掲載論文の取消について
一般社団法人日本人間工学会 理事長 堀江良典
日本人間工学会誌「人間工学」に掲載された以下の論文について,著者からの申し出を
受けて編集委員会による予備調査および学術担当による本調査を行い,その調査報告に基
づいて理事会として慎重に審議した結果,平成 29 年 2 月 22 日に開催された第 37 回理事会
において,この論文の掲載を取り消すことに決定いたしました.
取消論文名 ソリッドカラーを用いた自動車修理塗装作業における熟練技術者の動作の
特徴
著者
池元 茂,濱田 泰以,高井 由佳
掲載誌
人間工学 52(5),197-203,2016(2016 年 10 月 15 日発行)
論文の種類 原著
上記論文は,下記論文と同じ研究成果の重複発表とみなされ,二重投稿を禁止した本学
会投稿規程に抵触するとともに,下記論文の著作権を侵害しています.
論文名
Expert’s common factor of painting motion in auto repair painting process.
著者
Shigeru Ikemoto, Hiroyuki Hamada, Yuka Takai
掲載誌
Advances in Ergonomics of Manufacturing: Managing the Enterprise of the
Future(vol.490 Advances in Intelligent Systems and Computing)
, 23-33, (First
Online : 10 July 2016)
, Springer International Publishing.
論文の種類 Proceeding(AHFE 2016)Paper
1
.はじめに
自動車産業における塗装作業は,かつてはプロトタイ プの製造から量産品の製造,修理まで,多くの工程にお いて人の手で行われていた.しかし現在では,プロトタ イプにおいてはコンピュータグラフィックスが,量産に おいてはロボットが人の手に代わっている.修理におい ては個別の対応が必要となるため,最低限の設備や機械 は当然必要ながら,最初から最後まで人の技術や判断に よる作業が大半を占める.しかしながら,修理における 塗装作業の技術や品質は,技術者によって様々であるこ とが現状であり,自動車修理塗装は「人の手」による技 術職であるとされている1). 人の手による塗装作業を評価する国家資格として,塗 装技能士試験2)がある.塗装技能士試験は,木工,建築, 金属,噴霧のいずれかの試験科目を選択するが,自動車 修理塗装の場合は金属塗装となる.自動車修理塗装を行 う技術者の技量は,この金属塗装技能士の資格取得をひ とつの目安とすれば良い.しかし,資格取得をしていな くても仕事を行うことに支障がない,試験が実施されて いない都道府県がある等の実情から,自動車修理塗装作 業者に必ず必要な資格として技術者間で認識されておら ず,資格取得率は低い. さらに,自動車修理業界への就職を希望する若年者は 年々減少している.一方,かつてプロトタイプや量産品 の製造を手作業で行っていた高い技術を有する熟練技術< Contribution > Characteristics of Expert’s Painting Motion in Auto Repair Painting Process using Solid Color Paint, by Shigeru IKEMOTO, Hiroyuki HAMADA & Yuka TAKAI.
ソリッドカラーを用いた自動車修理塗装作業における熟練技術者の
動作の特徴
1池元 茂
2,濱田泰以
3,高井由佳
4This study aimed to develop a learning system for studying the coating and painting tasks performed in automobile repair. This study analyzed and compared the characteristics of skilled spray gun handling for automobile repair solid color painting with those with little experience. The spray gun movements and postures of 10 participants were measured using a motion capture system. Additionally, film thickness of the finished coat was evaluated. The results showed the distance between the door and the experts’ body was approximately 1 m. The experts kept their axillae closed, bent their elbow, and set the distance between the door and the spray gun to approximately 0.21 m. The experts’ spray gun running speed was faster than that of non-experts, and the speed was reduced at the door panel edge. The experts’ body movement realized a uniform thickness coating.
自動車修理における塗装作業の自習システムの開発を最終目的とし,熟練技術者の塗装作業の特徴を明ら かにした.10名の実験参加者を対象に,自動車のフロントドアパネルへのソリッドカラー塗料のスプレーガ ン塗装を遂行してもらい,光学式モーションキャプチャシステムを用いて塗装作業中の身体動作およびスプレー ガンの挙動を解析した.さらに,仕上がったドアパネルの膜厚測定を実施した.この結果,熟練者はドアと 体の距離を約1 mとり,脇を締め,肘を曲げて,ドアとスプレーガンの距離を約0.21 mにして塗装を行っていた. また,熟練者はスプレーガンをより速く運行しつつも,ドア端部では丁寧に作業を行うために速度を落とし ていた.熟練者のこのような動作により,熟練者が仕上げたドアパネルの塗膜は非熟練者よりも均一な厚み であった. (キーワード:自動車修理,塗装,スプレーガン運行,ソリッドカラー塗料,モーションキャプチャ,姿勢, 膜厚) 1 受付:2016年7月20日 受理:2016年9月9日 2 京都工芸繊維大学大学院工芸科学研究科
Kyoto Institute of Technology, Graduate School of Science and Technology
3 京都工芸繊維大学伝統みらい教育研究センター
Kyoto Institute of Technology, Future-Applied Conventional Technology Center
4 大阪産業大学デザイン工学部
Osaka Sangyo University, Faculty of Design Technology
■原 著■
者が続々と退職している.長年培われた熟練技術者の技 術・技能の伝承が行われていないことが大きな課題となっ ている3). 現在,自動車修理塗装の非熟練技術者は,企業内研修, 塗料メーカーによる研修, 塗装方法を解説した書籍4~6) を用いる, といった方法で自己研鑚を進めることが一 般的である. この状況は数十年変わっていない. しか し,情報技術の発達が目覚ましい昨今,これまでと異な る手法で塗装技術の学習が可能であると考えられる.こ の解決方法の一つとして,三次元動作測定システムを使 用した動作解析が挙げられる.動作解析の技術は既に多 くの分野における熟練者の特徴解析に取り入れられてい る7~17).鈴木ら7)は,動作解析コンピュータシステムを 用いて熟練者と未熟練者の運針作業の違いを明らかにし ている. 村田ら8)は,3次元映像解析を用いて投球動作 における熟練群と非熟練群の特徴を示している.林ら9)は, 3次元ビデオ解析を用いて熟練者群と非熟練者群のきゅ うりと人参の輪切り動作を比較している.さらに動作解 析により抽出した熟練者の特徴を用いた学習システムは 非熟練者の習熟に有効であるとされている18~20).非熟練 技術者が職場において十分な教授を受ける時間が確保で きない現状を鑑みた場合,塗装作業の学習には動画や動 作解析結果を使用したeラーニングのような自習システ ムが最適ではないかと考えられる. そこで本研究では,自動車修理塗装作業の自習システ ムの構築を最終目標とした.本稿では,自習システムに 用いる動作解析データの取得のため,熟練技術者による ソリッドカラー塗料の塗装作業の特徴を明らかにするこ とを目的とした.自動車修理における塗装技術者に自動 車のドアパネルへの塗装作業を遂行してもらい,モーショ ンキャプチャシステムを用いて塗装中の技術者の動作と スプレーガンの運行を計測し, 解析を行った. 加えて, 仕上がったドアパネルの膜厚測定を実施した.
2
.方 法
2-1.実験環境 本実験は2015年3月に奈良県自動車車体整備共同組合 内の研修施設にある塗装ブースで実施した. 2-2.実験参加者 実験参加者は,近畿圏で日頃から自動車修理作業に従 事している技術者10名とした.実験参加者の情報を表1 に示す.このうち,塗装作業の職歴が20年以上の者を熟 練者,3年未満の者を非熟練者とした.熟練者・非熟練 者共に5名ずつであった.非熟練者5は職歴0年であるが, 自動車修理に全く関わらない者ではなく,日常は自動車 修理板金に携わる作業者であり,塗装の知識を有してい た.実験参加者には実験前に実験の目的および内容を説 明し,文書によるインフォームド・コンセントを得てか ら実験を開始した. 2-3.材料および道具 塗料は,日本ペイント株式会社製のソリッドカラー塗 料(REAL MONO)の白色を使用した.ソリッドカラー 塗料とは,メタリックやパールなどの光輝性粒子が含ま れていない原色のみで作られた塗料を示す6).塗料100% に対し,硬化剤を25%,溶剤(塗装用ウレタンシンナー) を30%の割合で配合した.塗料の配合比率は全ての実験 参加者に対し同じとした. ス プ レーガ ン は ア ネ ス ト 岩 田 株 式 会 社 製 Kiwami (W-101-136NPGC)を用意した.スプレーガンの入力圧 は2 kgとし,吐出量およびパターンの広がり具合は全て の実験参加者が同一条件となるよう調整した.塗装対象 物となるドアパネルは,レガシィ(富士重工業株式会社製) の左フロントドアを実験参加者の人数分用意した. 2-4.実験対象動作 本実験では,スプレーガンを使用してドアパネルに塗 装を遂行してもらった.3回の塗装で仕上げること, パ ネルエッジ部の塗装は行わなくてもよいことを教示し, それ以外は日常の塗装業務と同様に塗装を行うように指 示した. 2-5.動作測定 光学式モーションキャプチャシステムMAC3D SYSTEM (Motion Analysis社製)を用いて各マーカーの座標を計測 表1 実験参加者の情報 Tab. 1 Participant information.実験参加者 職歴(年) 身長(cm) 体重(kg) 利き手 熟練者1 48.0 168 64.5 右 熟練者2 40.0 161 65.0 右 熟練者3 30.0 165 67.0 右 熟練者4 23.0 168 62.0 右 熟練者5 20.0 173 64.0 右 非熟練者1 3.0 172 65.0 右 非熟練者2 2.5 165 75.0 右 非熟練者3 0.5 170 80.0 右 非熟練者4 0.2 165 65.0 右 非熟練者5 0.0 170 78.0 右
Retracted
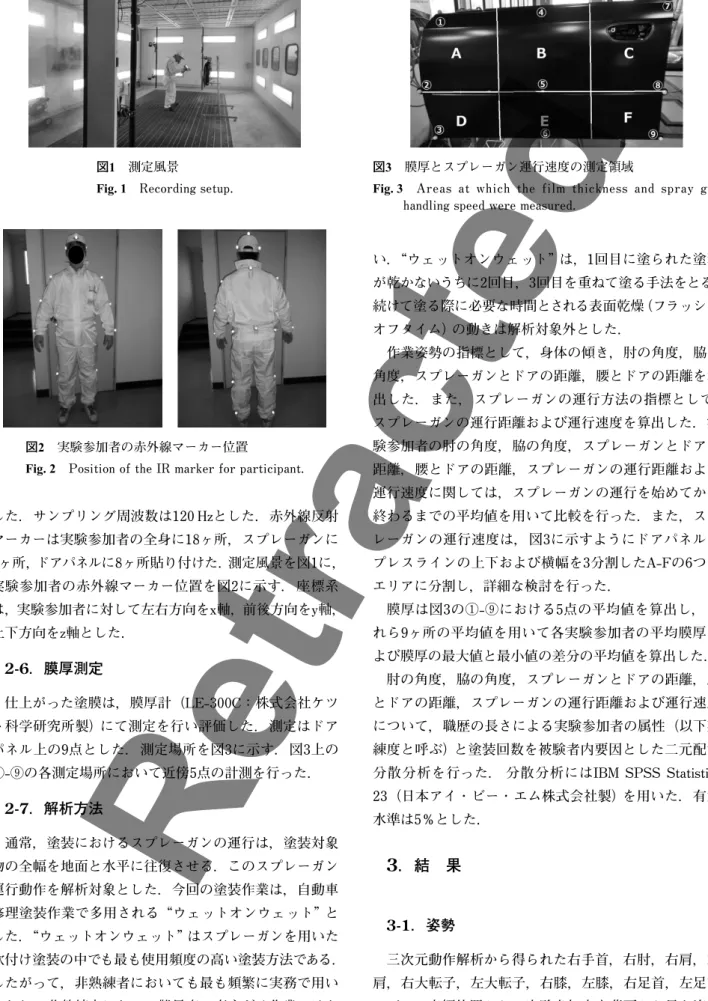
した.サンプリング周波数は120 Hzとした.赤外線反射 マーカーは実験参加者の全身に18ヶ所,スプレーガンに 4ヶ所,ドアパネルに8ヶ所貼り付けた.測定風景を図1に, 実験参加者の赤外線マーカー位置を図2に示す. 座標系 は,実験参加者に対して左右方向をx軸,前後方向をy軸, 上下方向をz軸とした. 2-6.膜厚測定 仕上がった塗膜は,膜厚計(LE-300C:株式会社ケツ ト科学研究所製)にて測定を行い評価した.測定はドア パネル上の9点とした.測定場所を図3に示す.図3上の ①-⑨の各測定場所において近傍5点の計測を行った. 2-7.解析方法 通常,塗装におけるスプレーガンの運行は,塗装対象 物の全幅を地面と水平に往復させる.このスプレーガン 運行動作を解析対象とした.今回の塗装作業は,自動車 修理塗装作業で多用される“ウェットオンウェット”と した.“ウェットオンウェット”はスプレーガンを用いた 吹付け塗装の中でも最も使用頻度の高い塗装方法である. したがって,非熟練者においても最も頻繁に実務で用い ており,非熟練者にとって難易度の高すぎる作業ではな い.“ウェットオンウェット”は,1回目に塗られた塗料 が乾かないうちに2回目,3回目を重ねて塗る手法をとる. 続けて塗る際に必要な時間とされる表面乾燥(フラッシュ オフタイム)の動きは解析対象外とした. 作業姿勢の指標として,身体の傾き,肘の角度,脇の 角度,スプレーガンとドアの距離,腰とドアの距離を算 出した.また,スプレーガンの運行方法の指標として, スプレーガンの運行距離および運行速度を算出した.実 験参加者の肘の角度,脇の角度,スプレーガンとドアの 距離,腰とドアの距離,スプレーガンの運行距離および 運行速度に関しては,スプレーガンの運行を始めてから 終わるまでの平均値を用いて比較を行った.また,スプ レーガンの運行速度は,図3に示すようにドアパネルを プレスラインの上下および横幅を3分割したA-Fの6つの エリアに分割し,詳細な検討を行った. 膜厚は図3の①-⑨における5点の平均値を算出し, こ れら9ヶ所の平均値を用いて各実験参加者の平均膜厚お よび膜厚の最大値と最小値の差分の平均値を算出した. 肘の角度,脇の角度,スプレーガンとドアの距離,腰 とドアの距離,スプレーガンの運行距離および運行速度 について,職歴の長さによる実験参加者の属性(以下熟 練度と呼ぶ)と塗装回数を被験者内要因とした二元配置 分散分析を行った. 分散分析にはIBM SPSS Statistics 23(日本アイ・ビー・エム株式会社製)を用いた.有意 水準は5%とした.
3
.結 果
3-1.姿勢 三次元動作解析から得られた右手首,右肘,右肩,左 肩,右大転子,左大転子,右膝,左膝,右足首,左足首 のxとzの座標位置から,実験参加者を背面から見た姿勢 図1 測定風景Fig. 1 Recording setup.
図2 実験参加者の赤外線マーカー位置
Fig. 2 Position of the IR marker for participant.
図3 膜厚とスプレーガン運行速度の測定領域
Fig. 3 Areas at which the film thickness and spray gun handling speed were measured.
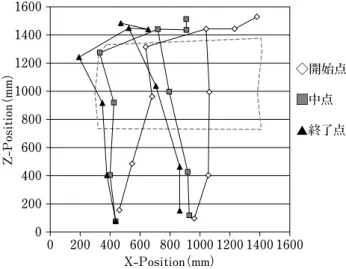
を表した図を作成した.図中の開始点・中点・終了点は, ドアの最上部の右端から左端までの一方向の塗装におけ る開始点・中点・終了点を表している.身長が同じ熟練 者3と非熟練者4を比較した.熟練者3の姿勢を図4に,非 熟練者4の姿勢を図5に示す.熟練者3は上半身の肩の傾 きが開始点では17.7°,中点では22.9°,終了点では32.1° と左に傾いた.非熟練者4は肩の傾きが開始点では19.0°, 中点では27.9°,終了点では32.5°と左に傾いており,非 熟練者の方が体の傾きが大きいことが分かった.さらに, 体の傾きに伴い,スプレーガンを把持する右肘の屈曲の 仕方に差異が見られた.下半身を見てみると,非熟練者 4は開始点の左足首が中点と終了点に比べて右にあり, 立ち位置を変えていたことが分かった.このような体の 傾きおよび立ち位置の傾向は全ての熟練者と非熟練者に おいて程度の大小はあるものの観察することができた. 3-2.肘の角度 スプレーガンを把持していた右肩と右肘と右手首から 右肘の角度を算出した.各回の右肘の平均角度を図6に 示す.非熟練者と比較し,熟練者は右肘の角度が小さい ことから右肘を曲げている傾向が見られた.また,熟練 者と非熟練者ともに作業を重ねるにつれて右肘の角度が 小さくなったことから,右肘を曲げていく傾向にあるこ とが分かった.分散分析の結果,熟練度による主効果が 見られ[F(1,24)=8.42,p<.01],右肘の角度は熟練者 が有意に小さい値を示した.回数による主効果は見られ なかった. 3-3.脇の角度 右肘と右肩と右腰を結んだ右脇の角度を算出した.右 脇の平均角度を図7に示す.非熟練者と比較すると,熟 練者は右脇の角度が小さいことから,右脇を閉じている 傾向が見られた.また,作業を重ねるにつれた角度の大 きな変化は見られなかった.分散分析の結果,熟練度, 回数による主効果は見られなかった. ◇開始点 ■ □中点 終了点 Z-Position ( mm ) 1600 1400 1200 1000 800 600 400 200 0 0 200 400 600 800 1000 1200 1400 1600 X-Position(mm) 図4 熟練者3の右端から左端へのスプレーガン運行の姿勢 Fig. 4 Posture during spray from the right to left of expert 3.
◇開始点 ■ □中点 終了点 Z-Position ( mm ) 1600 1400 1200 1000 800 600 400 200 0 0 200 400 600 800 1000 1200 1400 1600 X-Position(mm) 図5 非熟練者4の右端から左端へのスプレーガン運行の姿勢 Fig. 5 Posture during spray from the right to left of
non-expert 4.
140
120
100
80
Rignt elbow angle
(degree) Coat number 1st 2nd 3rd 105.22 118.70 104.64 118.30 99.16 116.34 ■ □Expert ■□Non-expert 図6 右肘の角度
Fig. 6 Right elbow angle. 120 110 100 90 80 70 60
Right axillary angle
(degree) Coat number 1st 2nd 3rd 88.79 94.0888.32 96.46 90.43 96.96 ■ □Expert ■□Non-expert 図7 右脇の角度
Fig. 7 Right axillary angle.
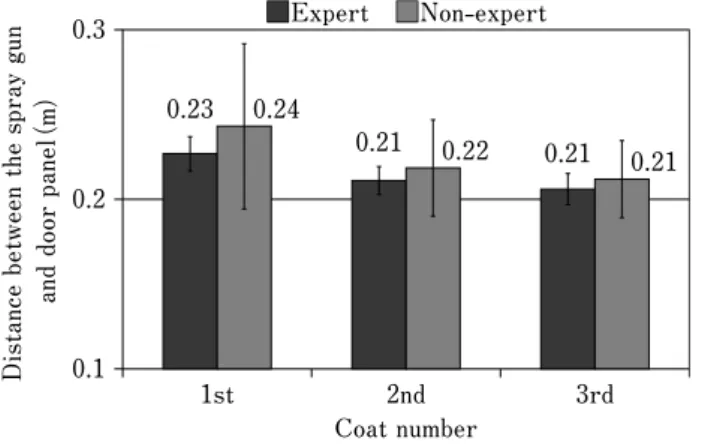
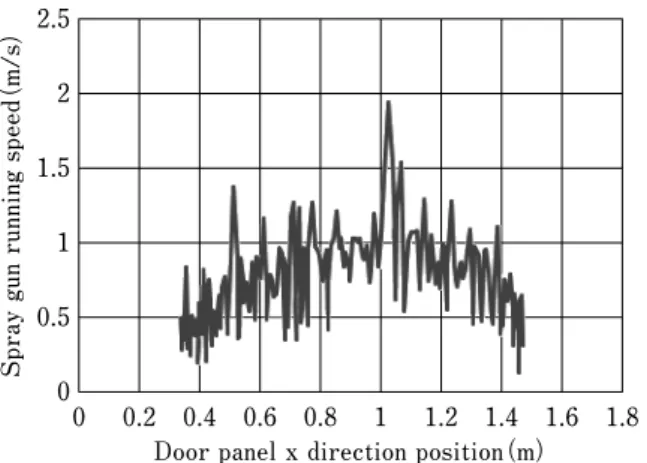
3-4.スプレーガンとドアの距離 スプレーガンの吐出口とドアの距離を図8に示す. 非 熟練者と比較し,熟練者は距離が短かった.熟練者,非 熟練者ともに作業を重ねるにつれてスプレーガンとドア の距離が短くなる傾向が見られた.また,熟練者はバラ つきが小さく,最適な塗装距離に合わせてスプレーガン を動かしていたことがうかがえた.分散分析の結果,熟 練度,回数による主効果は見られなかった. 3-5.腰とドア距離 腰とドアの距離を図9に示す.非熟練者と比較すると, 熟練者はドアと腰の距離が約0.07 m短かった.作業毎に 比較すると, 熟練者は全ての回で約1 mの距離で作業を 行っていた.一方,非熟練者は作業を重ねるにつれて距 離が短くなる傾向にあり,立ち位置がドアに近づいてい ることか分かった.分散分析の結果,熟練度による主効 果が見られ[F(1,24)=21.9,p<.005],腰とドアの距離 は熟練者が有意に小さい値を示した.回数による主効果 は見られなかった. 3-6.スプレーガンの運行距離 図10にスプレーガンの平均運行距離を示す. 熟練者, 非熟練者ともに作業を重ねるにつれ,スプレーガンの運 行距離が増加する傾向が見られた.分散分析の結果,熟 練度による主効果は見られなかった.回数による主効果 が[F(2,24)=5.46,p<.05]見られ, 運行距離は1回目 よりも3回目において有意に長い値を示した. 3-7.スプレーガンの運行速度 スプレーガンの平均運行速度を図11に示す.非熟練者 と比較し,熟練者は速度が速い傾向が見られた.分散分 析の結果,熟練度,回数による主効果は見られなかった. 熟練者2のドア右端から左端までの一方向の塗装に おける速度と位置の関係を図12に示す. ドアの右端は 1.47 m,左端は0.34 mに位置していた.この図より,ド アの左右端部においては速度が遅く,ドア中央に行くに したがい速度が速くなることが分かる.そこで,図3に 示したA-Fの6つの領域におけるスプレーガンの運行速 度を算出した.A-Fの領域のスプレーガンの平均運行速 0.3 0.2 0.1
Distance between the spray gun
and door panel
(m) Coat number 1st 2nd 3rd 0.23 0.24 0.21 0.22 0.21 0.21 ■ □Expert ■□Non-expert 図8 スプレーガンとドアの距離
Fig. 8 Distance between the spray gun and door panel. 1.2
1.1 1.0 0.9 0.8
Distance between back of the waist
and door panel
(m) Coat number 1st 2nd 3rd 1.01 1.08 1.00 1.07 1.00 1.06 ■ □Expert ■□Non-expert 図9 腰とドアの距離
Fig. 9 Distance between back of the waist and door panel.
8 7 6 5 4 3 2 1 0
Spray gun running distance
(m) Coat number 1st 2nd 3rd 2.22 2.52 3.08 3.98 4.20 4.92 ■ □Expert ■□Non-expert 図10 スプレーガンの運行距離 Fig. 10 Spray gun running distance. 1.4 1.2 1.0 0.8 0.6 0.4
Spray gun running speed
(m/s) Coat number 1st 2nd 3rd 1.08 0.82 1.07 0.78 0.93 0.75 ■ □Expert ■□Non-expert 図11 全ドアパネルにおけるスプレーガンの運行速度 Fig. 11 Spray gun running speed at all door panel.
度を表2に示す.すべての領域で非熟練者よりも熟練者 の速度が速いことが分かった.また,ドアの中央である BやEの運行速度はドアの両端よりも速いことが分かった. 熟練者の1回目と2回目は約0.35 m/s速かった.熟練者の 3回目ではドア中央は約0.28 m/s速かった.一方,非熟練 者は全ての回においてドア中央が約0.2 m/s速かった. 3-8.膜厚 膜厚の平均値と標準偏差および膜厚の最大値と最小値 の差分の平均値と標準偏差を表3に示す.塗膜は,熟練 者よりも非熟練者のほうが厚かった.膜厚の最大値と最 小値の差分は熟練者のほうが小さかった.
4
.考 察
熟練者のスプレーガンとドアの距離は個人差が小さく, 本実験の塗装条件においては,スプレーガンとドアの距 離は約0.21 mが最適であることが見いだせた.この距離 を実現するため,熟練者は体とドアの距離を約1 mにし, 脇を締め,腕を曲げて塗装を行っていることが見いだせ た.腕を大きく広げないことから,姿勢の崩れが少なく, 安定した姿勢を保つことができていると考えられる. また,熟練者はドア端部ではスプレーガン運行速度が 遅くなる傾向が見られた.このことを熟練者に伝えると, 端部は他の部品とのつなぎ目になるため,色調の差異が 出ないように気を付けて塗装を行っていること,また両 端は必然的にパネルとの距離が遠くなってしまう為に, スプレーガンをゆっくり動かす必要性があるということ が聞き取れた.このことより,熟練者のスプレーガン運 行は,作業効率を高めるためにより速くなるように作業 を進めつつも,ドア端部では丁寧に作業を行うために速 度を落としていることが分かった. スプレーガンを使用した塗装においては,膜厚の細か な厚薄よりも塗装対象物へどれだけ均一な塗膜が形成で きるかが重要とされている.この観点から見ると,熟練 者は膜厚の最大値と最小値の差分が小さく,ドアパネル 全体を均一な厚みの塗膜で仕上げていることから,より 良い塗装が実施されていたことが分かった.したがって, 本研究で明らかになった熟練者の身体動作やスプレーガ ン運行を非熟練者に伝えることで,非熟練者の習熟が見 込めることが示唆された.5
.おわりに
自動車塗装修理における熟練者の作業の特徴を明らか にすることを目的として,ソリッドカラーによるドアの 塗装における動作を解析した.その結果,熟練者はドア と体の距離を約1 mとり,脇を締め,肘を曲げて,スプ レーガンとドアの距離を約0.21 mにして塗装を行ってい た.また,熟練者はスプレーガンをより速く運行しつつも, ドア端部では丁寧に作業を行うために速度を落としてい た.熟練者のこのような動作により,熟練者が仕上げた ドアパネルの塗膜は非熟練者よりも均一な厚みであった. 謝 辞 本研究はJSPS科研費26882052の助成を受けたもので ある.また,本実験の遂行にあたり,近畿自動車車体整 2.5 2 1.5 1 0.5 0Spray gun running speed
(
m/s
)
Door panel x direction position(m) 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 図12 熟練者2のスプレーガン運行速度とドア横位置の関係 Fig. 12 Relationship between spray gun running speed and
door panel in x direction position of expert2.
表3 膜厚測定結果
Tab. 3 Coating paint thicknesses.
Expert Non-expert Mean S.D. Mean S.D. Film thickness(μm) 104.27 8.42 107.58 9.95
Difference of
Max. and Min.(μm) 5.92 1.57 9.67 4.26 Spray gun running
speed(m/s) A B C D E F 1st Expert 1.02 1.36 0.98 0.96 1.40 1.00 Non-expert 0.81 1.01 0.77 0.72 0.92 0.71 2nd Expert 0.99 1.37 0.98 0.96 1.34 1.00 Non-expert 0.77 0.96 0.72 0.69 0.89 0.69 3rd Expert 0.87 1.14 0.86 0.90 1.19 0.91 Non-expert 0.75 0.93 0.69 0.68 0.84 0.66 表2 A-Fの領域におけるスプレーガンの運行速度 Tab. 2 Spray gun running speed at each area.
備協同組合連合会 池宮氏,奈良県自動車車体整備協同 組合 浮田氏,大阪府自動車車体整備協同組合 田井氏, 株式会社プロトリオス 長谷川氏・大黒氏,日本ペイン ト株式会社 蛭子氏,株式会社ケツト科学研究所 廣川氏 にご協力をいただいた.ここに感謝の意を表す. 参考文献 1) JAA日本自動車板金塗装協会: 日本自動車板金塗装協 会とは , Retrieved July 14, 2016, available from http:// www.jaa-bt.jp/
2) 厚 生 労 働 省:平 成28年 度 技 能 検 定 受 検 案 内 パ ン フ レッ ト , Retrieved July 14, 2016, available from http:// www.mhlw.go.jp/file/06-Seisakujouhou-11800000-Shokugyounouryokukaihatsukyoku/h28_ginoukentei.pdf 3) 宮城県自動車車体整備協同組合:生涯現役雇用制度導
入マニュアル , Retrieved July 14, 2016, available from http://www.mhlw.go.jp/file/06-Seisakujouhou-11600000-Shokugyouanteikyoku/0000128843.pdf 4) 末森清司, 加戸利一:THE塗装, 株式会社リペアテック, 大阪, 2011 5) BODYSHOP REPORT編:徹底図解 丸ごとぜんぶ吹 き付け塗装, 株式会社プロトリオス, 大阪, 2013 6) 中沖満:クルマ&バイクの塗装術, グランプリ出版, 東京, 2013 7) 鈴木明子, 古田幸子:動作解析コンピュータシステムに よる縫製作業分析の研究, 人間工学, 30(5), 323-329, 1994 8) 村田厚生, 岩瀬弘和:投手の良い投球動作に関する考察, 人間工学, 36(6), 299-309, 2000 9) 林知子, 柳沢幸江:動作解析法を用いての熟練度による 「切る」操作の検討, 日本調理科学会誌, 37(3), 299-305, 2004 10) 上田雄義, 佐野祥一, 他:釘打ち動作改善支援のための 3次元解析・定量評価法の基礎的検討, ライフサポート, 20 (1), 3-8, 2008 11) 梅村浩之, 石川純, 他:ガラス火加工作業における熟練 作業者の技能の解析, 人間工学, 47(4), 139-148, 2011 12) 崔雄, 高橋健太郎:体動作の特徴パラメータを用いた居合 道の熟練度に関する定量化, 武道学研究, 45(1), 35-45, 2012 13) 岡田昌史, 萱島駿:擬似目標値を用いた救急救命のため の胸骨圧迫運動教示とその評価, 日本機械学会論文集(C 編), 79(800), 1090-1101, 2013 14) 鶴丸尚孝, 平田一郎: 作業者負担を軽減するための溶 接トーチハンドル形状の検討, 人間工学, 50(suppl), 128-129, 2014 15) 奥秋拓未, 上野亘, 他: 三次元動作分析装置を用いた サッカーの熟練者と非熟練者のインフロントキック動作 の相違, 第49回日本理学療法学術大会抄録集, 41(suppl.2), ID0935, 2014
16) Mazzola M, Aceti A, et al: Aerodynamics and biomechanical optimization of the jump phase in skiing, through a simulation-based predictive model, Proceedings of the 5th International Conference on Applied Human Factors and Ergonomics AHFE 2014, 7245-7254, 2014 17) 西澤美里, 曽我麻佐子, 他:バレエ動作分析のための角 度情報可視化システム, 映像情報メディア学会技術報告, 39(8), 69-72, 2015 18) 篠田之孝, 村上慎吾, 他:モーションキャプチャを用い た日本舞踊の教育用動作解析システムの構築, 電気学会論 文誌A, 133(4), 270-276, 2011 19) 安藤明伸, 住川泰希:モーションキャプチャと仮想空間 を利用した鋸引き動作観察教材の開発と機能評価, 日本教 育工学会論文誌, 36(2), 103-110, 2012 20) Qi AN, 柳井香史朗, 他:実映像と筋活動の重畳表示に よるローイング動作教育システム, 日本機械学会論文集, 82(834), 15-00424, 2016 著者情報 池元茂(いけもとしげる,正会員) 1994年より板金塗装業に従事.2003年ボ デーガレージイケモト設立. 現在に至る. 2015年4月より京都工芸繊維大学大学院工 芸科学研究科博士後期課程在学中.日本人 間工学会関西支部,日本機械学会会員. 連絡先:[email protected] 濱田泰以(はまだひろゆき,正会員) 1985年同志社大学大学院工学研究科博士 後期課程修了. 工学博士.1998年より京 都工芸繊維大学大学院工芸科学研究科教 授.2010年より京都工芸繊維大学伝統み らい教育研究センター長.専門領域:複合 材料工学.日本人間工学会会員ほか. 高井由佳(たかいゆか,正会員,連絡著者) 2011年京都工芸繊維大学大学院工芸科学 研究科博士後期課程修了. 博士(学術). 2014年より大阪産業大学デザイン工学部 専任講師.専門領域:伝統工芸・現在産業 における匠の技に関する人間工学.日本人 間工学会会員ほか. 連絡先:[email protected]