平成 26 年度 経済産業省委託 非化石エネルギー等導入促進対策調査等事業 (新エネルギー技術等の安全な普及のための高圧ガス技術基準策定)
燃料電池自動車等に関する水素関連技術の
安全性評価・基準検討委員会
圧縮水素運送自動車用容器に係る充塡、保管、移動時の
上限温度を緩和する場合の技術基準の検討 報告書
平成 27 年 3 月
高圧ガス保安協会
目 次 1 総 論 ・・・・・ 3 1.1 目的 ・・・・・ 3 1.2 委員会の構成 ・・・・・ 3 1.3 委員会開催状況 ・・・・・ 4 2 圧縮水素運送自動車用容器に係る充塡、保管、移動時の基準に 関する法的位置づけの整理 ・・・・・ 5 2.1 圧縮水素運送自動車用容器について ・・・・・ 5 2.2 複合容器の構造について ・・・・・ 5 2.3 容器温度に関する省令上の規制 ・・・・・ 6 3 民間団体等の検討内容 ・・・・・ 8 3.1 事業の概要 ・・・・・ 8 3.2 検討フロー ・・・・・ 8 3.3 水素充塡温度測定試験及びシミュレーション検証 ・・・・・ 9 3.4 水素の充塡、移動及び貯蔵の安全対策 ・・・・・ 11 3.5 技術基準(案)の作成 ・・・・・ 12 3.6 民間団体等が考えた一般高圧ガス保安規則・改正(案) ・・・・・ 14 4 圧縮水素運送自動車用容器の取扱時における上限温度緩和に 関する技術基準案について ・・・・・ 16 4.1 民間団体等が検討した技術基準案に関する評価、検討 ・・・・・ 16 4.2 容器の使用可能な上限温度を超えないための対策に関す るまとめ ・・・・・ 17 4.3 飛来物対策、紫外線及び雨水劣化防止対策について ・・・・・ 20 5 技術基準改正(案) ・・・・・ 21
1 総論 1.1 目的 「エネルギー基本計画(平成 22 年 6 月 18 日閣議決定)」において、国は燃料電池自動車 について、平成 27 年からの普及開始に向け、燃料電池自動車、水素ステーション(以下「圧 縮水素スタンド」という。)等の水素インフラの整備支援を推進することとしている。この ため、関係省庁(経済産業省、国土交通省及び消防庁)では、平成 22 年 12 月 28 日に公表 した工程表について、平成 25 年 3 月 22 日に圧縮水素スタンドの普及開始に向けて各項目 の検討状況を踏まえて、フォローアップを行い、各項目において、これまでの検討で抽出 された新たな課題や事業者等からの要望を追加した上で、今後の対応方針を見直した。 また「規制改革実施計画(平成 25 年 6 月 14 日閣議決定)」において、次世代自動車の世 界最速普及のための規制改革実施計画が定められ、重点的に取り組む項目が示された。平 成 27 年に予定される圧縮水素スタンドの普及開始に向けて、工程表等において高圧ガス保 安法等の関連規制の見直しが求められている。 本検討では一般財団法人石油エネルギー技術センター(以下、JPEC)を中心とした民間 団体等(以下、単に民間団体等とする。)が検討を行った圧縮水素運送自動車用容器に係る 水素充塡、保管、移動時の上限温度を緩和する場合の技術基準について、安全性評価等の 検討を行い、必要な省令改正及び例示基準改正等の案文作成等を行った。 1.2 委員会の構成 (氏 名) (所 属) 委員長 小川 輝繁 横浜国立大学 名誉教授 (財)総合安全工学研究所 専務理事 委 員 佐藤 研二 東邦大学理学部 生命圏環境科学科 教授 〃 加藤 文雄 神奈川県安全防災局 安全防災部工業保安課 高圧ガスグループ 主査 〃 加藤 一郎 愛知県防災局消防保安課 産業保安室高圧ガスグループ 主任主査 〃 東條 千太 サムテック(株) 高圧ガス容器部 次長 〃 秋山 浩司 JFEコンテイナー(株) 高圧ガス容器事業部 技術・開発部長 〃 西井 匠 (一社)日本ガス協会 技術開発部 燃料電池・水素グループ 係長 〃 斉藤 彰 石油連盟 JX 日鉱日石エネルギー株式会社 中央技術研究所 技術戦略室 エネルギー技術プロジェクトグ ループ 担当シニアマネージャー
1.3 委員会開催状況等
回 数 開催日 主な議事
第 1 回 平成 26 年 12 月 16 日 ・法的位置づけの整理について
第 2 回 平成 27 年 1 月 22 日 ・技術基準改正(案)について
2 圧縮水素運送自動車用容器に係る充塡、保管、移動時の基準に関する法的位置づけの整理 2.1 圧縮水素運送自動車用容器について 検討対象となっている圧縮水素運送自動車用容器は、高圧ガス保安法第四十四条の容器 検査を受けなければならない容器であり、その定義が容器保安規則第二条第十七号の二に 規定されており、圧縮水素運送自動車用容器とは複合容器であることが分かる。 <表 1. 圧縮水素運送自動車用容器の定義(容器保安規則より抜粋)> 【容器保安規則第二条第十七号の二】(定義) 圧縮水素運送自動車用容器 繊維強化プラスチック複合容器であつて、圧縮 水素を運送するための高圧ガス運送自動車用容器 ※ 上記の定義中、「繊維強化プラスチック複合容器」に関する定義が、容器 保安規則第二条第七号に規定されている。 【容器保安規則第二条第七号】 繊維強化プラスチック複合容器 ライナーに、周方向のみ又は軸方向及び周 方向に樹脂含浸連続繊維を巻き付けた複合構造を有する容器 2.2 複合容器の構造について 複合容器の構造について概略を示すと、図 1 の様になる。繊維を巻き付ける方向によっ て、2 種類のフルラップ容器が存在するが、後述する例示基準上は、いずれも単にフルラッ プ容器として扱われている。 また、ライナーの材質により、金属材料を使用した容器(TH3 容器、以下タイプ 3 容器) とプラスチック材料を使用した容器(TH4 容器、以下タイプ 4 容器)があり、詳細な技術 基準が、『容器保安規則の機能性基準の運用について』(例示基準)の『別表第 2(詳細基準 の例示)』に規定されている。最高充塡圧力の違いにより、2 つの例示基準が示されている。 <図 1. 繊維強化プラスチック複合容器> (『法令用語解説』(高圧ガス保安協会)より引用) ヘリカル巻フルラップ容器 インプレーン巻フルラップ容器
<表 2. 圧縮水素運送自動車用容器の例示基準(別表第 2 より抜粋)> 機器の種類 基 準 容器 (35MPa) 日 本 産 業 ガ ス 協 会 基 準 「 圧 縮 水 素 運 送 自 動 車 用 容 器 の 技 術 基 準 (JIGA-T-S/12/04) 注 第 3 条第 1 項第 1 号に規定する TH3 容器のライナーの耐圧部分の材 料はアルミニウム合金に限ることとし、また、同号に規定する TH4 容 器のボスの耐圧部分の材料は、ステンレス鋼にあっては規格材料の引 張試験又は材料証明書における絞りが 75%以上であって、かつ、ニッ ケル当量が 28.5 以上であるものに限る。 容器 (45MPa) 一般財団法人石油エネルギー技術センター基準「圧縮水素運送自動車用容 器の技術基準(JPEC-S 0005)(2013)」 2.3 容器温度に関する省令上の規制 容器温度に関する基準については、充塡時、移動時、貯蔵時の基準が、一般高圧ガス保 安規則などの省令に定められている。圧縮水素運送自動車用容器については、省令上、充 塡容器等に該当するため、温度に関する規制は表 3 の通りとなる。 そのため、圧縮水素運送自動車用容器に関して、容器の上限温度を緩和しようとする場 合、これらの基準に関し、保安を担保した上で何らかの改正が必要になる。 <表 3. 充てん容器等の温度に関する規制> 技術基準 製造、貯蔵 一般高圧ガス保安規則第六条 2 製造設備が定置式製造設備(コールド・エバポレータ、圧縮天然ガス スタンド、液化天然ガススタンド及び圧縮水素スタンドを除く。)であ る製造施設における法第八条第二号の経済産業省令で定める技術上の 基準は、次の各号に掲げるものとする。ただし、経済産業大臣がこれと 同等の安全性を有するものと認めた措置を講じている場合は、この限り でない。 一~七(略) 八 容器置場及び充てん容器等は、次に掲げる基準に適合すること。 イ~ニ(略) ホ 充てん容器等は、常に温度四十度(容器保安規則第二条第三号又 は第四号に掲げる超低温容器又は低温容器にあつては、容器内のガ スの常用の温度のうち最高のもの。以下第四十条第一項第四号ハ、 第四十九条第一項第四号、第五十条第二号及び第六十条第七号にお いて同じ。)以下に保つこと。 へ、ト(略) 移動 一般高圧ガス保安規則第四十九条 車両に固定した容器(高圧ガスを燃料として使用する車両に固定した 燃料装置用容器を除く。)により高圧ガスを移動する場合における法第 二十三条第一項の経済産業省令で定める保安上必要な措置及び同条第 二項の経済産業省令で定める技術上の基準は、次の各号に掲げるものと する。 一~三(略) 四 充てん容器等は、その温度(ガスの温度を計測できる充てん容器等 にあつては、ガスの温度)を常に四十度以下に保つこと。この場合に おいて、液化ガスの充てん容器等にあつては、温度計又は温度を適切
に検知することができる装置を設けること。 五~二十一(略) 移動 一般高圧ガス保安規則第五十条 前条に規定する場合以外の場合における法第二十三条第一項の経済 産業省令で定める保安上必要な措置及び同条第二項の経済産業省令で 定める技術上の基準は、次に掲げるものとする。 一(略) 二 充てん容器等は、その温度(ガスの温度を計測できる充てん容器等 にあつては、ガスの温度)を常に四十度以下に保つこと。 三~十三(略) 充塡容器等の温度を四十度以下に規制する技術基準は高圧ガス保安法以前の、高圧ガス 取締法の時代に既に存在しており、その解釈については、昭和 27 年当時の『高圧ガス取締 法の解説(通産省化学局編 昭和 27 年 2 月 5 日発行)』が参考となる。 当時の高圧ガス取締法の規則と解説は表 4 の通り。当時の技術基準は、貯蔵の場合の充 塡容器等の温度が、現行よりも低い三十五度以下に規制されていたことが分かる。また、 その温度が容器の設計温度から幾分かの余裕をみて、定められていたことが分かる。その 後、省令改正を得て、貯蔵についても現行の四十度以下の技術基準となっている。 これらのことから、貯蔵、移動の場合における充塡容器の上限温度に関する技術基準は、 当該容器の設計温度に依存して規制されていたものと考える。 <表 4. 高圧ガス取締法の解説(通産省化学局編(昭和 27 年 2 月 5 日発行))抜粋> 条文と解説 貯蔵 高圧ガス取締法施行規則第十五条第二号 充てん容器は、つねに温度三十五度以下に保つこと。 (解説) わが国のように温帯地方に属する所では高圧ガスの容器の強度は、温 度四十五度の圧力を標準として設計されているので、貯蔵中には必ずこ の温度以下に保維しなければならない。従つて、本号ではこの温度に幾 分の余裕を見て、三十五度と規定しているのである。 移動 高圧ガス取締法施行規則第二十条第二号 充てん容器は、つねに温度四十度以下に保つこと。 (解説) 第十五条第一項第二号で述べたように、高圧ガスを貯蔵するときは、 その容器を常に温度三十五度以下に保持するように規定されている。移 動に際してもその主旨は同様であつて、できれば三十五度以下に保持し たいのであるが、屋外を移動するため、夏季の気温の高い時にはなかな か困難であり、かつ、大体監視の眼が行届いていることが考えられるの で四十度と規定したのである。
3 民間団体等の検討内容
NEDO(New Energy and Industrial Technology Development Organization:独立行政法人 新エ ネルギー・産業技術総合開発機構)事業において、民間団体等が検討した結果を以下に示す。 3.1 事業の概要 高圧ガスを充填する容器等は、貯蔵及び移動において常に40℃以下に保たなければならな い。そのため実際には容器温度を40℃以下に制御しながら充填する必要があり、充填時間が 長時間(6~8時間)となる。また、外気温が高い夏場は充填が困難となる可能性がある。 そのため、水素トレーラー用容器の充填・貯蔵・移動時の上限温度を容器仕様(耐熱85℃) に基づき見直し、充填時間の短縮(1時間程度)を図る。 概 要 検討のイメージ <水素トレーラー輸送システム> 3.2 検討フロー 省令改正(案)の作成 関連法規の整理 充填容器内外の温度分布把握 水素充填温度測定試験及びシミュレーション検証 <水素ステーション> 貯蔵時の安全性評価・安全対策の検討 <トレーラ輸送> 移動時の安全性評価・安全対策の検討 <充填場所> 充填時の安全性評価・安全対策の検討 検討フロー
3.3 水素充塡温度測定試験及びシミュレーション検証
Ⅰ. 水素充填温度測定試験及びシミュレーション検証
1.試験目的 :金属ライナー及びプラスチックライナー圧縮水運送自動車用容器(以下、「タイプ3容 器」及び「タイプ4」容器という)における水素充填時及び充填後の容器内水素と容器 外表面の温度を測定し、トレーラー容器の充填シミュレーション結果を検証する。 2.試験実施機関:一般財団法人日本自動車研究所(茨城県東茨城郡城里町) 3.実験実施期間:25年12月~平成26年2月 (タイプ3容器) 、平成26年4月~6月 (タイプ4容器) 4.試験方法 (1)試験容器:タイプ3容器:最高充填圧力 35 MPa、内容積 205 L(D415mm×L2,030mm) タイプ4容器:最高充填圧力 45 MPa、内容積 204 L(D563mm×L1,501mm) (2)試験条件: 容器初期圧力 5.0 MPa 充填最終圧力 35.0 MPa(タイプ3容器)、45.0MPa(タイプ4容器) 平均昇圧率 45 MPa/h 15 MPa/h 環境・容器内初期温度 ①40℃、②20℃、③0℃ ④40℃、⑤20℃、⑥0℃ 充填水素温度 40℃ 充填後の過渡時間 8時間 (3)温度測定位置:15箇所(容器内5箇所と容器外側表面温度9箇所及び容器口金1箇所) 容器内部の温度測定位置図 容器外側表面の温度測定位置 ② ③ ④ ⑤ ① ⑤ ④ ①~③ :温度測定位置 5.実験結果(抜粋) 試験条件②[昇圧レート45MPa/h、環境温度・容器内初期温度20℃、充填水素温度40℃]表1 試験条件②における容器内水素温度変化 タイプ3容器内水素温度(℃) タイプ4容器内水素温度(℃) 充填開始時 充填終了時 最高温度 充填開始時 充填終了時 最高温度 ①中段_入口 20.4 43.9(40) 44.9(47) 20.4 37.0(53) 43.6(87) ②中段_中央 20.9 57.8(40) 57.8(40) 20.6 70.9(53) 71.7(52) ③中段_エンドボス 21.0 58.4(40) 58.5(39) 20.6 73.6(53) 74.0(52) ④上段_中央 21.1 59.9(40) 59.9(40) 20.7 81.4(53) 82.8(52) ⑤下段_中央 21.0 55.1(40) 55.1(40) 20.9 61.8(53) 63.8(50) 注) ( ):充填開始時からの時間(分)を示す。赤字:最高温度、青字:最低温度 表2 試験条件②における容器外側表面温度変化 タイプ3容器外側表面温度(℃) タイプ4容器外側表面温度(℃) 充填開始時 充填終了時 最高温度 充填開始時 充填終了時 最高温度 ⑥上段_入口 20.9 51.6(40) 52.0(43) 20.8 41.4(53) 44.7(71) ⑦上段_中央 21.0 52.8(40) 53.5(42) 21.1 43.2(53) 47.0(72) ⑧上段_エンドボス 21.6 51.3(40) 52.1(43) 21.4 44.0(53) 47.6(73) ⑨中段_入口 20.6 49.5(40) 49.9(42) 20.3 41.4(53) 44.8(73) ⑩中段_中央 20.4 48.6(40) 49.0(42) 20.6 42.5(53) 46.5(75) ⑪中段_エンドボス 20.8 50.2(40) 50.7(43) 20.6 42.3(53) 46.1(76) ⑫下段_入口 20.5 45.2(40) 46.2(44) 20.6 37.6(53) 39.7(66) ⑬下段_中央 20.9 46.8(40) 47.6(44) 20.8 36.1(53) 40.3(80) ⑭下段_エンドボス 21.0 46.0(40) 46.6(45) 20.8 35.2(53) 38.7(78) ⑮ボス 21.5 43.7(40) 50.5(50) 20.9 39.3(53) 46.7(83) 図1 容器内部の温度測定位置図 図2 容器外側表面の温度測定位置図 注) ( ):充填開始時からの時間(分)を示す。赤字:最高温度、青字:最低温度 (1)タイプ3容器 ・実験結果では充填終了時の容器内水素の温度むらは5℃程度と小さい。 外表面の熱伝達率α(4.5~15)の範囲内にあり、α=4.5を入力すれば、高温側の推定値となる。 ※α=4.5:周囲が無風の状態 α=15:周囲に肌で軽く感じる程度の風が吹いている状態 ・αの入力値を適切に設定することで、シミュレーションによる水素温度、外表面温度の推定は可能。 (2) タイプ4容器 ・容器内水素温度に上下方向の温度差が大きく(最大19℃以上)、この状態ではシミュレーションによる推定は 不可能。 ・ただし、容器内の水素温度の均一化が図られれば、タイプ3容器と同様にシミュレーションによる水素温 度、外表面温度の推定は可能であると考える。 6.シミュレーション適用の可能性について 7.タイプ3容器のシミュレーションによる温度推定 ・推定手順と結果の参考例(306L容器、流量一定充填) ① 容器の寸法・物性の情報を入手し、入力データとする。 ② 容器初期値・充填条件の情報を設定し、入力データとする。 ③ シミュレーションを起動し、温度上昇等を計算する。 ④ 流量をパラメータとして、①~③を繰り返す。 ⑤ ④の結果を整理する。この例を、右グラフと下表に示す。 流量(g/min) 118.6 79.54 59.95 48.17 40.30 充填時間(s) 3,200 4,800 6,400 8,000 9,600 充填率を 0MPa->45MPa に昇 圧する時間[h]に換算すると 1.0 1.5 2.0 2.5 3.0 a 容器内水素最高温度(℃) 80.1 78.3 76.6 75.1 73.8 b 容器外表面最高温度(℃) 72.4 71.0 69.6 68.3 67.1 水素温度-外表面温度(a-b)(℃) 7.7 7.3 7.0 6.8 6.7
3.4 水素の充塡、移動及び貯蔵の安全対策
Ⅱ. 水素の充填、移動及び貯蔵の安全対策
水素トレーラー用複合容器の充填、貯蔵及び移動時の温度を、容器の使用可能な上限温度 (85℃)まで引き上げた際の問題点を抽出し、それに対する、充填設備等に必要な安全対策を 特定する。 また、水素トレーラー用複合容器の安全性を担保するため、シミュレーションや温度測定試験 をもとに、充填時の温度管理の方法について、検討を行う。 1.検討の進め方 2. 問題点の抽出(容器温度が40℃を超えた場合に想定される問題) 【充填時】 ①容器の使用可能な上限温度(85℃)を超えると破裂に繋がる。 ②火傷の危険性がある。 ③配管・継手のねじ接合部の緩みによる水素ガス漏洩に繋がる。 【移動時】 ②火傷の危険性がある。 ③配管・継手のねじ接合部の緩みによる水素ガス漏洩に繋がる。 ④温度上昇により、水素透過量が増大する。 【貯蔵時】 ②火傷の危険性がある。 ③配管・継手のねじ接合部の緩みによる水素ガス漏洩に繋がる。 ⑤圧縮機吸入ガス温度が上昇し、損傷に繋がる。 3. 解決策と法規上の対応要否 注記:( )内は法規上の対応の要否を示す ①容器耐熱温度を超えると容器の破裂に繋がる。 対策a : 容器の破裂を防止する措置を講じる。 ⇒ 一般高圧ガス保安規則の一部改正、新規例示基準を制定する。(必要) ②火傷の危険性あり。 対策b : 第三者の元弁操作部への接触防止のため、元弁操作部を鋼板等で覆う。 ⇒ メーカが保安上の理由から、第三者が容易に弁類等に触れない措置を講じている。(不要) 対策c : 作業者の保護具の着用 ⇒ 労働安全衛生法に基づき実施すべき事項(不要) ③配管・継手のねじ接合部の緩みによる水素ガス漏洩に繋がる。 対策d : 点検、適正な材料を選定する。(不要) ④温度上昇により、水素透過量が増大する。 対策e : 水素ガス温度85℃の水素透過量を用い、駐車場等での安全性を確認する。 ⇒ 駐車場等の水素濃度は爆発下限界に対し十分低く安全である。(不要) [検討結果例] 地下駐車場(換気率10回/h)における水素ガス濃度は1,800ppm程度となり、 水素の爆発下限界(4%)に対し十分低い。 ⑤圧縮機吸入ガス温度が上昇し、損傷に繋がる。 対策f: 圧縮機の設備対策と、トレーラーの運用方法にて対応(不要) ⇒ 【設備対策】水素スタンドの圧縮機は、機器保護を目的にメーカー独自に「圧縮機吸入温度 異常停止システム」を設置している。 【運用方法】容器内水素温度が圧縮機吸入ガス上限温度以下になる様、水素トレーラーの 搬入スケジュールを組む。仮に水素トレーラー搬入時に温度が圧縮機の制限 値を超えている場合には、安全上制限値以下に下がるまで待つ。4.追加検討:飛来物対策・紫外線及び雨水劣化防止対策 ① 検討内容 複合容器蓄圧器には、飛来物対策・紫外線及び雨水劣化防止のために覆いを設けることが例示基 準化されている。 一方、現状の35MPa、45MPaトレーラー用複合容器とも飛来物・紫外線及び雨水劣化防止対策の 規制はない。 ②調査結果 ・複合材の劣化データ 水や紫外線についていくつかの試験をした例は存在するが、その試験結果では明らかな劣化現象は 確認できなかった。 ・充填場所の屋根設置状況(現状) 充填場所、水素ステーションとも、屋根が設置されている。 ・トレーラーの設計状況(現状) 屋根(上部) 覆い(側面) 日本の鋼製容器トレーラー 無し 無し 日本の複合容器トレーラー 有り (念のために付けている程度) 有り(パンチングメタル) (念のために付けている程度) Lindeの複合容器トレーラー 添付写真参照 (紫外線は塗装で対応、雨によ る影響は特に無いとの判断) 無し (紫外線は塗装で対応、雨によ る影響は特に無いとの判断) 上部には、構造部分はあるが、穴が多数開いている ・雨天時に、容器が濡れることは防げない ・丸い穴から直射日光がもれて容器に当たっている Lindeの複合容器トレーラー ③検討結果 以下の理由により、容器側面、容器上部の覆いとも、製造者自らが判断して設置することが 望ましい。 (理由) ・トレーラーの停止場所には屋根があることが期待でき、雨水や紫外線にさらされる頻度 が少ない。(移動の時に限られる。) ・製造段階での容器外表面塗装など、屋根や覆い以外の方法によっても対応できる。 (複合容器の耐水性、耐紫外線は製造者の知見の範囲) ・飛来物の状況は、走行する環境によっても変わるため、法による一律の規制は困難であ る。 ・水や、紫外線による悪影響の有無・程度などに対し、統一した見解が得られていないた め、法による一律の規制は困難である。 注) 本検討結果は、飛来物対策・紫外線及び雨水劣化防止対策の観点から、現段階での見 解を纏めたものであるが、最終的には水素トレーラー火災発生時の消火活動の作業性 も考慮して決定する予定である。
3.5 技術基準(案)の作成 一般高圧ガス保安規則(案)・例示基準(案) 模擬試験データ及びシミュレーション結果から明らかなように「充填速度」、「容器周囲環境(外 気温、風の有無など)」によっては、水素ガス温度が容器使用可能温度を超え、容器の損傷に繋がる 可能性がある。よって技術基準(案)には、過度な温度上昇による容器損傷を防止する安全装置を設 置することを盛り込む事とする。 ①容器の損傷防止方法 ・容器の損傷を防止する方法としては、「容器温度の監視」「充填速度の監視」の2つの方法が考 えられるが、今回は現状事業者が自主的に実施している「容器温度の監視」を採用する。 ・容器温度の上昇を停止させる有効な手段は充填をやめることである。よって事業者は容器損傷の 可能性に繋がると判断した場合には、速やかに充填を中止することとする。 ②容器温度の監視位置 水素トレーラー容器に水素を充填する場合、容器内壁面が最も高温となる。そのため本来なら容器 温度は容器内壁面温度を直接測定することが望ましい。 しかしこの方法には以下の問題が新たに発生する可能性があり現実的には実施困難なため、今回は 実現可能な「容器表面」を監視位置とする。 取付方法(例)『熱電対を容器外周部からライナー内壁まで貫通させ、熱電対の先端を 内壁面に接着する』 問題点 ①ライナーに熱電対を取り付けた状態で、容器を工業的に製作することが困難 ②貫通部から水素ガス漏洩の可能性あり ③貫通部からき裂が発生する可能性あり ④熱電対の日常点検が不可能
Ⅲ. 技術基準(案)の作成
③容器表面温度の規制化の可否 容器表面温度は、容器仕様(サイズ、伝熱物性など)、充填条件(水素供給温度、周囲環境温度な ど)により変化する。現状では充填諸条件の標準化が進んでいないため、全国一律の数値を設定し、規 制値とすることは困難である。よって容器表面温度の数値的な規制値は設定せず、事業者自らが充填諸 条件を鑑み規制値(管理値)を決定する事とする。 ④容器損傷防止の具体的な方法 ・事業者は容器の損傷防止策として、容器温度を監視する安全装置を設置する。 ・監視用の温度計は容器表面に設置する。 ・温度計の測定値に基づき、容器が85℃を超えるおそれがある場合には、速やかに充填を停止する。 ⑤容器外表面温度を正確に測定する方法 ・容器外表面の汚れを落とす。 ・温度計をアルミテープ等で容器外表面に密着して張り付ける。 取り付けるアルミテープのサイズは十分な長さを確保する。 ・温度計が動かないように、バンドなどで補助的に固定する。 トレーラー水素充填設備の容器損傷防止措置 水素 圧縮機 蓄圧器 充填機器 水素トレーラー FI 容器損傷防止措置 TI TI <監視> 【要点】 ・温度計の剥がれを防止する。 ・容器外表面から温度計に確実に 熱を伝える。 ・外部からの輻射熱を防止する。3.6 民間団体等が考えた一般高圧ガス保安規則・改正(案) 一般高圧ガス保安規則 技術基準(案) 現 行 備 考 【定置式製造設備に係る技術上の基準】 第六条 製造設備が定置式製造設備(コールド・エバポレータ、 圧縮天然ガススタンド、液化天然ガススタンド及び圧 縮水素スタンドを除く。)である製造施設における法 第八条第一号の経済産業省令で定める技術上の基準は、 次の各号に掲げるものとする。ただし、経済産業大臣 がこれと同等の安全性を有するものと認めた措置を講 じている場合は、この限りでなく、また製造設備の冷 却の用に供する冷凍設備にあっては、冷凍保安規則に 規定する技術上の基準によることができる。 一~四十三 (略) (新規) 圧縮水素を最高充填圧力が三十五メガパス カルを超える圧縮水素運送自動車用容器に充填する場 合には、容器の破裂を防止する装置を設置すること。 2 製造設備が定置式製造設備(コールド・エバポ レータ、圧縮天然ガススタンド、液化天然ガススタン ド及び圧縮水素スタンドを除く。)である製造施設に おける法第八条第二号の経済産業省令で定める技術上 の基準は、次の各号に掲げるものとする。ただし、経 済産業大臣がこれと同等の安全性を有するものと認め た措置を講じている場合は、この限りでない。 一 高圧ガスの製造は、その発生、分離、精製、反応、 混合、加圧又は減圧において、次に掲げる基準によ ることにより保安上支障のない状態で行うこと。 イ~ホ (略) 二 高圧ガスの製造は、その充てんにおいて、次に掲 げる基準によるところにより保安上支障のない状 態で行うこと。 イ~ヌ (略) 【定置式製造設備に係る技術上の基準】 第六条 製造設備が定置式製造設備(コールド・エバポレータ、 圧縮天然ガススタンド、液化天然ガススタンド及び圧 縮水素スタンドを除く。)である製造施設における法 第八条第一号の経済産業省令で定める技術上の基準は、 次の各号に掲げるものとする。ただし、経済産業大臣 がこれと同等の安全性を有するものと認めた措置を講 じている場合は、この限りでなく、また製造設備の冷 却の用に供する冷凍設備にあっては、冷凍保安規則に 規定する技術上の基準によることができる。 一~四十三 (略) (新規) 2 製造設備が定置式製造設備(コールド・エバポ レータ、圧縮天然ガススタンド、液化天然ガススタン ド及び圧縮水素スタンドを除く。)である製造施設に おける法第八条第二号の経済産業省令で定める技術上 の基準は、次の各号に掲げるものとする。ただし、経 済産業大臣がこれと同等の安全性を有するものと認め た措置を講じている場合は、この限りでない。 一 高圧ガスの製造は、その発生、分離、精製、反応、 混合、加圧又は減圧において、次に掲げる基準によ ることにより保安上支障のない状態で行うこと。 イ~ホ (略) 二 高圧ガスの製造は、その充てんにおいて、次に掲 げる基準によるところにより保安上支障のない状態 で行うこと。 イ~ヌ (略) 水素トレーラー容器への水素ガ ス充填時の容器損傷を防止する ための安全装置設置義務を追加 する。 一般高圧ガス保安規則・改正(案) 一般高圧ガス保安規則 技術基準(案) 現 行 備 考 三~七 (略) 八 容器置場及び充てん容器等は、次に掲げる基準 に適合すること イ~ニ (略) ホ 充てん容器等は、常に温度四十度(容器保安 規則第二条第三号 又は第四号に掲げる超低温容 器又は低温容器にあっては、容器内のガスの常 用の温度のうち最高のもの。以下第四十条第一 項第四号ハ、第四十九条第一項第四号、第五十 条第二号及び第六十条第七号において同じ。最 高充填圧力が三十五メガパスカルを超える圧縮 水素運送自動車用容器にあっては八十五度)以 下に保つこと。 ヘ~ト (略) 【貯蔵の方法に係る技術上の基準】 第十八条 (略) 三~七 (略) 八 容器置場及び充てん容器等は、次に掲げる基準 に適合すること。 イ~ニ (略) ホ 充てん容器等は、常に温度四十度(容器保安 規則第二条第三号 又は第四号に掲げる超低温 容器又は低温容器にあっては、容器内のガス の常用の温度のうち最高のもの。以下第四十 条第一項第四号ハ、第四十九条第一項第四号、 第五十条第二号及び第六十条第七号において 同じ。)以下に保つこと。 ヘ~ト (略) 【貯蔵の方法に係る技術上の基準】 第十八条 法第十五条第一項の経済産業省令で定める技術上の 基準は、次の各号に掲げものとすること。 一 貯槽により貯蔵する場合にあっては、次に掲げ る基準に適合すること。 イ~ト (略) 二 容器(高圧ガスを燃料として使用する車両に固 定した燃料装置用容器を除く。)により貯蔵する 場合にあっては、次に掲げる基準に適合すること。 イ (略) ロ 第六条第二項第八号の基準に適合すること。 ハ~ヘ (略) 三 (略) 2 (略) 水素ガス貯蔵時の容器上限温度を 85℃に引き上げるため、( )内の例外 規定の記載を変更する。 第六条第二項第八号の項参照 (続)
一般高圧ガス保安規則 技術基準(案) 現 行 備 考 【車両に固定した容器による移動に係る技術上の 基準等】 第四十九条 車両に固定した容器(高圧ガスを燃料 として使用する車両に固定した燃料装置用容器を 除く。)により高圧ガスを移動する場合における 法第二十三条第一項の経済産業省令で定める保安 上必要な措置及び同条第二項の経済産業省令で定 める技術上の基準は、次の各号に掲げるものとす る。 一~三 (略) 四 充てん容器等は、その温度(ガスの温度を計 測できる充てん容器等にあっては、ガスの温 度)を常に四十度(最高充填圧力が三十五メガ パスカルを超える圧縮水素運送自動車用容器に あっては八十五度)以下に保つこと。この場合 において、液化ガスの充てん容器等にあっては、 温度計又は温度を適切に検知することができる 装置を設けること。 五~二十一 (略) 2 (略) 【車両に固定した容器による移動に係る技術上の 基準等】 第四十九条 車両に固定した容器(高圧ガスを燃料 として使用する車両に固定した燃料装置用容器を 除く。)により高圧ガスを移動する場合における 法第二十三条第一項の経済産業省令で定める保安 上必要な措置及び同条第二項の経済産業省令で定 める技術上の基準は、次の各号に掲げるものとす る。 一~三 (略) 四 充てん容器等は、その温度(ガスの温度を計 測できる充てん容器等にあっては、ガスの温 度)を常に四十度以下に保つこと。この場合 において、液化ガスの充てん容器等にあって は、温度計又は温度を適切に検知することが できる装置を設けること。 五~二十一 (略) 2 (略) 水素ガス移動時の容器上限温度を 85℃に引き上げるため、( )内の例外 規定の記載を変更する。 (続) ○○. 容器が破裂することを防止するための措置(圧縮水素) 圧縮水素を最高充填圧力が三十五メガパスカルを超える圧縮水素運送自動車用容器に 充填する場合の容器が破裂することを防止するための装置とは容器の温度を監視する装置 とし、次の各号の基準によるものとする。 1.容器の温度を監視する装置は、本基準 12.で規定する温度計でかつ電気的に温度を出 力できるものとする。 2.温度計の設置位置は容器外表面とし、バンクごとに一つ以上設置する。 3.温度計の測定値に基づき容器内表面温度が 85℃を超えるおそれのある場合には、速 やかに充填を停止する。 規則関係条項 第6条第 1 項○○号 一般高圧ガス保安規則・例示基準(案)
4 圧縮水素運送自動車用容器の取扱時における上限温度緩和に関する技術基準案について 4.1 民間団体等が検討した技術基準案に関する評価、検討 民間団体等が検討した圧縮水素運送自動車用容器の充塡、貯蔵及び移動時の温度を、容器 の使用可能な上限温度まで引き上げた際の問題点の解決策と法規上の対応要否、技術基準(案) 作成に対し、本委員会として以下の様な評価、検討を行った。 1) 圧縮水素運送自動車用容器を 85℃で使用しても良いという根拠について 民間団体等が示した、圧縮水素運送自動車用容器を 85℃で使用して良いという根拠と して、次の 2 点を上げている。 a) 最高充塡圧力の違いはあるが、圧縮水素運送自動車用容器の例示基準(JPEC-S 0005(2013))が、圧縮水素自動車燃料装置用容器の例示基準(JARI S 001(2004))をも とに作成されており、温度に関する評価については同じであること。 b) 圧縮水素自動車燃料装置用容器(JARI S 001(2004))が 85℃で使用することを想 定された容器であること。 委員会としては、上記 a)の内容について例示基準を照合することにより確認した。b) の内容については、例示基準(JPEC S 0005(2013))の第 16 条(設計確認試験における環境 試験)において、容器表面温度が 85℃±5℃となる雰囲気において浸漬試験、環境暴露試 験が実施されることを確認した。これらのことから、圧縮水素運送自動車用容器の基準 JPEC-S 0005(2013)については、85℃で使用する事が想定され設計された容器の基準と温 度に係る評価については同じ基準であることを確認した。 2) 容器の使用可能な上限温度を超えないための対策 民間団体等の検討によると、圧縮水素運送自動車用容器に短時間で水素を充塡した場 合、容器内の水素温度が 85℃を超えると容器の破裂に繋がる可能性があるため、容器外 表面の温度を測定しその温度から、容器内の水素温度を推定し、85℃を超える恐れがあ る場合には、すみやかに充塡を停止することによって、容器内の水素温度が 85℃を超え ないようにする対策が提案された。 鋼製ライナーを用いたタイプ 3 容器については、シミュレーションと実測により、容 器外表面の温度を測定することによって、容器内の水素の温度を推定する事が可能であ ることが示された。 一方、プラスチック製ライナーを用いたタイプ 4 容器については、容器内の水素温度 を均一にする、または容器の一番高温部の温度を測定することによって、タイプ 3 容器 と同様に容器外表面の温度を測定することにより、容器内の水素温度を推定する事が可 能であるという提言がなされた。 この提言に対し、委員会としては以下の様な評価を行った。 a) タイプ 3 容器について 民間団体等が実験結果等により示した様に、容器内水素温度のバラツキ及び容器外
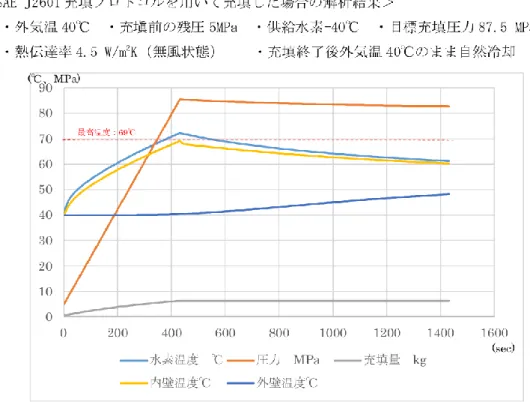
表面の温度のバラツキがそれぞれ 5℃程度※1の範囲に収まっており、そのバラツキを考 慮した上で容器内の水素温度を実際の容器内水素温度よりも高く推定することにより、 容器内の水素温度が 85℃を超えない様に推定する事は可能であると評価できる。 ※1 :ボス部は容器内に流入するガスによる温度影響が大きく、容器内温度よりも低く出る傾向にある ため、バラツキの中には含めていない。 b) タイプ 4 容器について 民間団体等が実験で示した容器内水素温度のバラツキが最大で 19℃以上あり、提案 された状態では、容器外表面から容器内水素温度を推定することは難しい。 容器の一番高温部となり得る容器上部の温度を測定すること、または容器内の水素 の撹拌を促すような方法で水素を充塡すれば、容器内の水素温度を推定できる可能性 はあると考えられるが、その為には具体的に容器外表面の高温部を特定する手法や、 容器内の水素を撹拌させながら充塡する方法を明確に示す必要があると考える。 4.2 容器の使用可能な上限温度を超えないための対策に関するまとめ a) 容器の使用上限温度について 本委員会は、圧縮水素運送自動車用容器の上限温度を、容器が使用可能な温度まで緩和 する為に、民間団体等が提示した技術基準案を検討した結果、まず、圧縮水素運送自動車 用容器の基準 JPEC-S 0005(2013)が、85℃で使用する事が想定され設計された容器の基準 JARI S 001(2004)と温度に係る評価については同じ基準であることを確認した。 一方、容器内の温度変化については、圧縮水素自動車燃料装置用容器で用いたシミュレ ーションを使用して、比較結果が示された。図 2 及び図 3 にシミュレーション結果を示す。 このシミュレーション結果は、圧縮水素自動車燃料装置用容器及び圧縮水素運送自動車 用容器に圧縮水素を充塡する場合を想定したものであり、より容器内の温度が上昇しやす いと想定されるタイプ 4 容器について、充塡開始時からの容器内表面温度や容器内圧力の 変化を示している。 それによると、圧縮水素自動車燃料装置用容器へ充塡した場合と圧縮水素運送自動車用 容器へ充塡した場合をそれぞれ比較すると、圧縮水素自動車燃料装置用容器へ充塡した場 合の容器内表面温度のピーク値が 69℃であり、その保持時間が数十秒程度と瞬間的である 一方で、圧縮水素運送自動車用容器の容器内表面温度のピーク値は 76℃であり、圧縮水素 自動車燃料装置用容器の容器内表面温度のピーク値である 69℃以上となる時間が 90 分程 度と、容器内表面温度の最高温度の違いや、高温状態に曝される時間について、差異があ ることが示された。
図 2. FCV 容器(TypeⅣ)への充塡シミュレーション例 図 3. 水素トレーラ用容器(TypeⅣ)への充塡シミュレーション例 この要因としては、シミュレーションで用いた圧縮水素自動車燃料装置用容器の内容積 が 150 リットルと圧縮水素運送自動車用容器の内容積 200 リットルに比べ小さく冷えやす いこと、さらに、圧縮水素自動車燃料装置用容器に充塡される圧縮水素は、プレクール設 備により-40℃まで冷却されたのちに、容器に充塡される事に対し、圧縮水素運送自動車用
容器の圧縮水素については、プレクールが設置されていない事などが理由として考えられ る。 上記の様なシミュレーション結果を考慮した場合、圧縮水素自動車燃料装置用容器につ いては、容器の上限温度が 85℃と想定されているものの、容器内表面の温度が 85℃付近に 達することは、数十秒程度とごく短時間であり、その後は容器内表面温度が時間とともに 低下するため、圧縮水素運送自動車用容器についても、圧縮水素自動車燃料装置用容器の 温度推移と同様な温度範囲に収まるように運用する事で安全の担保は可能ではないかとい うことが、民間団体等から提案された。その提案に基づくシミュレーション結果を、図 4 に示す。また、圧縮水素運送自動車用容器の具体的な上限温度については、例示基準(JPEC-S 0005(2013))の第 18 条(設計確認試験における加速応力破裂試験)で採用されている 65℃ が提案され、委員会としてもこれを了承した。 図 4. 容器内表面温度の上限値を 65℃とした場合の水素トレーラ用容器(TypeⅣ)への 充塡シミュレーション例 また、圧縮水素運送自動車用容器については、容器の製造に関する技術基準として、今 回民間団体等から提案があった、JPEC-S 0005(2013)の技術基準以外に JIGA-T-S/12/04 の技 術基準も存在し、委員会において、JIGA-T-S/12/04 に基づいて製造された圧縮水素運送自動 車用容器に関しても、取扱時における上限温度の緩和の対象にする提案があった。 JIGA-T-S/12/04 は、JPEC-S 0005(2013)と同様に、JARI S 001(2004)に基づいて制定された 技術基準であるため、最高充塡圧力及び材料の基準を除いては、製造の方法の基準や、設 計確認試験等については JPEC-S 0005(2013)と同等の技術基準であった。
JIGA-T-S/12/04 の材料に関する技術基準については、『容器保安規則関係の機能性基準の 運用についての一部を改正する規定(平成 26 年 3 月 31 日 20140318 商局第 6 号)』におい て、タイプ 3 容器におけるライナーの耐圧部分の材料の指定や、タイプ 4 容器におけるボ
ス部の耐圧部分の材料について基準が追加されたため、本委員会では、JIGA-T-S/12/04 に基 づいて製造された圧縮水素運送自動車用容器についても、JPEC-S 0005(2013)に基づいて製 造された圧縮水素運送自動車用容器と同様に、取扱時における上限温度を緩和する対象と した。 b) 容器内水素温度を管理する方法について 容器内水素温度を管理する為に、容器外表面の温度から容器内の水素温度を推定する方 法が民間団体等の堤案では示されているが、これについては、その可能性は認めるものの、 容器内の水素温度の推定には充塡時における容器の温度特性や水素温度のバラツキに関す る情報の把握が不可欠であり、それらの情報をもとに、充塡に用いる高圧ガス設備の仕様 を考慮し、充塡可能な運転条件、運転方法を事前に決定することが必要であるため一律に 規制することは難しい。また、現行法では、例示基準『65. 温度計又は温度を適切に検知で きる措置(移動)』において、液化ガスに関する温度の測定方法が示されているが、その他 の場合や、圧縮ガスの温度の測定方法については具体的な基準が定められていない。 そのため事業者は、圧縮ガスの充塡容器等の外表面を測定する方法や、過去の経験、充 塡速度、昇圧速度等から、容器内のガス温度を推定し、充塡容器等の温度が 40℃を超えな いよう自主的に管理しているのが現状である。 以上の様な現状の管理状況や、自主保安の観点から考え、委員会としては容器内水素温 度を管理する方法について、民間団体等が提案した例示基準(案)にある様に、容器の外 表面等の温度を測定し、その結果から推定される容器内水素温度が、容器の上限温度を超 える恐れがある場合には、速やかに充塡を停止することを、例示基準案とすることとした。 4.3 飛来物対策、紫外線及び雨水劣化防止対策について 圧縮水素スタンドに設置する複合容器蓄圧器に対し、外部からの輻射熱、紫外線、雨水 等による劣化を防止する措置を講ずる技術基準が、平成 26 年 11 月 20 日省令第五十八号の 省令改正において追加されたため、民間団体等は、圧縮水素運送自動車用容器についても、 蓄圧器と同様な対策が必要ではないか検討を行い、容器側面、容器上部の覆いとも、製造 者自らが判断して設置することが望ましいと提言している。その理由は以下の通り。 a) 圧縮水素運送自動車用容器は、容器則容器であり、その貯蔵にあたっては、いわゆる 容器置場で貯蔵されることとなる為、一般高圧ガス保安規則第六条第一項第四十二号 ホに示す様な、直射日光を遮る措置が講じられこととなる。 b) 水や紫外線について、いくつかの試験をした例は存在するが、その試験結果では明 らかな劣化現象は確認できなかった。 委員会では、貯蔵時については、民間団体等の考え方と概ね一致するものの、移動時に あっては、直射日光や風雨にさらされるため、圧縮水素スタンドに設置された蓄圧器と同 様の措置が必要ではないかという意見があった。しかし、定置式の蓄圧器が常時、直射日 光や風雨に曝される可能性があることに対し、圧縮水素運送自動車用容器は、民間団体等
が検討したように、移動時以外は軽量な屋根のある容器置場で保管されることから、直射 日光や風雨による劣化が発生しないように自主的に管理する方が望ましいとした。 その上で、容器口金部への雨水の浸入などの懸念は残るため、シール材の塗布や防水塗 料による対応は必要であるとした。 5 技術基準改正(案) 上記 4 の検討結果から、圧縮水素運送自動車用容器について、容器の上限温度で使用する ために必要な技術基準案は次の通り。 <表 5. 一般高圧ガス保安規則関係 改正案> 改 正 案 現 行 第六条(略) 2(略) 一(略) 二 高圧ガスの製造は、その充てんにおい て、次に掲げる基準によることにより保 安上支障のない状態で行うこと。 イ~ヌ(略) ル 圧縮水素運送自動車用容器の温度が 四十度を超えて、圧縮水素を充塡する 場合には、容器の破裂を防止する措置 を講ずること。 三~七(略) 八 容器置場及び充てん容器等は、次に掲 げる基準に適合すること。 イ~ニ(略) ホ 充てん容器等は、常に温度四十度(容 器保安規則第二条第三号 又は第四号 に 掲げる超低温容器又は低温容器にあつて は、容器内のガスの常用の温度のうち最 高のもの。以下第四十条第一項第四号ハ、 第四十九条第一項第四号、第五十条第二 号及び第六十条第七号において同じ。)以 下に保つこと。ただし、圧縮水素運送自 動車用容器を除く。 ヘ~ト(略) チ 圧縮水素運送自動車用容器にあつて は、常に温度六十五度以下に保つこと。 第六条(略) 2 (略) 一(略) 二 高圧ガスの製造は、その充てんにおい て、次に掲げる基準によることにより保 安上支障のない状態で行うこと。 イ~ヌ(略) ル(新設) 三~七(略) 八 容器置場及び充てん容器等は、次に掲 げる基準に適合すること。 イ~ニ(略) ホ 充てん容器等は、常に温度四十度(容 器保安規則第二条第三号 又は第四号 に 掲げる超低温容器又は低温容器にあつて は、容器内のガスの常用の温度のうち最 高のもの。以下第四十条第一項第四号ハ、 第四十九条第一項第四号、第五十条第二 号及び第六十条第七号において同じ。)以 下に保つこと。 ヘ~ト(略) チ(新設)
(民間団体等の提案では、第1 項に含まれて いたが、容器の充塡に関する基準が第2 項に あり、法の横並びを考えこのようにした。) 第四十九条 一~三(略) 四 充てん容器等(圧縮水素運送自動車用 容器を除く。)その温度(ガスの温度を計 測できる充てん容器等にあつては、ガス の温度)を常に四十度以下に保つこと。 この場合において、液化ガスの充てん容 器等にあつては、温度計又は温度を適切 に検知することができる装置を設けるこ と。 五~二十一(略) 二十二 圧縮水素運送自動車用容器にあつ ては、その温度を常に六十五度以下に保 つこと。 二十三 圧縮水素運送自動車用容器にあつ ては、その外部からの雨水等による劣化 を防止するための措置を講ずること。 2(略) 第四十九条 一~三(略) 四 充てん容器等は、その温度(ガスの温 度を計測できる充てん容器等にあつて は、ガスの温度)を常に四十度以下に保 つこと。この場合において、液化ガスの 充てん容器等にあつては、温度計又は温 度を適切に検知することができる装置を 設けること。 五~二十一(略) 二十二(新設) 二十三(新設) 2(略) <表 6. 一般高圧ガス保安規則例示基準関係 改正案(新設)> ○○. 圧縮水素運送自動車用容器の雨水等による劣化を防止する措置(移動) 規則関係条項 第 49 条第 1 項第 23 号(新設) 圧縮水素運送自動車用容器の雨水等による劣化を防止するため、以下の措置を講ずること。 1. 圧縮水素運送自動車用容器の表面には防水塗料を塗布し、口金部へシール材を塗布する こと。
<表 7. 一般高圧ガス保安規則例示基準関係 改正案(新設)> ○○. 容器が破裂することを防止することを防止するための措置 規則関係条項 第 6 条第 2 項第 2 号ル(新設) 圧縮水素運送自動車用容器の温度が 40℃を超えて圧縮水素を充塡する場合に、容器が 破裂することを防止するための措置とは容器の温度を監視する措置とし、次の各号の基 準によるものとする。 1. 容器の温度の監視は、本基準 12.で規定する温度計で行いかつ電気的に温度を出力で きるものとする。 2. 温度計の設置位置は容器外表面とし、バンクごとに一つ以上設置する。 3. 温度計の測定値に基づき容器内表面温度が 65℃を超えるおそれのある場合には、速 やかに充塡を停止する。