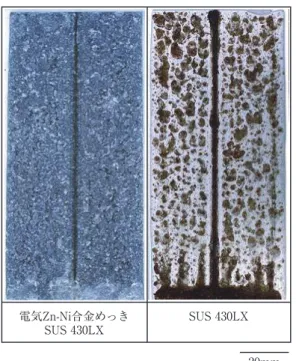
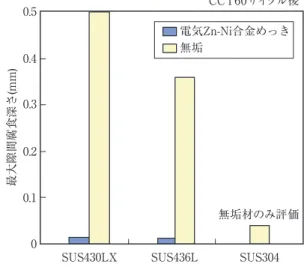
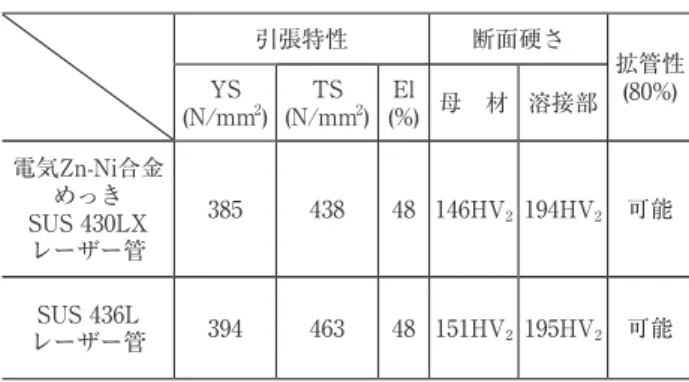
新商品紹介-耐隙間腐食性に優れたZn-Niめっきステンレス鋼
全文
図
関連したドキュメント
Equations (47) and (48) when A n = p n is the sequence of prime numbers were obtained by S´alat and Zn´am [6], more precise formulas when α is a positive integer were obtained
特に、耐熱性に優れた二次可塑剤です(DOSより良好)。ゴム軟化剤と
■■ 1.1 梱包内容について ■
Thus we obtain the renormalization group flow of the 2D sigma model, which enables us to prove our long-standing
Amount of Remuneration, etc. The Company does not pay to Directors who concurrently serve as Executive Officer the remuneration paid to Directors. Therefore, “Number of Persons”
For use as a fertilizer in foliar, fertigation and soil applications to supplement zinc, manganese, copper and molybdenum levels on agricultural crops.. *PAC refers to
[r]
大気中におけるめっきの耐久性は使用環境により大きく異なる。大気暴露試験結果から年間 腐食減量を比較すると、都市部や工業地域は山間部や田園地域の
