研究ノート
宇 都 宮 裕
**Hiroshi UTSUNOMIYA
− 105 − 1965年8月生
大阪大学大学院工学研究科金属材料工学 専攻博士後期課程修了(1993年)
現在、大阪大学大学院 工学研究科 マ テリアル生産科学専攻 教授 博士(工学)
材料加工学 TEL:06-6879-7503 FAX:06-6879-7500
E-mail:[email protected]
表面ナノポーラス化を利用した冷間鍛造の潤滑
Lubrication System using Surface Nano-Porous Layer for Cold Forging Key Words:friction, lubrication, cold working, ring compression test, tribology
生 産 と 技 術 第63巻 第2号(2011)
1.緒 言
鉄鋼材料は、1000℃前後の高温、すなわち熱間 では軟らかく優れた加工性を示すことから、古くか ら熱間鍛造が鋼材の成形法の主役であった。これに 対して室温付近で行われる冷間鍛造は、表面酸化が ほとんどないため、表面性状や寸法精度が良好であ り、強化の点でも利点がある。しかし、加工荷重が 大きく、材料の変形能も熱間に比べて限られる。こ うした問題点は良好な潤滑方法の開発によって解決 することができる。したがって、冷間加工では潤滑 技術の開発が特に重要な課題となる。
鉄鋼の冷間加工において、戦前・戦中にドイツで 開発されたリン酸塩皮膜処理潤滑法(ボンデ処理)
は大きなブレークスルーであった。大戦中は、軍事 機密として秘匿されていたが、戦後は技術情報が公 開されて、各種の高精度・高強度部品の製造に応用 され、我が国をはじめとする自動車産業の発展に大 きく貢献し、現在においても広く使用されている。
その潤滑方法は鋼材の表面に強固に密着した多孔 質のリン酸塩皮膜を形成させ、潤滑剤である石けん 粉末を担持させる方法である。リン酸塩皮膜を形成 させる(ボデライト処理)ための薬剤と、潤滑剤を 付着させる(ボンデリューべ処理)ための薬剤が必 要であるため、二液型潤滑と呼ばれることもある。
しかしながら、この方法は各処理槽から重金属など
を含む有害な廃液を排出することから近年になって 撤廃が強く求められており、一液型を始めとして種々 の潤滑方法が提案・検討されてきている
(1)。しか しながら、リン酸塩皮膜潤滑法に優る方法は未だ開 発されていないようである。
ところで、表面をポーラス化することにより材料 に新たな機能を付与しようとする研究が最近精力的 に行われている
(2)。高平らは、純鉄板を酸化して 水素ガス中で還元すると、酸素空孔が凝集して表面 にポーラス層が形成されること
(3)を報告した。著 者らは、このポーラス層に液体潤滑剤を担持させる ことによる新たな潤滑方法を提案し、有効性を確認 した
(4)。本稿では構造材料として工業的に重要で ある 0.15%、0.25%、0.45%炭素鋼の表面ポーラス 化を試み、リング圧縮試験によりこの潤滑システム の有効性を調べた。さらに圧縮速度が高速な場合の 効果についても調査し潤滑特性を考察した。
2.実験方法
0.15%、0.25%、0.45%炭素鋼 JIS S15C、S25C、
S45C 棒材より外径 20mm、内径 10mm、高さ 5mm のリング材を機械加工により作製した。それらをエ メリー紙で #1500 まで研磨した後脱脂し、873K の 電気炉中で大気雰囲気で 30 分間酸化し、続いて同 温度において水素雰囲気で 15 分間還元することに より、表面をポーラス化した。
表面ポーラス化処理後の試料と比較のための無処 理の試料を無潤滑、 マシン油(40℃での動粘度 32 mm
2/s)潤滑、グリース(40℃での動粘度 117mm
2/s)
潤滑の 3 種の条件下で、1.5mm/min の速度でアム スラー試験機を用いダイス鋼工具で圧縮試験を行い、
その内径変化より校正曲線
(5)を参照して摩擦係数
を算出した。リング材の軸圧縮では、摩擦が小さい
場合には内径が拡大するが、摩擦が大きい場合には
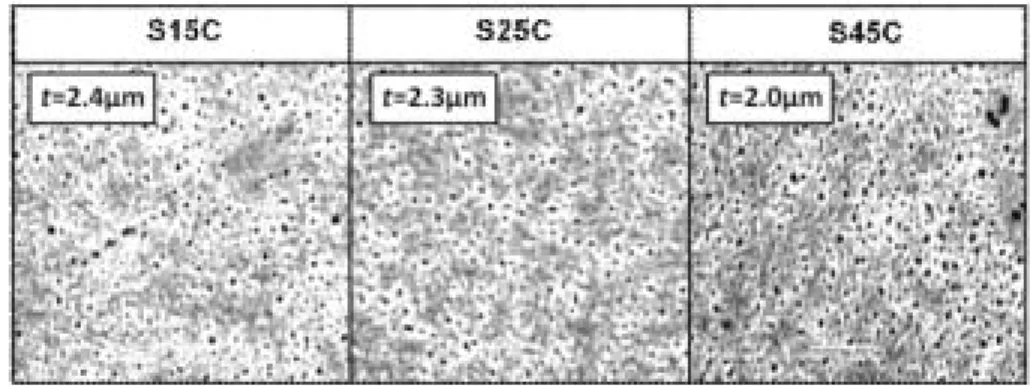
図 3 高速圧縮時の摩擦係数 図 1 ポーラス化処理後の表面の SEM 観察写真
図 2 低速圧縮時の摩擦係数
− 106 − 生 産 と 技 術 第63巻 第2号(2011)
内径は縮小する
(6)。したがって、内径変化から摩 擦係数を求めることができる。また、メカニカルプ レスを用い超硬工具で 4500 mm/min の高速圧縮試 験も行い、同様に摩擦係数を求めた。
3.実験結果
ポーラス化処理後の表面の走査型顕微鏡(SEM)
観察結果を図 1 に示す。どの炭素鋼にも数百 nm の ポアが全体にほぼ均一に形成されていた。写真中に 断面観察により求めたポーラス層の厚さ
tを記入し たが、それらは 2 〜 2.5μm であった。これらのこ とから、炭素量によらず炭素鋼の表面ポーラス化が 可能であることが明らかとなった。このことは本手 法の工業的な応用範囲が広いことを意味する。ただ し、炭素量が多いほどポア径はやや大きくポーラス 層の厚さはやや薄くなる傾向がある。
低速圧縮試験より得た S15C および S45C の摩擦 係数を図 2 に示した。炭素量によらずポーラス材、
ノンポーラス材ともに無潤滑時(dry)の摩擦係数 は約 0.5 とかなり高い。潤滑剤を用いた場合には摩 擦係数は顕著に低減しているが、その効果はノンポ ーラス材に比べてポーラス材の方が大きい。マシン 油に比べてグリースを用いた場合の方が摩擦係数は 小さいが、ポーラス化による改善効果は、粘性が低 いマシン油を用いた場合に顕著である。また炭素量 が多い、すなわち変形抵抗が大きい場合には、界面 からより潤滑剤が排出されて、摩擦係数は総じてや や大きくなるが、ポーラス化と潤滑剤による摩擦の 低減は、より顕著に現れている。
S15C を高速圧縮試験した場合の摩擦係数を図 3 に示した。摩擦係数は同材料の低速圧縮のものに比 べて全体にかなり低く、またポーラス化による摩擦 係数の改善効果も小さい。この原因は高速圧縮の場
合、ポーラス・ノンポーラスに関わらず試料表面と
工具との界面に圧縮中も多量な潤滑剤が粘性によっ
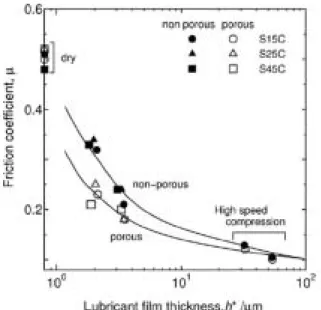
図 4 潤滑剤の厚さと摩擦係数の関係
− 107 −
生 産 と 技 術 第63巻 第2号(2011)
て保持されたためと考えられる。したがって本手法 は低速加工の場合に特に有効である。
試料表面と工具の間の界面に閉じ込められる潤滑 剤の厚さを次式で概算し、摩擦係数との関係を図 4 に示した。閉じ込められる潤滑剤の厚さ
h*はレイ ノルズ方程式
(7)を解くことにより次式で求めるこ とができる。
ここで
η:潤滑剤の粘度 ,
U:圧縮速度 ,
p:圧
縮圧力である。また、
h*には分布があり、端面か らの距離
Lに依存して変化するが、ここでは
Lと して外径と内径の中点での
h*を代表値として用いた。
ポーラス材・ノンポーラス材のどちらの場合も、潤 滑剤の厚さの増加にともなって摩擦係数は低下して いる。しかし、ポーラス材ではノンポーラス材に比 べ約 1 μm ほど薄い潤滑剤の厚さで同じ摩擦係数を 実現することができることがわかる。この差は、ポ ーラス層の厚さが 2 μm 程度であることと、気孔率 を考慮すると、おおむねポーラス層に蓄えられる潤 滑剤の平均高さに相当するものと考えられる。
4.結 言
3 種の炭素量の炭素鋼を酸化・還元することで表 面をポーラス化し、マシン油、およびグリースを潤 滑剤として用いて冷間リング圧縮試験により摩擦係
数を測定し以下の知見を得た。
(1) 873K での大気酸化・水素還元処理により 0.15%, 0.25%, 0.45%炭素鋼のいずれの表面にも均一にポ ーラス層が形成された。
(2) 低速圧縮では、通常材(ノンポーラス材)に比 べ、表面ポーラス材の方が潤滑剤による摩擦低減効 果が大きい。また、表面ポーラス化による摩擦低減 効果は粘性の低い潤滑剤を用いた場合、また被加工 材の変形抵抗が大きい場合に、より顕著に現れる。
(3) 高速圧縮の場合には表面ポーラス化による摩擦 低減効果は、低速の場合に比べて小さい。
(4) 以上の潤滑特性は表面ポーラス層に補捉される 潤滑剤の量を考慮すると、潤滑剤の厚さによって説 明することができる。
謝辞 実験を担当した大谷内行也君(現:ケンブ
リッジ大学大学院)、表面ポーラス化処理について ご助言をいただいた工学研究科の田中敏宏教授、吉 川健助教(現:東京大学准教授)、高速圧縮試験に ご協力頂いた基礎工学研究科の松本良助教に謝意を 表する。また、日本鉄鋼協会の平成 22 年度鉄鋼研 究振興助成ならびに研究拠点形成費補助金グローバ ル COE プログラム「構造・機能先進材料デザイン 教育研究拠点」(大阪大学)から支援を受けたこと を付記し、謝意を表する。
参考文献
(1) N. Bay, A. Azushima, P. Groche, I. Ishibashi, M.
Merklein, M. Morishita, T. Nakamura, S. Schmid and M. Yoshida, CIRP Annals − Manuf. Tech..
59, 760 (2010).
(2) 例えば、金属 ,
80-9 (2010).
(3) 高平信幸ほか:日本金属学会誌
69, 465 (2005).
(4) H.Utsunomiya, S. Kawajiri, N. Takahira, T. Sakai, and T. Tanaka: J. Nanosci. Nanotechnol.
11, 750 (2011).
(5) 冷間鍛造分科会:塑性と加工 ,
18, 946 (1977).
(6) 久能木真人 : 科学研究所報告 ,
30, 63 (1954).
(7) O. Reynolds, Papers on Mechanical and Physical Subjects. Cambridge Univ. Press,
2, 228 (1901).
ηUL h*=3 p
6 2