Ni 基単結晶超合金のクリープ寿命に及ぼす
アルミ拡散コーティングの影響
佐 藤 彰 洋
1,2青 木 祥 宏
2荒 井 幹 也
2原 田 広 史
11物質・材料研究機構超耐熱材料センター 2石川島播磨重工業株式会社
J. Japan Inst. Metals, Vol. 71, No. 3(2007), pp. 320325 2007 The Japan Institute of Metals
Effect of Aluminide Coating on Creep Properties of NiBase Single Crystal Superalloys Akihiro Sato1,2, Yasuhiro Aoki2, Mikiya Arai2and Hiroshi Harada1
1High Temperature Materials Center, National Institute for Materials Science, Tsukuba 3050047 2IshikawajimaHarima Heavy Industries Co., Ltd., Tokyo 1358710
This article compares the creep rupture responses of aluminide coated samples with uncoated ones to elucidate the effect of diffusion layers on resistance against creep. Three Nibase single crystal superalloys, CMSX4, TMS75 and TMS138, were chosen for present study. Creep specimens had thicknesses ranged from 1 mm to 4 mm to simulate the varying dimensions across the actual turbine blade. Creep conditions were set at 1060°C137 MPa and 1100°C137 MPa. Experimental results indicated that the creeprupture lives of coated specimens were shorter than those of the bare samples. In particular, the coated TMS138 specimen with 1 mm thickness had an 86 reduction in creep rupture life. Microstructural observations on coated samples indi-cated the formation of diffusion zones beneath the coating; a creep life model was then developed to taken account the reduction in load bearing cross sectional area. In conclusions, the creeprupture lives predicted by the model have shown good agreement with the experimental values.
(Received May 15, 2006; Accepted December 4, 2006)
Keywords: aluminide, nickelbase single crystal superalloys, secondary reaction zone (SRZ), creeprupture life
1. 緒 言
ジェットエンジンの出力・効率の向上を目的に,タービン 入り口温度(Turbine Inlet Temperature, TIT)の高温化が図 られている.その結果,最新ジェットエンジンの TIT は 1600°C にも達し,今後も上昇する傾向が見られる1).この 高い TIT を実現するために,高圧タービン動翼に関して, 使用される Ni 基単結晶超合金(以下,Ni 基超合金と略す)の 耐 用 温 度 向 上2)と 熱 遮 蔽 コ ー テ ィ ン グ ( Thermal Barrier Coating, TBC)システムの適用3)などが図られている.TBC システムは,ボンドコートと呼ばれる耐酸化金属コーティン グと,その上のトップコートと呼ばれる熱遮蔽セラミックス コーティングで構成される.一般的に,ボンドコートには PtAl などのアルミ拡散コーティング,あるいは MCrAlY コーティングが用いられ,それぞれ優れた耐酸化特性を有す ることが知られている.コーティングの組織は,一般的に コーティング層(付着層とも言う)とコーティング施工時に コーティング基材界面に生成する拡散層(InterDiffusion Zone, IDZ)からなり,Re を多量に有する最近の Ni 基超合 金では IDZ の下に二次反応層(Secondary Reaction Zone, SRZ)が生成し,高温での使用中に厚く成長することが報告
さ れ て い る4,5). IDZ や SRZ は 脆 い Topologically Close
Packed(TCP)相が多量に析出した層であり,これらの層の 存在により基材強度特性は劣化すると予想される4,6).しか しながら,合金種の差や付着層,IDZ, SRZ がクリープ強度 に及ぼす影響を,定量的かつ包括的に,論じた例はない.一 方,最新のタービン翼では冷却効率向上などの理由で部材肉 厚が薄くなる傾向がある.薄肉化が進むとコーティング層や SRZ が機械特性に及ぼす影響はさらに大きくなると予想さ れることから,それらの影響を定量的に把握することは必要 である. そこで本研究では,上記の課題を克服するため,最も汎用 的に使用され,ボンドコートの基本となっているアルミ拡散 コーティングを第 2 世代から第 4 世代 Ni 基超合金に施し, コーティングの有無,合金種,試験片の厚さや付着層, IDZ, SRZ 厚さなどが条件 1060~1100°C137 MPa のクリー プ寿命に及ぼす影響を,定量的に検討した. 2. 実 験 方 法 基材として,第 2,第 3,第 4 世代 Ni 基超合金 CMSX 47),TMS758),TMS1389)を用いた.それらの合金組成 を Table 1 に示す.各合金の単結晶丸棒を鋳造した後,溶体
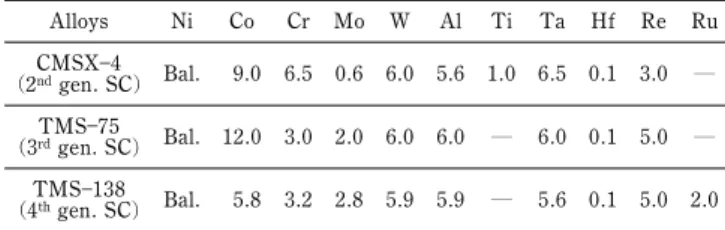
Table 1 Chemical compositions (mass) of single crystal su-peralloys examined in this study.
Alloys Ni Co Cr Mo W Al Ti Ta Hf Re Ru CMSX4 (2ndgen. SC) Bal. 9.0 6.5 0.6 6.0 5.6 1.0 6.5 0.1 3.0 ― TMS75 (3rdgen. SC) Bal. 12.0 3.0 2.0 6.0 6.0 ― 6.0 0.1 5.0 ― TMS138 (4thgen. SC) Bal. 5.8 3.2 2.8 5.9 5.9 ― 5.6 0.1 5.0 2.0
Fig. 1 Effect of specimen thickness on LarsonMiller Parameter of the bare and coated TMS138 specimens at 137 MPa.
Fig. 2 Creep rupture life at 1100°C137 MPa of the bare and coated TMS138, TMS75 and CMSX4. 化熱処理を施し,平行部が幅 3 mm,厚さ 1~4.5 mm の板 状クリープ試験片を作製した.クリープ試験片は引張軸が結 晶の〈100〉方向から 10°以内となるように加工した.その後, 一次時効熱処理に相当する熱サイクルでハロゲン化アルミを 試験片表面において還元させ,基材中にアルミニウムを浸透 させる処理(アルミ拡散浸透処理)を施し,試験片全ての面に bNiAl 層を形成させた(以下,アルミ拡散コーティング材と 称す).一部の試験片は,アルミ拡散浸透処理前に Pt めっ きをすることで,PtAl コーティングを施した(以下,PtAl コーティング材と称す.アルミ拡散コーティングと PtAl コーティングを総称してコーティング材とする).いずれの コーティング材も二次時効熱処理を施した後,温度 1060°C または 1100°C,負荷応力 137 MPa のクリープ試験に供し た.コーティング材の負荷応力はコーティング前の試験片平 行部断面積から計算した.本研究で適用したコーティングで は,付着層と IDZ の間がコーティング前の試験片表面とな る.一方,比較のためにコーティングを施さず同じ熱サイク ルを経た材料(以下,ベア材と称す)のクリープ試験も行なっ た. クリープ試験後の試験片に対して,平行部の断面を走査型 電子顕微鏡(SEM)により観察した. 3. 結 果 3.1 クリープ試験結果 Fig. 1 に TMS138, TMS75, CMSX4 のコーティング 材およびベア材の負荷応力 137 MPa におけるクリープラプ チャー試験結果を示す.試験片厚さとラーソン・ミラー・パ ラメータ(=T×(20+log tr)×10-3,T は試験温度(K),tr は破断寿命(時間),LMP と略す)の関係をプロットした. TMS138 のベア材の LMP は,本研究で検討した厚さの範 囲では,試験片厚さに関わらず一定であり,その平均値は 31.0 であった.一方,コーティング材では,アルミ拡散 コーティング材,PtAl コーティング材のいずれにおいて も,ベア材よりも LMP が低下しており,その低下率は試験 片の厚さが薄くなるにつれて大きくなることがわかった.厚 さ 1 mm 試験片では LMP が平均値 29.9 まで低下した.つ まり,ベア材よりもコーティング材の方がクリープ寿命は短 く,その寿命低下率は試験片厚さが薄くなるにつれて大きく なっている.TMS75 および CMSX4 を基材にした場合も Fig. 1 に示した TMS138 の結果と同様の傾向を示し,コー ティング材はベア材よりも LMP が小さく,その差は試験片 厚さが薄くなるにつれて大きくなった. 合 金 種 類 の 差 を 直 接 的 に 比 較 す る た め に , TMS 138, TMS 75 お よ び CMSX 4 の 厚 さ 1 mm 試 験 片 の 条 件 1100°C137 MPa 下の平均クリープ寿命を Fig. 2 にまとめ る . ベ ア 材 の 平 均 ク リ ー プ 寿 命 は TMS 138, TMS 75, CMSX4 で,それぞれ 395 時間,124 時間,94 時間であっ た.従来報告されるとおり9),第 4 世代合金である TMS 138 が本クリープ条件で非常に優れた特性を示すことがわか る.しかし,前述したように,コーティング材の平均クリー プ寿命はベア材に比べ大きく低下し,TMS138, TMS75, CMSX4 で,それぞれ 56 時間,28 時間,35 時間となっ た.コーティング材においても,TMS138 が最も長いク リープ寿命を示すものの,コーティング材クリープ寿命をベ ア材クリープ 寿命で除すとそれぞれ 0.14, 0.23, 0.37 であ り,第 4 世代合金 TMS138 でコーティング材のクリープ寿 命低下の割合が最も大きいことがわかる. 3.2 クリープ破断後のミクロ組織観察 クリープ破断後のコーティング材のミクロ組織観察を詳細 に 行 な った . 代表 的 な 例と し て ,Fig. 3 (a ) ~( c )に 条 件 1060 °C 137 MPa 下 で ク リ ー プ ラ プ チ ャ ー 試 験 し た ( a ) TMS138 PtAl コーティング材(試験片厚さ 1 mm,破断時
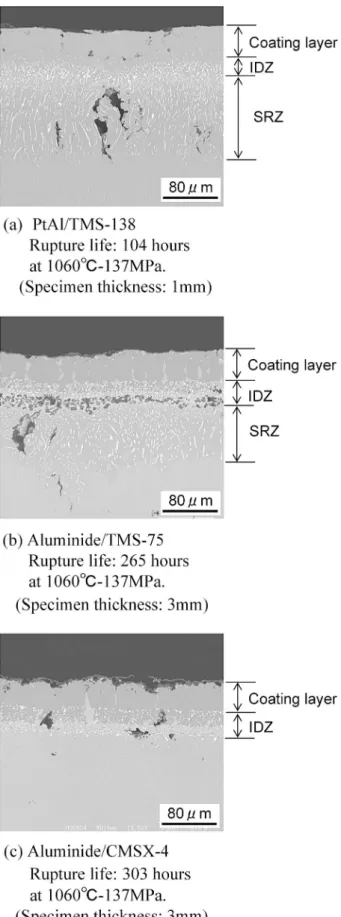
Fig. 3 Crosssectional micrographs of the coating region after creep rupture in (a) PtAl/TMS138, (b) Aluminide/TMS75 and (c) Aluminide/CMSX4.
間 104 時間),(b)TMS75 アルミ拡散コーティング材(試験 片厚さ 3 mm,破断時間 265 時間),(c)CMSX4 アルミ拡 散コーティング材(試験片厚さ 3 mm,破断時間 303 時間)の
表面近傍断面の SEM 写真を示す.Fig. 3(a)に示すように, TMS138 PtAl コーティング材では,最表面に付着層,そ の下に IDZ,さらにその下に SRZ が観察された.IDZ は, g′相あるいは b 相をマトリックスとし粒状の TCP 相が析出 した構成である.この IDZ は,コーティングプロセス中に 生成し,試験前から観察されている.一方,SRZ は,g′相 をマトリックスとし針状の TCP 相が析出した構成で,試験 中に成長したことが試験前後の組織比較から確認されてい る.付着層は b 相を保っていた.また,SRZ および IDZ 内 部に多数の亀裂が生じている様子が観察された.Fig. 3(b) に 示 す よ う に , TMS 75 ア ル ミ 拡 散 コ ー テ ィ ン グ 材 も TMS138 と同様,最表面から付着層/IDZ/SRZ/基材の順に コーティング組織が形成され,SRZ および IDZ 内部には亀 裂の発生が確認された.一方,Fig. 3(c)に示すように, CMSX4 アルミ拡散コーティング材では SRZ がほとんど認 められず,最表面の付着層と IDZ からなっている.ただし, IDZ 内部には亀裂の発生が認められた.また,TMS138 ア ルミ拡散コーティング材も,同様に最表面から付着層/IDZ/ SRZ/基材の順にコーティング組織が形成され,SRZ および IDZ 内部には亀裂の発生が確認された.アルミ拡散コーテ ィング材の付着層は,PtAl コーティング材と異なり b+ g′2 相であることが観察された.これは PtAl コーティン グよりもアルミ拡散コーティングの方が酸化による Al 元素 の消費が早く,選択酸化されやすい粒界において,b 相の組 成が変化し g′相が形成されたためと考えられる. 以上より,従来報告されるように4,5),Re を約 5 mass含 む第 3 世代合金,第 4 世代合金において,顕著に SRZ の成 長が認められることがわかる.また,SRZ と IDZ 内部に亀 裂が観察されることからそれらは脆い,あるいは変形抵抗が 小さい層であると推察される.ただし,SRZ および IDZ 内 部の亀裂が基材へ進展している箇所は認められなかった.ま た,クリープボイドの成長は基材内部の鋳造欠陥から生じて いる様子が確認されており,破面観察から内部の鋳造欠陥か ら成長したクリープボイドが繋がることで破断に至っている 様子が伺えた.これらのことから,SRZ や IDZ はクリープ 亀裂の発生要因にはなっていないことが示唆された. 4. 考 察 条件 1000°C 以上150 MPa 以下のような高温低応力にお ける Ni 基超合金のクリープ変形では,応力軸に垂直な方向 に g 相と g′相が層状に連なるラフト組織の形成と,それに 伴う gg′界面転位網の形成が転位運動を妨げることが知ら れている2,10,11).一方,付着層,IDZ および SRZ は bNiAl 相や g′相の多結晶体をマトリックスとし TCP 相や g 相など が析出した組織を有するため6),gg′2 層のラフト組織に比 べてクリープ強度が大幅に劣ると予想される.Fig. 3(a)~ (c)に示したようにクリープ試験後の IDZ や SRZ には多く の亀裂が観察されることからも,それらの層が応力をほとん ど負担しないと考えられる.実験方法で述べたように,本研 究におけるコーティング材のクリープ試験の応力は,コーテ ィング前の試験片平行部断面積から計算しており,一方,本
Fig. 4 Calculated effective stress on the substrate of PtAl/ TMS138 during creep test at 1060°C137 MPa.
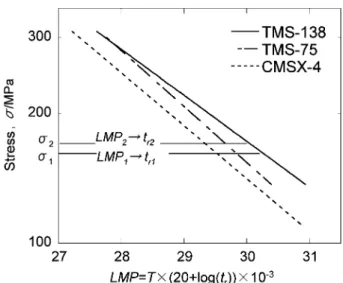
Fig. 5 LarsonMiller diagrams for stressrupture of TMS 138, TMS75 and CMSX4. 研究で適用した拡散コーティングでは,付着層と IDZ の間 がコーティング前の試験片表面となることが確認されてい る.したがって,コーティング材では IDZ と SRZ の分だけ 荷重を担う有効断面積がベア材よりも小さくなり,その結 果,基材部分にかかる実効の負荷応力(以下,実効応力と称 す)が大きくなるためクリープ寿命が低下したと予想される. そこで,コーティング材において,付着層,IDZ および SRZ は全く荷重を受け持たないと仮定し,基材部分にかか る実効応力の算出を試み,実験結果の考察を行なった.試験 片の厚さを A,幅を B,初期拡散層厚さ(IDZ 厚さ)を C,ク リープ時間 t における SRZ 厚さを D(t ),クリープ破断時間 を trとすると,第 3 世代合金,第 4 世代合金ともに SRZ は 時間の平方根に比例して成長することが知られているた め4,5),D(t )は破断時の SRZ 厚さ D(t r)を使って, D(t )=D(tr) tr t ( 1 ) と表すことができる.すると時間 t における試験片の有効断 面積 S(t )は, S(t )=
{
A-2(
C+D(tr) tr t)}
×{
B-2(
C+D(tr) tr t)}
( 2 ) となる.SRZ が成長するにつれ,有効断面積は式( 2 )に従 って減少する.よって,コーティング材の負荷応力を saと すると,時間 t において基材部分にかかる実効応力 s(t )は, s(t )=sa×A×B S(t ) ( 3 ) と表すことができる.条件 1060°C137 MPa 下でクリープ 試験した TMS138 PtAl コーティング材(Fig. 3(a))につ いて C, D(tr)を測定し,s(t )を計算した結果を Fig. 4 に示 す.破断が起こらないと仮定し,クリープ 200 時間まで計 算した.時間 0 において IDZ はすでに形成しているため有 効面積は実際よりも小さく,負荷応力 137 MPa に対する実 効応力は 145 MPa と見積もることができる.その後,SRZ の成長とともに実効応力は増大し,例えば 100 時間で 205 MPa に達する.これは負荷応力 137 MPa に対して約 50 の増大であり,SRZ の成長に伴う実効応力の増大は非常に 大きいと見積もられる. 次に,実効応力の増大により,破断寿命がどれだけ短くな る か を 考 察 す る . Fig. 5 に 実 験 的 に 求 め た TMS 138, TMS75, CMSX4 ベア材の負荷応力とLMP を示す.いず れの合金も応力の対数と LMP が直線的な関係であることが 実験的に求められている.この関係から,温度一定のとき, logs=a×log tr+b tr=10z,Z= 1 a(log s-b ) ( 4 ) となり,実効応力 siにおける破断時間 tr, iが求めることがで きる.一方,Fig. 4 に示した実効応力と時間の曲線を階段状 に近似し,実効応力 siにおける保持時間を Dtiとすると, Dtiをその応力での破断時間 tr, iで割った値の合計が 1 にな ったところ,つまり, n∑
i=1 Dti tr, i =1 ( 5 ) となったところで破断すると考えることができる. 分割を十分に細かくすれば式( 5 )は積分に書き換えられ て式( 6 )のようになる.f
t 0 dt tr(s) =1 ( 6 ) Fig. 4 より時間t のときのs(t )を求めることができ,そ して,式( 4 )から負荷応力が s(t )一定であるときの破断時 間 trが計算できる.その tr(s )を用いて式( 6 )を解くこと で,有効断面積の減少を考慮した破断時間が求められる.全 ての試験片に対して,このようにして計算した破断時間と実 測値の関係を Fig. 6 に示す.有効断面積の減少を考慮せず に見かけ上の負荷応力 137 MPa から予測される破断時間と 実測値の関係も中抜きの印で Fig. 6 に示す.前項までに述 べたようにコーティング材のクリープ寿命はベア材に比べ低 下するため,補正をしない場合,実測値は全て計算値を大き く下回っている.一方,上記のような仮定に基づき有効断面 積の補正を行い計算した場合,計算値と実験値は,合金種類 に関わらずよい相関を示すことがわかる.その重相関係数はFig. 6 Relationship between calculated and observed creep rupture life. Correlation coefficient for data points with cross sectional area correction. is 0.97.
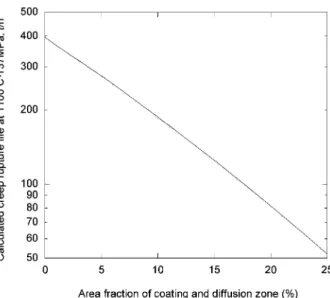
Fig. 7 Relationship between the calculated creep rupture life of TMS138 at 1100°C137 MPa and the area fraction of coat-ing and diffusion zone in the cross section of the specimen.
0.97 と非常に高かった. したがって,付着層,IDZ および SRZ が全く荷重を受け 持たず,かつ,コーティング材のクリープ寿命低減は IDZ や SRZ の生成により基材部分の有効断面積が減少すること のみによると仮定することで,コーティング材のクリープ破 断寿命が高い精度で予測できることが明らかになった.前項 のクリープ破断試験片のミクロ観察結果と合わせると,その 仮定は十分成立していると言える.つまり,付着層,IDZ および SRZ が全く荷重を受け持たず,かつ,コーティング 材のクリープ寿命低減は IDZ や SRZ の生成により基材部分 の有効断面積が減少することのみによると考えられる. また,Fig. 5 において,LMP を示す直線の傾きの絶対値 は,TMS75>CMSX4>TMS138 である.この傾きの絶 対値が小さいほど実効応力が大きくなったときのクリープ寿 命低減の割合が大きいことを意味する.そのため,Fig. 2 の ように TMS138 の寿命低減率が最も大きかった理由は, SRZ の成長による有効断面積の低下が大きいことと他合金 に比べて LMP 図の傾きの絶対値が小さいことの 2 点が挙げ られる. タービン翼において,拡散層がクリープ破断寿命にどれく らい影響を及ぼすかを考察するため,TMS138 試験片の断 面積に占める拡散層(IDZ および SRZ)の割合と 1100°C137 MPa クリープ破断寿命の関係を求めた.その結果を Fig. 7 に示す.ここで,クリープ破断寿命は,コーティング材のク リープ寿命低減が有効断面積の減少のみによるとして計算し た.Fig. 1 において,コーティング材のクリープ寿命は試験 片厚さが薄くなるとともに低下することを示したが,それは Fig. 7 において試験片の断面積に占める拡散層の割合が増え ることに対応する.TMS138 の厚さ 1 mm 試験片におい て,拡散層の割合は約 23にも達するため,そのクリープ 寿命に及ぼす影響は非常に大きいことがわかる.ただし,現 在実用的に用いられているタービン翼では断面積に占める拡 散層の割合は数以下であり,その影響は小さいと考えられ る.しかしながら,タービン翼の薄肉化は進む傾向にあり, かつ第 3 世代以降の Ni 基超合金では第 2 世代合金と比較し て,SRZ が発生しやすいことから,クリープ寿命に及ぼす 拡散層の影響は今後,大きくなると考えられる.したがっ て,第 3 世代以降の Ni 基超合金を将来ジェットエンジンの 高圧タービン翼に適用し,その優れたパフォーマンスを得る ためには,コーティングと基材の間の拡散を抑え,SRZ 発 生を抑制するコーティング技術の開発が必要になると考えら れ る . そ の よ う な 課 題 に 対 し て , 最 近 , EQ コ ー テ ィ ン グ12,13),拡散バリア法1416)や炭化法17)などが提案され,機械 強度を低下させないコーティングとして注目される.EQ コーティングは理論上,基材と熱力学的に平衡する tieline 合金をコーティング材として選定することで,コーティン グ/基材間の元素の相互拡散を防ぐ手法であり12,13),筆者ら は積極的に研究開発を進めている. 5. 結 言 アルミ拡散コーティングを施した第 2 世代単結晶超合金 CMSX 4,第 3 世代合金 TMS75,第 4 世代合金 TMS 138 の厚さを変えた試験片を用いて 1060~1100°C137 MPa の条件でクリープ試験を行なった結果,以下のことを明らか にした. いずれの合金においても,コーティング材のクリープ 寿命は同条件のベア材よりも低下し,試験片厚さが薄くなる につれ,また合金の世代が上がるにつれ低下率は大きくなっ た.TMS138 では,厚さ 1 mm 試験片,1100°C137 MPa 条件でコーティング材クリープ寿命はベア材クリープ寿命の 14まで低下した. コーティング材のクリープ試験において,付着層, IDZ および SRZ が全く荷重を受け持たず,かつ,コーティ ング材のクリープ寿命低減は IDZ や SRZ の生成により基材
部分の有効断面積が減少することのみによると仮定すること で,コーティング材のクリープ破断寿命が高い精度で予測で きることが明らかになった. 終わりに,本研究は経済産業省「環境適合型次世代超音速 推進システムの研究開発(ESPR)」の一環として行われたこ とを付記し,独立行政法人新エネルギー・産業技術総合開発 機構(NEDO)をはじめ関係者各位に謝意を表します. 文 献 1) W. S. Walston: Superalloys 2004, (TMS, 2004) pp. 579588. 2) Y. Koizumi, T. Kobayashi, T. Yokokawa, J. X. Zhang, M.
Osawa, H. Harada, Y. Aoki and M. Arai: Superalloy 2004, (TMS, 2004) pp. 3543.
3) N. P. Padture, M. Gell and E. H. Jordan: Science 296(2002) 280284.
4) W. S. Walston, J. C. Schaeffer and W. H. Murphy: Superalloys 1996, (TMS, 1996) pp. 918.
5) Y. Matsuoka, Y. Aoki, K. Matsumoto, A. Sato, T. Suzuki, K. Chikugo and K. Murakami: Superalloys 2004, (TMS, 2004)
pp. 637642.
6) O. Lavigne, C. Ramusat, S. Drawin, P. Caron, D. Boivin and J. L. Pouchou:Superalloys 2004, (TMS, 2004) pp. 667675. 7) K. Harris, G. L. Erickson, S. L. Sikkenga, W. D. Brentnall, I. M.
Aurrecoechea and K. G. Kubarych: Superalloys 1992 (TMS, 1992) pp. 297306.
8) T. Yokokawa, M. Osawa, H. Murakami, T. Kobayashi, T. Yamagata and H. Harada: Proceedings of Materials for Ad-vanced Power Engineering 1998, European Committee (1998) pp. 11211128.
9) Y. Koizumi, J. X. Zhang, T. Kobayashi, T. Yokokawa, Y. Aoki and M. Arai: Japan Inst. Metals67(2003) 468471.
10) J. X. Zhang, T. Murakumo, H. Harada, Y. Koizumi and T. Kobayashi:Superalloys 2004, (TMS, 2004) pp. 189195. 11) F. R. Nabarro and H. L. de Villiers:The Physics of Creep,
(Tay-lor & Francis UK, 1995) pp. 241248.
12) A. Sato, H. Harada and K. Kawagishi: J. Japan Inst. Metals 70(2006) 192195.
13) A. Sato, H. Harada and K. Kawagishi: Met. Mat. Trans. 37A(2006) 789791.
14) T. Narita, S. Hayashi, H. Yukawa, M. Noguchi and M. Miyasaka: U. S. Patent 6830827 (2004).
15) I. T. Spitzberg, R. Darolia, M. R. Jackson, J. C. Zhao and J. C. Schaeffer: U. S. Patent 6306524 (2001).
16) R. G. Wing: U. S. Patent 6080246 (2000).
17) I. E. Locci, R. A. Mackay, A. Grag and F. J. Ritzer: NASA/ TM2004212920 (2004).