特集「環境・エネルギー関連機器用高温耐食材料の保護皮膜の生成と破壊」
プラズマ溶射 TBC システムの高温酸化特性に及ぼす
溶射後熱処理条件の影響
橋 智
1吉 葉 正 行
1原 田 良 夫
2 1首都大学東京大学院理工学研究科 2トーカロ株研究開発本部J. Japan Inst. Metals, Vol. 71, No. 1(2007), pp. 4754
Special Issue on Formation and Failure Characteristics of Protective Scales on HighTemperature Materials and Coatings for Energy Conversion and Environmental Equipment
2007 The Japan Institute of Metals
Influence of PostSprayed Heat Treatment Conditions on HighTemperature Oxidation Property for Plasma Sprayed Thermal Barrier Coating Systems
Satoru Takahashi1, Masayuki Yoshiba1and Yoshio Harada2
1Graduate School of Science and Engineering, Tokyo Metropolitan University, Tokyo 1920397 2Thermal Spraying Technology R & D Laboratory, Tocalo Co., Ltd., Akashi 6740093
In order to improve the hightemperature durability of the plasma sprayed thermal barrier coating (TBC) systems, high temperature oxidation test was conducted under the isothermal condition at 1100°C for 100 h for several kinds of TBC systems in connection with their coating characteristics such as the coating microstructures and interfacial natures depending on the coating process conditions. Specimens with different coating characteristics were prepared by controlling the coating parameters such as the topcoat spraying conditions and the reheattreatment (RHT) conditions after spraying. Especially, the RHT was applied to the TBC specimen with different temperature, heating rate, holding time at maximum temperature and so on in inert argon (Ar) gas atmosphere.
Hightemperature oxidation behavior was found to differ depending strongly on the RHT conditions. The RHT at lower tem-perature could not inhibit the heterogeneous development of thermally grown oxides (TGO) layer and the wartlike oxides at the topcoat/bondcoat interface. On the contrary, the RHT with either the slow rate heating or the long time holding at the maxi-mum temperature was found to be effective for an improvement of the oxidation resistance, since such a RHT process is able to develop dominantly the continuous aAl2O3layer at the interface so as to reduce sufficiently the growth rate of TGO to maintain
the suitable environmental barrier function during hightemperature oxidation.
The influence of the RHT conditions on the hightemperature oxidation property was discussed in connection with both the morphology of bondcoat powders and the surface morphology of bondcoat sprayed.
(Received July 7, 2006; Accepted September 5, 2006)
Keywords: thermal barrier coating, hightemperature oxidation, coating processing, thermally grown oxide (TGO), reheattreatment, plasma spraying 1. 緒 言 地球温暖化対策や,資源エネルギー保存など,全地球的観 点に立った環境エネルギー問題解決への要請から,大量の CO2発生源となっている化石燃料使用エネルギー変換機器 の高温・高効率化による省エネへの要求は近年ますます強く なり,その中核となる大型火力発電システムのトッピングサ イクル用先進型高効率ガスタービンの動静翼部など,クリテ ィカルな負荷を受ける高温部材において遮熱コーティング (TBC)システムの導入が不可避の状況となっている14). プラズマ溶射 TBC システムの性能は一般に,実機作動環 境下での外的要因とともに,一連のコーティングプロセシン グに依存したコーティング各要素の組成・組織制御などの内 的要因によって決定される.したがって,高性能プラズマ溶 射 TBC システムの設計開発・実用化導入に際しては,コー ティング材料の開発とともに,高度なコーティングプロセス 技術を駆使して微構造制御に基づくシステムの最適化を図る ことが重要である. 一方,TBC システムが経験する種々の損傷の中でも,セ ラミックトップコート(TC)層のはく離や脱落は,局所的に 部材温度を上昇させ,システム全体の壊滅的損傷を招来する 危険性が高く,実用上極めて深刻な問題となる.TC 層はく 離の主要因として,金属ボンドコート(BC)層の高温酸化に よ り TC / BC 界 面 に 発 達 す る 酸 化 物 ( Thermally Grown Oxides: TGO)層が深く関与していることが,これまでの研 究から一般的に認識されている5,6).それゆえ長期間にわた り TGO 層の健全性を保ち,その成長の抑制を図るために, BC 層である MCrAlY(M=Ni, Co, CoNi など)合金への貴金
Table 1 Coating processing for various TBC systems. Code HeatTreatmenta) → Grit Blast → Metallic BondCoat
(thickness 120 mm) → (thickness 250 mm)Ceramic TopCoat → Reheat(RHT)Treatment MZP Yes Yes VPS/CoNiCrAlY APS/YSZ 1 No(Asspayed) MZP###b) Yes Yes VPS/CoNiCrAlY APS/YSZ 1 Table 2
MZS Yes Yes VPS/CoNiCrAlY APS/YSZ 2 No (Asspayed) MZS###b) Yes Yes VPS/CoNiCrAlY APS/YSZ 2 Table 2
a) HeatTreatment1080°C×4 h→Rapid air cooling+870°C×20 h→Air cooling. b) Symbol ### denotes the code of various reheattreatment conditions given in Table 2.
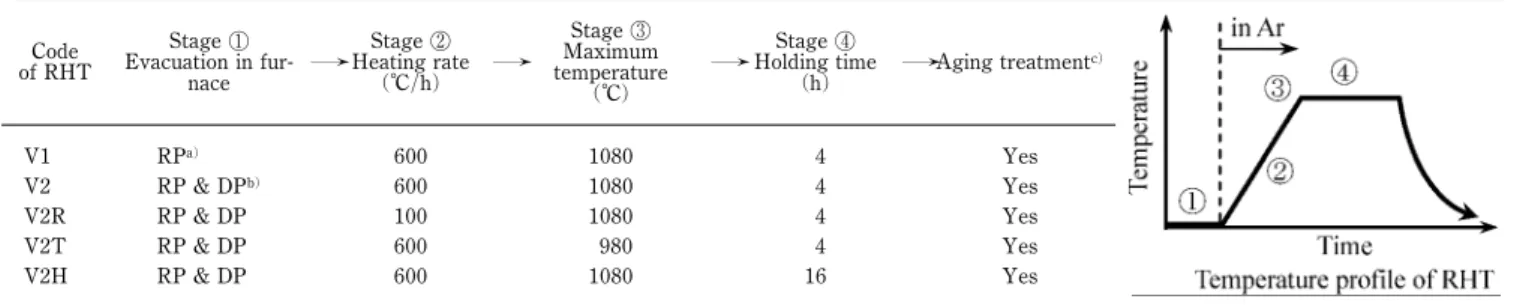
Fig. 1 Morphologies of YSZ powders for TC by SEM and typical crosssectional microstructures by optical microscope for TBC systems with different TC features; (a) MZP and (b) MZS. Item ``VC'' in the photograph (b) denotes the vertical crack penetrated through TC layer. 種々の技術によって熱化学的安定性に優れた Al2O3を主体と した環境遮蔽層を BC 表面上に積極的に形成させる方法911) などが研究されている. 著者らは先に,TC 溶射条件と後熱処理条件の温度ならび に雰囲気条件等のコーティングパラメータを系統的に変化さ せて作製した各種 TBC システムの TC/BC 界面性状のナノ キャラクタリゼーションを実施し,特に Ar 中での後熱処理 の採用により,TC/BC 界面にほぼ純粋な Al2O3からなる初 期 TGO 層の連続的な発達が可能となることを見出すととも に12,13),これが TBC システムの高温酸化特性に対して優れ た改善効果をもたらすことを明らかにした14,15). 本研究では,従来の成果を踏まえ,TBC システムにおけ る高温酸化特性のさらなる改善に向けて,昇温速度や最高加 熱温度など Ar 中での後熱処理条件を種々変化させた TBC システムを対象に高温酸化特性を評価し,各種 TBC システ ムの TGO 生長挙動の定性的・定量的評価と関連づけて高温 酸化特性に及ぼす後熱処理条件の影響を詳細に検討した. 2. 供試材と実験方法 基材合金として高強度 Ni 基超合金 MarM247 を用い, これに標準熱処理を施した後,q36×t3 mm の小判型試験片 に機械加工した.その後,試験片片面に対して,Table 1 に 示す各種コーティングプロセスに従い,ブラスト処理,さら に BC として Co32Ni21Cr8Al0.5Y(mass,AMDRY 9951)合金粉末を減圧プラズマ溶射(VPS)により約 120 mm の厚さまで溶射した.セラミック TC は,ZrO28 mass Y2O3の組成を有する中空造粒粉(Metco 204NS: YSZ 1 と呼 称),あるいは溶融粉砕粉(サンゴバンセラミックマテリアル ズ PCYZ8: YSZ 2 と呼称)をそれぞれ大気プラズマ溶射 (APS)により約 250 mm の厚さまで溶射した MZP と MZS を用意した.なお,本研究で採用した各溶射条件は,前 報15)と同一である. 溶射状態の各 TBC システムの典型的断面組織を Fig. 1 に 示す.各 TC 性状は,MZP には気孔や微視き裂が多数先在 して多孔質であるのに対し,MZS では TC 表面から内部ま で達する界面に垂直な貫通き裂が TC 全体にわたり多数先在 し,これによって TC がセグメント化されているという特徴 的形態を示す.これらの TC 層は,優れた熱ひずみ収容能力 を有し,熱サイクル試験においても TC はく離抵抗性が高い ことが先行研究において確認されている14,15). これらの試験片に対し,基材合金の標準熱処理条件に準じ, Table 2 に示す種々の後熱処理を Ar 中で実施して,各プロ セス条件の相違の影響を調べた.すなわち,◯Ar ガス導入 前の電気炉内排気方法の相違(ロータリーポンプ(RP),ある いは RP と油拡散ポンプ(DP)の併用),◯昇温速度の相違 ( 100 °C / h , ま た は 600 °C / h ) , ◯最 高 加 熱 温 度 の 相 違 (980°C,または 1080°C),および◯最高加熱温度における保 持時間の相違(4 h,または 16 h),これらの諸条件を組合せ てプロセス条件を設定した.なお後熱処理は,雰囲気制御電 気炉を用い,RP と DP を併用して密閉した炉内の真空度を 約 5×10-3Pa まで排気した後,炉内へ高純度 Ar ガス(純度 99.999 以 上 , O2< 0.2 ppm)を 導 入 し , 炉 内 の 気 圧 を 約 0.02 MPa に保ちながら実施した.以降,各 TBC システム の呼称は Table 1, 2 の記号によることとする.また比較材 として,後熱処理を施さない無熱処理(Assprayed)材の試 験片も用いた. 高温酸化試験は,1100°C の静止大気中で 100 h 連続加熱
Table 2 ReheatTreatment (RHT) conditions in Ar gas atmosphere for various TBC systems. Code of RHT Stage◯ Evacuation in fur-nace → Stage◯ Heating rate (°C/h) → Stage◯ Maximum temperature (°C) → Stage◯ Holding time (h) →Aging treatment c) V1 RPa) 600 1080 4 Yes V2 RP & DPb) 600 1080 4 Yes V2R RP & DP 100 1080 4 Yes V2T RP & DP 600 980 4 Yes V2H RP & DP 600 1080 16 Yes a) RPRotary pump, b) DPOil diffusion pump, c) Aging treatment870°C×20 h in Ar
Fig. 2 Typical crosssectional microstructures by back scattered electron image of various TBC systems subjected to different RHT before the hightemperature oxidation test; (a) MZPV2, (b) MZPV2R, (c) MZPV2T and (d) MZPV2H.
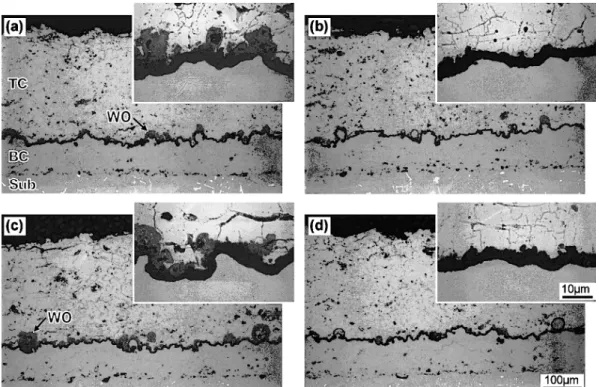
による等温酸化を行った.その後,試験片外観性状の観察と ともに,断面性状の光顕観察や EPMA 等による解析を行っ た . さ ら に 画 像 解 析 に よ り 各 種 TBC シ ス テ ム に お け る TGO 層厚さ計測を実施した12,16). 3. 実 験 結 果 3.1 後熱処理および高温酸化試験後の TC/BC 界面性状 各種後熱処理後の断面組織の典型例として,MZP 系の V2材,V2R 材,V2T 材ならびに V2H 材の断面反射電子 (BSE)像を Fig. 2 に示す.TC 溶射粉末の種類や組織によら ず,いずれの TBC システムにおいても TC/BC 界面には, 黒色を呈する Al2O3単層からなる薄膜の初期 TGO 層が既に 発達していることが確認された.ただし,TGO 層の厚さ は,後熱処理条件によって若干の相違が認められた.すなわ ち,基材合金の標準熱処理条件と同一の後熱処理を施した V2 材に比べて,最高加熱温度が低い V2T 材の Al2O3層の 厚さは若干減少し,局所的に不連続な部分も認められた.同 様に V1 材においても Al2O3層の不連続な発達の形跡が認め られた.これに対して,昇温速度が小さい V2R 材や高温保 持時間が長い V2H 材では,TGO 層直下の BC 内でbNiAl 相が消失した Al 欠乏領域がわずかに発達するものの,界面 には比較的厚い Al2O3層が連続的に発達していた. 高温酸化試験後の試験片の外観観察によれば,全 TBC シ ステムで TC 層はく離をはじめとする損傷の兆候は全く認め られなかった.試験後の断面組織の典型例として,MZP 系 の V1 材,V2R 材,V2T 材および V2H 材の BSE 像を Fig. 3に示す.いずれの TBC システムにおいても後熱処理後に 比べて TGO 層が成長して厚膜化しているが,その性状は TC の種類よりも,むしろ後熱処理条件に強く依存して特徴 的様相を呈した.すなわち,Ar ガス導入前の電気炉(真空 槽)内をロータリーポンプのみで排気した V1 材や,最高加 熱温度を低く抑えた V2T 材の TC/BC 界面では,無熱処理 材 と 同 様 に 相 当多 数 の 多 成 分 系 こ ぶ状 酸 化 物 (Wart like oxide: WO)12,13)の成長が確認された.これに対して昇温速 度が小さい V2R 材や高温保持時間が長い V2H 材では,界
Fig. 3 Typical cross sectional microstructures by back scattered electron image of various TBC systems subjected to different RHT after the 1100°C×100 h isothermal oxidation test; (a) MZPV1, (b) MZPV2R, (c) MZPV2T and (d) MZPV2H. Symbol WO in photograph denotes the wartlike oxide.
Fig. 4 Back scattered electron and characteristic xray images of principal elements at the crosssectional surface zone for TBC systems subjected to different RHT after 1100°C×100 h isothermal oxidation test; (a) MZPV2T and (b) MZPV2H.
面に堆積した BC 未溶融粒子を覆うように TGO 層が発達 し,こぶ状酸化物の成長は抑制される傾向にあることがわか った.さらに,こぶ状酸化物以外で厚さが比較的均一と思わ れる TGO 層領域を対象とした EPMA 面分析結果の代表例 を Fig. 4 に示したが,V1 材や V2T 材の TGO 層は,BC 直 上に Al2O3層とその外表部に BC 成分である Co, Ni, Al 等を 含んだ複合酸化物の 2 層から構成されていた.一方,V2R 材や V2H 材では,TGO 層がほぼ純粋な Al2O3のみから構 成されており,複合酸化物の成長が抑制されていた. 3.2 各種 TBC システムの TGO 成長挙動 TGO の形態情報に基づく TGO 層厚さ計測に関して先行 研究において提案した手法12,16)により,試験片断面全域を対 象として,最も厚い TGO 層組織を含むように一定間隔で 5 枚の TC/BC 界面写真を撮影し,界面に垂直な TGO 厚さを 1 画面につき計 10 箇所,すなわち試験片 1 個当たり合計 50 箇所の断面厚さデータを採取した.なお撮影に当たり,典型 的 TGO 組織の詳細かつ正確な計測が可能な倍率として,後 熱処理後の試験片に対しては 4000 倍,高温酸化試験後の試 験片に対しては 500 倍で実施し,これにより各種 TBC シス テムの TGO 成長挙動の定量的評価を試みた. MZP 系および MZS 系における TGO の成長挙動には,顕 著な相違は認められなかった.計測結果の代表例として, MZPV2T 材と MZPV2H 材における高温酸化試験後の TGO 層厚さ分布に関するヒストグラムを Fig. 5 に示す. V2T 材では,厚さ 5mm 程度に分布データのピークが存在
Fig. 5 Typical histograms of TGO layer thickness for various TBC systems subjected to different RHT after 1100°C×100 h isothermal oxidation test.
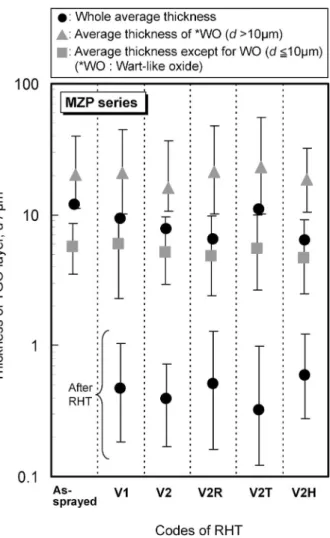
Fig. 6 TGO layer thickness for various TBC systems subject-ed to different RHT after RHT and after 1100°C×100 h iso thermal oxidation test.
するものの,厚さデータのばらつきが全般に大きく,さらに 粗大なこぶ状酸化物に対応した厚さ 20 mm 以上のデータも 複数存在する.これに対して V2H 材では,厚さ 10 mm 以上 の TGO 層もわずかながら存在するものの,大部分の厚さ 5 mm 前後に集中している.そこで本研究では,これらの厚さ 計測データと綿密な組織観察結果に基づいて,こぶ状酸化物 とそれ以外の比較的平滑で一様な厚さを有する TGO 層の領 域を明確に識別可能な厚さのしきい値として厚さ 10 mm を 採用し,両者の成長挙動を分離して比較検討した.一例とし て MZP 系における計測結果を Fig. 6 に示す.図中には全測 定データの平均値も併示してある.いずれの試験片において も,後熱処理後の TGO 層厚さは 1 mm 以下と薄いが,高温 酸化試験後の TGO 層厚さは後熱処理条件に依存して著しい 相違がみられる.すなわち,最高加熱温度が低く抑えられて いる V2T 材では,全平均厚さが無熱処理(Assprayed)材と ほぼ同程度で大きく,Ar 中後熱処理による高温酸化特性の 改善効果がほとんど認められない.これに対して昇温速度が 小さい V2R 材や高温保持時間が長い V2H 材における全平 均厚さは小さく抑えられており,しかもこれらの値はこぶ状 酸化物以外の健全領域を対象とした平均厚さにほぼ近づいて おり,一様な厚さの TGO 層が界面全域にわたって発達して いることが確認された. さらにこれらの TGO 層厚さデータから,全試験片におけ る酸化試験後の全平均厚さと後熱処理後の平均厚さとの関係 で整理すると Fig. 7 のように表せる.すなわち,酸化試験 後の TGO 層厚さと後熱処理後の初期 TGO 層厚さには強い 相関性が認められ,TC 溶射粉末の種類や組織によらず,初 期 TGO 層の厚膜化に伴って酸化試験後の全平均厚さは小さ く抑えられ,特に膜厚が約 0.5 mm を超える初期 TGO 層を 有する TBC システムでは,無熱処理材に比べて酸化後の全 平均厚さが半分程度まで小さく抑えられることが明らかとな った.このように高温酸化による TGO 成長挙動は,後熱処 理により発達する初期 Al2O3層厚さと密接な関連性がある. 4. 考 察 4.1 後熱処理後の TC 裏面性状 初期 Al2O3層の成長挙動に及ぼす後熱処理条件の影響を詳 細に検討するために,後熱処理後の試験片を室温下で王水中 に浸漬させ,BC と基材を化学的に溶解させることにより,
Fig. 7 Influence of RHT conditions on the growth behavior of TGO layer during the hightemperature oxidation test.
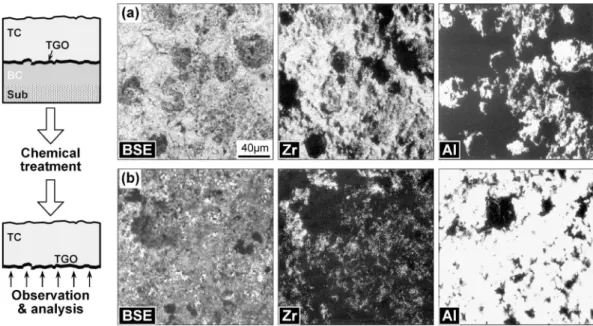
Fig. 8 Backscattered electron and characteristic xray images of Zr and Al at the TC back surface zone for TBC systems subjected to different RHT: (a) MZPV2T and (b) MZPV2H.
Fig. 9 Influence of RHT conditions on the growth behavior of initial Al2O3during the RHT process.
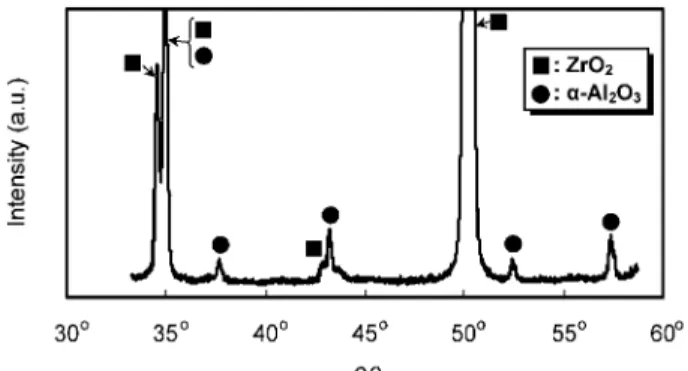
初期 TGO が付着した TC 薄膜を抽出し,初期 Al2O3が発達 した TC 裏面を観察した.各種後熱処理材の代表例として, MZP 系の V2T 材と V2H 材の TC 裏面における BSE と Zr および Al の EPMA 面分析結果を Fig. 8 に示す.いずれの TC 裏面も起伏に富んだ極めて複雑な表面形態を呈していた が,後熱処理条件に依存して初期 Al2O3の発達領域に顕著な 相違が認められた.すなわち,V2T 材の TC 裏面では, Al2O3は点在して分布し,また ZrO2の存在も広範囲にわた って認められた.これは,Al2O3の発達が不連続,かつ非常 に薄いために下地の ZrO2が検出されたことを示している. これに対して V2H 材では,ほぼ TC 裏面全域にわたって Al2O3が検出される一方,ZrO2はほとんど検出されず,一 様な厚さを有する Al2O3が TC/BC 界面全域にわたって連続 的に発達していることが明らかである. さ ら に EPMA 面 分 析 結 果 に 基 づ い て , 分 析 領 域 内 で Al2O3が存在する面積率を画像処理によって算出し,これら と後熱処理後の平均 TGO 厚さとの関係で整理すると Fig. 9 のように表せる.すなわち,後熱処理後の初期 Al2O3層の膜 厚と発達領域には強い相関性が認められ,厚膜化に伴って発 達領域も拡大し,初期 Al2O3層厚さが 0.5 mm 程度を超える と界面全域における 80以上の領域で Al2O3が連続的に発 達することがわかった. また,各種後熱処理材の代表例として,MZPV2H 材の TC 裏面における XRD 分析結果を Fig. 10 に示す.V2T 材
Fig. 10 Xray diffraction pattern at the TC back surface zone of MZPV2H after RHT.
Fig. 11 Morphologies of BC surface before TC spraying and BC powders by SEM; (a) BC surface and (b) BC powders.
で は , 界 面 に 十 分 な Al2O3が 発 達 し て い な か っ た た め , Al2O3の結晶構造を同定することはできなかったが,これ以 外の後熱処理材では,いずれも aAl2O3が発達しているこ とが確認された. 4.2 TBC システムの高温酸化特性改善方法とメカニズム 高温酸化における TGO 成長挙動と後熱処理により発達す る初期 Al2O3層の厚さや連続性が密接に関連する根拠を明ら かにするために,TC 施工前の BC 表面性状の綿密な観察を 実施した.BC 表面形態と BC 溶射粉末形状の典型的 SEM 写真を Fig. 11 に示す.BC 表面は TC 裏面性状と同様に起 伏に富んだ極めて複雑な表面形態を呈し,幾何学的アンカー 効果による BC 層と TC 層の密着性向上が期待できる.しか しその一方では,BC 表面上には,BC 溶射粉末と同程度の 大きさを有する粗大な未溶融粒子も多数堆積している. 寺谷ら11,17)は,1150°C の静止大気中で 9h 連続加熱による 高温酸化試験を行い,本研究の BC と同一の CoNiCrAlY 粉 末粒子の酸化特性は粒径によって異なり,粒子内部まで完全 に酸化された場合,TBC システムの TC/BC 界面に発達す るこぶ状酸化物と非常に良く似た形態を呈することを報告し ている.したがって,本研究では Ar 中でのいずれの後熱処 理においても TC/BC 界面における酸素分圧が非常に低いた め,Al2O3が優先的に発達可能であるが,BC 表面に堆積し た未溶融粒子の大きさや下地 BC 層との密着性に依存して Al2O3の成長挙動は局所的に異なるものと考えられる.この ため,最高加熱温度が低く抑えられた後熱処理(V2T)では, Al2O3層の成長が不十分かつ不均一であるため,BC 未溶融 粒子を含む界面全域を均一厚さの Al2O3層で完全に覆うこと ができず,この領域では高温酸化においてこぶ状酸化物や多 成分系の複合酸化物の発達を十分抑制できなかったものと考 えられる.これに対して高温域で低速昇温加熱(V2R)や長 時間保持(V2H)の後熱処理では,BC 未溶融粒子が下地 BC との相互拡散により冶金学的結合が可能であるため,下地 BC 中からも Al が供給されて Al2O3の成長が十分可能であ り,BC 未溶融粒子表面も含めた界面全域にわたって Al2O3 層の連続的発達により,これが耐環境性保護皮膜として十分 な機能を発揮したものといえる.ただし,最高加熱温度が 1200°C を超えるような高温域での Ar 中後熱処理では,界 面に Al2O3連続層を発達させることは可能な反面,TC 層の 局所的な焼結を誘発し,むしろ TBC システムの熱サイクル 抵抗を著しく低下させるリスクの高いことも実験事実として 確認している15).それゆえ最高加熱温度は,BC 中の Al が 十分に拡散でき,かつ TC の焼結および基材合金の組織変化 に伴う高温強度低下を生じない温度範囲内に設定することが 重要と考えられる. したがって,TBC システムの高温酸化特性を改善するた めには,TC/BC 界面全域を完全に覆うことができるような 条件下で,極めて欠陥の少ない熱的に安定な高純度aAl2O3 からなる初期 TGO 層を連続的に発達させることが不可欠で ある.ただし,初期 Al2O3層の厚膜化は,その後の TGO 崩 壊(劣化)と BC 中の Al の消耗を促進するリスクも同時に増 大させるので,一様な厚さで界面全域を覆う限りにおいて最 小の膜厚,例えば Fig. 7 や Fig. 9 から 0.5 mm 程度に制御す ることが重要と考えられる.さらに初期 Al2O3層の成長挙動 は BC 表面性状とも密接に関連することから,今後,後熱処 理条件だけでなく,BC 溶射粒子の粒度分布範囲を適切に制 御し,BC 未溶融粒子の堆積が少なく,ほぼ一様な表面状態 を有する BC 層を形成できれば,短時間の Ar 中後熱処理に より TC/BC 界面全域を一層薄い Al2O3層で完全に覆うこと が可能となり,TBC システムの高温酸化特性のさらなる改 善も十分期待できる. 5. 結 言 YSZ 系 TBC システムの高温酸化特性改善に向けた後熱処 理条件の適正化を図るために,TGO 成長挙動に及ぼす Ar 中での後熱処理条件の影響を定性的・定量的に検討した.得 られた結果を要約すると以下のようになる. TBCシステムの高温酸化特性は,後熱処理により TC/BC 界面に発達可能な初期 TGO 層の組成だけでなく, 膜厚や層の連続性にも強く依存する. TBC システムの高温酸化特性を向上させるためには, Ar 中後熱処理で純粋 なaAl2O3からな る初期 TGO 層を TC/BC 界面全域にわたって連続的に発達させることが不可 欠であり,このためには特に低速昇温加熱や高温域における 長時間保持などの Ar 中後熱処理条件が効果的である.
終わりに,信頼性の高いコーティング試料の作製にご協力
いただいたトーカロ株溶射技術開発研究所 谷 和美所長は
じめスタッフ各位,および当時卒研生として実験に協力され た東京都立大学 山口珠巳工学士に謝意を表します.
文 献
1) M. Yoshiba: J. Gas Turbine Soc. Japan 30(2002) 483487. 2) M. Yoshiba: J. Surface Finishing Soc. Japan54(2003) 893901. 3) M. Yoshiba: Engine Technology6(2004) 4046.
4) Y. Yoshioka, H. Doi, J. Takeda, K. Namba, I. Okada, K. Take and T. Ito: J. Gas Turbine Soc. Japan32(2004) 130173. 5) J. T. DeMasiMarchin, K. D. Sheffler and S. Bose: J. Eng. For
Gas Turbines and Power112(1990) 521526.
6) A. M. Freborg, B. L. Ferguson, W. J. Brindley and G. J. Petrus: Mater. Sci.A245(1998) 182190.
7) N. Czech, F. Schmitz and W. Stamm: Surf. Coat. Technol. 68(1994) 1721.
8) W. Beele, N. Czech, T. Schulenberg and W. Stamm: Mod. Power Syst.178(1997) 1921.
9) D. J. Wortman, E. C. Duderstadt and W. A. Nelson: J. Eng. Gas Turbines and Power112(1990) 527530.
10) K. Ogawa, M. Tanno and T. Shoji: Report of the 123rd Commit-tee on HeatResisting Metals and Alloy, Japan Soc. Promotion Sci.44(2003) 177187.
11) T. Teratani, T. Suidzu, K. Tani and Y. Harada: J. High Temper-ature Soc.29 supplement (2003) 247252.
12) S. Takahashi, M. Yoshiba and Y. Harada: Report of the 123rd Committee on HeatResisting Metals and Alloy, Japan Soc. Pro-motion Sci.43(2002) 359372.
13) S. Takahashi, M. Yoshiba and Y. Harada: Mater. Trans. 44(2003) 11811189.
14) S. Takahashi, M. Yoshiba and Y. Harada: Mater. Science Fo-rum461464(2004) 367374.
15) S. Takahashi, M. Yoshiba and Y. Harada: J. Japan Inst. Metals 68(2004) 438446.
16) S. Takahashi, M. Yoshiba and Y. Harada: Proc. of JSCE Materi-als and Environments 2002 (2002) 141144.
17) T. Teratani, H. Yamano, N. Mifune, K. Tani, Y. Harada and M. Okazaki: J. Japan Inst. Metals68(2004) 10601067.