産業応用工学会全国大会2019 講演論文集,2019 年 9 月 18-20 日 Proceedings of IIAE Annual Conference 2019, September 18-20, 2019
© 2019 The Institute of Industrial Applications Engineers, Japan.
次世代自動車用高精度アルミダイカスト金型の生産性向上
(深穴ドリル加工への
IoT の活用)
鏑木 哲志
a,小宅 勝
a,新井 宏章
a,牧野 好晃
b,黒瀬 雅詞
c,久米原 宏之
d,松原 雅昭
e,鈴木 良祐
e a群馬県立群馬産業技術センター
b有限会社山口精工
c群馬工業高等専門学校
d一般財団法人地域産学官連携ものづくり研究機構
e群馬大学大学院理工学府
1. はじめに
次 世 代 自 動 車 用 ア ル ミ ダ イ カ ス ト 製 品 は 薄 肉 構 造 で 形状の複雑化が進んでいる(1)。設計どおりの部品性能を 実現するため,機械的性質や寸法精度等に高い品質が求 められている。国際的な価格競争力強化の観点からは低 コスト化も求められている。 成形に用いる金型の冷却管は小径の深穴であり,その 加工時間が長いことが問題となっている。加工時間 の長 期化の原因はドリル加工の困難さにある。深穴加工で は, 切削屑の排出不良や切削液が十分に供給できないことが ドリルの折損や加工品質の低下の要因となる。 近年,加工設備において加工状態に合わせて加工条件 を自動で変化させる機能の開発が進み、実用化されてい る。マシニングセンタの例では,加工機に具備されたセ ンサにより,加工中の音および振動を検知して,びびり 等の加工に有害と考えられる振動が生じた場合,加工条 件が制御されている。しかしながら,導入コストが高い ため,中小企業ではこのような装置を導入することは困 難である。ドリルによる深穴加工に関しては熟練技能者 が,日々同じ加工を行っている。技能者に依存する加工 方法では加工能率が悪く生産性が低いため,価格および 納期において競争力が低下してしまう。 熟練技能者の作 業を機械化できれば生産性向上に極めて有意義となる。 本研究では,熟練作業を NC 加工に置き換えることを 目的とし,その手段としてIoT を活用する。具体的には, 熟 練 技 能 者 に よ る ド リ ル 加 工 で ワ ー ク が 受 け る 力(切 削 抵抗)に着目し,熟練作業を IoT により数値化する。本情 報から熟練作業の特徴を指標化し,マシニングセンタに てその指標により制御された最適加工法を提案する。2. 実験方法
2.1 熟練技能の数値化 被削材は金型材質のSKD61 相当品である。加工に用い る設備はNC フライス盤である。NC フライス盤の NC 機 能は穴あけ位置決めのみに使用している。加工に用いる ドリルは高速度工具鋼製φ8 とし,加工深さは 50 mm, 回転数は1500 rpm とする。切削抵抗の測定には 3 成分切 削動力計(Kistler 製 9257B)を使用する。作業の習熟 度による違いを確認するため,熟練技能者,中堅技能者 および初心者により加工を行う。熟練技能者による加工 の際の切削抵抗の最大値をステップ(ドリル待避)する閾 値として用いる合理性について評価する。 2.2 NC による深穴加工 熟 練 技 能 者 に よ る 加 工 時 の 最 大 切 削 抵 抗 以 下 で 加 工 が で き る 送 り 速 度 を 検 討 す る た め に , 送 り 速 度 を 30 mm/min,60 mm/min,80 mm/min および 160 mm/min と変 化させて実験を行い,送り速度と切削抵抗の関係を求め る。さらに,最適な1 ステップ当たりの切込み深さを検 討するために,1 ステップ当たりの切込み深さを 0.5 mm, 1.0 mm,2.0 mm,3.0 mm,5.0 mm および 10.0 mm と変 化させて切削抵抗の変化による仕事量を調べて評価する 。 NC 化された加工方法の妥当性の検証は 2.1 と同一の被 削材,工具および工具回転速度を用いて,マシニングセ ンタ(DMG 森精機製 Dural vertical 5080)により行う。3. 実験結果および考察
3.1 熟練技能者の切削抵抗と仕事量 φ8 ドリル加工における熟練技能者 A,中堅技能者 B および初心者C のスラスト方向の切削抵抗の時間変化を Fig. 1 に示す。熟練技能者と他の作業者との違いは,最 大切削抵抗,切削抵抗の変動,加工時間およびステップ 間隔において顕著である。本加工実験において各作業者 とも所定の深さの穴加工を行うことはできているが加工 面の品質は熟練技能者が優れている。熟練技能者は短時 間で加工を終えることから加工能率も優れる。熟練技能 者がステップを行っている切削抵抗の閾値は約 600 N と 推定された。Productivity improvement of aluminum die-cast mold for next generation vehicle
Tetsushi Kaburagia, Masaru Oyakea, Hiroaki Araia,
Yoshiaki Makinob, Masashi Kurosec, Hiroyuki Kumeharad
Masaaki Matsubarae, Ryosuke Suzukie, aGunma Industrial Technology Center, bYamaguchi Seiko Ltd.,
cNational Institute of Technology, Gunma College, dMonodzukuri Research Organization,
eGunma University
© 2019 The Institute of Industrial Applications Engineers, Japan. Fig. 1. Change of cutting force with time. A:
expert, B: backbone and C: beginner.
0 200 400 600 800 0 10 20 30 40 50 60 70 F o rce [ N ] Time [s] A B C
Fig. 2. Time integration of cutting force.
0 5000 10000 15000 A B C Eq u iv a le n t w o rk [N s] Worker
Fig. 3. Change of cutting force with time for various feed speeds.
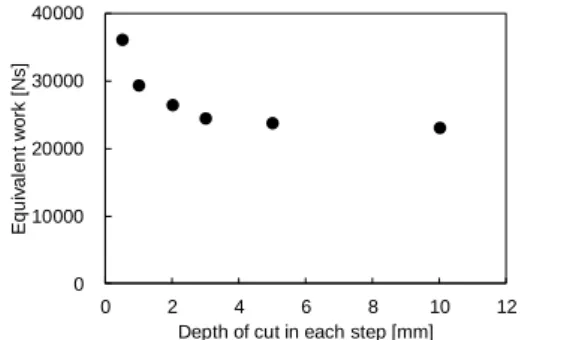
Fig. 4. Time integration of cutting force along plotted against cutting depth in one step.
0 10000 20000 30000 40000 0 2 4 6 8 10 12 Eq u iv a le n t w o rk [N s]
Depth of cut in each step [mm]
作業者による加工状況の違いを評価するため,切削抵 抗の時間積分(力積)について注目した結果を図 2 に示す。 図2 は力と時間の積であることからドリル加工において ワークに力を付与する仕事相当量と考えることができる。 熟練技能者よりも中堅技能者および初心者はより多くの 仕事を行っている。ワークの除去体積は一定であるため 熟練技能者よりも多い仕事は熱や振動に変換される。熱 や振動はドリルの損耗に強く影響する因子であることか ら熟練技能者以外はドリルの損耗が速く研磨の頻度が 多 いと考えられる。熟練技能者は最も効率の高い加工を行 っていると評価できる。熟練技能者の切削抵抗を閾値と して,NC 化することが合理的である。 3.2 熟練技能者の切削抵抗を閾値とするNC 化 マ シ ニ ン グセン タ の 送 り速 度 を 変 化 させた と き の 切 削 抵抗の時間変化をFig. 3 に示す。グラフにおける切削抵 抗の方向は,Fz がスラスト方向であり Fx および Fy は それに直交する平面方向である。切削抵抗は送り速度に 比例して増加する。熟練技能者のステップ閾値はおよそ 600 N である。この水準の切削抵抗となる送り速度は 60 mm/min である。Fig. 2 と同様に切削抵抗を時間積分して 得られた力積(仕事)を,1 ステップ当たりの切込み深さに 対してFig. 4 に示す。1 ステップの切込み深さが増加す ると仕事が減少し,ある水準でその減少量が小さくなり 仕事はほぼ一定となる。ワークの除去に対して余剰な仕 事を付加することはドリル損耗の増大に影響を及ぼすと 考えられることから切削中の仕事量は小さいほど良い。1 ステップあたりの切り込み量を多く取るとドリル加工の 特性上切削屑の連続生成が問題となる。仕事量が小さく 1 ステップあたりの切り込み量が小さいことが良い切削 となる。したがって,1 ステップあたりの切り込み量は 3 mm 程度が効率的な加工条件であると考えられる。 本研究で得られた最適加工条件を NC による加工に反 映したところ,従来と比較して約30%の加工時間の短縮 を図ることが可能となり,本技術の生産性向上への有効 性が確認された。