1.緒 言
袖山曲線における“いせ込み縫製”は,袖山曲線の複 雑な形状に加え,正確にいせ込みを入れて美しい立体的 な袖山に仕上げることが要求されるため,縫製工程の中 でも熟練を要する重要な工程とされている.すでに,こ のいせ込み情報を縫製とリンクさせた自動いせ込み縫製 ミシンが開発されているが,布地ごとの差動比データの 作成が人間の勘に頼る科学的な裏づけが乏しい作業であ るために,縫い上がり線の仕上がり精度を高めるために は繰り返しの修正作業を避けることはできない.縫い上 がり精度を高めるためには,布地の物理的特性および布 目角度の影響を受けて変化する縫い縮み率と縫製条件(差 動比)の関係を詳細に把握する必要がある. 著者らは,前報[1]において,上下差動送りミシンを用 いて任意の縫製布の任意の布目角度に対して縫い縮み率 を推定するための実験的方法を明らかにした.得られた 関係式を用いると,よこ布を 0°,たて布を 90°としたと き,4 種類の布目角度(45, 90, 135, 180°(0°))で所定の差動 比により縫製した縫い縮み率の結果から,任意の布目角 度における縫い縮み率を得るために設定すべき差動比を 内挿により求めることができる. 本報では,この関係を実際の袖山曲線の自動いせ込み 縫製に応用して,その実用的な有効性について検討を行っ たところ,良好な結果が得られたので報告する.Faculty of Life Environment, Kinjogakuin University, Moriyama-ku, Nagoya 463-8521, Japan
*Faculty of Home Economics, Japan Women’s University, Bunkyo-ku, Tokyo 112-8681, Japan
Abstract : In the previous paper [1], we discussed an experimental method for estimating seam shrinkage along the
optional direction of fabric using a variable top feed and differential drop feed sewing machine. In this study, we
considered to apply computerized sewing to easing in sleeve cap seam using the results in the previous paper. The
results obtained were as follows :
At first we obtained seam shrinkage ratio of sewn fabrics under predetermined differential ratio conditions
experimentally at 4 kinds of sewing angles, i.e. 45, 90, 135 and 180(0) degrees, where we defined 0 deg. as weft, 90 deg.
as warp direction, respectively. On the basis of the results mentioned above, we showed a method to obtain the
differential ratio by means of interpolation that desired seam shrinkage ratio could be completed in optional sewing
direction. As for sleeve pattern selected, we divided the seam line in sleeve cap to several parts and shared total amount
of easing with every divided part. The differential ratios to obtain the desired amount of easing were calculated in every
sewing stitch in the divided parts. The data were input to the controller and computerized easing sewing was performed
using various specimen fabrics. It was shown that the designed easing sewing was done contentedly although the
appearances of sleeve samples differed from each other by the fabrics used. We confirmed that the method shown here
for computerized sewing was very useful to easing in sleeve cap seam for fabrics with various properties.
(Received 10 October, 2007 ; Accepted 7 July, 2008)
――――――――――――――――――――――――――――――――――――――――――――――――――――― 脚注 繊学誌,Vol.58, 216(2002)の報文を『上下差動送りミシンによるいせ込み縫製に関する研究(第 1 報)』とし,こ の報文を『上下差動送りミシンによるいせ込み縫製に関する研究(第 2 報)』とする.第 1 報の『上下差動送り』の英文 については,メーカーのパーツリストに付記された名称を用いたが,本報では標記の通りとした. 金城学院大学生活環境学部
青山 喜久子
日本女子大学家政学部島
! 恒藏
A Study on Easing by a Variable Top Feed and Differential Drop Feed Sewing Machine
− Applications of Computerized Sewing to Easing in Sleeve Cap Seam −
Kikuko Aoyama and Kozo Shimazaki
*一般報文
上下差動送りミシンによるいせ込み縫製に関する研究
− コンピュータ縫製による袖山曲線のいせ込みへの応用 −
2.いせ込み縫製の応用実験について
実験に使用した工業用ミシンは,ステッチ形式 401[2] の上下差動送りミシン(JUKI, ASG-166)であり,前報[1] において用いたものと同様である.このミシンは,付属 の入力装置(JUKI, ASE-167)を用いて,袖山曲線とアーム ホールライン(以下,A.H.L と記す)上に設定したノッチ(以 下,分割点と記す)の情報と,袖山曲線と A.H.L の長さお よびいせ込み量を入力することにより,袖山曲線上の 1 ステッチごとの縫製条件(差動比)を自動的に計算し,そ の差動比データにしたがって,連続的にいせ込み縫製を 行うことができるコンピュータ制御機能を有している. ミシンにおいては,前後袖それぞれに 5 個以下の分割 点を設定し,袖山曲線と A.H.L の分割点間の長さはキー ボードで入力する方法と付属の計測装置で形状を入力す る方法があり,コンピュータが作成するデータには,差 動比のデータの他に布目角度が係数(1∼10,10 を 45°に 設定)として自動的に設定される[3].しかし既に述べた ように,縫い縮み率は布地の物理的特性および布目角度 の影響を大きく受けることから,袖山曲線形状および縫 製する布地の物理的特性に対応した実測値から直接,差 動比データを推定し入力データとするならば,より精度 の高いいせ込み縫製を実現することが可能であろう. 本研究では,前報[1]の結果を直接的に応用して,布地 の種類および布目角度によって変化する縫い縮み率を考 慮した差動比データの作成方法を提案する.そして作成 した差動比データが有効であることを検証する実験を 2 種類に分けて実施する.すなわち最初に“袖山曲線形状 の異なる袖パターンに対する実験 ,引き続いて,“袖パ ターンは固定して異なる性状の布地に対する実験 を通 して,設計どおりにいせ込み縫製が実現可能かどうかを 検証する.3.縫い縮み率データの作成
3.1 縫製条件
初めに,自動いせ込み縫製で入力する差動比データを 作成するための基礎データとなる縫い縮み率のデータを 得るために,各試料について,布目角度と差動比および 縫い縮み率の関係を求める縫製実験を行う. 縫製条件は,差動送り条件以外は前報[1]と同様である. 押え圧力は,押え金圧力/上送り 押 え 圧 力 を 9.8N/58.8N (1kgf/6kgf),縫い糸張力は針糸/ルーパ糸張力は 37.2cN/ 9.8cN(38gf/10gf),縫製速度は 1000spm で一定とした.差 動送り条件は,副送り歯の移動量(LA)は 1.90mm に固定 されており,実験に使用した主送り歯移動量(LB)は 2.32∼ 3.65mm,差動比(LB/LA)は 1.22,1.42,1.62,1.82 の 4 段 階(0.2 間隔)である.ミシン糸はポリエステルスパン糸#60, ミシン針は#9 を使用した.3.2 試料と縫製方法
本実験においては前報[1]で使用した試料に,18 種類の 試料を加えて,計 31 種類の試料を実験に使用した.試料 では裏地からコート地用まで幅広い性状の布地が選択さ れている.布地の物理的特性は KES-FB システムを用い て測定した.試料の布目角度は前報と同様に,よこ布を 0°, たて布方向を 90゜に設定し右回りに 45°,90°,135°,180° (0°)の 4 種類の布目角度を設定した. 縫製実験の試料は長さ 50cm×幅 5cm の大きさで,縫い 目線の方向に上記の布目角度を設定している.各試料 1 枚の表面を上にして,各差動比で 3 回ずつ縫製を行い, 縫製後,縫い縮み率を算出し,縫い目付近の外観の観察 を行った.3.3 布目角度,差動比と縫い縮み率の関係
前報[1]で導いた縫い縮み率の推定式を(1)式として下 に示す.(1)式に実験条件の 4 段階の差動比ごとに各試料 の 4 種類の布目角度の縫い縮み率を内挿することにより, 0°∼180°の布目角度の縫い縮み率が簡単に,しかも精度 よく推定可能である. Sθ= 0.5(Sp − Sq){ sin4(θ − 22.5°)+ 1 }+ Sq (1) ただし,布目角度 180°の縫い縮み率を S180と表すと,S の振幅は最小値が S90または S180,最大値が S45または S135 となる.区間ごとに,Sp には最大値,Sq には最小値の測 定値を代入する.Fig. 1 は,(a)試料 11(毛トロピカル), (b)試料 25(毛 1/2 斜文織),(c)試料 9(毛 1/2 斜文織)につ いて,上記の方法により求めた縫い縮み率のグラフであ る.実線の差動比は,4 種類の布目角度の縫製試料から(1) 式を用いて縫い縮み率を推定したグラフである.また, 点線の差動比は前者のグラフから補間法により縫い縮み 率を求めた変化曲線であり,使用するミシンで設定可能 な 0.05 間隔の差動比で求めたものである.差動比 1.0 に おける実際の縫製では多少の縫い縮みや縫い伸びを生じ るケースもあるが,便宜上,すべての布目角度の縫い縮 み率を 0% として扱っている.縫い縮み率の推定値に関し ては,Fig. 1(c)の試料 9 の 135°の差動比 1.62∼1.82 間の ような急激な縫い縮み率の増加が見られる場合を除いて は,本実験で設定した差動比 0.2 程度の間隔で縫い縮み率 のデータを求めれば十分である. Fig. 1(a)(b)(c)の 3 試料の縫い縮み率は差動比の増加に 伴い増加する傾向にある.布目角度 90°,180°の増加率 は 45°,135°に比べて小さい.多くの試料の 45°,135° の増加率は,差動比が小さいうちは縫い縮み率の増加率 は小さく,差動比が大きくなると縫い縮み率の増加率も 大きくなる傾向にある.Fig. 1(a)(b)(c)の試料は縫い縮み 率のピークが 45°と 135°にあり,0°(180°)と 90°が谷と なるグラフである.差動比の増加にしたがい 0°(180°)(よ こ布)の縫い縮み率は 90°(たて布)より大きくなる傾向に ある.Fig. 1(a)(b)の試料 11 と試料 25 は,布目角度 90°を中心軸とするほぼ左右対称のグラフであり,31 試料中 にこのような形が最も多く存在した.Fig. 1(c)の試料 9 は,45°と 135°のピークは差動比 1.62 まではほぼ同じ値 であるが,差動比 1.82 では 45°に比べて 135°の値が大き く左右非対称なグラフである.このような左右非対称の 試料の数は多くはないが,斜文織,朱子織,平織,変化 組織の試料の中に存在する.本研究では 4 種類の布目角 度の試料から 0°∼180°までの布目角度の縫い縮み率を求 めることを提案しているのは,このように非対称の縫い 縮み率の布地が存在することがその理由である.また,Fig. 1 (b)(c)の 試 料 25 と 試 料 9 の よ う に,素 材(毛 100%)や 組織(1/2 斜文織)が同じで中肉地の一般に「ギャバジン」 と呼ばれる布地であっても,構成要因(織糸の番手,糸密 度,厚さなど)が異なると縫い縮み率の傾向は必ずしも同 じになるとは限らない.試料の中には,ある差動比以上 になると,一部の布目角度において布地が送り歯上で滑 り,縫い縮み率が低下する試料が存在した.試料 7(毛 ジョーゼット),試料 10(毛サージ),試料 14(毛ツイード)), 試料 28(毛サージ)がその例に該当し,EM,B,TM が比 較的大きい点が共通している.また縫製可能な試料の中 でも同じ特徴を有する布地は存在する. 以上,全ての試料の実験結果を比較してみると,差動 比の増加に伴う縫い縮み率の増加傾向は布地ごとに異な り,縫い縮み率は,0°と 90°および 45°と 135°の縫い縮 み率の傾向が一致する布地と一致しない布地が存在した. 外観については,本研究で設定した差動比の上限の 1.82 においてすべての布目角度でふくらみのあるいせ込みの 外観を呈する布地から,低い差動比から 0°と 90°にパッ カリングが発生し,差動比 1.82 においてステッチの多く にパッカリングやギャザーが発生する布地までさまざま であった.
4.いせ込み縫製の検証実験
4.1 袖のパターンの設定
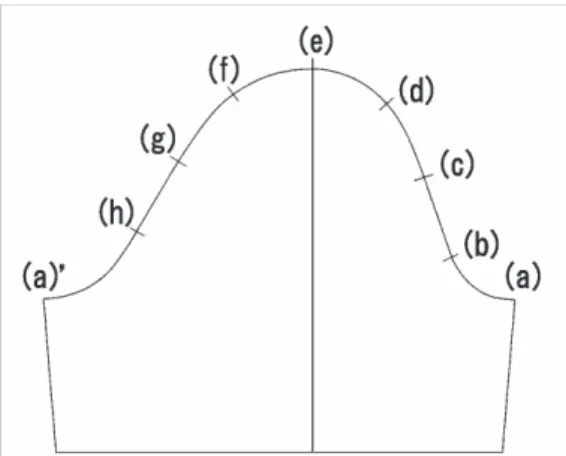
縫製実験に用いる袖のパターンの試料として,異なる 服種用に作製された 3 種類の袖パターン A,B,C を用い た.それぞれ身頃の A.H.L の長さ,袖山曲線の形状(袖幅, 袖山高さ),いせ込み量の異なる袖であり,パターン A は ジャケット用の 2 枚袖[4],パターン B はドレス用[4], パターン C は自作したブラウス用のパターンである.袖 山曲線のいせ込み量は,袖山曲線と身頃の A.H.L の長さ との差で決まる.各袖試料の総いせ込み量/A.H.L の長さ はそれぞれパターン A : 48mm/480mm,パターン B : 42mm/ 414mm,パターン C : 30mm/443mm である. 差動比データを設定するために,まず,前・後袖山曲 線をそれぞれ 4 分割(分割点数 8)し,分割点に(a)∼(h)の 印をつける.Fig. 2 はこの作業を行ったパターン B を示し たものである.ここで袖を肩線に縫いつける位置は(e)で ある.Table 1 に,3 種類の袖パターンの袖山曲線と A.H.L.Fig. 1
Relation between Seam Shrinkage and Angle
between Weft and Sewing Direction.
(a) Sample 11 (b) Sample 25 (c) Sample 9
の分割点間の長さおよび配分するいせ込み量を示す.本 研究におけるいせ込み量の配分は,まず試料 7(毛ジョー ゼット)を用いて,3 種類の袖パターンの袖山曲線を形よ く A.H.L.の長さにいせ込んだモデルを作成する.そして, そのモデルの分割点間の長さ(L2 : A.H.L.の長さに相当)を 測定し,いせ込み実施前後の長さの差(L1-L2)を算出して 決定した.ミシン付属の入力装置には,前・後の袖山曲 線をそれぞれ 5 分割以内(分割点数 10 以内)で分割し,上 記のデータを入力するように指示されているが[3],本実 験では,袖山曲線のいせの配分と形状を入力データに正 しく反映させるために,前後の各分割点間にさらに中点 を加え,計 16 点を縫い縮み率と布目角度を設定する点と した.布目角度は,よこ布方向の線と分割点および中点 の接線が交差して作られる角度を測定する.
4.2 自動いせ込み縫製の差動比データの作成と入力
本研究では,3.3 で算出した各試料の縫い縮み率のデー タから,各ステッチの布目角度と縫い縮み率に相当する 差動比を推定し,ミシン付属のいせ込みデータの入力装 置(JUKI ASE-167)により算出された 1 ステッチごとの差 動比データを修正して再入力し,袖山曲線の縫製を試み る. まず,本研究の各ステッチの縫い縮み率と布目角度は 次のような手順で求めた.前述した袖山曲線の各分割点 (a)∼(h)間長さをさらに 5 等分割する.分割内において は,いせ込み量が連続するように配分し,その小分割内 の縫い縮み率を算出する.この縫い縮み率を小分割内の 中央に位置するステッチの縫い縮み率として設定し,各 ステッチの縫い縮み率を線形補間して求めた.各ステッ チの布目角度については,前述した計 16 点の分割点およ びその中点の測定値から補間推定して求めた. 袖山曲線を構成する布目角度は,前袖はパターン A が 0°∼65°,パターン B が 0°∼68°パターン C が 0°∼62.5°, 後ろ袖はパターン A が 124°∼180°,パタ ー ン B と C が 120°∼180°であり,90°付近の角度は存在しない.いせ 込み量は,一般に,前後の袖の分割点(c)∼(d)周辺,(f)∼ (g)周辺(Fig. 3 参照)に最も多く配分されて袖は形作られ る.分割点(c)∼(d)間の袖山曲線の布目角度は,パター ン A が 62.5°∼42.5°,パターン B が 67.0°∼47.0°,パター ン C が 60.0°∼45.0°,分割点(f)∼(g)間の袖山曲線の布目 角度は,パターン A が 147.5°∼120.0°,パターン B と C が 145°∼125°であり,3 章で述べた各試料の縫い縮み率 が大となる布目角度(45°,135°)にほぼ一致する.参考ま でに,1 ステッチの最大縫い縮み率をパターンごとに示す と,パターン A は前袖/後袖 : 17.91%/22.1%,パターン B は 20.0%/21.1%,パターン C は 12.5%/15.3% となる. なお,ミシンの設定可能な差動比はステップ状である ため(LB/LA : 0.05 間隔),差動比の選択に当たっては,相 当する縫い縮み率の差動比が得られない場合は,袖山曲 線が過剰に縮むことを防ぐために低い側の差動比を選択 することにした.4.3 形状の異なる袖山曲線のいせ込み縫製実験
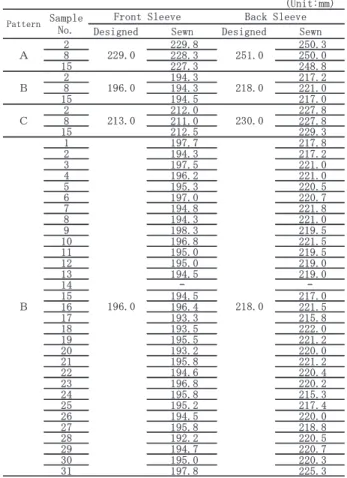
まず,3 種類の袖のパターン A,B,C について,試料 2,8,15 を用いて縫製実験を行う.縫製条件は,差動比 以外は 3.1 と同様で,くり返しは 3 回である.実際の縫製 では,試料ごとに縫製時の送り歯上の送り量が異なるた めにステッチ長さにも差異が生ずる.縫製実験では,袖 の試料と差動比データの(e)の位置が一致するように調整 して縫製を行った.縫製後,袖山曲線の分割点間の縫い 上がり長さを測定し,縫目付近の外観の観察を行った. 本研究では,試料が設計した長さにほぼ縫い上がった時, 本研究の差動比データの作成方法が妥当であると判断す ることにした. Table 2の上段(パターン A∼C)に縫製実験の結果を示 す.各試料の袖山曲線の縫い上がり長さは,設計値に概 ね一致している.幾分大きい寸法差が観察されたのは, パターン A(2 枚袖)の袖下の縫い代が重なる部分や布目角 度の変化の大きい部分を含む分割点間((a)∼(b))である. 前者は,布地が厚くなることにより縫い縮み率に変化が 生じたと考えられ,後者は手の操作が追従できていない ことが原因と考えられる.Fig. 3(a)(b)に縫製した試料の外観写真を示す.Fig. 3(a) はパターン A の試料 15(毛フラノ),(b)はパターン C の 試料 2(綿サテン)である.いせ込み量の多いパターン A,
Table 1 Amount of easing (L1−L2) shared with the
divided parts of sleeve cap
!
Bは試料 15(Fig3(a))や試料 8 では良好な外観が得られる が,試料 2 ではパッカリングが縫い縮み率の多い箇所で 発生した.しかし,いせ込み量の少ないパターン C では, 試料 2 についても良好な外観が得られた(Fig3(b)).
4.4 物理的特性の異なる布地を用いた袖山曲線のい
せ込み縫製実験
次に広い範囲の布地に対しても本研究の手法が対応で きる縫製方法であることを確認するために,袖をパター ン B(総いせ込み量/A.H.L.の長さ : 42mm/414mm)に固定し, 3.2で示した 31 種類の試料を用いて縫製実験を行った. 実験条件および差動比データの作成方法は 4.3 で用いた方 法と同様である.Table 2 の下段(パターン B)に結果を示 す.この実験においても,各試料の袖山曲線の実測値は 設計値に概ね一致しているといえるが,設計値との寸法 差が大きくなる傾向がみられた試料は,せん断剛性(G), 曲げ剛性(B)のたて・よこ布の和が小さい布地−たとえば 試料 11,19(毛トロピカル),試料 10(毛サージ),試料 17 (キュプラデシン裏地),試料 18(ポリエステルギャバジン) であった.これらの試料は縫製操作の慣れにより縫い上 がり長さに改善が見られたが,上記の布地特性に加えて, 表面凹凸性(SMD)のたて・よこ布の和が小さい試料 31 (新合繊)は縫製中に布地が大きくゆがみ非常に縫製しに くく,寸法差は小さいとはいえなかった.したがって設 計寸法を得るためには,縫製中の布地のゆがみを減少さ せる方法の検討が必要と思われる.また,差動比の増加 にしたがい布地にすべりが生じ,本研究の実験条件では 必要な縫い縮み率のデータを得ることのできない試料 14 (毛ツイード)は実験から外した.実測値が設計値に比べ て高い値が比較的多いのは,4.2 で述べたように,差動比 の選択に当たって,低い側の差動比を選択する場合が含 まれていたことが原因と考えられる. Fig. 4(a)∼(d)にパターン B で縫製した試料の外観写真 を示す.Fig. 4(a)は試料 26(毛トロピカル),(b)は試料 8 (毛ベネシャン),(c)は試料 27(綿ローン),(d)は試料 18 (ポリエステルギャバジン)の写真である.Fig. 4(a)(b)は いせ込みの外観が良好な試料,(c)(d)は不良な試料であ る.良好な試料は,試料 7,8,10,13,15,23,24,26, 28,29 であり,中肉地以上の毛織物(試料 9,25 を除く(共 に毛ギャバジン))が多く,不良な試料は,試料 1,2,3,Table 2 Comparison between designed and sewn sleeve
cap lengths.
Fig. 3
Photographs of the appearance of sleeve cap
part sewn ((a) Pattern A, (b) Pattern C).
Fig. 4
Photographs of the appearance of sleeve cap
part sewn (Pattern B).
4,5,6,9,11,12,16,17,18,19,20,21,22,25, 27,30,31 であり,薄手の布地,合繊の中肉地が含まれ た.薄手の毛織物であっても外観が良好なもの(試料 26) と不良なもの(試料 19)に分かれた. 以上より,本研究で実験した差動比データによる縫い 目付近の布地の外観に関しては,いせ込み縫製として良 好,および不良の両方の試料が存在したが,4.3 の実験結 果も含めて外観不良な試料の存在は,基本的にパターン とその布地の曲面形成能等に起因するのであって,本研 究の手法に問題があることを意味するものではない.縮 み縫いに対応できずに縫製不能となる試料は別にして, いずれの縫製実験においても,袖山曲線の縫い上がり長 さの面からは,本研究の方法により精度よくいせ込み縫 製が可能であることが確認できた.
5.総 括
本研究は,二重環縫い上下差動送りミシンを使用して, 前報[1]で得られた関係等を応用し,任意試料の縫い縮み 率のデータをもとに差動比データを作成し,袖山曲線の いせ込み縫製を行う方法を示したものである. 本研究の差動比データを設定する方法は,異なる袖山 曲線形状や布地の物理的特性の袖のいせ込み縫製の差動 比データを簡単に作成することができ,実際の袖山曲線 の自動いせ込み縫製に十分利用可能であった.本実験で 生じた若干の寸法差については,事前に差動比データに 工夫を加えることや手の操作技術の改善,ミシンで設定 可能な差動比の間隔をもう少し密に設計することによっ て解決できると考えられ,縫製の精度はさらに高めるこ とが可能である. 縫い目付近の布地の外観に関しては,いせ込み効果が 十分に得られるものから不十分なものまで存在したが, これは袖パターンと布地の主として曲面形成能とのマッ チングの問題である. 本研究で得られた知見は,袖山曲線のいせ込み縫製に 限定されるものではなく,縮み縫いに関連する「いせ込 み縫製」から「ギャザー縫製」に至るまで,有効に利用 できると考える.文 献
1. K. Aoyama, K. Shimazaki : Sen’i Gakkaishi, 58, 216 (2002).
2. JIS L 0120 “Stitch Types-Classification and Terminology”, Japanese Industrial Standards Committee (2006).
3. “The instruction book (ASG -166,ASE -167)” , JUKI CORPORATION (1996).
4. K. Ono : “PATTERN MAKING” , Bunka Publishing Bureau, p144, p170 (2000).