― 53 ― 平成29年3月 1 緒 言 熱可塑性樹脂を用いた炭素繊維複合材料(CFRTP) は,ハイサイクル生産の可能性やリサイクル性から 様々な適用が考えられる有望な材料である.CFRTP シート材料(スタンパブルシート)は航空機部材,車 両部材や産業用部材として立体形状へ成形する前の中 間基材として展開が図られている1)∼3). CFRTP シートを成形するには炭素繊維基材に熱可 塑性樹脂を含浸させて一体化するプロセスが必要であ り,一般にホットプレスによる樹脂の溶融含浸手法が 用いられる.しかし,熱可塑性樹脂は溶融時の粘度が 高いため炭素繊維基材への含浸が難しく,ボイドのな い成形品を得るには加熱のエネルギー,高い圧力及び 長い時間を要する.これらが CFRTP シートの製造コ ストを上げる要因となっており現状の大きな課題であ る. 樹脂の溶融含浸手法を用いた CFRTP シートの連続 生産の手段として,ダブルベルトプレス(DBP)が知 られている.DBP は上下のベルトの間に挟んだ炭素 繊維と樹脂の基材を順に加熱加圧工程,冷却加圧工程 に送ることで樹脂を炭素繊維基材に含浸固化させて シートを連続的に作製する手法である.本研究で用い た DBP 装置(サンドビック社製)は加熱加圧工程に 固定ローラー式プレスを用いており,液圧式と比べて 低コストで,また,厚い基材や溶融流動しやすい不連 続繊維基材に対しても適用性があるのが特徴である. DBP を用いた CFRTP シートの量産プロセスを確立す るには含浸成形メカニズムを把握して,その理解に基 づいてプロセスを最適化することが重要である.液圧 式の DBP を用いた成形プロセスの研究例はこれまで にいくつか報告されている4)∼7)が,今回の研究で用い た固定ローラー式の DBP は液圧式と比較して線圧に よる含浸メカニズムが複雑であり,成形プロセスの研 * 原稿受付 2017年1月20日 ** 金沢工業大学革新複合材料研究開発センター 白山市八 束穂 *** サンドビック㈱プロセスシステムカンパニー 神戸市西 区見津が丘
固定ローラー式ダブルベルトプレスによる
樹脂含浸プロセスの基礎検討
*石 田 応 輔
**北 田 純 一
***鵜 澤 潔
**Investigation of Continuous Impregnation Process
by Fixed Rollers Double Belt Press
by
Osuke I
SHIDA
, Kiyoshi U
ZAWA
(Innovative Composite Center, Kanazawa Institute of Technology, Hakusan)
and Junichi K
ITADA
(Process Systems Company, SANDVIK K. K., Kobe)
The subject of this study is to understand the continuous impregnation process of carbon fiber reinforced thermoplastic (CFRTP) sheet using fixed rollers double belt press (DBP). Fixed rollers DBP has a complicated mechanism of pressure process. The pressure changes along the belt move under the rollers. In this study, theoretical impregnation model was developed about carbon fiber woven fabric / PA6 films materials with heat and cool process. The permeability of this material was calculated by comparing to the experimental result. Then, this model was applied to DBP impregnation process. In order to understand DBP process, material temperature profile and applied pressure profile was measured during the process. And based on these results, theoretical DBP impregnation model was developed. This model was evaluated with the experimental result and showed a certain level of validity. These understanding and the impregnation model is helpful to optimize the DBP process and to improve the machine capability for CFRTP sheet production. (Received January 20, 2017) キー・ワード:スタンパブルシート,連続製造,含浸
Key Words :Organosheet, Continuous Manufacturing, Impregnation
― 54 ― 材料システム 第35巻 究例もほとんど見られない.
そこで本研究では,まずは小型油圧プレスによる Heat & Cool 成形実験により含浸プロセスモデルを検 討し基材の浸透係数を求め,DBP 含浸プロセスの検 討へ展開することを目的として,固定ローラー式 DBP の成形温度,成形圧力,滞留時間について分析し,樹 脂含浸プロセスモデルを構築して成形実験結果からそ の妥当性を評価した. 2 実 験 方 法 2・1 材料 炭素繊維平織物(T700SC‐12K,3.27本/25mm,200 g/m2,東レ製)と,マトリックス樹脂として PA6フィ ルムを用いた.ここで PA6フィルムは PA6ペレッ ト(CM1006,東レ製)から石川県工業試験場の押出 フィルム成形装置を用いて加工した.また,PA6の 粘度はパラレルプレート式レオメータ(MCR302, Anton Paar 社製)を用いて225℃から290℃まで周波数 1Hz で測定した. 2・2 DBP 装置 サンドビック社製の DBP 装置を用いた.Fig.1に その模式図を示す.図中の1,2zone では各々の筐 体に温度制御された熱風が吹きこまれることにより上 下のベルトが加熱される.また,4本一組のローラー が各々の筐体に固定されており,上側の筐体に荷重が かけられることによりローラーとベルトを通して基材 に圧力が印加される.また,1,2zone の各々の入 口と出口(計4か所)には上下ベルト間の隙間(Gap) を固定する機構による位置制御があり,ローラーにか ける荷重と Gap の組み合わせにより基材への圧力が 決まる.次に,3zone では冷媒による液圧式プレス により一定の圧力を印加しながら基材を冷却する.
Fig.1 Schematic image of DBP.
2・3 小型油圧プレスを用いた含浸成形試験 小型の油圧式プレス成形装置(NSF‐37HHC,神藤 金属工業所製)を用いてホットプレスによる含浸成形 実験を実施した.本実験では150mm 角寸法の炭素繊 維織物8枚と厚み100μm の PA6フィルム9枚を交互 に積層したものを基材とした.この基材の積層厚み中 央に熱電対を取り付け,予め加熱されたプレス機の下 側圧板に配置して上下の圧板を閉じた.この時,上下 の厚板間には基材の積層厚みに相当するスペーサーを 配置し基材に圧力がかからないようにした.そして, 基材にセットした熱電対温度が目的温度まで上昇した 後,スペーサーを外して一定の圧力をかけて一定時間 保持した.その後,圧力をかけたまま直ちに水冷機構 で圧板を冷却して基材温度を60℃以下まで下げた後, 成形品を取り出した.この含浸成形プロセスのダイア グラムの一例を Fig.2に示す.条件として圧力,保 持時間を幾つかの水準で変化させて試験を実施した. その条件のリストを Table I に示す.
Fig.2 Typical process diagram in heat and cool process with hydraulic press.
Table I Molding process conditions. Holding time
(min) Temperature(℃) Pressure(MPa) 0.1, 0.5, 1, 2, 4, 8 247 0.78 0.5 247 0.78, 1.53, 3.07, 4.60 2・4 含浸性の評価 成形した CFRTP シートの中央部から15mm 角の試 験片を切り出した.試験片は樹脂埋めして,鏡面研磨 した断面を倒立顕微鏡で観察して炭素繊維基材への樹 脂の含浸状態を評価した.次に,撮影した断面写真に おける炭素繊維束の樹脂含浸領域の面積について画像 処理ソフト ImageJ を用いて算出した.その面積を計 測した炭素繊維束の幅で除したものを含浸距離と定義 した.今回は各試験片から10箇所の断面写真を撮影し, その中の炭素繊維束の含浸距離を各々計算して,その 平均値を求めた. 2・5 DBP のローラー部の圧力測定 薄型荷重センサ(9133B,日本キスラー製)をセン サ形状に合わせて掘り込みを入れた厚み5mm の Al 板(300mm×500mm)に固定し,感圧部のみが Al 板 の面から出るように高さを調整した.センサはケーブ ルを通しアンプとロガーに繋いだ.基材として500mm 角サイズの炭素繊維織物5枚とポリエチレンフィルム (厚み100μm)6枚を交互に積層したものを用いて, 上述のセンサを固定した Al 板上に配置した.以上の
― 55 ― 平成29年3月 合計厚みは6.6mm である.これを DBP 装置の入口の ベルト上へ置き,常温でローラーに荷重をかけた状態 でベルトを動かしセンサが1zone を通過するまで測 定し圧力プロファイルを得た.DBP 条件設定として, 各ローラーにかかる荷重を17.1kN,ベルト速度を0.2 m/分とした.また,1zone のベルト間 Gap は基材 に圧縮がかかるように Al 板分も含めて入口6.5mm, 出口6.5mm とした. 2・6 DBPを用いた含浸成形試験 基材として500mm 角寸法の炭素繊維織物2枚と厚 み50μm の PA6フィルム3枚を交互に積層したもの を使用した.この合計積層厚みは0.55mm である.本 実験での DBP 設定条件を Table II のように設定した. ベルト間 Gap は1zone 入口から2zone 出口まで傾斜 をつけて狭くして,成形中に含浸が進行して基材厚み が減少しても圧力がかかり続けるようにした.また, ベルト速度を0.4,0.6,0.8m/分と変化させて試験 した.さらに,基材積層の中央層に熱電対を取り付け 成形中の基材温度をモニタした.
Table II DBP process conditions.
1zone (Heat) 2zone (Heat) 3zone (Cool) Hot air
(℃) Roller(kN) (mm)Gap Hot air(℃) Roller(kN) (mm)Gap
Hydraulic pressure
(MPa) 320 4.8 0.55-0.45 320 13.6 0.350.4- 1
Belt speed (m/min) 0.4, 0.6, 0.8
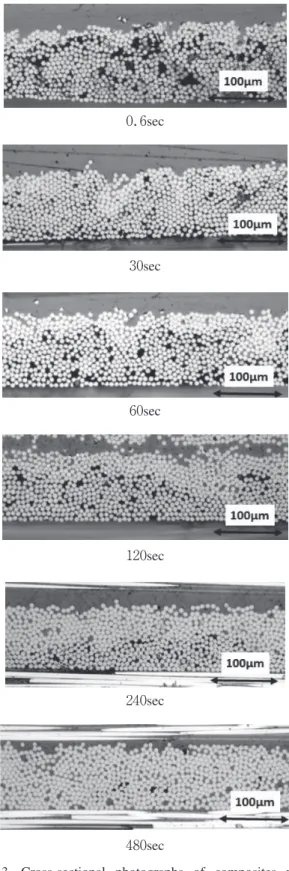
3 結果と考察 3・1 成形品の断面観察結果 小型油圧プレスを用いた異なる保持時間の成形品の 断面写真を Fig.3に示す.保持時間30秒での外観を 見ると,炭素繊維束の経糸と緯糸からなる炭素繊維織 物と樹脂フィルム層が交互に積層された構造である. 炭素繊維束と接している樹脂フィルム層側から炭素繊 維束断面の途中まで樹脂が含浸している様子が見られ, 各層で若干ばらつきはあるがおよそ似たような含浸状 態である.保持時間が長くなると繊維束内部へ含浸が より進行する様子が見られた. Overview(30sec) 0.6sec 30sec 60sec 120sec 240sec 480sec
Fig.3 Cross-sectional photographs of composites with different holding time in molding process.
3・2 樹脂含浸モデル 炭素繊維基材への熱可塑性樹脂の溶融含浸を考える 時,Darcy 則が適用される.選択した基材の仕様や含 浸手法に応じて Darcy 則を用いた様々なモデルが提案 されている8)∼14).本研究では3・1節で示したように, 扁平な繊維束に対し樹脂フィルム層の接する面から樹 脂が一方向に一様な流速分布で含浸する一次元のモデ ルを仮定すれば,次の式を考慮すればよい8).
― 56 ― 材料システム 第35巻 (1) ここで、'は見かけの含浸速度,"は基材の浸透 係数,"は樹脂粘度,#!&は圧力勾配であり,&は含 浸距離,#は成形圧である. 小型油圧プレスを用いた含浸成形実験では,成形圧 は一定だが成形中の加熱冷却プロセスで温度と共に樹 脂粘度も変化することに留意して,式(1)を時間に ついて積分すると, (2) (3) ここで,&は含浸距離,また,式(3)は含浸成形 における加圧開始から樹脂の冷却固化点までの樹脂粘 度の逆数を時間で積分したものである. 次に,レオメータで測定した PA6の粘度と温度の 関係を Fig.4に示す.また,樹脂粘度はアレニウス の式(4)で近似されることが知られている. (4) ここで,!!は活性化エネルギー,$は気体定数," は温度 % の時の粘度,"!は実験から得られた基準温 度 %!の時の粘度であり,!!!$は5660K となった. 以上より,含浸成形中の測定した時間‐温度プロ ファイルから式(4)及び式(3)を計算し,成形圧 力と基材の浸透係数を用いて式(2)から理論的含浸 距離を算出できる. 次に小型油圧プレスを用いた異なる保持時間の成形 品の断面写真から求めた含浸距離を Fig.5に示す. ばらつきが大きいのは,樹脂浸透性が繊維の充填構造 に強く依存するのに対して,織物ではその不均一性が 大きいからと推測される.式(2)で求めた理論的含 浸距離の曲線を実験結果にフィッティングさせて浸透 係数 "を求めた所,6.54×10−16m2が得られた.
Fig.5 Relationship between impregnation distance and holding time in molding process.
上記で得た浸透係数の妥当性を確認するため,成形 圧を変化させた時の含浸距離の理論的算出結果と実験 結果とを比較した.Fig.6に示すように本理論モデル は一定の妥当性を示した.そこで次節の様に含浸モデ ルの DBP の含浸プロセスへの適用性を検討した.
Fig.6 Relationship between impregnation distance and processing pressure in molding process.
3・3 DBP の含浸プロセスの分析 DBP を用いて異なるベルト速度で成形した場合の 測定された基材温度プロファイルを Fig.7に示す. 温度は1zone から上昇し始め,途中で PA6樹脂の融 点220℃を超えて2zone 出口で最高温度に到達した 後,3zone で冷却されて急激に低下する.温度プロ ファイルはベルト速度によって大きく異なり,速度が 遅い方が1zone の入口により近い位置で温度が立ち 上がる.
Fig.7 Temperature profile in DBP process. Fig.4 Relationship between melt viscosity of PA6 and
― 57 ― 平成29年3月 次に,DBP の固定ローラーによる圧力プロファイ ル測定結果を Fig.8に示す.ここで横軸のセンサ位 置はベルト移動方向の適当な位置に原点を取り圧力の 発生する位置を示す.圧力ピークは各ローラーの直下 の位置に対応し,釣鐘状のプロファイルを示した.ま た,同じベルト間 Gap にも関わらず各ローラーでピー ク値にばらつきがあるのは,本論文では追及しないが 別途検討が必要である.上記結果から推測される圧力 メカニズムのイメージを Fig.9に示す.基材にかか る圧力とは固定されたベルト間 Gap による基材の圧 縮により発生する応力であり,ローラー直下をピーク としてローラーから離れるに従ってベルトがたわむこ とで圧力が解放されて低下すると推測される.ここで 基材の圧縮量と応力の関係は基材の仕様により異なる. また,発生する応力の上限はローラーにかかる荷重に より制限されると考えられる.
Fig.8 Pressure profile in fixed rollers of DBP process.
Fig.9 Image of pressure process under fixed roller.
3・4 DBP における含浸プロセスモデル DBP を用いて異なるベルト速度で成形した CFRTP シートの断面写真を Fig.10に示す.ここではベルト 移動方向に沿った繊維束の断面が見えている.ベルト 速度が遅いほど繊維束への含浸性は良かった.これは ベルト速度が遅い方が成形圧のかかる滞留時間が長く なると同時に,Fig.7に示したように1zone の入口に 近い位置から温度が立ち上り含浸に寄与するローラー が増えるからと考えられる.また,繊維束における樹 脂の含浸流動先端の形状は Fig.3の小型油圧プレス 成形品よりも不明瞭で繊維束の充填構造自体も乱れて いる.これは Fig.9で示したようにローラー直下を 基材が通過する時に圧力が含浸進行する厚み方向のみ ならずせん断方向へも働き,樹脂のバックフローを起 こして繊維を乱すためと推測される. 0.8m/min 0.6m/min 0.4m/min
Fig.10 Cross-sectional photograph of composite by double belt press with different belt speed.
次に,DBP における含浸プロセスモデルを考察し た.3・3節で示したように固定ローラー式 DBP で 成形圧がかかり含浸が発生するのは各ローラーの直下 及 び 液 圧 冷 却 部 で あ る.Fig.11に は ベ ル ト 速 度 0.6m/分の場合の基材温度プロファイルと,そこから 考えられる DBP の含浸発生領域を示す.1zone の4 番目のローラーから樹脂の融点以上となり含浸に寄与 し始め,冷却液圧ゾーンで固化温度に冷却するまで含 浸が進む.従って,DBP 全体としてそのトータル量 を考慮しなければならない. まず,ローラー直下を基材が通過する時の含浸プロ セスでは,樹脂粘度の変動は小さい一方で圧力は大き く変動する.そこで Darcy 則の式(1)の時間に対す る積分は下記の通り示すことができる. (5) (6) ここで,!"はローラー直下の樹脂粘度で,式(6) はローラー直下を通過する時に圧力が立上ってから下 がるまでの時間で !を積分したものである. さらに,本研究では簡易化のためローラーにかけた 荷重が全て成形圧としてかかると仮定すると,式(6)
― 58 ― 材料システム 第35巻 は下記の通り変形して簡略化できる. (7) ここで,'はベルト速度,"は各ローラーにかかる 荷重,(は基材の幅である. 従って,ローラー直下で発生する理論的含浸距離は 基材温度プロファイルと DBP のプロセス設定条件(ベ ルト速度,ローラー荷重)から算出することができる. 次に,冷却液圧部での含浸は,基材が液圧部に入っ てから樹脂が冷却されて固化温度(融点の220℃)に 到達するまでの時間を考慮すればよい.この時,成形 圧力は液圧で一定だが温度が大きく低下するので,含 浸距離については式(2)を適用して算出できる. 以上の結果を用いて,DBP におけるトータルの含 浸距離は下記の式を用いて算出できる. (8) ここで,# はトータルの含浸距離,%$&は各ローラー 直下での含浸距離,%!は液圧冷却部での含浸距離で ある. 異なるベルト速度で成形した DBP 成形シートにつ いて,断面写真から算出した炭素繊維束における平均 含浸距離と式(8)より算出した理論的な含浸距離の 結果を Fig.12に示す.断面写真から測定した含浸距 離はばらつきが大きく,ベルト速度が遅いほど含浸距 離が長くなった.理論値の結果は同じような傾向を示 し一定の妥当性を示したが,ローラーの荷重が全て成 形圧としてかかると仮定したにも関わらず全体的に実 験結果より低かった.この理由として前述したように 固定ローラー直下ではせん断方向の力による樹脂バッ クフローの影響で繊維束の乱れが生じ繊維束の充填構 造が変化することが考えられる.繊維束の構造が乱れ る程,繊維が含浸しやすく基材の見かけの浸透係数が 低下するためである5). ローラー直下での含浸進行による基材厚み減少の影 響も含めた圧力変動プロファイルの把握,及び樹脂 バックフローの影響の把握は今後の課題である. 4 結 論 固定式ローラー式 DBP の含浸メカニズムを理解す るために炭素繊維織物/PA6フィルムのフィルムス タッキング基材について実験と理論の両方の検討を 行った.
まず,小型油圧式プレスによる Heat & Cool 溶融含 浸成形を実施し,炭素繊維束への樹脂含浸距離を断面 写真から算出した.Darcy 則を用いて含浸モデルを作 成し,実験で得た含浸距離との比較から基材の浸透係 数を求めた. 次に,DBP 成形における基材温度,ベルト速度, 成形圧力(ローラー及び液圧冷却部)の含浸プロセス への影響を分析し,それを元に DBP における含浸モ デルを作成した.これを実際の成形実験で得た含浸距 離結果と比較し一定の妥当性を得た. なお,本研究の知見は織物/フィルムのスタッキン グ基材に対しては汎用的に適用可能だが,基材形態が 異なる場合は先行研究例9),10),13),14)に示されるように, それに応じた含浸モデル式を組み立てる必要がある. 但し,そのモデルを DBP プロセスへ適用するには本 研究と同様の手順を用いる事で可能であると考えらえ る. 以上より,本研究では DBP における樹脂含浸モデ ルを作成したことによって DBP の製造プロセスの最 適化に大きく寄与できた.今後の残された課題はロー ラー直下での含浸進行と基材圧縮の相関による圧力変 動メカニズムの把握である.この把握によりベルト Gap 設定の最適化も可能となり,DBP の製造プロセ スを確立することができると考えられる。
Fig.12 Impregnation distance of composite by double belt press with different belt speed.
Fig.11 Impregnation zone in DBP process with 0.6m/min belt speed.
― 59 ― 平成29年3月
参 考 文 献
1)B. Vieille, W. Albouy, L. Chevalier and L. Taleb : Composites Part B , 45(2013),821‐834
2)平野啓之,土谷敦岐,橋本雅弘,本間雅登,岡部 朋永:日本複合材料学会誌, 40, 2(2014)81‐86. 3)J. Takahashi, K. Uzawa, T. Matsuo and M. Yamabe :
ITHEC Proceedings(2012)18‐21.
4)X. Wang, C. Mayer and M. Neitzel : Polymer Composites,18, 6(1997),701‐710.
5)C. Mayer, X. Wang and M. Neitzel : Composites Part A, 29,(1998),783‐793.
6)A. Trende, B.T. Astrom, A. Woginger, C. Mayer and M. Neitzel : Composites Part A, 30,(1999),935‐ 943.
7)D. Liu, Y. Zhu, J. Ding, X. Lin and X. Fan : Composites Part B , 77,(2015),363‐370.
8)R. Phillips, D.A. Akyuz and J.-A.E. Manson : Composites Part A, 29A,(1998),395‐402.
9)V. Michaud and J.-A.E. Manson : Journal of Composite Materials, 35, 13(2001),1150‐1173.
10)V. Michaud, R. Tornqvist and J.-A.E. Manson : Journal of Composite Materials, 35, 13(2001), 1174‐1199.
11)S.T. Jesperson, M.D. Wakeman, V. Michaund, D. Cramer and J.-A.E. Manson : Composite Science and Technology, 68,(2008),1822‐1830.
12)P. Ouagne, L. Bizet, C. Baley and J. Breard : Journal of Composite Materials, 44,(2010),1201‐1215. 13)C.S. Murphy, P. Simacek, S.G. Advani, S. Yarlagadda
and S. Walsh : Composites Part A, 41,(2010),93‐ 100. 14)小林訓史,田中敦:日本複合材料学会誌, 38, 2 (2012)51‐57. 謝 辞 本研究は,文部科学省・科学技術振興機構による COI プログラム「革新材料による次世代インフラシス テムの構築∼安全・安心で地球と共存できる数世紀社 会の実現∼」により進められたものである.