した Ni3Sn4層で破壊されやすい結果 (Fig. 10)を加味すると,Ni3Sn4層上に針状 Ag3Sn が点在す る場合(Fig. 8 のように,Ag3Sn が晶出した共晶セル境界部 の一部が,接合界面上に現れる場合),シェア強度の低下を 助 長する と考え られる .ま た Fig. 13(a )の ように ,針 状 Ag3Sn がネック部のような界面に接近した領域で晶出,成
Fig. 11 Results of EPMA plane analysis of Sn36Pb2Ag ball cross section cooled at 200 K/min; SEI (a), Sn (b), Pb (c) and Ag (d) image of (a).
Fig. 12 Results of EPMA line analysis of the needleshape precipitate in Fig. 11 (a); Sn (a), Pb (b), and Ag (c) concentra-tion analyzed along the line AB in Fig. 11(a).
長してもシェア破壊を容易にすると推測される.以上より両 ボールの接合体界面および界面近傍における組織の相違が, 36Pb2Ag ボール接合体のシェア強度が 37Pb ボール接合体 のそれより低い原因と考えられる. 3.5 シェア試験後のボール接合体の破面組織 Fig. 14 にシェア試験後の破面を SEM 観察した結果を示 す.本研究におけるシェア試験のシェア高さは,プリント基 板表面から約 50 mm とした.37Pb ボール(Fig. 14(a))にお いて,破面にはフラットな部分とデインプル部が観察され, 破壊形態が延性破壊と脆性破壊の混合型であることがわか る.シェア方向(図中矢印)から考えて,破壊は界面で脆性的 に生じ,亀裂がボールに及んだ場合に延性破壊が生じると考 えられる.対照的に 36Pb2Ag ボール(Fig. 14(b))におい て,ほぼ破面全体がフラットであることから脆性破壊が生じ たことがわかる.以上の結果から,両ボール接合体における シェア強度が,冷却速度が遅くなるにつれて低下した原因は, Ni3Sn4相の生成,成長によるものと考えられる.また 37Pb ボールより 36Pb2Ag ボールのシェア強度が,ボール本体の 硬さが高いにもかかわらず低下した原因は,両ボール間の界 面近傍における組織の相違によるもので,界面近傍やネック 部で晶出,成長した針状 Ag3Sn の影響が大きいと推測され る.
Fig. 13 Results of EPMA plane analysis of Sn36Pb2Ag ball cross section cooled at 100 K/min; SEI (a), Sn (b), Pb (c) and Ag (d) image of (a). The bonding interface is shown by arrows.
Fig. 14 SEM micrographs of the fracture face of Sn37Pb (a) and Sn36Pb2Ag (b) ball side cooled at 10 K/min after the shear test. 4. 結 言 本研究では,様々な冷却速度(10 K/min~200 K/min)で 接合した Sn37Pb, Sn36Pb2Ag ボールおよび接合体の組織や 強度を調査した.以下にその結果を示す. ボール表面や内部のラメラ組織は,冷却速度が速くな るほど微細化した. リフロー後の冷却時に Ag が Sn と Pb の拡散を妨げ, Sn 相と Pb 相の成長を抑制することで,Sn36Pb2Ag ボール のラメラ組織は,Sn37Pb ボールのそれより微細になった. ボールの硬度は冷却速度が速く,ラメラ間隔が狭くな るほど上昇し,ラメラ組織微細化や共晶 Ag3Sn の分散強化 によって Sn36Pb2Ag ボールの方が Sn37Pb ボールより高い 硬度値が得られた. Sn36Pb2Ag ボール接合体の界面近傍,ネック部や ボール内では,針状 Ag3Sn が初晶として晶出した. Sn36Pb2Ag ボール接合体のシェア強度は,界面近傍 やネック部で晶出,成長した針状 Ag3Sn の影響によって Sn37Pb ボール接合体のそれより全冷却速度において低かっ た. 文 献
1) K. Noguchi, M. Ikeda, I. Shimizu, Y. Kawamura and Y. Ohno: Mater. Trans.42(2001) 761768.
2) P. L. Tu, Y. Chan, K. C. Humg and J. K. L. Lai: IEEE Trans. 23(2000) 750756.
3) Y. Kariya, Y. Tanaka, Y. Nakagishi and M. Ohtuka: Proc. 7th Sympo. on Microjoining and Assembly Technology in Elec-tronics (2001) pp. 38.
4) M. Itou, M. Yoshikawa, A. Hirose and K. Kobayashi: Proc. 7th Sympo. on Microjoining and Assembly Technology in Elec-tronics (2001) pp. 917.
5) I. Artaki, G. W. Finley, A. M. Jankson, U. Ray and P. T. Vianco: Proc. Surface Mount International (1995) pp. 495510. 6) T. Takemoto: Proc. EcoDesign '99: First International Sympo. on Environmetally Conscious Design and Inverse Manufactur-ing, Feb. 13, Tokyo (1999) pp. 964969.
7) K. Suganuma, K. S. Kim and S. H. Huh: 2001 Int. Symposium on Microelectronics, pp. 529534.
8) K. Tatsumi, T. Uno, O. Kitamura, Y. Ohno, T. Katsumata and M. Furusawa: Proc. of 1995 IEMT Symposium Austin USA. (1995) pp. 295298.
9) T. Uno, K. Tatsumi and Y. Ohno: Proc. Of the Joint ASME/ JSME ``Advances in Electronic Packaging''2(1992) 771778. 10) A. Kuwabara, K. Mizuno, K. Tatsumi, T. Uno and Y. Ohno:
Trans. Mater. Res. Soc. Jpn.16B(1994) 1241.
11) M. Hansen: Constitution of Binary Alloys, (McGrawHill Book Co., Inc, New York, 1958) pp. 5961.