システム開発 16-F-2
機械システム等のメンテナンス最適化のための RBM手法の開発に関するフィージビリティスタディ
報 告 書
-要 旨-
平成17年3月
財団法人 機 械 シ ス テ ム 振 興 協 会
委 託 先 財団法人エンジニアリング振興協会
こ の 事 業 は 、 競 輪 の 補 助 金 を 受 け て 実 施 し た も の で す 。
序
わ が 国 経 済 の 安 定 成 長 へ の 推 進 に あ た り 、 機 械 情 報 産 業 を め ぐ る 経 済 的 、 社 会 的 諸 条 件 は 急 速 な 変 化 を 見 せ て お り 、 社 会 生 活 に お け る 環 境 、 都 市 、 防 災 、 住 宅 、 福 祉 、 教 育 等 、 直 面 す る 問 題 の 解 決 を 図 る た め に は 技 術 開 発 力 の 強 化 に 加 え て 、 多 様 化 、 高 度 化 す る 社 会 的 ニ ー ズ に 適 応 す る 機 械 情 報 シ ス テ ム の 研 究 開 発 が 必 要 で あ り ま す 。
こ の よ う な 社 会 情 勢 の 変 化 に 対 応 す る た め 、 財 団 法 人 機 械 シ ス テ ム 振 興 協 会 で は 、 日 本 自 転 車 振 興 会 か ら 機 械 工 業 振 興 資 金 の 交 付 を 受 け て 、 経 済 産 業 省 の ご 指 導 の も と に シ ス テ ム 技 術 開 発 調 査 研 究 事 業 、 シ ス テ ム 開 発 事 業 、 新 機 械 シ ス テ ム 普 及 促 進 事 業 等 を 実 施 し て お り ま す 。
こ の う ち 、 シ ス テ ム 技 術 開 発 調 査 研 究 事 業 及 び シ ス テ ム 開 発 事 業 に つ い て は 、 当 協 会 に 総 合 シ ス テ ム 調 査 開 発 委 員 会( 委 員 長:放 送 大 学 副 学 長 中 島 尚 正 氏 )を 設 置 し 、 同 委 員 会 の ご 指 導 の も と に 推 進 し て お り ま す 。
本「 機 械 シ ス テ ム 等 の メ ン テ ナ ン ス 最 適 化 の た め の RBM 手 法 の 開 発 に 関 す る フ ィ ー ジ ビ リ テ ィ ス タ デ ィ 」 は 、 上 記 事 業 の 一 環 と し て 、 当 協 会 が 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 に 委 託 し 、 実 施 し た 成 果 を ま と め た も の で 、 関 係 諸 分 野 の 皆 様 方 の お 役 に 立 て れ ば 幸 い で あ り ま す 。
平 成 17年 3 月
財 団 法 人 機 械 シ ス テ ム 振 興 協 会
はじめに
本 報 告 書 は 、平 成 16年 度 に 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 が 、財 団 法 人 機 械 シ ス テ ム 振 興 協 会 か ら 委 託 を 受 け て 実 施 し た 「 機 械 シ ス テ ム 等 の メ ン テ ナ ン ス 最 適 化 の た め の RBM 手 法 の 開 発 に 関 す る フ ィ ー ジ ビ リ テ ィ ス タ デ ィ 」の 成 果 を 取 り ま と め た も の で あ る 。
わ が 国 で は 高 度 経 済 成 長 期 に 建 設 さ れ た 多 く の 産 業 設 備 の 老 朽 化 が 進 行 し 、こ れ ら の メ ン テ ナ ン ス の 重 要 性 が 高 ま っ て い る 。 し か し な が ら 各 企 業 は 、 経 済 社 会 の 激 変 に よ る 産 業 構 造 転 換 、 諸 外 国 と の 熾 烈 な 競 争 な ど 厳 し い 環 境 下 で の 高 付 加 価 値 化 や コ ス ト ダ ウ ン が 強 く 求 め ら れ て い る こ と か ら 、 合 理 化 策 の 一 環 と し て メ ン テ ナ ン ス 関 係 の 予 算 削 減 、 人 員 削 減 に も 踏 み 込 ま ざ る を 得 な く な っ て い る 。
ま た 、こ れ ま で の メ ン テ ナ ン ス は 、プ ラ ン ト 、施 設 を 熟 知 し た 熟 練 技 術 者 の 技 量 に 依 存 す る 部 分 も 多 く 、 こ れ ら の 技 術 者 の 高 齢 化 に よ る 世 代 交 代 時 期 と 重 な っ て 、 人 材 面 で も 問 題 を 抱 え る こ と と な っ て い る 。
さ ら に 、最 近 、国 内 で は 産 業 施 設 の 大 事 故 が 多 発 し 、そ の 対 策 と し て 経 営 ト ッ プ の 安 全 確 保 に 係 る 責 務 、 安 全 確 保 に 必 要 な 体 制 整 備 、 安 全 対 策 の 体 系 的 な 計 画 ・ 実 施 等 の 対 応 が 早 急 に 求 め ら れ て い る 。
環 境 面 か ら も 資 源 節 約 、廃 棄 物 削 減 等 の 要 求 が 高 ま り 、安 易 な 交 換 、廃 棄 が 許 さ れ な い 状 況 に も あ る 。
こ の よ う な 厳 し い 環 境 の 中 に お い て は 、各 種 産 業 設 備 の メ ン テ ナ ン ス の 重 要 性 が こ れ ま で 以 上 に 高 ま り 、 こ れ ま で 以 上 の 安 全 性 を 確 保 し つ つ 経 済 的 で 、 効 率 的 な メ ン テ ナ ン ス を 実 現 す る よ う な 新 し い 手 法 、 メ ン テ ナ ン ス 分 野 の 新 た な 産 業 化 が 必 要 と さ れ て い る 。
本 ス タ デ ィ で は 、 昨 年 度 に 引 き 続 き 日 本 の 産 業 設 備 に 汎 用 的 に 適 用 で き る よ う な 日 本 独 自 の リ ス ク ベ ー ス メ ン テ ナ ン ス(RBM)手 法 の 基 本 的 枠 組 み を 開 発 す る こ と で 、 メ ン テ ナ ン ス の 合 理 性 、 生 産 性 を 向 上 さ せ 、 さ ら に は 産 業 構 造 物 の 安 全 性 を 高 め る こ と で 製 造 業 の 競 争 力 強 化 に つ な げ る と と も に 、 社 会 か ら の 信 頼 性 向 上 に 寄 与 す る こ と を 目 的 と し た 。
本 報 告 書 の 成 果 が 十 分 に 活 用 さ れ る こ と を 切 に 願 う と と も に 、 本 ス タ デ ィ に ご 協 力 い た だ い た 関 係 各 位 に 対 し て 心 か ら 謝 意 を 表 す る 次 第 で あ る 。
平 成 17年 3 月
財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会
会 長 増 田 信 行
目 次
序 は じ め に
1 ス タ デ ィ の 目 的··· 1
2 ス タ デ ィ の 実 施 体 制 ··· 3
3 ス タ デ ィ の 内 容··· 7
第 1章 汎 用 的 RBM手 法 の 基 本 設 計 ··· 7
1.1. 位 置 付 け··· 7
1.2 リ ス ク の 定 義 ··· 7
1.2.1 リ ス ク の 概 念··· 7
1.3 汎 用 的 RBM 手 法 の 考 え 方 ··· 7
1.3.1 RBM評 価 解 析 ア プ ロ ー チ··· 7
1.3.2 RBMに よ り 得 ら れ る 事 柄··· 8
1.3.3 リ ス ク 評 価 結 果 の 表 示 ··· 9
1.4 ユ ー ザ ー カ ス タ マ イ ズ··· 9
1.4.1 目 的 の 確 認··· 9
1.4.2 シ ス テ ム の 構 築··· 10
1.4.3 RBI/RBM ソ フ ト の 選 定 ··· 10
1.5 ま と め··· 11
第 2章 破 損 の 起 こ り や す さ 算 定 ガ イ ド ラ イ ン ··· 12
2.1 基 本 的 考 え 方 ··· 12
2.2 疲 労 の 起 こ り や す さ 算 定 テ ク ニ カ ル モ ジ ュ ー ル··· 12
2.2.1 一 般 的 な 破 壊 確 率 算 定 手 法 ··· 12
2.2.2 溶接構造物に対する破損の起こりやすさのスクリーニング方法··· 13
2.2.3 ベ イ ズ 推 定 を 用 い た 検 査 の 効 果 を 考 慮 し た 疲 労 破 壊 確 率 の ア ッ プ デ ー ト 手 法··· 15
2.2.4 ま と め ··· 19
2.3 腐 食 の 起 こ り や す さ 算 定 テ ク ニ カ ル モ ジ ュ ー ル··· 19
2.3.1 保 温 材 下 腐 食(CUI) テ ク ニ カ ル モ ジ ュ ー ル··· 19
2.3.2 塩 化 物 SCCテ ク ニ カ ル モ ジ ュ ー ル··· 26
第 3章 被 害 の 大 き さ 算 定 ガ イ ド ラ イ ン··· 34
3.1 基 本 的 考 え 方 ··· 34
3.1.1 汎 用 化 に 向 け て··· 34
3.2 安 全 に 関 す る 被 害 の 大 き さ··· 36
3.3 経 済 性 に 関 す る 被 害 の 大 き さ··· 36
3.4 環 境 へ の 被 害 の 大 き さ··· 36
3.5 被 害 の 大 き さ 算 定 例 ··· 37
3.5.1 TRACEに よ る 評 価 結 果 の 例 ··· 37
3.5.2 日 本 の シ ミ ュ レ ー タ ー ··· 40
第 4章 リ ス ク 評 価 ガ イ ド ラ イ ン··· 42
4.1 リ ス ク の 算 定 ··· 42
4.2 リ ス ク の 受 容 ··· 42
4.2.1 リ ス ク 受 容 レ ベ ル··· 42
4.2.2 グ ロ ー バ ル な 定 量 的 安 全 目 標 ··· 43
4.2.3 リ ス ク 受 容 の 手 順··· 44
4.2.4 リ ス ク ラ ン キ ン グ··· 45
4.2.5 リ ス ク 対 応 ガ イ ド··· 45
第 5章 海 外 と の 連 携··· 47
5.1 ヨ ー ロ ッ パ··· 47
5.1.1 RIMAP ··· 49
5.1.2 各 国 の レ ギ ュ レ ー シ ョ ン ··· 49
5.2 ア メ リ カ··· 50
5.3 そ の 他 の 地 域 ··· 51
5.4 今 後 の 方 向 性 に つ い て··· 52
4 ス タ デ ィ の 今 後 の 課 題 と 展 開··· 53
1 スタディの目的
1) 背 景
わ が 国 で は 高 度 経 済 成 長 時 代 に 建 設 さ れ た 多 く の プ ラ ン ト 、 大 型 施 設 の 老 朽 化 が 進 行 し 、 今 後 は そ れ ら の 維 持 補 修 費 用 が 大 幅 に 増 加 し て 日 本 経 済 に 大 き な 負 担 と な る こ と が 予 想 さ れ て い る 。 社 会 構 造 も 従 来 の よ う な ス ク ラ ッ プ ア ン ド ビ ル ド 、 廃 棄 物 の 大 量 排 出 を 容 認 す る 構 造 か ら 、 将 来 の 環 境 保 全 も 考 え た 自 然 保 護 、 資 源 節 約 、 廃 棄 物 削 減 等 へ と 大 き く 変 化 し つ つ あ る 。
産 業 界 に お い て は 中 国 や 東 南 ア ジ ア 諸 国 の 経 済 成 長 に よ り 、 ま た 国 内 的 に は 各 種 規 制 の 緩 和 等 に よ り 、 日 本 の 産 業 は 熾 烈 な 競 争 の 時 代 に 入 っ て お り 、 厳 し い 経 済 環 境 下 で 高 付 加 価 値 化 や コ ス ト ダ ウ ン が 強 く 求 め ら れ て い る 。 し た が っ て 、 新 規 設 備 投 資 を 控 え ざ る を 得 ず 、 既 存 設 備 を 最 大 限 活 用 し た 中 で 競 争 力 の あ る 生 産 性 向 上 を 実 現 す る よ う な 設 備 の 長 寿 命 化 が 、 環 境 問 題 へ の 対 応 と と も に 求 め ら れ て い る 。
一 方 、 競 争 力 強 化 の 一 環 と し て 各 企 業 は 施 設 の メ ン テ ナ ン ス 予 算 の 削 減 、 人 員 の 削 減 に も 踏 み 込 ま ざ る を 得 な く な っ て い る が 、 社 会 的 に は 少 子 高 齢 化 が 進 行 し 、 こ れ ま で 維 持 補 修 を 支 え て き た 経 験 豊 富 な 熟 練 技 術 者 が 世 代 交 代 の 時 期 を 迎 え 始 め て い る も の の 後 継 者 が 不 足 し 、 そ の 技 術 の 継 承 が 大 き な 課 題 と な っ て い る 。
こ の よ う な 中 で 最 近 、 国 内 で は 産 業 施 設 の 事 故 が 多 発 し 、 そ の 対 応 と し て 経 営 ト ッ プ の 安 全 確 保 に 係 る 責 務 、 安 全 確 保 に 必 要 な 体 制 整 備 、 安 全 対 策 の 体 系 的 な 計 画 ・ 実 施 等 の 施 策 が 早 急 に 求 め ら れ て い る 。
ま た 海 外 に お い て は 、 欧 米 を 中 心 と し て 新 し い メ ン テ ナ ン ス 手 法 の 開 発 に よ り 、 日 本 企 業 の 建 設 し た プ ラ ン ト の メ ン テ ナ ン ス を 、 米 英 の 企 業 が 受 注 す る よ う な 状 況 も 発 生 し て お り 、 こ の 分 野 に お け る 日 本 企 業 の 対 応 も 必 要 と さ れ て き て い る 。
こ の よ う に 厳 し い 環 境 の 中 で フ ロ ー か ら ス ト ッ ク の 時 代 に 移 り つ つ あ る 日 本 に お い て は 、 各 種 の 施 設 ・ 設 備 の メ ン テ ナ ン ス の 重 要 性 が こ れ ま で 以 上 に 高 ま り 、 社 会 全 体 に 経 済 的 で 、 効 率 的 な メ ン テ ナ ン ス を 実 現 す る よ う な 新 し い 手 法 、 メ ン テ ナ ン ス 分 野 の あ ら た な 産 業 化 が 必 要 と さ れ て い る 。
2) 目 的
上 記 背 景 よ り 、 欧 米 に お い て 開 発 の 進 め ら れ て い る 石 油 精 製 ・ 石 油 化 学 を 中 心 と し た RBM(リ ス ク ベ ー ス メ ン テ ナ ン ス)手 法 を 産 業 施 設 全 般 に 適 用 で き る よ う に 汎 用 化 し た 、 国 産 の RBMガ イ ド ラ イ ン の 確 立 を 目 指 し 、 昨 年 度 の ス タ デ ィ で は 、 以 下 を 実 施 し た 。
a) RBM手 法 に 必 要 と な る 各 種 の 評 価 法 を 調 査 し 、 現 状 の 技 術 レ ベ ル と 課 題 を 明 確 に す る 。
b) RBM手 法 の リ ス ク 評 価 に 必 要 な 各 要 素 を 検 討 し 、 汎 用 的 に 使 用 可 能 な リ ス ク 評 価 方 法 の 基 本 フ レ ー ム を 構 築 す る 。
本 年 度 は 昨 年 度 に 実 施 し た ス タ デ ィ の 成 果 を 基 に 、 汎 用 的 リ ス ク 評 価 に 必 要 な 要 素 と 手 順 を 明 確 に す る と と も に 、 各 要 素 の 評 価 方 法 、 手 順 を 明 示 し た 基 本 的 な ガ イ ド ラ イ ン を 構 築 す る こ と を 目 的 と す る 。
具 体 的 に は 下 記 項 目 の 検 討 を 実 施 す る 。
a) APIの 考 え 方 を ベ ー ス に 日 本 の 環 境 条 件 を 考 慮 し た 破 損 の 起 こ り や す さ 、被 害 の 大 き さ の 評 価 方 法 、 手 順 を 構 築 す る 。
b) 破 損 の 起 こ り や す さ 、 被 害 の 大 き さ か ら リ ス ク を 評 価 す る 基 本 的 な 方 法 、 手 順 を 構 築 す る 。
c) 実 際 に 適 用 す る 際 に 使 用 者 が カ ス タ マ イ ズ す べ き 要 素 と 手 順 を 明 確 に す る 。
d) 欧 州(RIMAP)あ る い は 米 国(API、ASME)の 研 究 者 と の 意 見 交 換 を 行 い 、日 本 に お け る 汎 用 的RBM手 法 開 発 の 取 組 み を 紹 介 す る と と も に 、最 新 の 知 見 を 取 り 込 む こ と で 、 連 携 、 協 調 の 方 向 を 探 る 。
RIMAP :Risk Based Inspection and Maintenance Procedure for European Industries API :American Petroleum Institute
ASME :The American Society of Mechanical Engineers 3) 必 要 性
プ ラ ン ト 等 の メ ン テ ナ ン ス に お い て は 、 各 種 の 検 査 ・ 寿 命 診 断 手 法 が 活 用 さ れ 、 そ の 結 果 は メ ン テ ナ ン ス 計 画 を 立 案 す る 基 礎 デ ー タ と な る が 、 計 画 に お け る 最 終 的 な 意 思 決 定 は 熟 練 技 術 者 の 判 断 に 依 存 す る と こ ろ が 多 い 。 熟 練 者 で あ れ ば 多 く の 場 合 正 し い 決 定 が 可 能 で は あ る が 、 不 確 実 性 を 完 全 に 排 除 す る こ と は で き な い 。 更 に 、 熟 練 者 の 高 齢 化 に 伴 い 知 識 や ノ ウ ハ ウ の 伝 承 が 途 絶 え る こ と も 危 惧 さ れ て い る 。 ま た 、 社 会 経 済 の 制 約 や 環 境 保 全 の 観 点 か ら 、 機 械 シ ス テ ム に 関 す る メ ン テ ナ ン ス で は ラ イ フ サ イ ク ル コ ス ト を 最 適 化 す る 工 学 的 か つ 客 観 的 な 手 法 の 開 発 や 普 及 が 強 く 望 ま れ て い る 。
こ れ ら に 対 応 す る 手 法 と し て 、 近 年 「RBM」 が 注 目 さ れ て い る 。RBMは 、「 故 障 を ゼ ロ に す る 」 こ と を 究 極 の 目 標 と す る こ と に つ い て は こ れ ま で と 同 じ で あ る が 、 そ の プ ロ セ ス を 合 理 化 し 、「 故 障 に よ る 損 害 を 最 小 化 す る 」と い う 思 想 に 基 づ い て 、各 部 位 に 対 す る メ ン テ ナ ン ス の 重 要 度 ・ 緊 急 度 を 、 損 傷 事 例 や 寿 命 評 価 理 論 を 基 に し て 評 価 し 、 優 先 順 位 を つ け て メ ン テ ナ ン ス を 行 う 方 法 で あ る 。
こ の 手 法 を 適 用 す る こ と に よ り 、 熟 練 技 術 者 の 経 験 知 識 を 活 用 し な が ら も 、 従 来 の よ う な 属 人 的 判 断 を 極 力 回 避 し 、 客 観 的 評 価 で 各 部 位 の リ ス ク を 一 定 の 範 囲 に 収 め る こ と が 可 能 と な る た め 、 メ ン テ ナ ン ス 全 体 の 最 適 化 、 コ ス ト 軽 減 、 稼 働 率 の 向 上 に つ な が る も の で あ る 。
こ の RBM手 法 は 欧 米 で 開 発 が 進 ん で お り 、研 究 機 関・コ ン サ ル タ ン ト 会 社 が 独 自 の 評 価 ソ フ ト を 開 発 し て い る が 、基 本 的 に 機 器 の 種 類 ご と の た め 汎 用 性 が な く 、施 設 ・設 備 の 形 態 ご と の カ ス タ マ イ ズ が 必 要 で あ り 、ま た 中 心 部 分 は ブ ラ ッ ク ボ ッ ク ス と な っ て い る 。 こ の た め 、 普 及 に も 時 間 を 要 し 、 ま た 普 及 し た 場 合 に も 外 国 の 技 術 の 優 位 性 を 崩 す こ と が で き な い 。
2 スタディの実施体制
本 ス タ デ ィ は 、 財 団 法 人 機 械 シ ス テ ム 振 興 協 会 の 委 託 を 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 が 受 け 、 大 学 及 び プ ラ ン ト メ ー カ ー 、 エ ン ジ ニ ア リ ン グ 、 プ ラ ン ト 所 有 企 業 の 関 係 者 に よ る 「RBM汎 用 化 開 発 委 員 会 」 を 組 織 し て 推 進 し た 。 ま た 、 個 別 の 専 門 分 野 に つ い て 検 討 す る た め に 「 疲 労 劣 化 評 価 分 科 会 」「 腐 食 劣 化 評 価 分 科 会 」「 基 本 設 計 分 科 会 」 を 設 置 し た 。
ス タ デ ィ の 実 施 体 制 を 図 1に 、財 団 法 人 機 械 シ ス テ ム 振 興 協 会「 総 合 シ ス テ ム 調 査 開 発 委 員 会 」 の 委 員 名 簿 を 次 頁 に 、「RBM汎 用 化 開 発 委 員 会 」「 疲 労 劣 化 評 価 分 科 会 」「 腐 食 劣 化 評 価 分 科 会 」「 基 本 設 計 分 科 会 」 の 委 員 名 簿 を 表 1~4に そ れ ぞ れ 示 す 。
(財)機 械 シ ス テ ム 振 興 協 会
(財)エ ン ジ ニ ア リ ン グ 振 興 協 会
総 合 シ ス テ ム 調 査 開 発 委 員 会
RBM汎 用 化 開 発 委 員 会
疲 労 劣 化 評 価 分 科 会 腐 食 劣 化 評 価 分 科 会
基 本 設 計 分 科 会
図 1 ス タ デ ィ の 実 施 体 制
総 合 シ ス テ ム 調 査 開 発 委 員 会 委 員 名 簿
( 順 不 同 ・ 敬 称 略 )
委 員 長 放 送 大 学 副 学 長 中 島 尚 正
委 員 政 策 研 究 大 学 院 大 学 藤 正 巌
政 策 研 究 科 教 授
委 員 東 京 工 業 大 学 廣 田 薫
大 学 院 総 合 理 工 学 研 究 科 知 能 シ ス テ ム 科 学 専 攻 教 授
委 員 東 京 大 学 大 学 院 藤 岡 健 彦
工 学 系 研 究 科 助 教 授
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 太 田 公 廣 産 学 官 連 携 部 門
コ ー デ ィ ネ ー タ
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 志 村 洋 文 産 学 官 連 携 部 門
シ ニ ア リ サ ー チ ャ
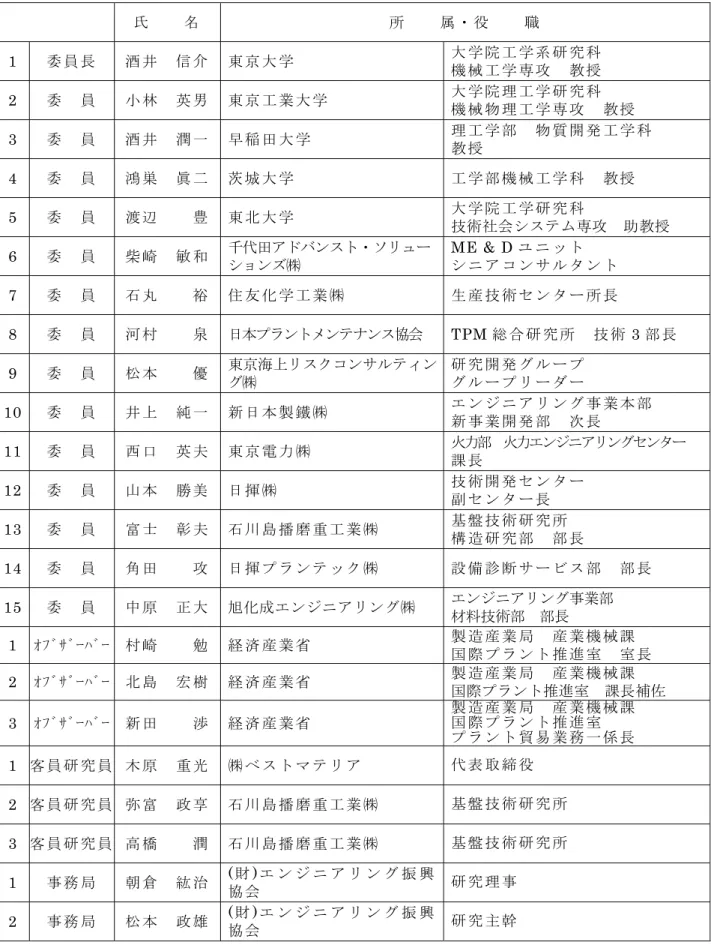
表 1 RBM汎 用 化 開 発 委 員 会 委 員 名 簿
氏 名 所 属 ・ 役 職
1 委 員 長 酒 井 信 介 東 京 大 学 大 学 院 工 学 系 研 究 科 機 械 工 学 専 攻 教 授 2 委 員 小 林 英 男 東 京 工 業 大 学 大 学 院 理 工 学 研 究 科
機 械 物 理 工 学 専 攻 教 授 3 委 員 酒 井 潤 一 早 稲 田 大 学 理 工 学 部 物 質 開 発 工 学 科
教 授
4 委 員 鴻 巣 眞 二 茨 城 大 学 工 学 部 機 械 工 学 科 教 授 5 委 員 渡 辺 豊 東 北 大 学 大 学 院 工 学 研 究 科
技術社会システム専攻 助教授 6 委 員 柴 崎 敏 和 千代田アドバンスト・ソリュー
ションズ㈱ ME & D ユ ニ ッ ト シ ニ ア コ ン サ ル タ ン ト 7 委 員 石 丸 裕 住 友 化 学 工 業 ㈱ 生 産 技 術 セ ン タ ー 所 長
8 委 員 河 村 泉 日本プラントメンテナンス協会 TPM総 合 研 究 所 技 術 3 部 長 9 委 員 松 本 優 東京海上リスクコンサルティン
グ㈱
研 究 開 発 グ ル ー プ グ ル ー プ リ ー ダ ー
10 委 員 井 上 純 一 新 日 本 製 鐵 ㈱ エ ン ジ ニ ア リ ン グ 事 業 本 部 新 事 業 開 発 部 次 長
11 委 員 西 口 英 夫 東 京 電 力 ㈱ 火力部 火力エンジニアリングセンター 課 長
12 委 員 山 本 勝 美 日 揮 ㈱ 技 術 開 発 セ ン タ ー 副 セ ン タ ー 長 13 委 員 富 士 彰 夫 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所
構 造 研 究 部 部 長
14 委 員 角 田 攻 日 揮 プ ラ ン テ ッ ク ㈱ 設 備 診 断 サ ー ビ ス 部 部 長 15 委 員 中 原 正 大 旭化成エンジニアリング㈱ エンジニアリング事業部
材料技術部 部長
1 オブザーバー 村 崎 勉 経 済 産 業 省 製 造 産 業 局 産 業 機 械 課 国 際 プ ラ ン ト 推 進 室 室 長 2 オブザーバー 北 島 宏 樹 経 済 産 業 省 製 造 産 業 局 産 業 機 械 課
国際プラント推進室 課長補佐 3 オブザーバー 新 田 渉 経 済 産 業 省
製 造 産 業 局 産 業 機 械 課 国 際 プ ラ ン ト 推 進 室 プ ラ ン ト 貿 易 業 務 一 係 長 1 客 員 研 究 員 木 原 重 光 ㈱ ベ ス ト マ テ リ ア 代 表 取 締 役
2 客 員 研 究 員 弥 富 政 享 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所 3 客 員 研 究 員 高 橋 潤 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所 1 事 務 局 朝 倉 紘 治 (財)エ ン ジ ニ ア リ ン グ 振 興
協 会 研 究 理 事
2 事 務 局 松 本 政 雄 (財)エ ン ジ ニ ア リ ン グ 振 興
協 会 研 究 主 幹
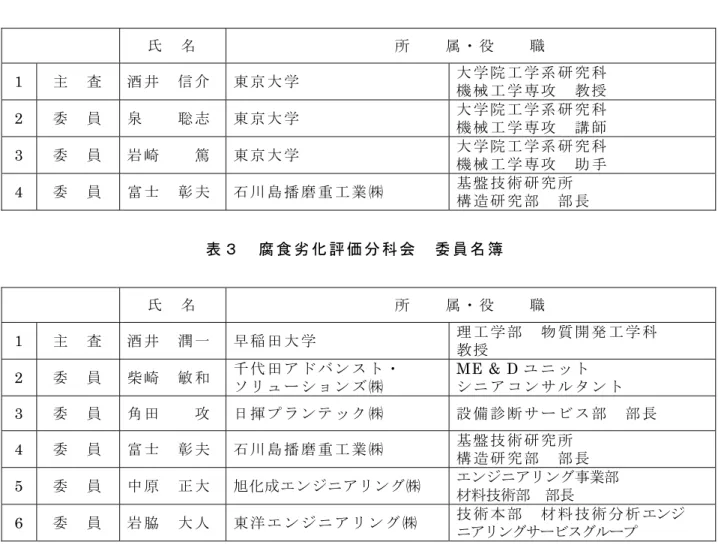
表 2 疲 労 劣 化 評 価 分 科 会 委 員 名 簿
氏 名 所 属 ・ 役 職
1 主 査 酒 井 信 介 東 京 大 学 大 学 院 工 学 系 研 究 科 機 械 工 学 専 攻 教 授 2 委 員 泉 聡 志 東 京 大 学 大 学 院 工 学 系 研 究 科 機 械 工 学 専 攻 講 師 3 委 員 岩 崎 篤 東 京 大 学 大 学 院 工 学 系 研 究 科 機 械 工 学 専 攻 助 手 4 委 員 富 士 彰 夫 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所
構 造 研 究 部 部 長
表 3 腐 食 劣 化 評 価 分 科 会 委 員 名 簿
氏 名 所 属 ・ 役 職
1 主 査 酒 井 潤 一 早 稲 田 大 学 理 工 学 部 物 質 開 発 工 学 科 教 授
2 委 員 柴 崎 敏 和 千 代 田 ア ド バ ン ス ト ・ ソ リ ュ ー シ ョ ン ズ ㈱
ME & D ユ ニ ッ ト シ ニ ア コ ン サ ル タ ン ト 3 委 員 角 田 攻 日 揮 プ ラ ン テ ッ ク ㈱ 設 備 診 断 サ ー ビ ス 部 部 長 4 委 員 富 士 彰 夫 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所
構 造 研 究 部 部 長 5 委 員 中 原 正 大 旭化成エンジニアリング㈱ エンジニアリング事業部
材料技術部 部長
6 委 員 岩 脇 大 人 東 洋 エ ン ジ ニ ア リ ン グ ㈱ 技 術 本 部 材 料 技 術 分 析 エンジ ニアリングサービスグループ 表 4 基 本 設 計 分 科 会 委 員 名 簿
氏 名 所 属 ・ 役 職
1 主 査 富 士 彰 夫 石 川 島 播 磨 重 工 業 ㈱ 基 盤 技 術 研 究 所 構 造 研 究 部 部 長 2 委 員 柴 崎 敏 和 千 代 田 ア ド バ ン ス ト ・
ソ リ ュ ー シ ョ ン ズ ㈱
ME & Dユ ニ ッ ト シ ニ ア コ ン サ ル タ ン ト 3 委 員 石 丸 裕 住 友 化 学 工 業 ㈱ 生 産 技 術 セ ン タ ー 所 長 4 委 員 深 井 利 嗣 東 洋 エ ン ジ ニ ア リ ン グ ㈱ e ソ リ ュ ー シ ョ ン 事 業 本 部
コンサルティンググループ マネージャ 5 委 員 石 川 紳 二 日 本 工 営 ㈱ 電力事業カンパニー プラント事業部
機械・情報通信技術部
3 スタディの内容
第1章 汎用的RBM手法の基本設計
1.1 位置付け
RBM(リスクベースメンテナンス)は、リスクを基準にメンテナンスを行う手法で、欧米の石油精製 や化学、火力発電プラントなどで実施されている方法であり各種ガイドライン1)~4)や法規5)~8)が制 定されている。一方、国内では、標準的なRBMに関するガイドラインは存在しないのが現状である。
本スタディでは基本的なリスク計算手法のガイドラインを構築するとともに、損傷要因として広く 問題になっている、疲労損傷・保温材下腐食・塩化物応力腐食割れを対象としたシステムを構築する こととした。これらの基本的な方法を示すことにより、他の対象物や損傷要因に対する詳細なシステ ムを構築する場合の雛型になることを目的とし、RBM 手法が特殊なものではなく、広く使われ普及 することを目的としている。
1.2 リスクの定義
1.2.1 リスクの概念
リスクの考えの歴史は古く、とらえ方は様々である。図 1.2.1-1のように安全と危険全体がリスク であり、リスクの低い側により安全が、リスクの高い側により危険が位置するととらえる。工学や技 術の領域では、リスクを以下のように表す。
リスク = “破損の起こりやすさ” × “被害の大きさ”
!!
リスク?
安全
危険 リスク
リスク大 リスク小
許容値
(目標値)
図 1.2.1-1 リスクの概念
1.3 汎用的RBM手法の考え方 1.3.1 RBM評価解析アプローチ
リスクの評価方法として定量・半定量・定性的方法があり、それらをどのように使い分けるかが問 題となる。一般には、API5813)で示されるように図 1.3.1-1のように考えられている。
・ 定量的評価手法:定量的評価は、様々な情報を基に破損の起こりやすさ及び被害の大きさを 具体的な数値(リスク数量)で示す手法であり、非常に時間と労力を必要とする。
・ 定性的評価手法:定性的評価とは、エンジニアによる工学的な判断と経験に基づいて、破損 の起こりやすさと被害の大きさを解析する手法である。
・ 半定量的評価手法:半定量的なアプローチは、ある程度の定量的な数値データをもとに専門 家の意見を取り入れた判定を行う手法である。
定量的RBI 定性的RBI
半定量的RBI
高
低 RBI解析の
詳細
図 1.3.1-1 RBM における定性的・定量的評価の取扱い
1.3.2 RBMにより得られる事柄
RBMを行うことの効果としては以下のことがいえる。図 1.3.2-1は、RBMにおける高リスク部位 及び低リスク部位の対応方法を概念的に示したものである。高リスク部位についてはリスクを低減す る必要がある。そのリスク低減手段をいつ・どのような方法でとるのが望ましいかを明らかにするこ とができる。また、リスクの低減が可能であるかどうかが視覚的に分かる。
低リスク部位については、リスクが許容される。そのため、どこまでリスクを上げることが可能か の判断を示すことができる。これによって、過剰な検査やメンテナンスを実施していた箇所に関して は、検査・メンテナンスを省くことができ経済性についてはコストダウン効果をもたらすことができ る。また、安全性についても寿命延伸効果が得られる。
図 1.3.2-1 RBMにおける高リスク・低リスク部位 の対応方法(概念)
図 1.3.2-2 リスクマトリックス(例)
破損の起こりやすさ
被害の大きさ
低 高
低高
◎
◎
◎
◎
◎
◎ ◎
◎
◎
◎
◎
◎ 受容できる リスクの範囲
リスクを低減 すべき 高リスク部位
に注目
検査費用の 低減が可能な 低リスク部位に注目
◎
◎
破損の起こりやすさ
被害の大きさ
小 大 重大 致命的 高
中
低
微 ☆☆☆☆☆ ☆☆ ☆☆
☆ ☆☆ ☆☆☆ ☆
☆ ☆
☆
1.3.3 リスク評価結果の表示
リスク評価の最終結果の表示は、一般にリスクマトリックスへのプロットにより行う。リスクマト リックスは、図 1.3.2-2に示すように縦軸に破損の起こりやすさ(破壊確率)、横軸に被害の大きさ(影 響度)を示し、各軸を複数のカテゴリに分けて結果を該当部位にプロットする。リスクもいくつかの カテゴリ分けを行い、色分けを行う。リスクマトリックス上で破損の起こりやすさは上に行くほど高 くなり、被害の大きさは右に行くほど大きくなる。そのため、リスクはマトリックス上では左下が一 番小さく、右上に行くほどリスクは高くなる。
なお、一般に、発生頻度が高く被害の小さい左上のリスクより、発生頻度は低く被害の大きい右下 のリスクが高く感じられるため高リスクカテゴリに設定する。
1.4 ユーザーカスタマイズ
本スタディでは RBM 汎用化のために材料の損傷機構別にリスクを算定する方法を開発している。
実際にプラントなどでRBMを実施するためには、リスク算定のための前段階での準備が必要である。
この前段階をリスク評価手法(ソフトウエア)を利用者の目的に合わせるという意味でユーザーカス タマイズと呼ぶ。ユーザーカスタマイズは以下の手順で行われる。図1.4-1にフローを示す。
目的の確認
対象範囲の決定 評価期間の決定
・複数プラント
・プラント(工場)内
・設備・機器
長期設備計画 次回定期検査
ソフトの選定 市販ソフト
システム(ソフト)の構築
・機器単位
・部位単位
・損傷機構に対す る同一条件単位
経済的被害 人的被害 環境被害
被害の想定
評価目録作成
損傷機構 の設定
プラントデー タの入力
損傷データベース 熟練者の経験 シミュレーション 設計条件 運転条件 検査記録 補修記録
・・・
リスク評価
図 1.4-1 ユーザーカスタマイズのフロー 1.4.1 目的の確認
RBMはプラント・設備を保有する企業が信頼性とコストの最適化によってメンテナンスの合理化 を図るために実施する。しかし、保有するプラント・設備のどの範囲でどのくらいの期間における合
理化を目的にするかを最初に決定する必要がある。
1) 対象範囲の決定:最初にメンテナンス合理化を行う対象範囲を決定する必要がある。
範囲としては、次の3つに分類される。
特定設備・機器、プラント全体、複数プラント。
2) 評価期間の設定:リスクは時間とともに増大するので、リスク評価の前に評価期間を決めなく てはならない。
1.4.2 システムの構築
対象範囲に独自システム(ソフトウエア)を構築する場合、以下の手順が必要になる。
1) 被害の種類の想定:決定された対象範囲に破損が起きたときに生ずる被害の種類を想定するこ とが必要である。被害の種類としては、経済的被害、人的被害、環境への 被害を想定する。
2) 評価目録の作成:リスク評価を行うために、対象範囲を階層化して評価目録(リスク評価のた めのワークシート)を作る必要がある。対象範囲の階層化の細かさは、目的 及び対象範囲の大きさによって異なる。いずれの場合も評価漏れをなくすた めに、目録は対象範囲をすべて包含するように作成されなくてはならない。
3) 評価単位への損傷機構の当てはめ:評価目録の評価単位ごとに懸念される損傷機構を当てはめ る必要がある。各評価にどのような損傷機構が懸念されるかは、各種損傷デ ータベース、熟練者の経験にもとづいて決定される。
4) 必要データの入力:評価部位と損傷機構(複数もありうる)が書き込まれた評価目録には、各 部位のリスクを評価するためのデータ(設計、検査、補修、運転データ)
を入力する必要がある。
1.4.3 RBI/RBMソフトの選定
対象プラント、設備・機器によってはRBI/RBMを実施するためのソフトウエアが市販されている。
RBI/RBMを実施しようとする場合、これら市販のソフトウエアを利用することは可能である。しか
し、専門家なしにソフトウエアのみでメンテナンス計画を作成することはできない。専門家のコンサ ルティングを受けて実施する必要がある。ソフトウエアは内容がブラックボックスのものが多いが、
利用にあたっては内容の確認が不可欠である。一般に汎用機器に対しては市販ソフトウエアが有効で あり、特殊機器では、独自にシステム(ソフトウエア)を構築することになる。
1.5 まとめ
本章では、汎用化RBM手法におけるその基本設計について述べた。まずリスクの基本概念として、
リスク = “破損の起こりやすさ”ד被害の大きさ”
と定義した。
次に、汎用的RBM手法の考え方として、定量的手法、定性的手法、半定量的手法の内容について 触れ、本スタディでは、半定量的手法を用いたRBM評価に関する汎用的手法の検討を実施した。ま た、設備の全体マネジメントにおけるRBMの位置付けについて述べ、RBMによって、リスクが高 く、まずメンテナンスを実施しなければならない箇所の把握が容易になると同時に無駄な検査なども 把握でき、メンテナンス投資の配分に非常に役立つことについて述べた。
ユーザーカスタマイズでは、汎用化RBMを実施する前に、ユーザーが行わなければならないこと や集めなければいけない情報について述べた。
参考文献
1) The American Society of Mechanical Engineers (ASME); Risk-Based Inspection Development of Guidelines, Vol.1 General Document, CRTD-Vol.20-1 (1991)
2) The American Society of Mechanical Engineers (ASME); Risk-Based Inspection Development of Guidelines, Vol.3 Fossil Fuel-Fired Electric Power Generating Station Applications, CRTD-Vol.20-2 (1994)
3) American Petroleum Institute, "Risk-Based Inspection Base resource Document", API Publication 581 (2000.5)
4) American Petroleum Institute, "Risk-Based Inspection", API Recommended Practice API PD580 (2002.5)
5) Pressure Systems and Transportable Gas Container Regulations, the U.K. (1989)
6) EC61508 (Functional Safety of electrical/electric/programmable electric safety related systems), Norway
7) IEC61511 (Functional safety – Safety instrumented systems for the process industry sector), Norway
8) Rules for Pressure Vessels, Holland
第2章 破損の起こりやすさ算定ガイドライン
2.1 基本的考え方
構造物の使用中の破損は様々な原因によって発生する。しかし、構造物を構成する金属材料(主に 鉄鋼)の経年的破壊は、疲労、クリープ、腐食の3つの機構によることが明らかになっている。従っ て、金属材料で構成される構造物の「破損の起こりやすさ」を算定する手法は、これらの損傷機構ご とに確立されれば、幅広い構造物に汎用的に利用できるものになると判断できる。
本スタディでは、3つの損傷機構のうち、すでに寿命予測方法について多くの研究があるクリープ を除く疲労と腐食についての「破損の起こりやすさ」算定方法の開発を行った。また、腐食について は、国内の各種プラントで最大の問題となっている保温材下腐食(CUI)と塩化物応力腐食割れ(塩
化物SCC)について「破損の起こりやすさ」算定ガイドラインの作成を行った。
2.2 疲労の起こりやすさ算定テクニカルモジュール
疲労に対して行われている現状の検査手法は、疲労き裂の発見を目的とした目視やUT、PT、MT 検査などである。一方、メンテナンスに関しては、法的規制も絡み検査でき裂が発見されるとき裂を 許容することがなくき裂を補修し、欠陥許容を原則認めていない。そのため、疲労破壊のリスク評価 に関しては、検査手法がき裂の発見の有無のみであり、き裂が許容される条件でないとリスク評価を 実施することは難しい。そこで従来行われている、余寿命診断手法を基にした評価手法を用い、検査 実施のスクリーニング方法について述べる。
破壊確率のデータの精度を高めるためには、検査結果を効率よく評価していくことが当然求められ る。その際に重要なこととして、検査結果は、用いた検査方法の精度に強く依存していることが挙げ られる。そこで、破壊確率評価にあたって、き裂検出確率(POD: Probability of Detection)を用いる 場合の有効性について検証を実施した。また、き裂長がある限界値に到達することを破壊と定義し,
ベイズ推定を利用した破壊確率評価手法の検討を行った。
2.2.1 一般的な破壊確率算定手法
材料の損傷は確率的現象であるといえる。同一材料の試験片、試験機を用いて疲労試験を行ってみ ても、疲労寿命は一般に大きなばらつきを示す確率量になる。
1) 強度と荷重の分布による破壊確率計算
構造物が疲労などのように時間依存型で破壊する場合、破壊確率は寿命分布を用いて計算するこ とが多い。金属材料の疲労強度は一般に応力振幅(∆σ)を縦軸に繰り返し数(N )を横軸にとったS-N 曲線で表されることが多く、片対数もしくは両対数座標で表すとS-N曲線の傾斜部(m)はほぼ直線 になることが報告されている。
片対数の場合:
log N = log C − m ⋅ ∆ σ
(2.2.1-1) 両対数の場合:log N = log C − m ⋅ log ∆ σ
(2.2.1-2) S-N曲線で表した疲労特性は前述したとおり一般に大きなばらつきを伴い、一定荷重振幅下でも 金属材料の疲労寿命は大きくばらつくことが知られており、このようなばらつきを定量的に評価す る方法として、破壊確率PをパラメータとしたP-S-N曲線を用いる方法が普及しつつある。多く の試験結果が得られている場合は、最小自乗法を用いて P-S-N 曲線を求める方法も考えられる。物質・材料研究機構の疲労データシート2)や材料学会のデータブック3)等を用いてP-S-N線図を求 めることも可能である。
溶接構造物の継手部の疲労寿命に関しては、材料強度に依存せず、継手形式及びそこに生じる公 称応力の大きさに依存するといわれている4), 5)。文献5)に平均曲線及びばらつきが記載されており、
これを用いて種々の継手形状に対する P-S-N 曲線を推定することも可能である。次項ではこの文
献5)に基づくスクリーニング法について述べる。
2) 荷重、強度の分布が分からない場合
荷重、強度の分布が分からない場合、その構造物の破壊確率を推定する方法としては
・ 過去の故障データからの推定
・ エキスパートによる推定 の2つが考えられる。
過去の故障データからの推定では、対象とする設備・機器が色々な方面のユーザーに納入され、
種々の用途に用いられている場合には、当該機器の稼動状況及び故障状況から対象部位の損傷デー タを入手することが可能である。この場合の損傷データは、損傷モードに特定されないデータとな る。このような故障データを収集した場合、運転時間とデータを運転時間の短いデータから並べか えると、未故障のデータと故障データの混在したデータとなる。このようなデータは一般にランダ ム打ち切りデータ7)と呼ばれている。このような未故障データを含む場合の解析手法として代表的 なものにJohnsonの方法8)とNelsonの方法9)がある。
一方、エキスパートによる推定においては、その人の経験、知識などに大きく依存するが、有益 な故障データとなる場合もある。そのため、エキスパートの選定には十分な注意を払う必要がある。
経験や知識が豊富なエキスパートを選択することができれば、信頼性のある故障データを得ること が可能となる。
2.2.2 溶接構造物に対する破損の起こりやすさのスクリーニング方法
従来行われている余寿命診断手法を基にした評価手法を用い、検査実施のスクリーニングを実施す る。その一例として、溶接構造物に関するスクリーニング手法について述べる。
1) 溶接部の公称応力∆σe及び現在までの繰り返し数Neの決定(炭素鋼による溶接構造物)
推定値の不確かさを考慮するため、表 2.2.2-1に示す係数を割り増すことを推奨する。
表 2.2.2-1 応力及び繰り返し数に関する不確かさ
Δσ及びNの推定手法 係数 (公称応力)
係数
(繰り返し数)
実機計測 1.0 1.0
設計データもしくはFEMを基にした推定値 1.0 2.0
経験に基づく推定値 1.5 5.0
2) BS76085)に基づいた溶接形状の決定
溶接形状毎に継ぎ手等級(Class B~T)まで決められているのでそれに従って継ぎ手等級を決 定する。標準偏差(SD)も併せて示している。(表 2.2.2-2参照)。
σ log log
log N = C
0− m
+µ log SD (2.2.2-1)表 2.2.2-2 継ぎ手等級毎の係数C0, m及び標準偏差(SD)
等級 Log C0 m Log SD
Class B 15.3697 4.0 0.1821 Class C 14.0342 3.5 0.2041 Class D 12.6007 3.0 0.2095 Class E 12.5169 3.0 0.2509 Class F 12.2370 3.0 0.2183 Class F2 12.0900 3.0 0.2279 Class G 11.7525 3.0 0.1793
Class W 11.5662 3.0 0.1846
Class S 23.3284 8.0 0.5045 Class T 12.6606 3.0 0.2484 3) 腐食に関する係数αcの決定10)
表 2.2.2-3の設問に従って腐食に関する係数αcを決定する。
表 2.2.2-3 腐食に関する係数αc
対象溶接部分の腐食、塗装状態はどうか? αc
腐食環境下ではない。もしくは塗装が十分施されており劣化していない 1.0 腐食環境下であり、塗装が一部はがれ、塗装の劣化、腐食がみられる 0.6 腐食環境下であるが、塗装が施されておらず著しい腐食がみられる 0.5
4) パーセント点uの決定
1)~3)で求めた応力範囲∆σe、繰り返し数 Ne、C0、m、 SD、αcを用いて、各予測繰り返し数に 関する現在のパーセント点を算出できる。例えば、繰り返し数Neに対しては、
SD
C m
u Ne e c
log
log log
log 0
3
α σ −
= + (2.2.2-2)
5) 破壊確率の算定
4)で求めたパーセント点uiより、破壊確率Piを算出する。例えば、Hastingsらの近似式では、
( ) ( 5 6 6)
16
4 5 3 4
2 3 2 1
1 1
2
1−1 + + + + + + −
≈
=Φu d u d u d u d u d u d u
P
(
u≥0)
ここで、d1 = 0.0498673470 d4 = 0.0000380036 d2= 0.00211410061 d5 = 0.0000488906 d3 = 0.0032776263 d6 = 0.0000053830
(2.2.2-3)
また、u < 0の場合には、Φ
( )
u =1−Φ( )
−u として求めることができる。なお、Excelにも数式に標準装備されている(NORMSDIST)のでそれを用いることもできる。
6) 検査時期の決定方法
4章で述べるリスク評価のリスクマトリックスを基にして、許容限界破壊確率を求める。
リスクマトリックスにおける破損の起こりやすさのランク区分けは以下を参考に決定すること を推奨する。
10-6以下であれば、検査の必要はない。一方10-2以上であればリスクは許容されないので、壊れ たときに被害が生じる箇所は検査を実施する必要がある。10-6~10-2の間は、被害の大きさに応じ て許容限界破壊確率は決定される。Pが許容限界破壊確率に達したときに検査を実施する。
2.2.3 ベイズ推定を用いた検査の効果を考慮した疲労破壊確率のアップデート手法 1) ベイズ推定とは11)、12)
ベイズ推定は、十分なデータが存在しないときに母集団の未知パラメータを推定するために用い られる手法である。一般に検査データは、十分な量が得られないことが多く、ベイジアン手法の有 効利用が期待される。ベイズ推定では、事前に母集団の未知パラメータに対してある確率分布を想 定し、この事前分布と観測された事象からパラメータの分布(事後分布)を決定する。
事前分布と観測事象から事後分布を求めるためにはベイズ(Bayes)の定理が用いられる。ベイズ の定理は複数の連続的なパラメータの推定を行う場合、以下の式で表される。
( ) ( ) ( )
( ) ( )
= ∫
θ
θ θ θ
θ θ θ
d P A P
P A A P
P
(2.2.3-1)θは推定したいパラメータのベクトルであり、A は検査等によって得られた事象を表す。P(A| θ)
はパラメータがある値θをとるという条件のもとでAという事象が発生する確率として計算できる。
A という事象はすでに得られており不変であるため, P(A|θ)はθの関数と考えることができl(θ|A)と 書いてθについての尤度と呼ぶ。P(θ)はθの事前分布、P(θ|A)は事後分布である。なお、事象Aにつ
いては、発生したという事象のみではなく、発生しなかったという事象もデータの更新に利用でき る。
2) き裂長を考慮した疲労破壊確率評価手法
(1) 疲労破壊確率評価手法
検査精度と疲労破壊確率の低減との関係を調べるため、以下のモデルを構築する。
新品の機器に、ある確率分布に従う一つのき裂が含まれ、このき裂が応力変動を受け、Paris 則(式(2.2.3-2))に従って成長し、限界き裂長acriticalに到達すると破壊すると定義する。
( )
K m dN Cda = ∆ (2.2.3-2)
C, mは材料によって決まるパラメータである。ΔKは式(2.2.3-3)によって与えられる。
a K = ∆ σ π
∆
(2.2.3-3)破壊確率に最も大きな影響を及ぼすのは、初期き裂長分布であると考え、初期き裂長につい てのみ分布を考える。この機器の検査時き裂が発見されなかった場合、き裂分布は式(2.2.3-4) によって求められる。
( ) ( ( ) ) ( )
( )
( ) ( )
∫
∞ −= −
0 det
det
1 1
da a f a P
a f a safe P
a f
t ect
t ect
t (2.2.3-4)
ここで Pdetect(a)は、利用した検査手法の、き裂長aに対するき裂発見率、ft(a)は検査が行われ
た時点でのき裂長の確率分布であり、検査で安全が確認されることでft(a|safe)にシフトする。図
2.2.3-1は以上のモデルを図示したものである。
N
a 破損
検査
0 N
a 破損
検査
0
図 2.2.3-1 き裂成長と検査のモデル (2) 疲労破壊確率評価の例題
初期き裂長ainiの分布が式(2.2.3-5)に示す対数正規分布に従うと仮定する。
( )
−
−
=
ln 2
ln 2 exp 1 2
, 1
| σ π σ a σ Me
Me a a
f ini
ini
ini (2.2.3-5)
機器の材質として低炭素鋼(AISI1018 鋼)を考え、破壊確率評価を行う例題を以下に示す。
上記のモデルに対し、パラメータが表 2.2.3-1で与えられるとして破壊確率評価を行う。
新品の機器が応力変動40000回を受けるまでに破壊する確率を求めた。途中で検査が行われ ない場合と、応力変動 20000 回の時点で検査を行われた場合について破壊確率評価結果を比較
する。検査によるき裂発見率として、Kimら13)によって求められた、近接目視検査(Close visual inspection, 式(2.2.3-6))、及び離隔目視検査(Long distance inspection, 式(2.2.3-7))の2つを 用いた。
( ) { ( ) }
( )
{
6.18 1.45log 20}
exp 1
20 log 45 . 1 18 . 6 exp
det + − + −
− +
= −
a a a
P ect (2.2.3-6)
( ) { ( ) }
( )
{
5.18 0.86log 100}
exp 1
100 log 86 . 0 18 . 5 exp
det + − + −
− +
= −
a a a
P ect (2.2.3-7)
表 2.2.3-2に評価された破壊確率を示す。これより、検査によって破壊確率が低減し、低減効 果の大きさは検査の有効性に強く依存していることが分かる。
表 2.2.3-1 例題で使用するパラメータ
Me σ m C Δσ acritical
2.0[mm] 0.5 3.0 2.17*10-13 200[MPa] 200[mm]
表 2.2.3-2 評価された破壊確率
検査なし 4.07×10-5 近接目視で、き裂未発見 3.38×10-5 離隔目視で、き裂未発見 4.07×10-5
3) 未知パラメータの推定
(1) 推定手法
初期き裂長の分布のみが未知であると場合について考えることとし、検査データより初期き 裂長分布を推定することを考える。
(2) 初期の事前分布設定
初期のき裂長について、Me,σが互いに独立と仮定した対数正規分布を事前分布とした。
( )
−
−
×
−
−
=
2
2 ln ln
2 exp 1 2
ln 1 ln 2 exp 1 2
, 1
σ σ
σ σ
σ σσ
σ π σ
σ π Me Me Me
Me Me f
Me Me Me
prior (2.2.3-8)
一方,事前に母数に対する情報が利用できない場合には,無情報性事前分布として対数正規 分布のJeffrey's Priorである式(2.2.3-9)が利用できる。
(
,)
1 2σ σ
∝ ⋅ Me Me
fprior (2.2.3-9)
(3) 尤度の算出
得られた検査データをもとに、尤度を算出する。ある新品の機器に n 回の検査が行われ、n 回目の検査で初めてき裂が発見された場合と一度もき裂が発見されない場合とでは、尤度はそれ ぞれ式(2.2.3-10)、式(2.2.3-11)で計算できる。
( ) ∫
∞( ( ) ) ∏
−( ( ( ) ) ) ( )
=
⋅
−
⋅
= 0 1
1 det
det , 1 , ,
, n ini ini
k
ini k ect ini
n
ect aN a P aN a f a Me da
P Me
Inspection
P σ σ (2.2.3-10)
( ) ∫ ∏
∞( ( ( ) ) ) ( )
=
⋅
−
= 0
1
det , ,
1
, n ini ini
k
ini k
ect aN a f a Me da
P Me
Inspection
P σ σ (2.2.3-11)
(4) 破壊確率の評価
以上より、ベイズの定理によって事後分布が得られる。事後分布に従って Me,σをサンプリ ングするモンテカルロシミュレーションを行うことで、破壊確率を区間推定することができる。
4) シミュレーションによる推定精度の検討
パラメータ条件として、表 2.2.3-3を設定する。検査対象の機器が10個存在するとして、応力
変動20000回ごとに、全ての機器に式(2.2.3-6)の近接目視検査が行われるものとした。検査によっ
てき裂が発見された機器は、新品に交換されるものとした。
図 2.2.3-2に、事前分布のMeの影響を調べるため、Case1,Case2,Case3によって推定された破
壊確率 95%確信区間の上界の、検査回数との関係を示す。図 2.2.3-3 に、事前分布のσの影響を
調べるため、Case1,Case4,Case5によって推定された破壊確率95%確信区間の上界の、検査回数 との関係を示す。これより、初期き裂長の分布が未知の場合であっても、類似機器のデータや熟練 者の経験を基に事前分布を与え、検査データをもとにベイズ推定を行うことで、破壊確率を区間推 定できることが分かる。また、事前分布の中央値が真値の0.5倍から2倍の範囲内に収まっていれ ば、推定された 95%確信区間の上界を求めることで安全側の破壊確率推定が行え、検査データの 増加と共に過度な安全裕度を合理的に縮小していくことができる。
表 2.2.3-3 事前分布のパラメータ
Me σ
中央値 対数標準偏差 中央値 対数標準偏差
Case1 2.0 0.5 0.5 0.5 Case2 4.0 0.5 0.5 0.5 Case3 1.0 0.5 0.5 0.5 Case4 2.0 0.5 1.0 0.5 Case5 2.0 0.5 0.25 0.5 True Value 2.0 - 0.5 -
図 2.2.3-2 破壊確率95%確信区間に与える事前 分布のMeの影響
図 2.2.3-3 破壊確率95%確信区間に与える事前 分布のσの影響
1.00E-05 1.00E-04 1.00E-03 1.00E-02 1.00E-01 1.00E+00
0 2 4 6 8 10
Number of Inspection
Failure rate
Case1 Case2 Case3 True value
1.00E-05 1.00E-04 1.00E-03 1.00E-02 1.00E-01 1.00E+00
0 2 4 6 8 10
Number of Inspection
Failure rate
Case1 Case4 Case5 True value
2.2.4 まとめ
まず、一般的な破壊確率算定手法について述べ、炭素鋼溶接部におけるスクリーニング法について 示した。スクリーニング法に関しては、従来用いられている余寿命評価手法を基に作成した。
次に検査による疲労破壊確率のアップデート方法に関して述べた。そこでは、検査手法の有効性の 違いをき裂検出確率の差異として表現し、検査による破壊確率低減の効果をとりいれて、破壊確率評 価を行う手法について検討した。低炭素鋼製の機器を想定した例題により、き裂検出確率の差異が、
破壊確率の低減効果の差異として現れることを確かめた。
また、破壊確率評価にあたって必要な情報がそろっていない場合に、未知のパラメータを検査デー タよりベイズ推定によって推定することを提案した。類似機器のデータなどから事前分布を与えるこ とを考え、事前分布が破壊確率推定結果に与える影響を調査した。
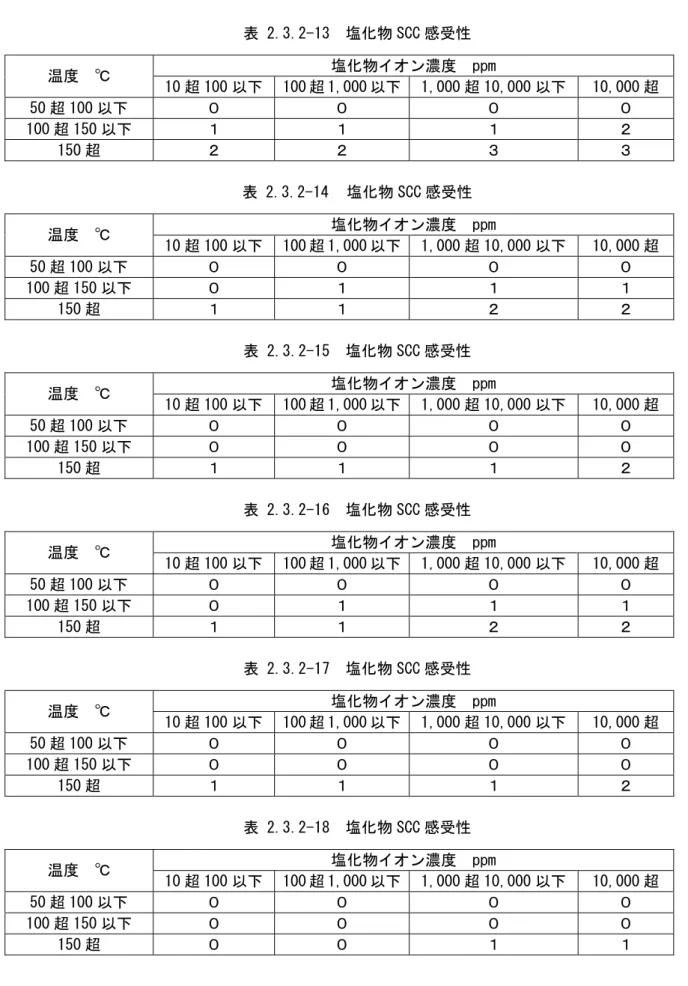
2.3 腐食の起こりやすさ算定テクニカルモジュール
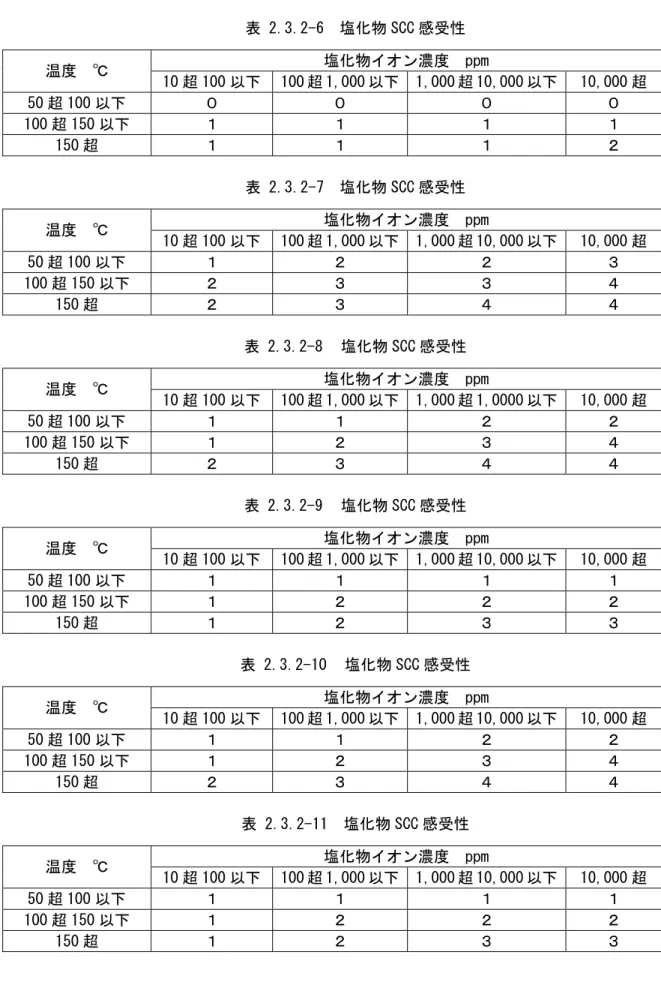
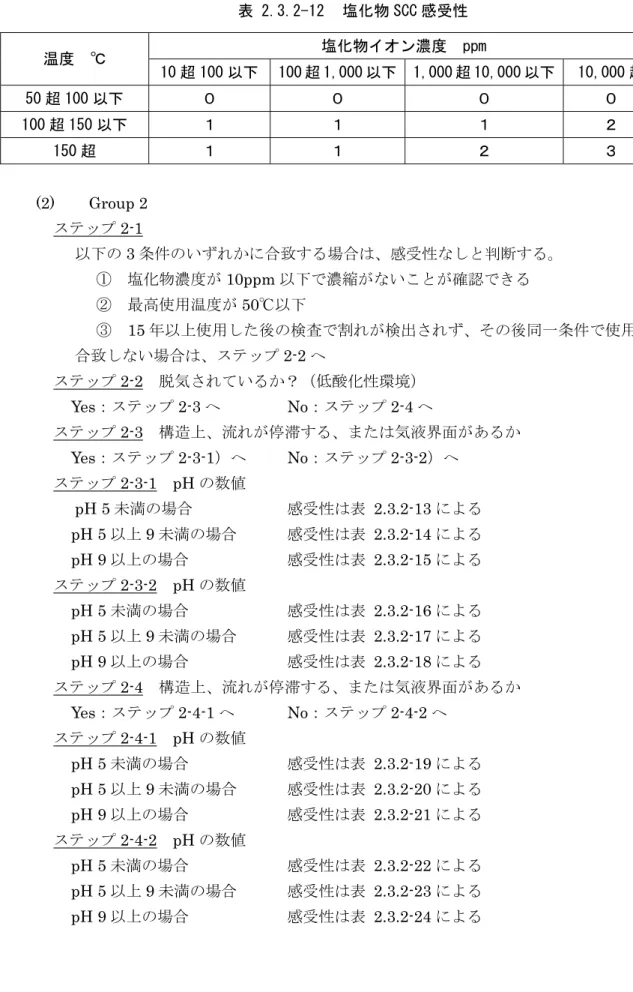
各種プラントにおける腐食としては、保温材下腐食CUI(Corrosion Under Insulation)と塩化物に よる応力腐食割れが代表的なものである。本スタディでは国内の調査結果をもとにAPI581テクニカ ルモジュール(TM)を参考に、CUIと塩化物SCCの感受性及び破壊起きやすさを求めるためのテクニ カルモジュールを作成する。
2.3.1 保温材下腐食(CUI)テクニカルモジュール
本CUIテクニカルモジュール(TM)は、下記のCUI機構を基に国内の各種腐食データを用いて作成 された。平成元年に高圧ガス保安協会が国内の石油化学、石油精製、化学、鉄鋼などの71 事業所に おけるプラントの外面腐食の実態調査をアンケート方式で実勢し、「外面腐食対策に関する報告書」
としてまとめられている。作成するTMは、この結果を反映させた。
1) CUIテクニカルモジュール
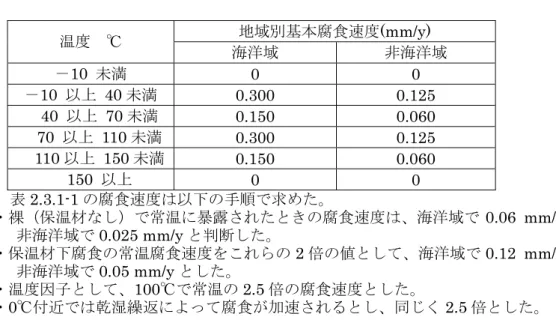
(1) 炭素鋼の地域・温度・基本腐食速度表
評価対象となるプラント(設備)の設置地域と温度(プロセス流体温度)から表 2.3.1-1を用い て基本腐食速度(Ra)を求める。
・ 非海洋域は、表 2.3.1-2に示す地域とする。
・ 海洋域は非海洋域以外のすべての地域とする。
表 2.3.1-1 炭素鋼及び低合金鋼の基本腐食速度 地域別基本腐食速度(mm/y) 温度 ℃
海洋域 非海洋域
-10 未満 0 0
-10 以上 40未満 0.300 0.125 40 以上 70未満 0.150 0.060 70 以上 110未満 0.300 0.125 110以上 150未満 0.150 0.060
150 以上 0 0
表2.3.1-1の腐食速度は以下の手順で求めた。
・裸(保温材なし)で常温に暴露されたときの腐食速度は、海洋域で 0.06 mm/y、
非海洋域で0.025 mm/yと判断した。
・保温材下腐食の常温腐食速度をこれらの2倍の値として、海洋域で0.12 mm/y、
非海洋域で0.05 mm/yとした。
・温度因子として、100℃で常温の2.5倍の腐食速度とした。
・0℃付近では乾湿繰返によって腐食が加速されるとし、同じく2.5倍とした。
表 2.3.1-2 非海洋域条件
地域区分 地域の定義 海岸線からの距離
日本海 沿岸部Ⅰ
北海道稚内市から松前町までの日本海に面した地域
青森県蟹田町から福井県までの日本海に面した地域 20kmを超える地域 日本海
沿岸部Ⅱ
京都府から山口県下関市までの日本海に面した地域
福岡県北九州市から長崎県平戸市までの日本海に面した地域 5kmを超える地域 太平洋
沿岸部 日本海Ⅰ、Ⅱ、瀬戸内海、沖縄全島、離島を除く全域 2kmを超える地域 瀬戸内海
沿岸部
兵庫県神戸市から山口県光市までの瀬戸内海に面した地域
香川県鳴門市から愛媛県長浜町までの瀬戸内海に面した地域 1kmを超える地域
(2) 影響因子
次に下記6因子について係数を求める。
a) 構造の複雑さ因子
評価対象部が複雑構造(突起部)であるか(水が溜まりやすいかどうか)で係数C1を決定 する。NACE Standard RP0198-98 Item No.21084のFig.4,5,8,10,12,13,15などが複雑構造 の例として参考にできる。
複雑部(突起など): 係数C1 = 1 単純(平坦)部: 係数C1 = 0.5
b) 周辺環境因子
近くに冷却塔、スティームトレースの漏洩、腐食性ガスを排出する装置などがあるかで係 数C2を決定する。
ある:係数C2 = 1.5 ない:係数C2 = 0.75
c) 保温材保護構造因子
板金、シールなどが雨仕舞を完全にする構造になっているかで係数C3を決定する。NACE Standard RP0198-98 Item No.21084のFig.6,7,9,11,14などが保護構造の例として参考にで きる。
なっている: 係数C3 = 0.75 なっていない: 係数C3 = 1.25
d) 保護状態因子
板金、シール、雨仕舞の劣化状態を判断して係数C4を決定する。
良: 係数C4 = 0.75 劣: 係数C4 = 1.25
e) 支持構造因子
防食構造かどうかで係数C5を決定する。
いいえ: 係数C5 = 1 はい: 係数C5 = 0.5
f) コーティングの質と劣化因子
コーティングの質及び経年的劣化から表 2.3.1-3を用いて係数C6を決定する。コーティン グの良劣は、十分な下地処理、膜厚、品質管理が記録として確認できれば良とする。その場 合、品質の基準として表 2.3.1-4が参考にできる。
情報がない場合は劣とする。
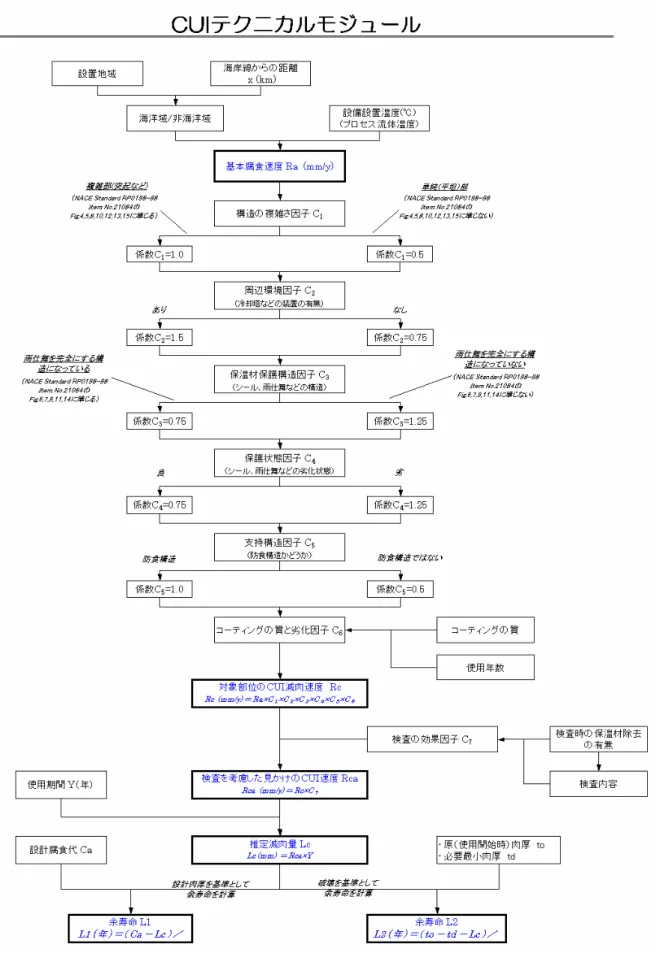
(3) CUI速度及び減肉量の推定
対象部位のCUI減肉速度(Rc)は、
Rc = Ra×C1×C2×C3×C4×C5×C6として求められる。
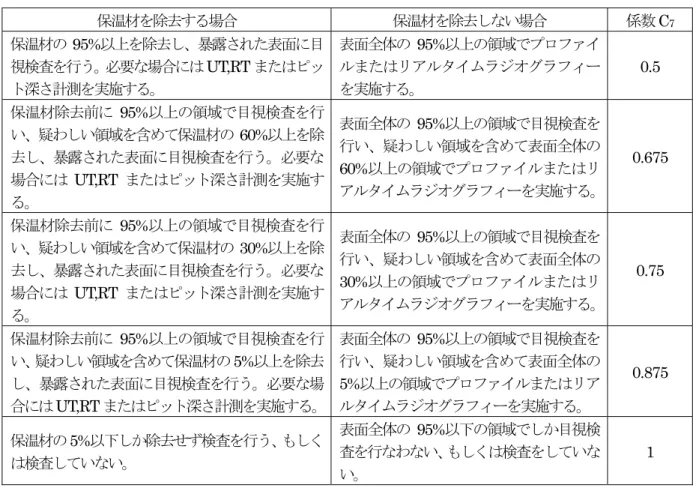
(4) 検査の効果
上記の基本腐食速度と 6 因子には推定による不確定さが含まれている。検査によって状態が 確認されている場合、その検査有効性により推定減肉量を減少させられる。検査の効果の係数 C7は、表 2.3.1-5によって決定される。
検査の効果を考慮した見掛けの腐食速度(Rca)は、
Rca=Rc×C7
として求められる。
表 2.3.1-3 コーティングの質と使用年数による係数 C6 年数
コーティングの質 5年未満 5年以上 10年未満
10年以上 15年未満
15年以上
20年未満 20年以上
良 0 0.25 0.75 1 1.25
劣 0.25 0.75 1 1.25 1.5
塗装なし 0.5 1 1.25 1.5 1.75